

Лекц Т К М 2014г
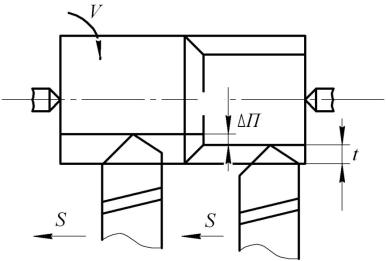
.pdfПовысить производительность токарной обработки при обеспечении необходимой чистоты обработанной поверхности можно за счет применения специальных резцов для больших подач (проведения силового резания), например резца В.А. Колесова. Особенностью этого резца является наличие двух переходных кромок между главной и вспомогательной режущими кромками (рис. 14.10). Такая конструкция резца позволяет увеличить подачу в 2 раза при неизменной шероховатости. В настоящее время широкое применение нашли подобные (с одной промежуточной кромкой) «зачистные» пластины Т-МАХ для точения при больших подачах, выпускаемые фирмой «Сандвик».
Необходимо отметить, что с увеличением толщины среза стойкость режущего инструмента снижается. Стойкость – это продолжительность работы инструмента до допустимой величины износа его режущей кромки, не приводящей к браку деталей.
Рис. 14.10. Схема резца В.А. Колесова для силового резания
Скорость резания при токарной обработке определяется в зависимости от стойкости инструмента, глубины резания, подачи и свойств обрабатываемого материала по формуле
V = |
|
CV |
|
|
kv , |
||
T |
m |
t |
x |
S |
y |
||
|
|
|
|
|
|||
191
где Т – стойкость инструмента, зависящая от мощности резания и жесткости технологической системы; CV, m, x, y – коэффициенты регрессии, зависящие от свойств обрабатываемого материала; kV – поправочный коэффициент, учитывающий измененные условия обработки, состояние поверхности заготовки и режущей части инструмента.
По скорости резания рассчитывают частоту вращения заготовки
n = 1000V
πd .
По паспортным данным станка определяют ближайшее меньшее значение имеющихся чисел оборотов, которое назначают для обработки.
Черновое точение позволяет обеспечить точность обработки детали по 14 квалитету, при этом достигается шероховатость Rа=6,3…50 мкм. Получистовое точение дает возможность получить точность обработки в диапазоне от 11 до 13 квалитета и чистоту поверхности Rа=1,6…25 мкм. Чистовое точение позволяет получить точность размеров детали по 8…10 квалитету и шероховатость Rа=0,4…6,3 мкм. При высоких требованиях к точности и чистоте поверхности детали проводят тонкое точение, которое обеспечивает точность обработки по 7…8 квалитету и шероховатость Rа в пределах 0,32…1,25 мкм. Прецизионные детали с высокой твердостью (HRC > 48) можно доводить до высокой точности размеров (5…6 квалитет) и чистоты поверхности (Rа=0,16…0,32 мкм) также тонким точением, которое проводят с высокими скоростями V = 300…400 м/мин при малой глубине резания (t = 0,05 – 0,2 мм) резцами с пластинками ВК6М, ВК6ОМ, эльбор-Р, гексанит-Р. Однако лучше в качестве финишной обработки после получистового точения применять чистовое шлифование. Оно позволяет получить более высокую точность изделий с малой шероховатостью поверхности.
Для достижения заданной точности разработаны разнообразные технологические методы и средства управления точностью, которые широко используются на практике. При этом наибольшей эффективностью в
192
условиях единичного производства обладает метод пробных проходов и промеров.
Сущность метода заключается в получении заданной точности обработки на коротком участке детали путем последовательного проведения пробных проходов и промеров (рис. 14.11).
Рис. 14.11. Схема получения заданной точности детали методом пробных проходов и промеров
Более подробно процесс настройки положения резца относительно обрабатываемой заготовки, позволяющего получить необходимую точность, можно описать следующим образом.
Коснувшись вершиной резца вращающейся заготовки, установленной в центрах токарного станка, отводят инструмент (вправо от места касания) за торец заготовки. При помощи нониуса поперечного перемещения суппорта устанавливают глубину резания, включают продольную подачу резца и обрабатывают короткий участок детали. Очевидно, что в результате упругих деформаций технологической системы, в которой ведется обработка, диаметр обработанного участка будет несколько отличаться от номинального размера. После остановки станка при помощи измерительных средств делается пробный замер полученного размера, определяется величиной на его отклонения от номинального значения и вносится поправка в относительное положение инструмента и детали. После чего делается второй
193
проход, вновь промеряется полученный размер и определяется степень приближения размера заготовки к размеру годной детали. При необходимости вносится новая поправка в положение инструмента, и так процедура обработки и измерения продолжается до тех пор, пока не установится правильное положение инструмента относительно детали, при котором обеспечивается требуемый размер детали. После этого производится обработка по всей поверхности детали. При обработке следующей заготовки вся процедура настройки инструмента повторяется снова.
