

практикум по кмвед
.pdf14.3.1. Подготовка детали
При подготовке детали к контролю необходимо удалить с неё загрязнения, влагу, масло и т. д. Закрыть отверстия, через которые магнитная суспензия может попасть во внутренние полости изделия. В случае контроля деталей с тёмной и шероховатой поверхностью нанести на неё тонкий слой белой краски.
14.3.2. Подготовка дефектоскопа
Подготовить дефектоскоп к работе. Для проверки качества выявления дефекта намагнитить эталонный образец одним из способов и полить его предварительно взболтанной магнитной суспензией. По чёткости проявления трещин сделать вывод об исправности дефектоскопа и о качестве магнитной смеси. Аналогичным образом проверить все способы намагничивания. После каждой проверки эталонный образец следует размагнитить.
14.3.3. Проведение контроля
Намагнитить проверяемую деталь таким способом, который наиболее полно даёт возможность определить предполагаемые дефекты. Полить намагниченную деталь магнитной суспензией и произвести тщательный осмотр с фиксацией дефектных мест. Если дефект не обнаружен, деталь необходимо размагнитить и произвести повторную проверку, используя другой способ намагничивания.
Тщательно размагнитить деталь после контроля, так как намагниченные изделия могут длительное время притягивать к себе стальные частицы, которые особенно опасны для трущихся поверхностей.
14.4. Содержание отчёта
1.Описание цели работы.
2.Краткое описание используемого оборудования.
3.Порядок выполнения работы.
4.Эскиз детали с изображением местоположения дефекта.
5.Характеристика дефектов.
91

14.5. Контрольные вопросы
1.На чём основан метод магнитопорошковой дефектоскопии?
2.Что используется для индикации дефектов?
3.Каковы наиболее благоприятные условия обнаружения дефекта?
4.Какие виды намагничивания вам известны?
5.Какие существуют способы магнитопорошкового контроля?
6.Какие существуют способы нанесения на контролируемую деталь магнитного порошка?
7.Каково устройство дефектоскопа ПМД-70 ?
8.Какие дефектоскопы для магнитопорошкового контроля используются на предприятиях железнодорожного транспорта?
9.Для чего необходимо размагничивание детали после контроля?
10.Как производится размагничивание детали?
Рекомендуемая литература [12, 18].
15. КОНТРОЛЬ МЕТОДОМ ВИХРЕВЫХ ТОКОВ
Цель работы: изучить метод вихретоковой дефектоскопии изделий, приобрести практические навыки контроля.
Приборы и оборудование: дефектоскоп ВД-12НФ, контрольный образец, комплект деталей с повреждениями.
15.1. Краткие теоретические сведения
Вихретоковая дефектоскопия относится к неразрушающим физическим методам контроля качества изделий и используется для выявления несплошностей в поверхностных слоях металлических материалов, измерения их электрической проводимости, контроля тех свойств, которые связаны с этой характеристикой. Этим методом можно определять физические и механические свойства деталей из магнитных материалов, измерять диаметры прутков и проволоки, толщины стенок труб и листов, контролировать толщину и качество гальванических покрытий и хими- ко-термических слоёв.
