

15.4 Материалы
15.4.1 Материалы, применяемые при ремонте вагонов, долены соответствовать действующим техническим условиям и рабочим чертежам.
15.4.2 Детали должны изготавливаться из стали 09Г2С ГОСТ 13231-25, методы испытаний по ГОСТ 7564-73, ГОСТ 1497-34, ГОСТ 7263-82, ГОСТ 14019-30.
15.4.3 Разделительная резка я строжка должна производиться с применением материалов, приведённых в таблице 15.5
Таблица 15.5
|
Наименование материалов |
ГОСТ |
|
Кислород технический I, II, III сортов |
5583-78 |
|
Пропан |
|
|
Карбид кальция |
1460-81 |
|
Природный газ |
5542-87 |
|
Ацетилен растворенный или газообразный технический |
5457-75 |
15.4.4 Сварочные электроды, применяемые при ручной дуговой сварке должны соответствовать ГОСТ 9466-75 и ГОСТ 9467-75. Тип и марки электродов приведены в таблице 15.6
Таблица15.6
|
Вид работ |
Тип электрода |
Марка электрода |
Род тока |
Полярность | |
|
постоянный |
переменный | ||||
|
Сварка |
Э-50А |
УОНИ-13/55 |
Х |
- |
обратная |
|
|
|
УП-1/55 |
Х |
Х |
обратная |
|
|
|
0ЗС-25 |
Х |
- |
обратная |
|
|
|
СК-2-50 |
Х |
Х |
обратная |
|
|
|
АНО-11 |
Х |
Х |
обратная |
|
|
|
АНО-Д |
Х |
Х |
обратная |
|
|
|
АНО-10 |
Х |
Х |
обратная |
|
|
|
ВП-4 |
Х |
- |
обратная |
15.4.6. Сварочные материалы, не приведенные в настоящем документе должны применяться по согласованию с Департаментом вагонного хозяйства.
15.4.7 При сушке и прокалке сварочных материалов следует руководствоваться рекомендациями, приведенными в сертификат на материалы и РТМ 32 ЦВ 201-88.
Хранение электродов вблизи рабочих мест должно осуществляться только в специальных сушильных шкафах, а на рабочих местах в утепленных пеналах. Если с момента подачи из кладовой или сушильного шкафа до непосредственного использования для сварки электродов с фтористо-кальциевой обмазкой прошло более двух часов, их перед сваркой, необходимо подвергать прокаливанию с целью удаления влаги из покрытия.
При сварке металлоконструкций в условиях низких температур должны применяться сварочные материалы только повышенного качества.
15.4.8 При дефектации должны применяться:
- ветошь обтирочная ТУ 63-473-47-91;
- мел ГОСТ 12085-88, ГОСТ 17498-72.
ПРИЛОЖЕНИЕ А
(справочное)
ПЕРЕЧЕНЬ ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ В НАСТОЯЩЕМ ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
|
№ п/п |
Наименование |
Обозначение |
Год издания (дата утверждения) кем, издан (утверждён) |
|
1 |
Указание по техническому оснащению пунктов технического обслуживания в подготовки вагонов к перевозкам вагонов |
№557 |
ПКБ ЦВ,1989г.
|
|
2 |
Инструкция осмотрщику вагонов |
ЦВ/ЦД/408 |
М.: Транспорт 1992г. |
|
3 |
Руководство по подготовке грузовых вагонов к перевозкам (технический осмотр в текущий ремонт ТР-1 порожних грузовых вагонов) |
№615 |
ПКБ ЦВ, 1993г. |
|
4 |
Типовой технологический процесс работы пунктов технического обслуживания вагонов |
ТК-234 |
ПКБ ЦВ, 1996г. |
|
5 |
Методика выполнения измерений при техническом обслуживании вагонов в поездах и при текущем отцепочном ремонте |
РД32 ЦВ-003-88 |
ПКБ ЦВ, 1988г. |
|
6 |
Техническое обслуживание транспортеров |
Руководство 593-ЦВ-90 РД |
ПКБ ЦВ, 1990г. |
|
7 |
Платформа двухъярусная для перевозки легковых автомобилей. Инструкция по техническому обслуживанию |
№497 |
ПКБ ЦВ, 1986г. |
|
8 |
Инструкция по ремонту тележек грузовых вагонов |
РД 32 ЦВ-052-96 |
ПКБ ЦВ, 1996г. |
|
9 |
Инструкция по техническому обслуживанию вагона-хоппера для цемента |
№416 |
ПКБ ЦВ, 1984г. |
|
10 |
Инструкция по технической ревизии разгрузочно-загрузочных устройств вагонов для минеральных удобрений |
№379 |
ПКБ ЦВ, 1982г. |
|
11 |
Инструкция по техническому обслуживанию вагона-хоппера для минеральных удобрений |
РД 32ЦВ-032-92 |
ПКБ ЦВ, 1992г. |
|
12 |
Инструкция по сварке и наплавке при ремонте грузовых вагонов и контейнеров |
РТМ32 ЦВ-201-88 от 11.11.88 |
М.: транспорт, 1989г. |
|
13 |
Типовой технологический процесс ремонта сваркой несущих элементов грузовых вагонов |
№ ТК-47 |
ПКБ ЦВ, 1975г. |
|
14 |
Инструкция по исключению из инвентаря вагонов |
ЦЧУ-ЦВ/4433 |
М.: транспорт, 1987г. |
|
15 |
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава |
ЦВ-ВНИИЖТ-494 |
М.: транспорт, 1997г. |
|
16 |
Технологическая инструкция по испытанию на растяжение и неразрушающему контролю деталей вагонов. Магнитопорошковый, вихретоковый феррозондовый способы |
№637 |
ПКБ ЦВ, 1996г. |
|
17 |
Методика замеров смещения котла восьмиосной цистерны в условиях вагоноремонтных предприятий |
ЦВ-ВНИИЖТ № Н-6749 |
12.05.91г. |
|
18 |
Инструкция по ремонту тормозного оборудования вагонов |
ЦВ-ЦЛ |
1994г. |
|
№ п/п |
Наименование |
Обозначение |
Год издания (дата утверждения) кем, издан (утверждён) |
|
19 |
Инструкция по эксплуатации тормозов подвижного состава железных дорог |
ЦТ-ЦВ-ЦЛ-ВНИИЖТ/№ 277 |
1994г. |
|
20 |
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками |
З-ЦВРК |
1985г. |
|
21 |
Инструкция по осмотру, освидетельствования, ремонту и формированию вагонных колесных пар |
ЦВ/3429 |
1976г. |
|
22 |
Порядок безопасного ведения ремонтных работ с вагонами, гружеными опасными грузами при техническом обслуживании и безотцепочном ремонте вагонов |
№621 |
ПКБ ЦВ,1993г. |
ПРИЛОЖЕНИЕ Б
(справочное)
ПЕРЕЧЕНЬ ЗАПОСНЫХ ЧАСТЕЙ И МАТЕРИАЛОВ
|
1 |
Двери крытых вагонов и полувагонов |
|
2 |
Борта платформ |
|
3 |
Типовые накладки для кузова, см. ТК-47 |
|
4 |
Дверные закидки |
|
5 |
Проушины дверной закидки |
|
6 |
Люковые закидки и планки |
|
7 |
Валики закидок и люков |
|
8 |
Крышки разгрузочных и загрузочных люков (боковых и в крыше) крытых вагонов |
|
9 |
Крышки люков полувагонов |
|
10 |
Ролики дверные |
|
11 |
Державки дверных роликов верхних |
|
12 |
Упор двери |
|
13 |
Поручни дверные задние и передние |
|
14 |
Сектора разгрузочных люков полувагонов |
|
15 |
Закидки разгрузочных люков полувагонов |
|
16 |
Пиломатериалы (обшивка кузова, доски пола, стойки дверные, ступеньки подножек) |
|
17 |
Крепежные изделия |
|
18 |
Гвозди разных размеров |
|
19 |
Олифа |
|
20 |
Краска, готовая к употреблению |
|
21 |
Растворитель |
|
22 |
Колесные пары |
|
23 |
Боковины тележек |
|
24 |
Надрессорные брусья |
|
25 |
Фракционные клинья |
|
26 |
Пружины рессорных комплектов |
|
27 |
Шкворень |
|
28 |
Коробка скользуна |
|
29 |
Болты коробки скользуна |
|
30 |
Регулировочные прокладка коробки скользуна |
|
31 |
Автосцепка в сборе |
|
32 |
Поглощающий аппарат |
|
33 |
Соединительные цепочки |
|
34 |
Детали механизма автосцепки |
|
35 |
Тяговые хомуты автосцепки |
|
36 |
Балочки центрирующие |
|
37 |
Кронштейны расцепного провода |
|
38 |
Рычаг расцепного привода |
|
39 |
Маятниковые подвески |
|
40 |
Клинья тягового хомута |
|
41 |
Болты клина тягового хомута |
|
42 |
Поддерживающие планки |
|
43 |
Болты поддерживающей планки |
|
44 |
Упорные плиты |
|
45 |
Триангели с башмаками |
|
46 |
Башмаки тормозные |
|
47 |
Колодки тормозные |
|
48 |
Чеки тормозных колодок |
|
49 |
Подвески башмаков |
|
50 |
Валики подвески башмаков |
|
51 |
Рукава соединительные |
|
52 |
Кольца уплотнительные |
|
53 |
Подводящие трубы 3/4" |
|
54 |
Магистральные трубы 1 1/4" |
|
55 |
Скобы крепления магистральной и подводящих труб |
|
56 |
Тройники |
|
57 |
Муфты 1 1/4" и 3/4" |
|
58 |
Контргайки 1 1/4" и 3/4" |
|
59 |
Угольники крепления магистральных и подводящих труб |
|
60 |
Льноволокно, пенька |
|
61 |
Двухкамерные резервуары |
|
62 |
Главная и магистральная части воздухораспределителей |
|
63 |
Тормозные цилиндры |
|
64 |
Запасные резервуары |
|
65 |
Авторежимы |
|
66 |
Концевые краны |
|
67 |
Разобщительные краны |
|
68 |
Авторегуляторы |
|
69 |
Тяги тормозные |
|
70 |
Рычаги вертикальные и горизонтальные |
|
71 |
Скобы предохранительные |
|
72 |
Ручки режимного переключателя |
|
73 |
Шплинты разные |
|
74 |
Электроды |
|
75 |
Керосин |
|
76 |
Кислород |
|
77 |
Ацетилен |
ПРИЛОЖЕНИЕ В
(справочное)
Перечень шаблонов, применяемых при текущем отцепочном ремонте вагонов
|
Толщиномер для измерения толщины обода колеса |
Черт. №Т 447.07.000СБ ПКБ ЦВ |
|
Шаблоны: |
|
|
- для измерения расстояния между внутренними гранями ободов колес |
Черт. №Т 447.02.000СБ ПКБ ЦВ |
|
- абсолютный |
Черт. №Т 447.05.000СБ ПКБ ЦВ |
|
- для измерения вертикального подреза гребня |
Черт. №Т 447.07.000СБ ПКБ ЦВ |
|
Штихмасс для измерения базы тележек |
- |
|
Скоба ДК для измерения диаметров колес |
Черт. №Т 401.01.000СБ ПКБ ЦВ |
|
Шаблон для проверки автосцепки 940 р |
Черт. №Т 416.36.000СБ ПКБ ЦВ |
|
Набор щупов №4 |
ТУ 2-34-0221197-011-91 |
|
Рейка для измерения высоты автосцепки над головками рельсов |
- |
|
Шаблон измерения баз боковин тележки |
Черт. №Т 447.07.000СБ ПКБ ЦВ |
|
Приспособление для замера положения клина под тарой тележки ЦНИИ-ХЗ |
Черт. №Т 447.07.000СБ ПКБ ЦВ |
|
Приспособление для измерения положения фрикционного клина в эксплуатации |
Т 1307.000 |
ПРИЛОЖЕНИЕ Г
(справочное)
ПЕРЕЧЕНЬ РАБОТ, ПРОИЗВОДИМЫХ ПРИ ТЕКУЩЕМОТЦЕПОЧНОМ РЕМОНТЕ:
Автосцепное устройство:
- замена неисправных деталей и корпуса автосцепки;
-- замена деталей расцепного привода;
- замена тягового хомута, поглощавшего аппарата, упорной плиты, поддерживающей планка;
- ремонт или замена ударной розетки, упорных угольников.