Метод пробных проходов и промеров имеет следующие достоинства:
•при высокой квалификации рабочего можно получить высокую точность на неточном оборудовании;
•при обработке метод позволяет исключить появление брака из-за износа режущего инструмента;
•при неточной заготовке метод позволяет правильно распределить припуск на обработку и тем самым не допустить появление брака;
•метод освобождает от необходимости изготовления и применения
сложных приспособлений типа копиров, кондукторов, поворотных и делительных головок.
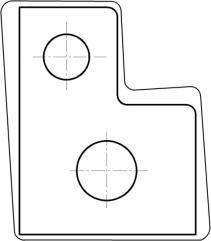
Безусловным достоинством метода в условиях ремонтного производства является возможность «спасения» брака заготовки, полученного, например, при восстановлении электрошлаковой наплавкой. В этом случае неполноценную (неточную) заготовку размечают специальными инструментами (чертилкой, штангенрейсмусом и др.), нанося на ее поверхности тонкие линии, которые показывают контур будущей детали (рис. 14.12). При последующей механической обработке рабочий стремится совместить траекторию перемещения режущего лезвия инструмента с линией разметки заготовки, обеспечивая этим получение требуемых формы и размеров обрабатываемой заготовки. Таким образом, удается «выкроить» контур обрабатываемой детали и получить годное изделие.
194
Вместе с тем метод пробных проходов и промеров имеет ряд серьезных недостатков:
• технологические возможности метода в обеспечении точности обработки ограничиваются минимальной толщиной снимаемого слоя. Рабочий не может внести в размер детали поправку меньше минимальной толщины стружки, в противном случае не будут созданы условия для нормального процесса резания и получится «драная» поверхность;
•применение метода приводит к появлению брака за счет утомления рабочего, от внимания которого в значительной мере зависит точность обработки;
•применение метода связано с низкой производительностью обработки из-за больших затрат времени на пробные проходы и промеры. В результате увеличивается себестоимость продукции;
•метод требует высокой квалификации рабочего.
Рис. 14.12. Схема получения изделия заданной точности из бракованной заготовки методом пробных проходов и промеров
195
14.2. Причины, вызывающие отклонения геометрической формы
и размеров при токарной обработке
Достижение заданной точности деталей при токарной обработке сопряжено со значительными трудностями вследствие действия ряда факторов, основными из которых являются следующие:
•точность изготовления и износ технологического оборудования (станков), приспособлений и обрабатывающего инструмента;
•погрешность установки заготовки на станке;
•жесткость технологической системы, в которой ведется обработка;
•температурные деформации технологической системы;
•остаточные деформации обрабатываемой детали;
•геометрическое копирование погрешностей обрабатываемой детали;
•погрешность измерения;
•погрешность наладки станка.
Степень влияния перечисленных факторов на точность обработки различна и зависит не только от вида выполняемой операции, но и от типа производства.
Следует отметить, что отклонения размеров и формы деталей во многом обусловлены упругими деформациями элементов технологической системы,
вкоторой ведется обработка. Упругие деформации возникают непосредственно в процессе механической обработки под воздействием силы резания и вызывают изменение взаимного расположения обрабатываемой детали и инструмента.
Технологическая система ДИСП (деталь – инструмент – станок – приспособление) представляет собой упругую систему, деформации которой
впроцессе обработки вызывают погрешности размеров и геометрической формы деталей.
196
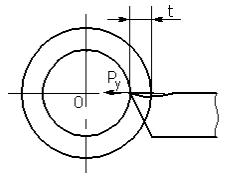
При обработке резанием гладкого вала нормальной жёсткости в центрах токарного станка в момент нахождения резца у правого конца вала вся величина нормальной составляющей силы резания Py (рис. 14.13) передаётся через деталь на задний центр (рис. 14.14). Это усилие приводит к упругой деформации заднего центра yз.б, вызывая увеличение расстояния от вершины резца до оси вращения детали. Это, в свою очередь, приводит к увеличению радиуса обрабатываемой детали на величину этой деформации.
Рис. 14.13. Схема токарной обработки цилиндрической детали: t – глубина резания
Одновременно под действием Py происходят упругие деформации резца и суппорта на некоторую величину yин, что также приводит к увеличению радиуса обрабатываемой детали. В начальный момент обработки радиус детали оказывается больше установленного на величину
∆ = уз.б. + уин.
При дальнейшей обработке, при перемещении резца от задней бабки к передней, отжатие задней бабки yз.б уменьшается, но возникают упругие деформации передней бабки yп.б. и обрабатываемой детали yдет., которые увеличивают ее фактический диаметр.