92
Вихревые токи в металлах возникают в результате воздействия на них переменного электромагнитного или движущегося магнитного поля. Источниками и преобразователями электромагнитного поля служат катушки индуктивности – индукторы. По закону электромагнитной индукции (впервые сформулированному М. Фарадеем в 1831 г.) относительное перемещение магнитного поля и проводящего ток изделия наводит в нем
электродвижущую |
силу. |
|
Фо |
|
||||||
Если цепь замкнута, то по |
|
|
||||||||
|
|
|
||||||||
ней течёт ток. В зависимо- |
|
|
2 |
|||||||
|
|
|
||||||||
сти от формы контроли- |
|
|
|
|||||||
руемого тела и поставлен- |
|
|
1 |
|||||||
ной |
задачи |
применяются |
~ J |
|
|
|||||
|
|
|
|
|
|
|
|
|
||
накладные, |
проходные |
и |
|
Фв |
|
|||||
экранные датчики, катушки |
|
|
||||||||
|
|
Нв |
||||||||
|
|
|
|
|
|
|
|
|
||
которых |
питаются |
пере- |
|
|
|
|||||
менным |
током |
довольно |
|
|
Но |
|||||
широкого спектра |
частот: |
|
|
|||||||
ВТ |
|
|
||||||||
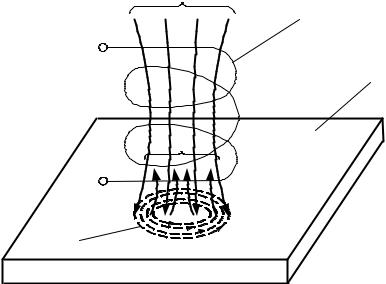
5…250 МГц. На рис. 15.1 |
|
|
||||||||
|
|
|
||||||||
приведена принципиальная |
|
|
|
|||||||
схема работы датчика при |
|
|
|
|||||||
вихретоковом |
контроле. |
Рис. 15.1. Схема работы датчика при вихрето- |
||||||||
ковом контроле: 1 – контролируемое изделие; |
||||||||||
Изделие |
1 |
помещается |
в |
|||||||
2 – датчик; Фо |
– основной магнитный поток; |
|||||||||
поле датчика 2, по которо- |
||||||||||
ВТ – вихревой ток; Фв |
– производный магнит- |
|||||||||
му пропускается |
перемен- |
|||||||||
ный поток; Но – возбуждающее поле; Нв – поле |
||||||||||
ный ток. Этот ток генери- |
||||||||||
вихревого тока |
|
|
||||||||
|
|
|
|
|
|
|
|
|
||
рует |
в |
катушке |
датчика |
|
|
|
||||
переменный магнитный поток Фо, который вызывает на поверхности контролируемого изделия вихревой ток ВТ. Вихревой ток в свою очередь обусловливает магнитный поток Фв в противоположном направлении основному магнитному потоку Фо. Векторы напряженности возбуждающего поля Но и поля вихревого тока Нв направлены навстречу друг другу. Поэтому электродвижущая сила в обмотке датчика пропорциональна разности потоков Фо и Фв.
Если при перемещении датчика по поверхности изделия на пути встречаются препятствия в виде трещин и других несплошностей, то вихревой ток эти дефекты огибает, при этом симметрия, амплитуда и фаза
93
вторичного магнитного поля Фв изменяются. Это поле изменяет характер первичного взаимодействия с возбуждающим полем. В итоге, такое изменение результирующего поля и несёт в себе информацию о состоянии контролируемой поверхности, что фиксируется световым, звуковым или числовым сигналами дефектоскопа.
15.2. Порядок выполнения работы
Контроль изделия предусматривает следующие этапы:
–подготовку дефектоскопа;
–подготовку детали;
–проведение контроля.
15.2.1. Подготовка дефектоскопа
Подготовка дефектоскопа включает в себя внешний осмотр, проверку работоспособности и настройку (установку порога чувствительности).
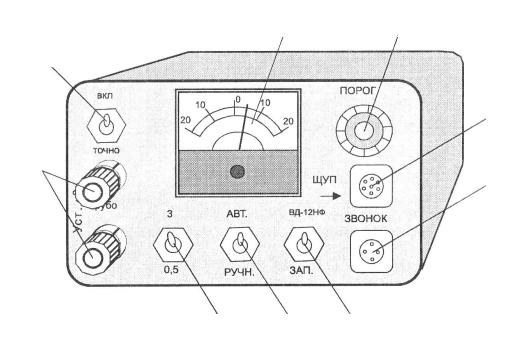
При внешнем осмотре проверяется целостность корпуса электронного блока, кабелей, защитного колпачка вихретокового преобразователя и других составных частей дефектоскопа. Настройка дефектоскопа (установка порога чувствительности) проводится с помощью стандартного образца с искусственными дефектами. Для этого необходимо присоединить вихретоковый преобразователь к электромагнитному блоку и включить питание тумблером 2 (см. рис. 15.2). Установить порог чувствительности дефектоскопа в такой последовательности:
–на передней панели электронного блока тумблер 8 (РУЧН/АВТ) установить в положение РУЧН;
–установить тумблер 9 (3/0,5) в положение 3 – при шероховатости
контролируемой поверхности Ra > 1,25 мкм и Rz ≤ 320 мкм; в положение 0,5 – при шероховатости Ra ≤ 1,25 мкм;
–установить вихретоковый преобразователь на бездефектный участок поверхности стандартного образца с шероховатостью, соответствующей шероховатости контролируемой поверхности, перпендикулярно его рабочей поверхности;
–вращением ручки 1 (УСТ 0) установить стрелку индикатора в пределах 15 µА справа от отметки «0»;
94
–установить преобразователь на стандартный образец вблизи искусственного дефекта;
–установить ручку 4 (ПОРОГ) в положение, соответствующее минимальной чувствительности дефектоскопа (повернуть против часовой стрелки до упора);
–вращением ручки ПОРОГ увеличить чувствительность и добиться устойчивого срабатывания светового и звукового индикаторов при пересечении дефектов;
–увеличить чувствительность еще на одно деление, зафиксировать число делений, соответствующее ручке ПОРОГ.