Автотормозное оборудование:
- замена башмаков, триангелей, деталей рычажной передачи (тяг, рычагов, авторегуляторов);
- замена магистральных и подводящих труб, разобщительных и концевых кранов, тройника, устранение неплотностей тормозного оборудования;
- ремонт или замена тормозного цилиндра, замена запасного резервуара, рабочей камеры, замена или регулировка авторежима и его упора.
Тележка:
- замена колесных пар;
- замена боковин тележки и надрессорных брусьев;
- замена пружин, фрикционных клиньев.
Рама вагона:
- сварочные работы на балках рамы;
- замена пятника.
Кузов вагона:
- замена или ремонт правкой и сваркой крышки люков, их запорных механизмов и торсионов, дверей, их запоров и шарниров
- правка или ремонт сваркой стоек, раскосов, обвязок кузова, ремонт сваркой разрушенных сварных соединений элементов кузова я раны, ремонт металлической обшивки;
- устранение уширения или сужения кузова;
- постановка недостающих поперечных дли продольных бортов платформы и их запоров, досок пола, скоб для установки лесных стоек, фитинговых упоров;
- ремонт крыши крытых вагонов;
- ремонт механизмов загрузки и разгрузки специализированных вагонов, сливных приборов цистерн;
- любые неисправности кузова, приводящие к потере или порче груза.
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01306 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Автосцепка |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00256 | |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2484 |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Трещины корпуса автосцепки.
(деф.
|
Не допускается. |
Внешний осмотр. |
Менять автосцепку. | |||||||||||||||||||||||||||||||||
|
05 |
2. Износ ударно-тяговых поверхностей.
(деф.
|
Не допускается. |
Шаблон №873 Черт. т. 416.38000 ПКБ ЦВ |
то же | |||||||||||||||||||||||||||||||||
|
06 |
3.
Износ или излом шипа для навешивания
замкодержателя. (деф.
|
Не допускается. |
Внешний осмотр. |
-||- | |||||||||||||||||||||||||||||||||
|
07 |
4.
Излом полочки для верхнего плеча
предохранителя от саморасцепа. (деф.
|
Не допускается. |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
08 |
5.
Износ тяговой поверхности замка.
(деф. |
Не допускается. |
Шаблон №873 Черт. т. 416.38000 ПКБ ЦВ |
Менять замок | |||||||||||||||||||||||||||||||||
|
09 |
6.
Излом шипа для навешивания предохранителя
от саморасцепа (деф. |
Не допускается. |
Внешний осмотр. |
Менять замок | |||||||||||||||||||||||||||||||||
|
10 |
7.Излом
сигнального отростка замка. (деф.
|
Не допускается. |
то же |
то же | |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Автосцепка |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01306 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1
01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||||||
|
02 |
8.
Излом направляющего зуба замка. (деф. |
Не допускается |
Внешний осмотр |
Менять замок | ||||||||||||||||||||||||||||||||||||||
|
03 |
9.
Износ овального отверстия
замкодержателя.(деф. |
Не допускается |
Визуально |
Менять замкодержатель | ||||||||||||||||||||||||||||||||||||||
|
04 |
10.
Износ упорной поверхности предохранителя
от саморасцепа. (деф. |
Не допускается |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
05 |
11.
Излом противовеса замкодержателя.
(деф. |
Не допускается |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
06
|
12.
Излом верхнего плеча предохранителя
от саморасцепа. (деф. |
Не допускается |
-||- |
Менять предохранитель от саморасцепа | ||||||||||||||||||||||||||||||||||||||
|
07
|
13.
Излом нижнего плеча предохранителя
от саморасцепа. (деф. |
то же |
-||- |
-||- | ||||||||||||||||||||||||||||||||||||||
|
08
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01256 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Автосцепка |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01219 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00306 50203.01256
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Разъединить цепь расцепного привода. Отогнуть концы шайбы с граней гаек болтов клина тягового хомута.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Вынуть шплинты. Открутить гайки с болтов клина тягового хомута, вынуть болты и снять клин. При помощи средств механизации снять неисправную автосцепку, поставить исправную. Установить клин тягового хомута и закрепить его от выпадания болтами с гайками, шайбами или упорной планкой и шплинтами. | ||||||||||||||||||||||||||||||||||||||
|
06 |
Концы шайб или упорной планки загнуть на грани гаек. Соединить цепь расцепного привода, проверить установочные размеры автосцепки и действие его механизма.
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Отрегулировать длину цепи расцепного рычага. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Комплект ключей гаечных ГОСТ 2839-80; Бородок 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Консольный кран Q=500 кг. | ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Автосцепка |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01283 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
010 Слесарная 25200.00092 20203.00306 50203.01256
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Снять болт крепления валика подъёмника и вынуть валик подъёмника. Разобрать механизм автосцепки, убедиться в исправности полочки для верхнего плеча предохранителя от саморасцепа, шипа для навешивания замкодержателя. Определить и заменить неисправную деталь, собрать механизм автосцепки, убедиться в его исправной работе | ||||||||||||||||||||||||||||||||||||||
|
05 |
Контроль исполнителя.
| ||||||||||||||||||||||||||||||||||||||
|
06 |
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Комплект ключей гаечных ГОСТ 2839-80; Бородок 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01307 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Ударно – тяговое устройство |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00257 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Трещины или сквозная протёртость в
корпусе поглащающего аппарата. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Заменить поглощающий аппарат | |||||||||||||||||||||||||||||||||
|
05 |
2.
Излом или трещина упорной плиты. (деф.
|
то же |
то же |
то же |
Заменить упорную плиту | |||||||||||||||||||||||||||||||||
|
06 |
3.
Излом или трещина поддерживающей
планки. (деф.
|
-||- |
-||- |
-||- |
Заменить поддерживающую планку | |||||||||||||||||||||||||||||||||
|
07 |
4. Неприлегание поглащающего аппарата одновременно к задним и передним |
-||- |
-||- |
-||- |
Заменить поглощающий аппарат | |||||||||||||||||||||||||||||||||
|
08 |
(через
упорную плиту) угольникам. (деф.
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
5.
Излом или трещина упоров. (деф. |
-||- |
-||- |
-||- |
Заменить тяговый хомут
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01257 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Ударно – тяговое устройство |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01257 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Ударно – тяговое устройство |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.10202.01220 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Ударно – тяговое устройство |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00307 50203.01305
| |||||||||||||||||||||||||||||||||
|
03 |
Вагон 2484
| |||||||||||||||||||||||||||||||||
|
04 |
Отогнуть шайбу болта валика подъёмника. Открутить гайку и вынуть болт валика подъёмника. Вынуть валик подъёмника 9 из корпуса автосцепки 1. Отогнуть шайбы, снять шплинты и открутить гайки с болтов 8 клина тягового хомута 11, вынуть болты и клин тягового хомута. Снять автосцепку. Расшплинтовать болты поддерживающей планки 7. | |||||||||||||||||||||||||||||||||
|
05 |
Поставить тележку с подъёмником под поглощающий аппарат. Открутить гайки с шести болтов поддерживающей планки, гайки на двух болтах 10, расположенных по диагонали ослабить. Сжать поглощающий аппарат. Открутить две оставшиеся гайки с болтов поддерживающей планки. Опустить подъёмник и выкатить тележку с | |||||||||||||||||||||||||||||||||
|
06 |
поглощающим аппаратом из-под вагона. Ослабить пресс, сжимающий поглощающий аппарат. Снять неисправную упорную плиту 5, тяговый хомут 4 или поглощающий аппарат 5, поставить исправный и сжать его. Подкатить тележку под вагон. Поднять подъёмник тележки так, чтобы плита 5 упиралась в передние угольники 2, а упорная
| |||||||||||||||||||||||||||||||||
|
07 |
Часть поглощающего аппарата – в задние 3, болты поддерживающей планки входили в соответствующие отверстия. Навернуть гайки на болты поддерживающей, планки, затянуть их и поставить шплинты. Снять пресс, сжимающий поглощающий аппарат. Установку автосцепки производить в последовательности, обратной снятию
| |||||||||||||||||||||||||||||||||
|
08 |
При свободном выходе поглощающего аппарата при его снятии или предварительном сжатии в КПА при его установке сжатие на вагоне не производить. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Ударно – тяговое устройство |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01220 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Тележка с подъёмником для установки поглощающих аппаратов. Пресс для сжатия поглощающих аппаратов.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Комплект ключей гаечных ГОСТ 2839-80; Бородок 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77;
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Зубило слесарное 2810-0211 ГОСТ 7211-86; Консольный кран.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Пневматический ГОСТ 10210-83 или электрический ТУ 22-176-020-86 гайковёрт. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
06 |
010 Слесарная 25200.00092 20203.00305 50203.01307
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Расшплинтовать болты поддерживающей планки. Поставить тележку с подъёмником под поглощающий аппарат, поднять подъёмник. Отвернуть гайки с болтов поддерживающей планки 10. Вынуть болты поддерживающей планки. Снять неисправную планку7, поставить исправную. Вставить болты, повернуть и затянуть гайки. | ||||||||||||||||||||||||||||||||||||||
|
09 |
Поставить шплинты. Опустить подъёмник, выкатить тележку из – под вагона. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Тележка с подъёмником. Комплект ключей гаечных ГОСТ 2839-80; Бородок 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Консольный кран. Пневматический ГОСТ 10210-83 или электрический ТУ 22-176-020-86 гайковёрт.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01305 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Ударно – тяговое устройство |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01308 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Расцепной привод |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00258 | |||||||||||||||||||||||||||||||||
|
Б 03 |
Пути отцепочного ремонта вагонов
|
2494 |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Трещина или излом кронштейна расцепного привода.
(деф.
|
Не допускается. |
Внешний осмотр. |
Сменить. | |||||||||||||||||||||||||||||||||
|
05 |
2. Трещина или излом державки расцепного привода.
(деф.
|
то же |
то же |
то же | |||||||||||||||||||||||||||||||||
|
06 |
3.
Изгиб или излом расцепного рычага
(деф.
|
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
07 |
4.