197
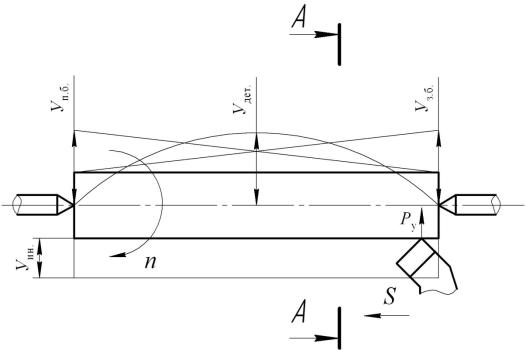
Рис. 14.14. Упругие деформации элементов системы ДИСП при токарной обработке
Так, в некотором сечении детали А-А ее фактический диаметр может быть определён по формуле
dфак = dнас + 2·(уз.б. + уп.б. + уин. + удет.).
В связи с тем что упругие отжатия элементов системы ДИСП изменяются по длине обработки, это приводит к изменению диаметра и формы детали. Погрешности размера и формы детали в общем случае равняются сумме упругих деформаций элементов системы ДИСП.
Следует отметить ряд характерных случаев, в которых та или иная упругая деформация одного из элементов системы ДИСП является преобладающей в процессе обработки и тем самым определяет ту или иную погрешность формы в продольном сечении.
1. Упругие деформации задней и передней бабок равны и больше упругого отжатия обрабатываемой детали. Такое соотношение упругих деформаций характерно для обработки массивных деталей. В этом случае фактический диаметр детали по её краям будет больше, чем в середине. В результате образуется такая погрешность формы, как седлообразность.
198
2.Упругая деформация детали больше упругих деформаций задней и передней бабок. Такое соотношение упругих деформаций характерно для обработки нежёстких деталей, у которых отношение длины к диаметру превышает 12. После обработки детали фактические диаметры по её краям будут меньше, чем в середине, и, как следствие, возникает бочкообразность.
3.Конусность образуется в случае обработки детали нормальной жёсткости, упругая деформация которой меньше упругого отжатия одной из бабок. Такое соотношение возникает, например, при обработке детали нормальной жесткости, закреплённой в патроне и в центре задней бабки.
Получение заданной точности детали путём снижения технологических упругих деформаций связано с увеличением жёсткости системы ДИСП и точности изготовления её элементов.
14.3. Шлифование в процессах изготовления деталей
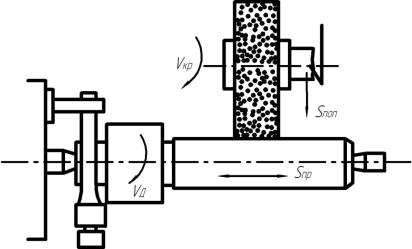
Механическая обработка более производительно проводится способом шлифованиея (рис. 14.15). Качество и производительность шлифования в основном зависят от правильного выбора характеристик абразивного инструмента и режимов обработки.
Рис. 14.15. Схема круглого шлифования цилиндрической поверхности
199
В большинстве случаев при шлифовании деталей применяют электрокорундовые абразивные круги с определенным содержанием связующих компонентов. Нормальный электрокорунд марок 13А, 14А, 15А с керамической связкой используют главным образом для шлифования незакаленных сталей, а белый электрокорунд марок 22А, 23А, 24А – для закаленных углеродистых и легированных сталей.
Абразивные круги обладают способностью частично или полностью самозатачиваться. Процесс самозатачивания заключается в выкрашивании изношенных абразивных зерен и обнажении следующего ряда новых зерен абразива.
Абразивные круги в силу особенностей своего строения легко могут быть пропитаны жидкостью, которая проникает в поры под действием капиллярных сил. После сушки кругов смазочно-активные компоненты, входящие в жидкость, в результате действия адгезионных сил надежно удерживаются в порах, превращая круги в самосмазывающиеся инструменты.
При шлифовании деталей пропитанными кругами происходят физикомеханические взаимодействия между активными компонентами вещества пропитки и обрабатываемым металлом, которые приводят к созданию на режущих зернах пассивирующих пленок и способствуют уменьшению трения в зоне обработки.
Твердость шлифовального круга во многом определяет качество обработанных поверхностей. Следует понимать, что твердость шлифовального круга характеризует не твердость абразивных зерен, а прочность связки. Если твердость шлифовального круга больше твердости обрабатываемого материала, то шлифовальный круг засаливается. Поэтому твердость круга, определяемая как сопротивление связки выкрашиванию зерен абразива под действием сил резания, должна назначаться в зависимости от твердости обрабатываемого материала. Для шлифования
200