3 |
4 |
2
5
1 
 6
6
9 |
8 |
7 |
Рис. 15.2. Электронный блок дефектоскопа ВД-12НФ: 1 – ручки УСТ.О/ГРУБО и УСТ.О/ТОЧНО; 2 – тумблер ВКЛ для включения дефектоскопа; 3 – стрелочный индикатор; 4 – ручка ПОРОГ для плавной регулировки чувствительности; 5 – разъем ЩУП для подключения преобразователя; 6 – разъем ЗВОНОК для подключения наушников; 7 – тумблер ЗАП для установки режима запоминания срабатывания звукового и светового индикаторов; 8 – тумблер РУЧН/АВТ для переключения режимов отстройки от помех; 9 – тумблер 3/0,5 для переключения уровня чувствительности
15.2.2. Подготовка детали
Детали перед контролем должны быть очищены от загрязнений до металла с помощью волосяных или металлических щёток. При внешнем ос-
95
мотре следует выявить трещины, риски, задиры, забоины, электроожоги и другие видимые дефекты. Выявленные дефекты необходимо устранить зачисткой в соответствии с требованиями нормативной документации.
15.2.3. Проведение контроля
Дефектоскоп ВД-12НФ даёт возможность выявления поверхностных трещин в деталях из электропроводящих материалов с плоской и криволинейной поверхностями (с радиусом кривизны боле 20 мм) и шероховатостью Rz ≤ 320 мкм.
При проведении контроля необходимо соблюдать последовательность операций:
–установить вихретоковый преобразователь на контролируемой поверхности детали в зоне контроля;
–вращением ручки 1 УСТ.0 установить стрелку индикатора в пределах 15 µА справа от отметки «0»;
–сканировать поверхность детали в автоматическом или ручном режиме отстройки от помех.
При контроле в ручном режиме тумблер 8 установить в положение РУЧН. При сканировании поверхности детали необходимо следить за положением стрелки индикатора и корректировать ее положение вращением ручки 1 (УСТ.0). В момент пересечения преобразователем трещины стрелка прибора должна резко отклониться вправо и затем вернуться в исходное положение. Световой и звуковой сигналы при этом не срабатывают.
15.3. Содержание отчёта
1.Описание цели работы.
2.Краткое описание принципа вихретокового контроля.
3.Порядок выполнения работы.
4.Эскиз контролируемой поверхности с указанием места расположения дефекта.
5.Примерная протяженность обнаруженных дефектов.
6.Преимущества и недостатки вихретокового контроля в сравнении с другими видами контроля.
96

15.4. Контрольные вопросы
1.На чём основан метод вихретокового контроля?
2.Какие дефекты можно обнаружить этим методом?
3.Какой материал деталей даёт возможность вихретокового контроля?
4.Из каких узлов состоит вихретоковый дефектоскоп ВД-12НФ?
5.Какие сигналы дают информацию о наличии дефекта при вихретоковом контроле?
6.Какие преимущества имеет вихретоковая дефектоскопия по сравнению с магнитной?
7.Какие недостатки имеет вихретоковая дефектоскопия по сравнению с магнитной?
Рекомендуемая литература [12, 18].