Неотрегулирована длина цепи расцепного
привода (деф. |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.20203.01258 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Расцепной привод |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.012221 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Расцепной привод |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
А Б 02 |
005 Слесарная 25200.00092 50203.01308 20203.00258
| |||||||||||||||||||||||||||||||||
|
О 03 |
Пути отцепочного ремонта вагонов 2484
| |||||||||||||||||||||||||||||||||
|
Т 04 |
Снять два болта крепления кронштейна. Снять несправный кронштейн, поставить исправный. Закрепить исправный кронштейн двумя болтами, поставив гайку и шплинт. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
05 |
Ключ гаечный размером 19х22 7811-0024 ГОСТ 2839-80; Бородок слесарный 7851-0167 ГОСТ7214-72; Молоток слесарный массой 0,5 кг 7850-0109 ГОСТ 2310-77
| |||||||||||||||||||||||||||||||||
|
А Б 06 О |
Деф.
| |||||||||||||||||||||||||||||||||
|
Т 07 |
010 Слесарная 25200.00092 50203.01308 20203.00258
| |||||||||||||||||||||||||||||||||
|
А Б 08 |
Пути отцепочного ремонта вагонов 2484
| |||||||||||||||||||||||||||||||||
|
О 09 |
Разъединить цепь расцепного привода, отвернуть два болта крепления державки. Снять неисправную державку, поставить исправную. Закрепить державку двумя болтами, поставив гайку, контргайку и шплинты. | |||||||||||||||||||||||||||||||||
|
10 |
Соединить цепь расцепного привода и отрегулировать её длину. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Расцепной привод |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01221 | ||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
01 |
Ключ гаечный размером 19х22 7811-0024 ГОСТ 2839-80; Бородок слесарный 7851-0167 ГОСТ7214-72; Молоток слесарный массой 0,5 кг 7850-0109 ГОСТ 2310-77
| |||||||||||||||||||||||||||||||||||||
|
А Б 02 |
Деф.
| |||||||||||||||||||||||||||||||||||||
|
О 03 |
015 Слесарная 25200.00092 50203.01308 20203.00258
| |||||||||||||||||||||||||||||||||||||
|
Т 04 |
Пути отцепочного ремонта вагонов 2484
| |||||||||||||||||||||||||||||||||||||
|
05 |
Разъединить цепь расцепного привода, отвернуть два болта крепления державки, снять державку и расцепной рычаг. Поставить исправный расцепной рычаг. Поставить державку, закрепив её гайками, контргайками и шплинтами. Соединить рычаг с цепью расцепного привода, отрегулировав длину цепи. Контроль исполнителем | |||||||||||||||||||||||||||||||||||||
|
А Б 06 О |
Ключ гаечный размером 19х22 7811-0024 ГОСТ 2839-80; Бородок слесарный 7851-0167 ГОСТ7214-72; Молоток слесарный массой 0,5 кг 7850-0109 ГОСТ 2310-77
| |||||||||||||||||||||||||||||||||||||
|
Т 07 |
Деф.
| |||||||||||||||||||||||||||||||||||||
|
А Б 08 |
020 Слесарная 25200.00091 50203.01308 20203.00258
| |||||||||||||||||||||||||||||||||||||
|
О 09 |
Пути отцепочного ремонта вагонов 2484
| |||||||||||||||||||||||||||||||||||||
|
10 |
При недостаточной длине резьбы болта расцепного привода для регулирования длины цепь привода заменить. При достаточной длине резьбы болта расцепного привода – отрегулировать. Контроль исполнителем. | |||||||||||||||||||||||||||||||||||||
|
Т 11 |
Ключ гаечный размером 19х22 7811-0024 ГОСТ 2839-80; Бородок слесарный 7851-0167 ГОСТ7214-72; Молоток слесарный массой 0,5 кг 7850-0109 ГОСТ 2310-77
| |||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01309 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Угольники упорные |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00259 | |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
Мастер или бригадир |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Износ упорных поверхностей угольников.
(деф.
|
|
|
| |||||||||||||||||||||||||||||||||
|
05 |
менее 5 мм
|
то же 5 мм |
Линейка 300 ГОСТ 427-75; Штангенциркуль |
Без ремонта | |||||||||||||||||||||||||||||||||
|
06 |
более 5 мм
|
-||- то же |
ШЦ 1-125-0,1 ГОСТ 166-89; Переносной осветительный прибор |
Ремонтировать | |||||||||||||||||||||||||||||||||
|
07 |
2. Износ вертикальных полок угольников.
(деф.
|
|
|
| |||||||||||||||||||||||||||||||||
|
08 |
менее 3 мм
|
-||- 3 мм |
то же |
Без ремонта | |||||||||||||||||||||||||||||||||
|
09
|
более 3 мм |
-||- 3 мм |
то же |
Ремонтировать | |||||||||||||||||||||||||||||||||
|
10 |
3.
Износ или излом шипа для навешивания
замкодержателя. (деф.
|
|
|
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Угольники упорные |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01309 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
01 |
менее 5 мм
|
то же 5 мм |
Линейка 300 ГОСТ 427-75; Штангенциркуль |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
02 |
более 5 мм
|
-||- то же |
ШЦ 1-125-0,1 ГОСТ 166-89; Переносной осветительный прибор |
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
03 |
4.
Трещина в рёбрах угольников. (деф.
|
Не допускается. |
Щётка металлическая ТУ17 830-80; Лупа ЛАЗ-10х ГОСТ 25706-83 Переносной осветительный прибор |
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
04 |
5.
Трещина в перемычках объединённых
упоров. (деф. |
Не допускается. |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
/ё |
6.
Трещина в средней или нижней части
упорных поверхностей. (деф. |
|
|
| ||||||||||||||||||||||||||||||||||||||
|
06 |
|
Не выходящая на привалочную поверхность |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
07 |
|
Выходящая на привалочную поверхность |
то же |
Заменить угольник | ||||||||||||||||||||||||||||||||||||||
|
08 |
7.
Изломы, отколы упорных угольников.
(деф.
|
Не допускается. |
Внешний осмотр |
то же | ||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01259 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Угольники упорные |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
3 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.012222 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Угольники упорные |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
А Б 02 |
005 Слесарная 25200.00092 50203.01309 20203.00259
| |||||||||||||||||||||||||||||||||
|
О 03 |
Вагон 2484
| |||||||||||||||||||||||||||||||||
|
Т 04 |
Очистить изношенное место, подготовить к наплавке. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
05 |
Щётка металлическая ТУ 17 830-80; Ветошь обтирочная ТУ 63-473-47-91; Скребок металлический; Молоток слесарный 7850-0109 ГОСТ 2310-77; | |||||||||||||||||||||||||||||||||
|
А Б 06 О |
Переносной осветительный прибор.
| |||||||||||||||||||||||||||||||||
|
Т 07 |
010 Слесарная 25200.00092 50203.01309 20203.00259
| |||||||||||||||||||||||||||||||||
|
А Б 08 |
Вагон 3005
| |||||||||||||||||||||||||||||||||
|
О 09 |
Наплавить изношенное место. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
10 |
Выпрямитель сварочный ВДМ-1601 ТУ 16-739, 159-78; Электроды Э-42; Э-46 ГОСТ 9467-75; Маска сварочная ГОСТ 12.4.034-85
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Угольники упорные |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01222 | ||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
01 |
015 Слесарная 25200.00092 50203.01309 20203.00259
| |||||||||||||||||||||||||||||||||||||
|
А Б 02 |
Вагон 2484
| |||||||||||||||||||||||||||||||||||||
|
О 03 |
Зачистить наплавку. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||||||
|
Т 04 |
Машинка шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг диаметром до 100мм ТУ 2-И70-2-71; Молоток слесарный 7850-0118 ГОСТ 2310-77; Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 427-75; - 2шт; Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89; Переносной осветительный прибор. | |||||||||||||||||||||||||||||||||||||
|
05 |
Деф.
| |||||||||||||||||||||||||||||||||||||
|
А Б 06 О |
020 Разделка 25200.00091 50203.01309 20203.00259
| |||||||||||||||||||||||||||||||||||||
|
Т 07 |
Вагон 1248 2484
| |||||||||||||||||||||||||||||||||||||
|
А Б 08 |
Произвести V- образную разделку трещины под сварку с перекрытием концов трещины в каждую сторону не менее 15 мм глубиной до полного удаления повреждённого металла. Зачистить науглероженный слой (глубиной до 0,5 мм) на поверхностях разделанных кромок. Контроль исполнителем. | |||||||||||||||||||||||||||||||||||||
|
О 09 |
| |||||||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||||||
|
Т 11 |
| |||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Угольники упорные |
1880.01200.00074 |
3 | ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01222 | ||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
01 |
Резак РВД-500-1 ГОСТ 10796-74; Угловая шлифовальная машина УЗМ-100; УЗМ-200 ВНИИЖТ; Щётка металлическая ТУ 17 830-80; Лупа ЛАЗ-10х ГОСТ 25706-83; Очки защитные ГОСТ 12.4.013-85; Линейка 150 ГОСТ 427-75. | |||||||||||||||||||||||||||||||||||||
|
А Б 02 |
025 Сварочная 25200.00092 50203.01309 20203.00259
| |||||||||||||||||||||||||||||||||||||
|
О 03 |
Вагон 3005
| |||||||||||||||||||||||||||||||||||||
|
Т 04 |
Заварить трещину за несколько проходов, до полного заполнения разделки. Сварку начинать на расстоянии 6-8 мм от конца разделки. Сварные швы зачистить. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||||||
|
05 |
Выпрямитель ВДМ-1601 ТУ 16-739.159-78; Электродержатель ЭДС-300; ЭУ-300 ГОСТ 14651-78; Электроды типа Э-50 ГОСТ 9467-75; Щётка металлическая ТУ 17 830-80; Молоток слесарный 7850-0118 ГОСТ 2310-77; Линейка 300 ГОСТ 427-75. | |||||||||||||||||||||||||||||||||||||
|
А Б 06 О |
| |||||||||||||||||||||||||||||||||||||
|
Т 07 |
| |||||||||||||||||||||||||||||||||||||
|
А Б 08 |
| |||||||||||||||||||||||||||||||||||||
|
О 09 |
| |||||||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||||||
|
Т 11 |
| |||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01310 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Розетка ударная |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
“Инструкция по сварке и наплавке при ремонте вагонов и контейнеров” РТМ 32 ЦВ 201-88 “Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РК” ЦВ-ВНИИЖТ-494 | |||||||||||||||||||||||||||||||||||
|
Б 03 |
|
25200.00092 |
20202.00260 |
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Вагон
|
Мастер или бригадир |
|
| |||||||||||||||||||||||||||||||||
|
05 |
1. Износ опорных мест маятниковых подвесок.
(деф.
|
Нижняя кромка прямоугольного отверстия для маятниковой подвески |
Шаблон №776р |
Без ремонта | |||||||||||||||||||||||||||||||||
|
06 |
|
располагается в пределах толщины измерительной планки. |
Т416.32.000СБ |
| |||||||||||||||||||||||||||||||||
|
07 |
|
Измерительная планки шаблона не доходит до кромки прямоугольного отверстия. |
то же |
Ремонтировать | |||||||||||||||||||||||||||||||||
|
08 |
|
Измерительная планка шаблона целиком выходит из прямоугольного |
то же |
то же | |||||||||||||||||||||||||||||||||
|
09 |
|
отверстия. |
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01283 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
2. Износ поверхностей проёма.
(деф.
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
02 |
|
менее 5 мм |
Линейка ШЦ -1-250 ГОСТ 8026-92; Штангенциркуль ШЦ –IV- 400-0,1, ШЦ 1-125-0,1 ГОСТ 166-89; |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
|
более 5 мм |
то же |
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
3.
Деформирование поверхности ударной
части розетки. (деф.
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
|
менее 5 мм |
Линейка 150 ГОСТ 427-75; Штангенциркуль ШЦ Г-125-0,1 ГОСТ 166-89; |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
06 |
|
более 5 мм |
то же |
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
07 |
4.