16. ИЗУЧЕНИЕ КОНСТРУКЦИИ И ГЕОМЕТРИИ ТОКАРНОГО РЕЗЦА
Цель работы: изучить типы резцов, особенностей их конструкции и методов измерения геометрических параметров.
Приборы и оборудование: токарные резцы различных типов, линейка, штангенциркуль, угломеры.
16.1.Краткие теоретические сведения
16.1.1.Элементы резца
Резец (рис. 16.1) состоит из стержня I, при помощи которого он устанавливается и закрепляется на станке, и режущей части II. Режущая часть ограничена тремя поверхностями: передней 1, главной задней 2 и вспомогательной задней 3. Режущие кромки, производящие резание, образуются в результате пересечения указанных трёх поверхностей. Главная режущая кромка 4 формируется пересечением передней и главной задней поверхностей, вспомогательная режущая кромка 5 – пересечением передней и вспомогательной задней поверхностей, а переходная кромка 6 – пересе-
97
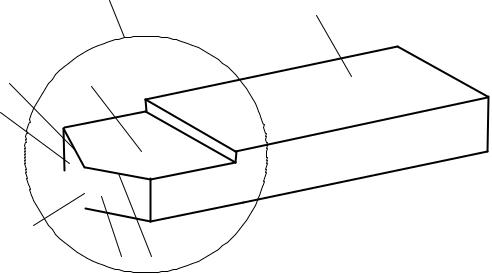
чением передней и задними поверхностями. Пересечение кромок образует вершину резца 7, которая может быть острой и закруглённой.
II |
I |
|
5 1
3
7 
6
2 4
Рис. 16.1. Элементы токарного проходного резца: I – стержень; II – режущая часть; 1 – передняя поверхность: 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка; 6 – переходная кромка; 7 – вершина резца
16.1.2. Геометрия резца
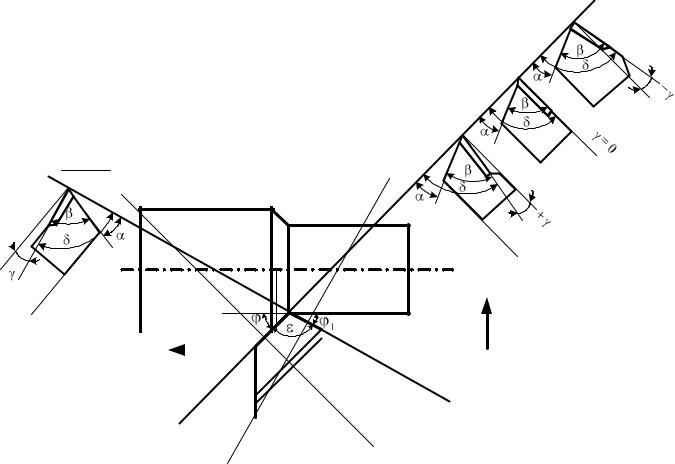
Расположение поверхностей режущей части инструмента регламентируется углами, для определения которых вводят координатные плоскости. Различают следующие плоскости (рис. 16.2): основную, плоскость резания (главная и вспомогательная) и секущие (главная N – N и вспомогательная
N1 – N1).
Основной плоскостью называется плоскость, параллельная продольной Sпр и поперечной Sпоп подачам.
Плоскости резания – плоскости, проходящие через главную и вспомогательную режущие кромки касательно к поверхностям резания.
Секущие плоскости – это плоскости, перпендикулярные главной и вспомогательной режущим кромкам и основной плоскости.
Углы резцов, как правило, рассматриваются в главной секущей плоскости и в плане. В главной секущей плоскости измеряются углы: главный задний, главный передний, резания и заострения.