Трещина в верхних углах проёма. (деф.
|
Не допускается. |
Щётка металлическая ТУ 17 830-80; Лупа ЛАЗ-10х ГОСТ 25706-83
|
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
08 |
5.
Трещина в нижних углах проёма. (деф. |
Не допускается. |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
09 |
6.
Трещина во фланце. (деф. |
то же |
-||- |
-||- | ||||||||||||||||||||||||||||||||||||||
|
10 |
7.
Трещина на рёбрах жёсткости в верхней
ударной части. (деф.
|
-||- |
-||- |
-||- | ||||||||||||||||||||||||||||||||||||||
|
11 |
8.
Трещина грани ударной части. (деф.
|
-||- |
-||- |
-||- | ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
|
1880.01200.00074 |
3 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01283 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
9.
Откол частей ударной розетки. (деф. |
Не допускается. |
Внешний осмотр |
Ремонтировать | ||||||||||||||||||||||||||||||||||||||
|
02 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01260 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Угольники упорные |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
9 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01223 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Розетка ударная |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00310 50203.01260
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2484
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Отчистить изношенное место, подготовить к наплавке. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
05 |
Щётка металлическая ТУ 17 830-80; Ветошь обтирочная ТУ 63-472-47-91; Скребок металлический; Молоток слесарный 7850-0118 ГОСТ 2310-77 | |||||||||||||||||||||||||||||||||
|
06 |
010 Слесарная 25200.00092 20203.00310 50203.01260
| |||||||||||||||||||||||||||||||||
|
07 |
Вагон 3005
| |||||||||||||||||||||||||||||||||
|
08 |
Наплавить изношенное место до выравнивания поверхности. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
09 |
Сварочный выпрямитель ВДМ-1601 ТУ 16-739.159-78; Электроды Э-42; Э-46 ГОСТ 9467-75; Электродержатель ЭДС-300; ЭУ -300 ГОСТ 14651-78.
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
015 Слесарная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Зачистить наплавку Контроль исполнителем
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Машина шлифовальная ИП-2014В ТУ-22-166-30-91; Абразивный круг диаметром до 100 мм ТУ 2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Молоток слесарный 7850-0118 ГОСТ 2310-77; Шаблон №776р черт. №Т 416.32.000 СБ ПКБ ЦВ; Линейка ШП-1-250 ГОСТ 8026-92; Штангенциркули ШЦ-1-125-0,1; ШЦ-111-400-0,1 ГОСТ 166-89.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
020 Подготовительная 25200.00092 20203.00260 50203.01310 | ||||||||||||||||||||||||||||||||||||||
|
07 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Подготовить две ремонтные вставки. Произвести V-образную разделку трещины под сварку с перекрытием концов трещины в каждую сторону. Зачистить науглероженный слой (глубиной до 0,5 мм) на поверхностях разделанных кромок. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Гильотинные ножницы для резки металла НБ 478 ТУ 2-041-524-71; Резак РВД-500-1 ГОСТ 10796-74;
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Угольная шлифовальная машина УЗМ-200; УЗМ-100 ВНИИЖТ.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
025 Слесарная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
05
|
Заварить трещину за несколько проходов до полного заполнения разделки. Сварку начинать на расстоянии 6-8 мм от конца разделки. Сбить окалину. Поставить вставки и
| ||||||||||||||||||||||||||||||||||||||
|
06
|
обваривать их по периметру. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Сварные швы зачистить. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Сварочный выпрямитель ВДМ-1601 ТУ 16.739.159-78; Электроды Э-46; Э-50 ГОСТ 9467-75; Электрододержатель ЭДС-300; ЭУ-300 ГОСТ 14651-78; Щётка металлическая ТУ 17 830-80; Молоток слесарный 7850-0118 ГОСТ 2310-77.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
10 |
030 Подготовительная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Вагон 1248 2484
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Произвести V-образную разделку трещины под сварку с перекрытием концов трещины не менее 15 мм в каждую сторону и глубиной – до полного удаления трещины.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Зачистить науглероженный слой (глубиной до 0,5 мм) на поверхностях разделанных кромок. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Резак РВД-500-1 ГОСТ 10796-74; Угловая шлифовальная машина УЗМ 100; УЗМ 200; ВНИИЖТ; Щётка металлическая ТУ 17 830 – 80; Лупа ЛАЗ-10х ГОСТ 25706-83; Очки | ||||||||||||||||||||||||||||||||||||||
|
05
|
защитные ГОСТ 12.4.013-85; Линейка 150 ГОСТ 427-75. | ||||||||||||||||||||||||||||||||||||||
|
06
|
035 Сварочная 25200.00092 20203.00260 50203.01310 | ||||||||||||||||||||||||||||||||||||||
|
07 |
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Заварить трещину за несколько проходов до полного заполнения разделки. Сварку начинать на расстоянии 6-8 мм от конца разделки. Сварные швы зачистить. Контроль | ||||||||||||||||||||||||||||||||||||||
|
09 |
исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
10 |
Сварочный выпрямитель ВДМ-1601 ТУ 16.739.159-78; Электроды Э-50А(УОНИ-13/55; ОЗС-18) ГОСТ 9467-75; Электрододержатель ЭДС-300; ЭУ-300 ГОСТ 14651-78; Щётка металлическая ТУ 17 830-80; Молоток слесарный 7850-0118 ГОСТ 2310-77.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
5 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
040 Слесарная 25200.00092 20203.00260 50203.01310
Верстак слесарный 2484 | ||||||||||||||||||||||||||||||||||||||
|
03 |
Изготовить две вставки согласно рабочим чертежам. СМ. ”Технологическую инструкцию по сварке”
| ||||||||||||||||||||||||||||||||||||||
|
04
|
№317 ПКБ ЦВ 1990г. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05
|
Гильотинные ножницы для резки металла НБ 478 ТУ 2-041-524-71; Линейка -500 ГОСТ 427-75; Тиски слесарные ГОСТ 4045-75;
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Мел ГОСТ 17798-72; Молоток слесарный 7850-0118 ГОСТ 2310-77. | ||||||||||||||||||||||||||||||||||||||
|
07 |
045 Подготовительная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Вагон 1248 2484 | ||||||||||||||||||||||||||||||||||||||
|
09 |
Произвести V-образную разделку трещины под сварку.
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Зачистить науглероженный слой на поверхностях кромок. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
6 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Резак РВД-500-1 ГОСТ10796-74; Угловая шлифовальная машина УЗМ-100, УЗМ-200 ВНИИЖТ; Щётка металлическая ТУ 17.830-80;
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Лупа ЛАЗ-10х ГОСТ 25706-83; Очки защитные ГОСТ 12.4.013-85.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
050 Сварочная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
05
|
1 Заварить трещину за несколько проходов до полного заполнения разделки. | ||||||||||||||||||||||||||||||||||||||
|
06
|
2 Поставить вставки в средних углублениях и обварить их по периметру. | ||||||||||||||||||||||||||||||||||||||
|
07 |
3 Сварные швы зачистить. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Сварочный выпрямитель ВДМ-1601 ТУ 16.739.159-78; Электроды Э-50А ГОСТ 9467-75; Электрододержатель ЭДС-300 ГОСТ 14651-78; Щётка металлическая ТУ 17 830-80; ;
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Лупа ЛАЗ-10х ГОСТ 25706-83; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86. | ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
7 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Деф..
| ||||||||||||||||||||||||||||||||||||||
|
02 |
При ремонте ударной розетки руководствоваться ”Технологической инструкцией по сварке”
| ||||||||||||||||||||||||||||||||||||||
|
03 |
№ 317 ПКБ ЦВ 1980 г.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
055 Подготовительная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
05
|
Вагон 1248 2484 | ||||||||||||||||||||||||||||||||||||||
|
06
|
Вырезать отколовшуюся часть ударной розетки. По размерам вырезанной части изготовить вставку. | ||||||||||||||||||||||||||||||||||||||
|
07 |
(Разрешается использовать целые части ударной розетки, забракованной по другим причинам.) Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Резак РВД-500-1 ГОСТ10796-74; Угловая шлифовальная машина УЗМ-100, УЗМ-200 ВНИИЖТ; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Линейка 150 ГОСТ 427-75.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
060 Сварочная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
8 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Прихватить вставку к концевой балке рамы вагона. Убедиться в правильной постановке вставки и соответствии её постановки требованиям, указанным в Инструкции
| ||||||||||||||||||||||||||||||||||||||
|
02 |
№ 317 ПКБ ЦВ и заводских чертежах.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Окончательно приварить вставку к концевой балке рамы цистерны и оставшейся ударной части розетки. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Сварочный выпрямитель ВДМ-1601 ТУ 16.739.159-78; Электрододержатель ЭДС-300 ГОСТ 14651-78; Электроды Э-50 ГОСТ 9467-75;
| ||||||||||||||||||||||||||||||||||||||
|
05
|
Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86. | ||||||||||||||||||||||||||||||||||||||
|
06
|
Линейка 500 ГОСТ 427-75; Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89; Шаблон 776р. Черт. № 416.32.000СБ ПКБ ЦВ. | ||||||||||||||||||||||||||||||||||||||
|
07 |
065 Слесарная 25200.00092 20203.00260 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Зачистить наплавку. Контроль исполнителем во время производства работ. | ||||||||||||||||||||||||||||||||||||||
|
10 |
Машина шлифовальная ИП 2014В ТУ -22-166-91 или другая. Абразивный круг диаметром до 100мм, ТУ -22-И-70-2-71.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Розетка ударная |
1880.01200.00074 |
9 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01223 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Очки защитные ГОСТ 12.4.013-85; Молоток слесарный 7850-0118 ГОСТ 2310-77;
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Линейка 500 ГОСТ 427-75; Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89; Шаблон 776р. Черт. № 416.32.000СБ ПКБ ЦВ.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
| ||||||||||||||||||||||||||||||||||||||
|
04
|
| ||||||||||||||||||||||||||||||||||||||
|
05
|
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01311 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Тележка ЦНИИ-Х3 |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00261 | |||||||||||||||||||||||||||||||||
|
Б 03 |
Пути отцепочного ремонта вагонов
|
Мастер или бригадир |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Трещины в боковине тележки, обрыв
|
|
|
| |||||||||||||||||||||||||||||||||
|
05 |
заклёпки
фрикционной планки. (деф.
|
Не допускается. |
Внешний осмотр. |
Заменить боковину | |||||||||||||||||||||||||||||||||
|
06 |
2.
Трещина надрессорной балки, излом
скользуна. (деф.
|
то же |
то же |
Заменить надрессорный брус | |||||||||||||||||||||||||||||||||
|
07 |
3. Трещина или излом пружинного комплекта, трещина или излом
|
|
|
| |||||||||||||||||||||||||||||||||
|
08 |
фрикционного
клина. (деф.
|
-||- |
-||- |
Заменить пружинный комплект или фрикционный клин | |||||||||||||||||||||||||||||||||
|
09 |
4. Незакреплена коробка скользуна. Отсутствие или большие зазоры между
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
скользунами.
(деф. |
-||- |
Линейка 150 ГОСТ 427-75
|
Устранить неисправность
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Тележка ЦНИИ-Х3 |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01311 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
5. Завышение фрикционного клина относительно нижней опорной поверхности
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
02 |
надрессорной
балки у порожних вагонов. (деф. |
|
|
| |||||||||||||||||||||||||||||||||||||||
|
Б 03 |
более 10 мм |
6 мм |
10 мм |
Приспособление для замера положения клина под тарой тележки ЦНИИ-Х3 черт. Т174.09 СБ ПКБ ЦВ |
Заменить фрикционный клин и при необходимости надрессорную балку | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
менее 10 мм
|
то же |
то же |
то же |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01261 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Тележка ЦНИИ-Х3 |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
9 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01224 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Тележка ЦНИИ-Х3 |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Подготовительная 25200.00092 20203.00311 50203.01261
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Подобрать из запаса или заказать в тележечном цехе боковину, парную оставшейся. | |||||||||||||||||||||||||||||||||
|
05 |
| |||||||||||||||||||||||||||||||||
|
06 |
| |||||||||||||||||||||||||||||||||
|
07 |
010 Слесарная 25200.00092 20203.00311 50203.01261
| |||||||||||||||||||||||||||||||||
|
08 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| |||||||||||||||||||||||||||||||||
|
09 |
Подклинить колёсные пары вагона. Разъединить горизонтальную тягу и вертикальный рычаг. Поднять конец вагона до освобождения шкворня. Опустить предохранительные гайки на плунжерах домкратов. | |||||||||||||||||||||||||||||||||
|
10 |
Выкатить тележку из-под вагона. Поставить клинья под колесные пары. Разобрать тормозную рычажную | |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тележка ЦНИИ-Х3 |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01224 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Передачу и снять шкворень. Приподнять надрессорный брус. Снять с тележки пружинно-фрикционный комплект. Вывести из проёмов боковин тележки надрессорный брус и отставить в сторону. Снять и убрать неисправную боковину. Зафиксировать опорные поверхности букс в верхнем положении. Поставить исправную боковину.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Убрать фиксирующие приспособления. Завести надрессорный брус в проёмы боковины и оставить в верхнем положении.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Поставить пружинно- фрикционный комплект. Опустить надрессорный брус, контролируя правильное положение пружин и фрикционных клиньев.
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Собрать рычажную передачу, поставить шкворень. Убрать клинья из-под колёсной пары.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Закатить тележку под вагон. Поднять предохранительные гайки на плунжерах домкратов. Опустить поднятый конец вагона на тележку. Соединить тормозную тягу с вертикальным рычагом. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Мостовой или козловой краны; Фиксаторы букс; Молоток слесарный 7850-0118 ГОСТ 2310-77; Бородок 7351-0167 ГОСТ 7214-72; Зубило слесарное 2810-0211 ГОСТ 7211-86; Стационарные домкраты Q=20т. 2шт. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
015 Подготовительная 25200.00092 20203.00261 50203.01311
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Подобрать из запаса или заказать в тележечном цехе надрессорный брус.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тележка ЦНИИ-Х3 |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01224 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
020 Слесарная 25200.00092 20203.00311 50203.01261
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Подклинить колёсные пары вагона. Отсоединить горизонтальную тягу от вертикального рычага. Поднять вагон до освобождения шкворня. Опустить предохранительную гайку на плунжерах домкратов. Выкатить тележку из – под вагона. Подклинить колёсные пары. Снять шкворень. Отсоединить вертикальный рычаг от верхней мёртвой точки
| ||||||||||||||||||||||||||||||||||||||
|
04
|
надрессорного бруса. Приподнять надрессорный брус и зафиксировать в верхнем положении. Снять пружинно-фрикционный комплект тележки. Вывести неисправный надрессорный брус из проёмов боковин и убрать. Завести заранее приготовленный надрессорный брус в проёмы боковин и убрать. Завести заранее приготовленный | ||||||||||||||||||||||||||||||||||||||
|
05
|
надрессорный брус в проёмы боковин и зафиксировать в верхнем положении. Поставить пружинно-фрикционный комплект. Опустить шкворень, соединить вертикальный рычаг с мёртвой точкой надрессорного бруса. Убрать клинья из-под тележки. Закатить тележку под вагон. Поднять предохранительные гайки на плунжере домкрата. Опустить | ||||||||||||||||||||||||||||||||||||||
|
06
|
вагон на тележку. Соединить тормозную тягу с вертикальным рычагом. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Мостовой или козловой краны; Захват надрессорного бруса; Молоток слесарный 7850-0118 ГОСТ 2310-77; Бородок 7351-0167 ГОСТ 7214-72; Зубило слесарное 2810-0211 ГОСТ 7211-86.
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
020 Слесарная 25200.00092 20203.00311 50203.01261
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тележка ЦНИИ-Х3 |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01224 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Подклинить колёсные пары вагона. Отсоединить горизонтальную тягу от вертикального рычага. Поднять вагон до освобождения шкворня. Опустить предохранительную гайку на плунжерах домкратов. Выкатить тележку из – под вагона. Подклинить колёсные пары. Снять шкворень. Отсоединить вертикальный рычаг от верхней мёртвой точки
| ||||||||||||||||||||||||||||||||||||||
|
03 |
надрессорного бруса. Приподнять надрессорный брус и зафиксировать в верхнем положении. Снять неисправную пружину или фрикционный клин. Поставить исправный. Помнить что разница пружин по высоте не должна превышать 5мм. Опустить надрессорный брус, убедиться в правильной установке пружин и фрикционных клиньев.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Соединить вертикальный рычаг с мёртвой точкой надрессорного бруса. Убрать клинья из-под тележки. Закатить тележку под вагон. Поднять предохранительные гайки на плунжерах домкратов. Опустить вагон на тележку. Соединить тормозную тягу с вертикальным рычагом. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05
|
Мостовой или козловой краны; Молоток слесарный 7850-0118 ГОСТ 2310-77; Бородок 7351-0167 ГОСТ 7214-72; Зубило слесарное 2810-0211 ГОСТ 7211-86.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
07 |
030 Слесарная 25200.00092 20203.00311 50203.01261
| ||||||||||||||||||||||||||||||||||||||
|
08
|
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Подклинить колёсные пары вагона. Отсоединить горизонтальную тягу от вертикального рычага. Поднять вагон до освобождения шкворня. Опустить предохранительную гайку на плунжерах домкратов. | ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тележка ЦНИИ-Х3 |
1880.01200.00074 |
5 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01224 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Выкатить тележку из – под вагона. Подклинить колёсные пары на тележке. Снять коробку скользуна. При больших зазорах между скользунами добавить регулировочные прокладки, при малых зазорах. Убрать прокладки.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Поставить и закрепить коробку скользуна. Отсутствие зазоров по диагонали вагона не допускается.
| ||||||||||||||||||||||||||||||||||||||
|
03 |
Убрать клинья из-под колёсных пар, закатить тележку под вагон. Поднять предохранительные гайки на плунжерах домкратов. Опустить вагона на тележку. Контролировать зазоры скользунов. Соединить горизонтальную тягу с вертикальным рычагом. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
04
|
Молоток слесарный 7850-0118 ГОСТ 2310-77; Бородок 7351-0167 ГОСТ 7214-72; Комплект ключей гаечных ГОСТ 2839-80; Зубило слесарное 2810-0211 ГОСТ 7211-86.
| ||||||||||||||||||||||||||||||||||||||
|
05
|
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
4 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01312 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Колёсные пары |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00262 | |||||||||||||||||||||||||||||||||
|
Б 03 |
Пути текущего отцепочного ремонта вагонов
|
Мастер или бригадир
|
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.Равномерный прокат по кругу катания.
|
|
|
| |||||||||||||||||||||||||||||||||
|
05 |
более
7мм (деф.
|
Не допускается 7,0 мм |
Абсолютный шаблон черт. ПКБ ЦВ Т447.05.000 СБ |
Заменить колёсную пару | |||||||||||||||||||||||||||||||||
|
06 |
2. Неравномерный прокат по кругу катания более 1,5мм.
(деф.
|
Не допускается 1,5 мм 26…33 мм |
то же -||- |
то же -||- | |||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
08 |
3.
Изменение толщины гребня, измеренной
на расстоянии 18мм от его вершины.
(деф.
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
более 33мм |
Не допускается |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
10 |
менее 26мм |
то же |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Колёсные пары |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01312 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
4.
Излом, трещина наконечника рукава.
(деф. |
Не допускается |
Шаблон для измерения подреза гребня черт. ПКБ ЦВ Т447.08.000 |
Заменить колёсную пару
| ||||||||||||||||||||||||||||||||||||||
|
02 |
5.
Износ, гребня соединительной головки.
(деф.
|
Не допускается |
Абсолютный шаблон черт. ПКБ ЦВ Т447.05.000 СБ |
то же | ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
6.
Излом, трещина головки рукава. (деф. |
то же |
Линейка на 150 ГОСТ 427-75; Штангенциркуль ШЦ- I -125-0,1 ГОСТ 166-89 |
-||- | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
7.Забита
канавка для уплотнительного кольца.
(деф. |
-||- |
Внешний осмотр |
-||- | ||||||||||||||||||||||||||||||||||||||
|
05 |
8.
Вздутие рукава. (деф. |
-||- |
Внешний осмотр |
-||- | ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Колёсные пары |
1880.01200.00074 |
3 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01312 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
9. Вышербина на поверхности катания колеса при отсутствии трещин или расслоений идущих. |
|
Линейка на 150 ГОСТ 427-75; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
Заменить колёсную пару
| ||||||||||||||||||||||||||||||||||||||
|
02 |
вглубь
металла и толщине обода колеса в месте
выщербины более допускаемой. (деф. |
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
глубиной более 1,0 мм длиной более 15,0 мм
|
Не допускается 1,0мм то же 1,5мм |
|
| ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
10.
Кольцевые выработки на поверхности
катания. (деф. |
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
глубиной более 0,5 мм менее 15,0 мм |
Не допускается 0,5мм то же 0,5мм |
Линейка на 150 ГОСТ 427-75; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
то же Колёсную пару оставить под вагоном | ||||||||||||||||||||||||||||||||||||||
|
06 |
шириной более 1,0 мм шириной менее 15,0 мм |
то же 10мм то же 10мм |
Линейка на 150 ГОСТ 427-75; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
Заменить колёсную пару Колёсную пару оставить под вагоном | ||||||||||||||||||||||||||||||||||||||
|
07 |
11.
Местное увеличение ширины обода колеса
(раздавливание). (деф. |
-||- |
Внешний осмотр |
-||- | ||||||||||||||||||||||||||||||||||||||
|
08 |
12. Поверхностный откол наружной грани обода колеса при отсутствии трещин,
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
распространяющихся вглубь металла и ширине оставшейся части обода колеса более 120мм
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
(деф. |
Не допускается 10мм
|
Линейка на 150 ГОСТ 427-75; Кронциркуль |
Заменить колёсную пару
| ||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Колёсные пары |
1880.01200.00074 |
4 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01312 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
13.
Навар колёсных пар более 0,5 мм. (деф.
|
то же 0,5мм |
Абсолютный шаблон черт. ПКБ ЦВ Т447.05.000 СБ |
Зачистить навар | ||||||||||||||||||||||||||||||||||||||
|
02 |
14.
Остроконечный накат гребня. (деф. |
Не допускается |
Внешний осмотр |
Заменить колёсную пару
| ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
15.
Толщина обода колеса по кругу катания
менее 24мм. (деф. |
то же 24мм |
Толщиномер ПКБ ЦВ черт. №447.07.000 |
то же | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
16. Изменение расстояния между внутренними гранями обода колеса (менее 1437 или более |
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
1443).