98
N1- N1
|
N |
1 |
|
1 |
1 |
|
1
|
|
|
|
|
|
|
|
S пр |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
т |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
о |
|
|
|
я |
|
|
|
|||||
|
|
|
|
|
|
|
л |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
п |
|
|
|
|
|
и |
|
|
|
|
||||
|
|
|
|
|
я |
|
|
|
|
н |
|
|
|
|
|
|
||||
|
|
|
|
а |
|
|
|
а |
|
|
|
|
|
|
|
|
||||
|
|
|
н |
|
|
|
з |
|
|
|
|
|
|
|
|
|
|
|||
|
|
в |
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
а |
|
|
|
р |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
л |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
г |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N - N
в
|
|
|
|
|
|
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
|
|
|
N |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
п н |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
л о |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
в |
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
н |
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
а |
|
|
|
|
|
|
|
|
|
|
|
|
|
о я |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
т |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ь |
в |
|
|
|
|
|
|
|
|
|
|
|
|
Sпоп |
|
с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
п |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
г |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
т |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
л |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
ь |
|
|
|
|
|
|
|
|
|
|
|
р |
|
|
|
н |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
|
|
||
|
|
е |
|
|
|
|
я |
п |
|
|
|
|
|
|
|
|
|
з |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
а |
|
|
|
л |
|
|
|
|
||
|
|
|
|
|
н |
|
|
|
о |
|
|
|
||
|
|
|
|
|
|
и |
|
|
с |
|
|
|||
|
|
|
|
|
|
|
|
я |
|
|
|
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
т |
|
N |
|
|
|
|
|
|
|
|
|
|
|
|
ь |
|
Рис. 16.2. Геометрия режущей части резца: а, б, в – варианты углов заточки резца
Главный задний α – угол между главной задней поверхностью резца и главной плоскостью резания.
Главный передний γ – угол между передней поверхностью и плоскостью, перпендикулярной к главной плоскости резания. Этот угол может быть положительным (рис. 16.2, а), отрицательным (рис. 16.2, в) или равным нулю (рис. 16.2, б).
Главный угол заострения β – угол между передней и главной задней
поверхностью β = 90о– (α + γ) (рис. 16.2, а); β = 90о – α (рис. 16.2, б); β = (90о – α ) +│γ│ (рис. 16.2, в).
Главный угол резания δ – угол между передней поверхностью резца и главной плоскостью резания δ = 90о – γ (рис. 16.2, а); δ = 90о (рис. 16.2, б);
δ = 900 + │γ│(рис. 16.2, в).
99
Угол α влияет на силы трения между задней поверхностью и поверхностью резания. С увеличением угла α силы трения уменьшаются, но снижается прочность режущей кромки. Поэтому угол α назначается в пределах 6–12о. Угол β непосредственно влияет на прочность режущей кромки и условия отвода от неё тепла. Углы γ и δ оказывают большое влияние на процесс резания. С увеличением угла  уменьшается деформация срезаемого слоя и облегчается сход стружки, но одновременно снижается прочность режущей кромки, ухудшаются условия отвода от неё тепла.
уменьшается деформация срезаемого слоя и облегчается сход стружки, но одновременно снижается прочность режущей кромки, ухудшаются условия отвода от неё тепла.
Значение угла γ применяемых на практике резцов колеблется в пределах от + 25 до – 10о.
Вспомогательные углы γ1 и α1 резца рассматриваются в сечении вспомогательной секущей плоскости.
Задний вспомогательный угол α1 – угол между задней вспомогательной поверхностью резца и вспомогательной плоскостью резания.
Передний вспомогательный угол γ1 – угол между передней поверхно-
стью резца и плоскостью, перпендикулярной вспомогательной плоскости резания.
Вспомогательный задний угол α1 необходим для уменьшения трения по вспомогательной задней поверхности и выбирается в большинстве случаев равным главному заднему углу α.
Углы резца в плане.
Главный угол в плане φ – угол между главной режущей кромкой и направлением подачи.
Вспомогательный угол в плане φ1 – угол между вспомогательной режущей кромкой и направлением подачи.
Угол при вершине ε – угол, образованный пересечением главной и вспомогательной режущих кромок, ε = 180о – (φ + φ1).
В зависимости от условий обработки главный угол в плане φ принимается равным от 30 до 90о. Наиболее часто употребляются резцы с углом φ = 45о. С уменьшением угла φ увеличивается активная длина главной режущей кромки, что снижает силу и температуру, приходящиеся на единицу длины кромки, а следовательно, и износ инструмента. Одновременно с этим возрастает сила, направленная перпендикулярно оси заготовки. Под действием этой силы, приводящей к упругим деформациям узлов станка, инструмента и заготовки, у обработанной детали появляются отклонения
100