(деф. |
то же 1437…1443 |
Шаблон для измерения расстояния между внутренними гранями ободов колес черт. ПКБ ЦВ Т447.02.000 СБ |
то же | ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01262 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Колёсные пары |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01225 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Колёсные пары |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Подготовительная 25200.00092 20203.00262 50203.01312
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Пути текущего отцепочного ремонта вагонов Мастер или бригадир
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Измерить диаметр оставляемой колёсной пары и заказать ей подходящую колёсную пару. Разница диаметров по кругу катания колёсных пар в одной тележке не должна быть более 10 мм, у двух тележек не более 20 мм. | |||||||||||||||||||||||||||||||||
|
05 |
Скоба ДК № чертежа Т 401.01. ПКБ ЦВ
| |||||||||||||||||||||||||||||||||
|
06 |
010 Слесарная 25200.00092 20203.00262 50203.01312
| |||||||||||||||||||||||||||||||||
|
07 |
Стационарные домкраты Q=20т. х 2шт. | |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Колёсные пары |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01225 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01 |
Подклинить колёсные пары не поднимаемого конца вагона. Отсоединить горизонтальную тягу вагона от вертикального рычага выкатываемой тележки. Поднять один конец вагона до освобождения шкворня. Опустить предохранительные гайки на плунжерах домкратов. Выкатить тележку из-под вагона. Подклинить оставляемую колёсную пару.
| ||||||||||||||||||||||||||||||||||||||
|
02 |
Приподнять свободный конец тележки на высоту, обеспечивающую выход букс из буксового проёма боковин тележек. Опустить тележку боковинами на заранее подготовленные подставки. Выкатить неисправную колёсную пару и убрать её с ремонтных путей. На путь поставить заранее подобранную колёсную пару. Зафиксировать
| ||||||||||||||||||||||||||||||||||||||
|
03 |
опорные поверхности букс в верхнем положении. Подкатить подобранную колёсную пару под тележку. Приподнять конец тележки, убрать подставки. Опустить тележку на колёсную пару, контролируя вход букс в буксовые проёмы. Снять фиксаторы с букс. Убедиться в исправности и отсутствии смещений других деталей тележки. Убрать клинья. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Закатить тележку под вагон. Поднять предохранительные гайки на плунжерах домкратов. Опустить вагон. Соединить горизонтальную тягу с вертикальным рычагом.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Подставки под боковины тележек – 2 шт. Козловой кран или кран-балка грузоподъёмностью не менее 2т.; Фиксаторы букс; Молоток слесарный 7850-0118 ГОСТ 2310-77; Бородок 7351-0167 ГОСТ 7214-72. | ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01313 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00263 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Пути текущего отцепочного ремонта вагонов
|
Мастер или бригадир
|
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Излом или трещины верхней или нижней
обвязок. (деф.
|
Не допускается |
Не допускается |
Внешний осмотр |
Ремонтировать | |||||||||||||||||||||||||||||||||
|
05 |
2. Излом или трещины шкворневых или промежуточных стоек или раскосов.
|
|
|
| ||||||||||||||||||||||||||||||||||
|
06 |
(деф.
|
то же |
то же |
то же
|
то же
| |||||||||||||||||||||||||||||||||
|
07 |
3.
Трещины угловых стоек. (деф.
|
то же |
то же |
то же
|
то же
| |||||||||||||||||||||||||||||||||
|
08 |
Длиной менее 50% поперечного сечения стойки при длине трещин более 50% |
|
|
| ||||||||||||||||||||||||||||||||||
|
09 |
поперечного сечения стойки
|
-||- |
-||- |
-||- |
Заменить стойку | |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01313 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
4. Трещины сварного шва приварки элементов |
|
|
| |||||||||||||||||||||||||||||||||||||||
|
02 |
каркаса
(деф. |
Не допускается |
Не допускается |
Внешний осмотр |
Заваривать | ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01263 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
4 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01225 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Сварочная 25200.00092 20203.00263 50203.01313
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2484.3005
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Заварка трещин, изломов верхней и нижней обвязок допускается при условии, что на продольной стороне кузова будет не более трёх поперечных изломов или трещин и две продольные трещины длиной не более 200 мм каждая. | |||||||||||||||||||||||||||||||||
|
05 |
В противном случае заменить весь пролёт. Трещины разделать и заварить согласно технологической инструкции.
| |||||||||||||||||||||||||||||||||
|
06 |
Заранее подготовленные накладки, эскизы которых представлены на рисунках 3…10 наложить на заваренные трещины, как это показано на рисунке 1, прихватить и приварить
| |||||||||||||||||||||||||||||||||
|
07 |
по периметру. | |||||||||||||||||||||||||||||||||
|
08 |
Сварные швы зачистить. | |||||||||||||||||||||||||||||||||
|
09 |
Пооперационный контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01225 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; | ||||||||||||||||||||||||||||||||||||||
|
02
|
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; | ||||||||||||||||||||||||||||||||||||||
|
03
|
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
010 Сварочная 25200.00092 20203.00263 50203.01313
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Допускается заваривать не более одной трещины или излома. В противном случае менять стойку (раскос) полностью. Очистить и разделать трещину (излом) согласно технологической инструкции. Прихватить и приварить по периметру заранее подготовленную профильную накладку согласно рисунка 12…16. Сварные швы зачистить. Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
09
|
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; | ||||||||||||||||||||||||||||||||||||||
|
10 |
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01225 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
015 Сварочная 25200.00092 20203.00263 50203.01313
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Трещину разделать и заварить согласно технологической инструкции. На заваренную трещину наложить и прихватить заранее подготовленную профильную накладку согласно рисунка 2 карты эскизов. Накладку приварить по периметру. Сварные швы зачистить. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
020 Сварочная 25200.00092 20203.00263 50203.01313
| ||||||||||||||||||||||||||||||||||||||
|
09
|
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Удалить старый шов, имеющиеся трещины разделать, наложить новый шов. Работы выполнять согласно технологической инструкции. Сварные швы зачистить. Пооперационный контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01225 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
02
|
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80. | ||||||||||||||||||||||||||||||||||||||
|
03
|
| ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
9 |
1 | ||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
2 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
3 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
4 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||
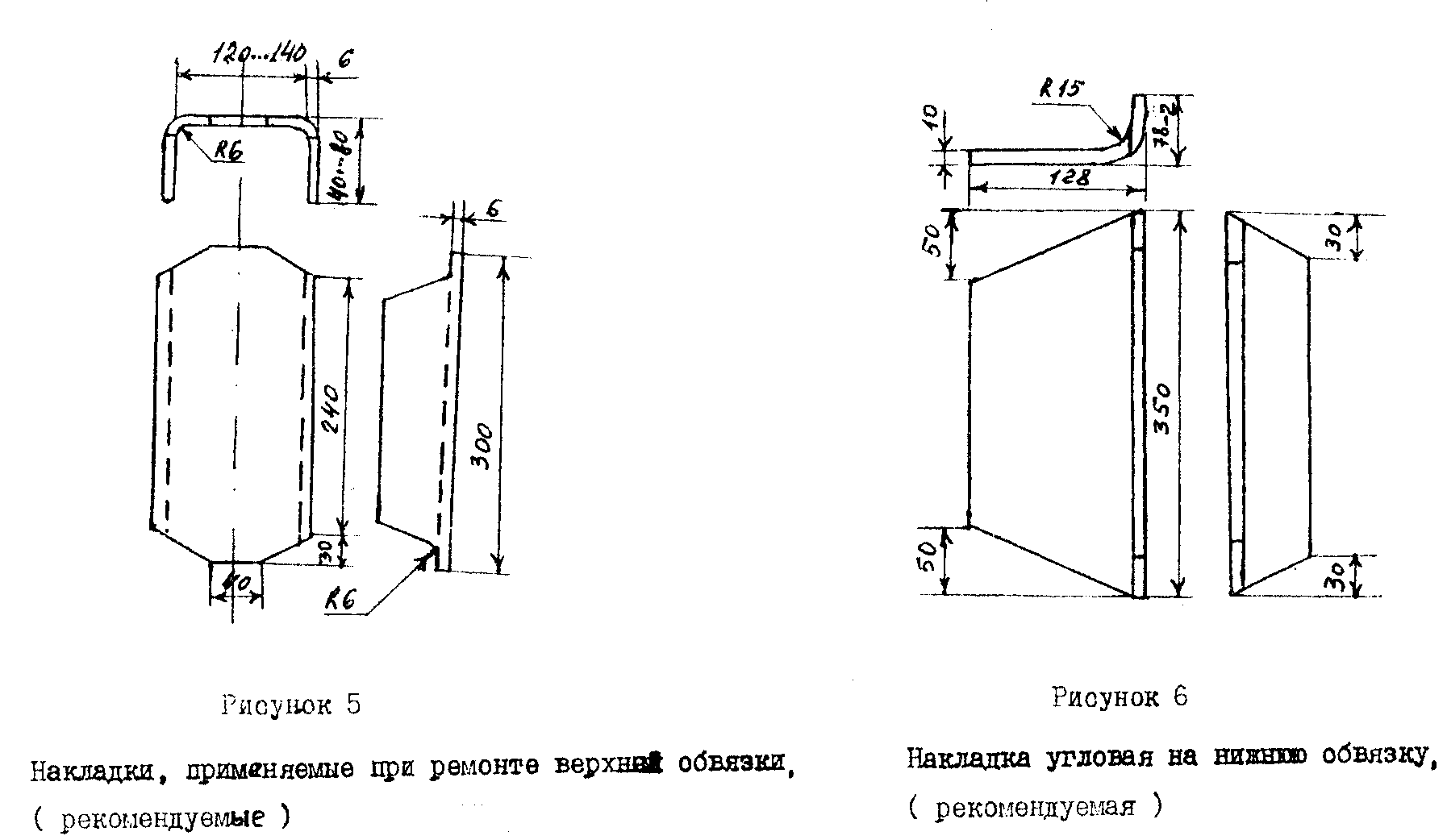
|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
5 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
6 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
7 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
8 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
1880.01200.00074 |
9 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01399 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
Кузов вагона |
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
3 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01314 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Рама вагона |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
25200.000092 |
20203.00264 |
| ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
бригадир
|
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Трещина в средней части хребтовой
балка между пятниковыми опорами. (деф.
|
Не допускается |
Не допускается |
Лупа ЛАЗ-10х ГОСТ 25706-83; Щётка металлическая ТУ 17 830-80 |
Ремонтировать с постановкой усиливающих накладок | |||||||||||||||||||||||||||||||||
|
05 |
2. Трещина хребтовой балки между задним
|
|
|
| ||||||||||||||||||||||||||||||||||
|
06 |
упорным
угольником и шкворневой балкой. (деф.
|
то же |
то же |
то же
|
Ремонтировать с постановкой накладки, если расстояние от | |||||||||||||||||||||||||||||||||
|
07 |
|
|
|
|
трещины до шкворневой балки более 200 мм | |||||||||||||||||||||||||||||||||
|
08 |
3.
Коррозия хребтовой балки между
пятниковыми опорами. (деф. |
|
|
| ||||||||||||||||||||||||||||||||||
|
09 |
глубиной до 6 мм |
Не допускается |
Не допускается |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89; Щётка металлическая ТУ 17 830-80; |
Наплавить | |||||||||||||||||||||||||||||||||
|
10 |
|
|
Линейка 150 ГОСТ 427-75; Ультразвуковой переносной толщиномер типа УТ -93 II ТУ 25-7761.007-86 |
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Рама вагона |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01314 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
глубиной свыше 6 мм |
то же |
то же |
то же
|
Исключить вагон | ||||||||||||||||||||||||||||||||||||||
|
02 |
4. Трещины сварного шва приварки элементов |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
каркаса
(деф. |
Не допускается |
Не допускается |
Внешний осмотр Ультразвуковой переносной толщиномер типа УТ -93 II ТУ 25-7761.007-86 |
Приварить накладку при глубине протёртостей более 5 мм | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
5.
Трещина или излом в любом месте концевой
балки. (деф.
|
Не допускается |
Не допускается |
Внешний осмотр
|
Заваривать не более трёх трещин или одного излома | ||||||||||||||||||||||||||||||||||||||
|
05 |
6.
Коррозия концевой балки. (деф.
|
то же |
то же |
Ультразвуковой переносной толщиномер типа УТ -93 II ТУ 25-7761.007-86 |
При толщине стенки не более 0,5 чертёжного размера наплавить или приварить накладку | ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Рама вагона |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01314 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
7.
Трещины или изломы на вертикальном
листе шкворневой балки. (деф.
|
Не допускается |
Не допускается |
Лупа ЛАЗ-10х ГОСТ 25706-83; Щётка металлическая ТУ 17 830-80 |
Заварить не более 2-х трещин | ||||||||||||||||||||||||||||||||||||||
|
02 |
8.
Трещины шкворневой или промежуточной
балки. (деф.
|
то же |
то же |
то же |
Заваривать | ||||||||||||||||||||||||||||||||||||||
|
Б 03 |
9.
Трещины сварного шва приварки элементов
рамы. (деф. |
то же |
то же |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01264 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Рама вагона |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Рама вагона |
1880.01200.00074 |
2 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01264 | ||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
|
|
|
| ||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||
|
| |||||||||||||||||||||||
|
КЭ |
|
| |||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
7 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01226 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Рама вагона |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2484 3005
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Ремонт хребтовой балки производится при условии, что число изломов или трещин не более двух и длиной они менее 2/3 поперечного сечения. Трещину разделать и заварить согласно технологической инструкции. | |||||||||||||||||||||||||||||||||
|
05 |
Сварной шов зачистить и усилить профильными накладками. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
06 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| |||||||||||||||||||||||||||||||||
|
07 |
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Выпрямитель ВДУ- | |||||||||||||||||||||||||||||||||
|
08 |
504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный типа ТК -2 ТУ | |||||||||||||||||||||||||||||||||
|
09 |
Иа.287.001; Щётка металлическая ТУ 17.830-80.
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
010 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Разделать и заварить трещину согласно технологической инструкции. Изготовить усиливающую накладку длиной не менее 0,5мм. Вырезать часть вертикального листа шкворневой балки (шириной не более 300 мм). Накладку устанавливать симметрично относительно трещины при необходимости, на заклёпки
| ||||||||||||||||||||||||||||||||||||||
|
05 |
заднего упорного угольника и подпятникового узла и приваривать. После заварки трещины и приварки накладки вертикальный лист шкворневой балки восстановить приваркой накладки или варкой вставки.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Пооперационный контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78;
| ||||||||||||||||||||||||||||||||||||||
|
09
|
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80.
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Электронагреватель заклёпок ЭН – 16 цеховой; Молоток клёпальный пневматический ТУ 22-1.57-87.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
015 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Работы выполнять согласно технологической инструкции. Очистить наплавленную поверхность. Подогреть её до температуры 2400-3000. Наплавить. Наплавленную поверхность зачистить. Пооперационный контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
07 |
020 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Снять с вагона автосцепку и поглощающий аппарат. Вырезать накладку по размерам, соответствующим размерам изношенного места. Зачистить место установки накладки. Установить накладку на дефектное место с внутренней стороны хребтовой балки, прихватить и обварить по периметру сплошным швом. Сварные швы оплавить.
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Поставить поглощающий аппарат и автосцепку. Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Тележка с подъёмником для установки поглощающих аппаратов. Пресс для сжатия поглощающих аппаратов. Комплект ключей гаечных ГОСТ 2839-80; Консольный кран; Пневматический ГОСТ 10210-83 или электрический ТУ 22-176-020-86 гайковёрт; | ||||||||||||||||||||||||||||||||||||||
|
02
|
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78;
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
025 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Трещины разделать и заварить согласно технологической инструкции. Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78;
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
5 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
030 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Вариант I
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Очистить повреждённое место от коррозии. Наплавить. Зачистить наплавленное место заподлицо с основным металлом.
| ||||||||||||||||||||||||||||||||||||||
|
06 |
Вариант I
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Изготовить накладку толщиной не менее 4 мм и площадью не более 0,4 м2. При большей площади или меньшей толщине коррозийного места ремонт выполнять наплавкой. Очистить повреждённое место от коррозии. Прихватить и приварить накладку по периметру. Сварные швы зачистить.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80; Ножницы гильотинные НБ 478 ТУ-2-041-524-71. | ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
6 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
035 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Трещины зачистить, разделать, заварить заподлицо с основным металлом. Вырезать, установить, прихватить и приварить усиливающие накладки. Сварные швы зачистить. Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80; Ножницы гильотинные НБ 478 ТУ-2-041-524-71.
| ||||||||||||||||||||||||||||||||||||||
|
06 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
07 |
040 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314 | ||||||||||||||||||||||||||||||||||||||
|
08 |
Вагон 2484 3005 | ||||||||||||||||||||||||||||||||||||||
|
09 |
При длине трещины менее 30 мм, заварить без постановки усиливающих накладок. Трещины разделать и заварить согласно технологической инструкции. Пооперационный контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
10 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80; Ножницы гильотинные НБ 478 ТУ-2-041-524-71.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Кузов вагона |
1880.01200.00074 |
7 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01226 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
045 Сварочная 25200.00092 20202.01400 20203.00264 50203.01314
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484 3005
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Удалить старый шов, имеющиеся трещины разделать, наложить новый шов. Работы выполнять согласно технологической инструкции. Пооперационный контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71;
| ||||||||||||||||||||||||||||||||||||||
|
06 |
Очки защитные ГОСТ 12.4.013-85; Линейка 300 ГОСТ 7211-86; Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78;
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ И.287.001; Щётка металлическая ТУ 17.830-80; Ножницы гильотинные НБ 478 ТУ-2-041-524-71.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01400 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Рама вагона |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01315 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Скользун шкворневой балки |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта
|
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
25200.000092 |
20203.00265 |
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
Бригадир
|
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Износ. (деф.
|
|
|
| |||||||||||||||||||||||||||||||||
|
05 |
менее 20% от номинальной толщины контактной поверхности скользуна (размер а). |
А. Контролируется по рабочим чертежам завода изготовителя |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89; Штангенрейсмасс ШР -400 ГОСТ 164-90; Линейка 300 ГОСТ 427-75 |
Без ремонта | |||||||||||||||||||||||||||||||||
|
06 |
менее 50% от номинальной толщины контактной поверхности скользуна (размер а). |
то же |
то же |
Ремонтировать | |||||||||||||||||||||||||||||||||
|
07 |
более 50% от номинальной толщины контактной поверхности скользуна (размер а). |
то же |
то же |
Заменить скользун | |||||||||||||||||||||||||||||||||
|
08 |
Примечание:
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
При износе размер А восстанавливается вне зависимости от износа контактной поверхности (размер а).
| ||||||||||||||||||||||||||||||||||||
|
10 |
2.
Излом. (деф.
|
Не допускается |
Внешний осмотр |
Заменить скользун | |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01315 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
Д/Т1 01 |
3.
Трещина скользуна. (деф.
|
Не допускается |
Внешний осмотр |
Ремонтировать | |||||||||||||||||||||||||||||||||||||||
|
02 |
4.
Трещина сварного шва. (деф. |
то же |
то же |
то же | |||||||||||||||||||||||||||||||||||||||
|
Б 03 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01400 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Рама вагона |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
6 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01227 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Скользун шкворневой балки |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20202.01401 20203.00265 50203.01315
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Верстак слесарный 2484
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Изготовить пластину размером (85±2 х 300±2) мм (по рабочим чертежам скользуна завода – изготовителя размеры пластины могут корректироваться). Толщина пластины определяется степенью износа скользуна. | |||||||||||||||||||||||||||||||||
|
05 |
Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
06 |
Ножницы гильотинные НБ 478 ТУ 2-041-524-71; Станок заточной ЗВ 641 ТУ – 2024-2379-70; Напильник 2820-0026 ГОСТ 1465-80; Очки защитные ГОСТ 12.4.013-85.
| |||||||||||||||||||||||||||||||||
|
07 |
Линейка 500 ГОСТ 427-75; Чертилка ГОСТ 24473-80.
| |||||||||||||||||||||||||||||||||
|
08 |
010 Слесарная 25200.00092 20202.01401 20203.00265 50203.01315
| |||||||||||||||||||||||||||||||||
|
09 |
Вагон 2484
| |||||||||||||||||||||||||||||||||
|
10 |
Очистить контактную поверхность скользуна от всех видов загрязнений, коррозии и удалить наплывы металла, вызываемые пластической деформацией под нагрузкой.
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01227 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Очистку производить металлической щёткой наплывы снимать шлифовальной машиной или отрубить зубилом, до уровня основного металла. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Щётка металлическая ТУ 17.830-80. | ||||||||||||||||||||||||||||||||||||||
|
03
|
015 Сварочная 25200.00092 20202.01401 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Вагон 3005 1248
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Подогреть место приварки пластины до 2000-2500С. Приварить пластину к скользуну. Сварные швы оплавить. Контролировать размеры А и а. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
06
|
Выпрямитель ВДУ-504 ГОСТ 13821-77; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Очки защитные ГОСТ 12.4.013-85; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89; Штангенрейсмасс ШР -400 ГОСТ 164-90; Линейка 300 ГОСТ 427-75; Термометр контактный ТК -2 ТУ Иа.287.001. | ||||||||||||||||||||||||||||||||||||||
|
07 |
020 Слесарная 25200.00092 20202.01401 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
09
|
При выходе сварного шва на контактную поверхность сварной шов зачистить до уровня основного металла. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
10 |
Очки защитные ГОСТ 12.4.013-85; Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01227 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
025 Слесарная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Верстак слесарный 2484
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Подготовить поверхность скользуна под наплавку, очистить контактную поверхность от всех видов загрязнений, коррозии, удалить наплывы металла, вызванные пластической деформацией под нагрузкой. Очистку производить металлической щёткой, наплывы снимать шлифовальной машиной или отрубать зубилом до уровня основного металла. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
030 Сварочная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Вагон 3005
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Подогреть наплавляемую поверхность до 2500-3000С. Наплавить изношенную поверхность скользуна. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
Выпрямитель ВДУ-504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Очки защитные ГОСТ 12.4.013-85; Резак газовый ГОСТ 5191-79; Термометр контактный ТК -2 ТУ Иа.287.001. | ||||||||||||||||||||||||||||||||||||||
|
10 |
035 Слесарная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
11 |
Вагон 2484 | ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01227 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Зачистить наплавляемую поверхность скользунов. Контролировать размеры А, а. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный армированный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89; Штангенрейсмасс ШР -400 ГОСТ 164-90; Линейка 300 ГОСТ 427-75.
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
04 |
040 Сварочная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Вагон 1248 2484
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Срезать неисправный скользун. Разделительную резку вести по сварным швам соединяющим скользун с листом. Струю режущего кислорода направить в сторону удаляемого скользуна. Остатки сварных швов, оставшихся после удаления скользуна, должны быть зачищены шлифовальной машиной до уровня основного металла. Выхваты и зарезы
| ||||||||||||||||||||||||||||||||||||||
|
07 |
очистить, наплавить и зачистить до уровня основного металла. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Резак газовый ГОСТ 5191-79; Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный армированный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; | ||||||||||||||||||||||||||||||||||||||
|
09 |
045 Сварочная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Вагон 3005 | ||||||||||||||||||||||||||||||||||||||
|
11 |
Подогреть место приварки скользуна до 2500-3000С. Прихватить скользун в двух противоположных местах.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
5 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01227 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Проконтролировать размеры А, а. Приварить скользун окончательно. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Резак газовый ГОСТ 5191-79; Очки защитные ГОСТ 12.4.013-85; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89; Штангенрейсмасс ШР -400 ГОСТ 164-90; Линейка 300 ГОСТ 427-75; Термометр контактный ТК -2 ТУ Иа.287.001.
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
04 |
050 Слесарная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Разделать трещину с перекрытием концов трещины на 2-6 мм в каждую сторону. Трещину разделывать на полную глубину её залегания. При разделке трещины сварного шва старый сварной шов полностью удалить. При разделке трещины скользуна концы засверливать. | ||||||||||||||||||||||||||||||||||||||
|
07 |
Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный армированный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85; Электродрель ИЭ-1047Э 22 ТУ 166-25-91Е; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86.
| ||||||||||||||||||||||||||||||||||||||
|
09 |
055 Сварочная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
10 |
Вагон 1248 3005 | ||||||||||||||||||||||||||||||||||||||
|
11 |
Подогреть завариваемое место до 2500-3000С. Заварить трещину. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Скользун шкворневой балки |
1880.01200.00074 |
6 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01227 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Резак газовый ГОСТ 5191-79; Очки защитные ГОСТ 12.4.013-85; Выпрямитель сварочный ВДУ – 504 ГОСТ 13821-77; Электродержатель ЭД-300-2 ГОСТ 14651-78; Щиток РН ГОСТ 12.4.023-84; Электроды Э-50А ГОСТ 9467-75; Термометр контактный ТК -2 ТУ Иа.287.001. | ||||||||||||||||||||||||||||||||||||||
|
02
|
060 Слесарная 25200.00092 20203.00265 50203.01315
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
04 |
При выходе сварного шва на контактную поверхность сварной шов зачистить до уровня основного металла. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Машина шлифовальная ИП-2014В ТУ 22-166-30-91; Абразивный армированный круг ТУ2-И-70-2-71; Очки защитные ГОСТ 12.4.013-85. | ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01401 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Скользун шкворневой балки |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
532.02.106-0 |
|
1880.50203.01316 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пятник |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
25200.000092 |
|
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2484 |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Трещины в рёбрах. (деф.
|
Не допускается. |
Внешний осмотр. |
Заменить | |||||||||||||||||||||||||||||||||
|
05 |
2.
Трещины во фланцах. (деф.
|
то же |
то же |
Заменить | |||||||||||||||||||||||||||||||||
|
06 |
3.
Износ упорной поверхности. (деф.
|
d 294мм |
Штангенциркуль ШЦ-111-400-0,1 ГОСТ 16-89 |
| |||||||||||||||||||||||||||||||||
|
07 |
более d 294 мм |
d 300-1,3 d 294 мм |
то же |
Без ремонта | |||||||||||||||||||||||||||||||||
|
08 |
менее d 294 мм |
d 300-1,3 d 294 мм |
то же |
Заменить | |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Пятник |
1880.01200.00074 |
2 | ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
532.02.106-0 |
1880.50203.01316 | ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||||||
|
Д/Т1
01 |
4.
Износ опорной поверхности. (деф. |
110+2/-1 d 106 мм |
Штангенциркуль ШЦ-111-400-0,1 ГОСТ 16-89 |
| ||||||||||||||||||||||||||||||||||||||
|
02 |
более 105 мм |
110+2/-1 d 106 мм |
то же |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
03 |
менее 105 мм |
110+2/-1 d 106 мм |
то же |
Заменить | ||||||||||||||||||||||||||||||||||||||
|
04 |
5.
Износ отверстия под шкворень. (деф. |
d 54+2/-1 d 62 мм |
Штангенциркуль ШЦ-11-250-630-0,1 ГОСТ 16-89 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
более d 62 мм |
d 54+2/-1 d 62 мм |
то же |
Заменить | ||||||||||||||||||||||||||||||||||||||
|
06
|
менее d 62 мм |
d 54+2/-1 d 62 мм |
то же |
Без ремонта | ||||||||||||||||||||||||||||||||||||||
|
07
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
08
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
09
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
11
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
532.02.106-0 |
|
1880.50203.01627 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Пятник |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
005 Сварочная 25200.00092 20288.00306
| |||||||||||||||||||||||||||||||||
|
02 |
Вагон 1249
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Срезать заклёпки 1. Струю газа направить в сторону пятника. Снять пятник 2 с вагона. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Резак газовый ГОСТ 5191-79; Очки защитные ГОСТ 12.4.013-85; Электродержатель ЭД-300-2 ГОСТ 14651-78; Электроды Э-50А ГОСТ 9467-75; | |||||||||||||||||||||||||||||||||
|
05 |
| |||||||||||||||||||||||||||||||||
|
06 |
| |||||||||||||||||||||||||||||||||
|
07 |
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Разборка |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
532.02.106-0 |
|
1880.50203.01628 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Пятник |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
005 Слесарная 25200.00092 20288.00306
| |||||||||||||||||||||||||||||||||
|
02 |
Вагон 2484
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Установить пятник 2 на вагоне. Диаметрально в противоположных направлениях, поставить временные болты М24х6g. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Комплект ключей ГОСТ 2839-80; Бородок 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77. | |||||||||||||||||||||||||||||||||
|
05 |
010 Термическая 25200.00092 20288.00306
| |||||||||||||||||||||||||||||||||
|
06 |
Электронагреватель заклёпок типа ЭН-16 2484
| |||||||||||||||||||||||||||||||||
|
07 |
Нагреть заклёпку 1 до температуры 800-9000С. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
08 |
Термометр контактный ТК -2 ТУ Иа.2.287.001.
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Сборка |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Пятник |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
532.02.106-0 |
1880.10202.01628 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
015 Слесарная 25200.00092 20288.00306
| ||||||||||||||||||||||||||||||||||||||
|
02
|
Гидроскоба, вагон 2484
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Клепать пятник 2 к хребтовой балке. Снять временные болты. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Кувалда ГОСТ 11401-75; Молоток 7850-0109 ГОСТ 2310-77; Оправка специальная. | ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Сборка |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
532.02.106-0 |
|
1880.50203.00306 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Пятник |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01307 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Соединительный рукав |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00266 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Отсутствие хомутика. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Устранять | |||||||||||||||||||||||||||||||||
|
05 |
2.
Излом, трещина наконечника рукава.
(деф.
|
то же |
то же |
то же |
Менять рукав | |||||||||||||||||||||||||||||||||
|
06 |
3.
Износ гребня соединительной головки.
(деф.
|
-||- |
-||- |
-||- |
то же | |||||||||||||||||||||||||||||||||
|
07 |
4.
Излом, трещина головки рукава. (деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
08 |
5.
Забита канавка для уплотнительного
кольца. (деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Соединительный рукав |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01317 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
01 |
6.
Вздутие рукава. (деф. |
Не допускается. |
Не допускается. |
Внешний осмотр. |
Менять рукав | ||||||||||||||||||||||||||||||||||||||
|
02 |
7.
Обрыв рукава. (деф.
|
то же |
то же |
то же |
то же | ||||||||||||||||||||||||||||||||||||||
|
03 |
8.
Расслоение рукава. (деф.
|
-||- |
-||- |
-||- |
-||- | ||||||||||||||||||||||||||||||||||||||
|
04
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
05
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
06
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
532.02.106-0 |
|
1880.50203.00266 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Соединительный рукав |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01228 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Соединительный рукав |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00266 50203.01317
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Ослабить контргайку на концевом кране, отвернуть неисправный соединительный рукав, очистить резьбу на концевом кране, поставить исправный соединительный рукав, сделать подмотку из льноволокна, пропитанного суриком, подтянуть контргайку. При отсутствии поставить уплотнительное кольцо. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
05 |
Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Ключ трубный рычажный ГОСТ 18981-73; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | |||||||||||||||||||||||||||||||||
|
06 |
| |||||||||||||||||||||||||||||||||
|
07 |
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01318 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Концевой кран |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00267 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Откол корпуса крана. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Заменить кран | |||||||||||||||||||||||||||||||||
|
05 |
2.
Заклинивание клапана. (деф.
|
то же |
то же |
то же |
то же | |||||||||||||||||||||||||||||||||
|
06 |
3.
Трещины крана. (деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
07 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
08 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.00267 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Концевой кран |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
6 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01227 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Скользун шкворневой балки |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00267 50203.01318
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Снять соединительный рукав. Отвернуть два болта, ослабить скобу концевого крана. Ослабить контргайку. Одним трубным ключом, удерживая магистральную трубу, другим отвернуть концевой кран. Очистить резьбу на магистральной трубе от остатков льноволокна. Поставить новый концевой кран. Между концевым краном и контргайкой выполнить подмотку из льноволокна, пропитанного суриком. Затянуть контргайку. Поставить скобу концевого крана, поставить соединительный рукав. Убедиться в | |||||||||||||||||||||||||||||||||
|
05 |
отсутствии утечек воздуха. Контроль исполнителем.
| |||||||||||||||||||||||||||||||||
|
06 |
Два трубных ключа ГОСТ 18981-73; Ключ гаечный размером 17х19 7811-0023 ГОСТ 2839-80; Бородок слесарный 7851-0167 ГОСТ 7214-72; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74; Источник сжатого воздуха; Рукав резиновый ГОСТ 2593-82. | |||||||||||||||||||||||||||||||||
|
07 |
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01319 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Тормозная магистраль |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00268 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Утечка воздуха в соединениях. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Устранять | |||||||||||||||||||||||||||||||||
|
05 |
2.
Трещина магистральной трубы по
резьбе.(деф.
|
то же |
то же |
то же |
Сменить трубу | |||||||||||||||||||||||||||||||||
|
06 |
3.
Протёртости, вмятины магистральной
трубы. (деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
07 |
4.
Повреждение рабочей части магистральной
трубы. (деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
08 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Тормозная магистраль |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01318 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
01 |
5.
Повреждение подводящей трубы. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Сменить трубу | ||||||||||||||||||||||||||||||||||||||
|
02 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
03 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
04
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
05
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
06
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.00268 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Тормозная магистраль |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
4 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01230 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Тормозная магистраль |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00268 50203.01319
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Отвернуть контргайку от муфты или тройника, убедиться в отсутствии трещин или других неисправностей трубы. Очистить резьбу трубы от остатков льноволокна, выполнить подмотку из льноволокна, пропитанного суриком. Затянуть контргайку. Открыть концевые краны, убедиться в отсутствии утечек воздуха. | |||||||||||||||||||||||||||||||||
|
05 |
Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
06 |
Бородок слесарный 7851-0167 ГОСТ 7214-72; Ключ трубный ГОСТ 18981-73; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | |||||||||||||||||||||||||||||||||
|
07 |
Деф.
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозная магистраль |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01230 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
010 Подготовительная 25200.00092 20203.00268 50203.01319
| ||||||||||||||||||||||||||||||||||||||
|
02
|
Пути отцепочного ремонта вагонов 2494
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Подготовить трубу взамен неисправной. Длина вновь устанавливаемой трубы должна выбираться с расчётом чтобы общее количество муфтовых соединений было не более трёх. Трубу в размер обрезать механическим способом. Изгибы трубы выполнять на трубогибах. Резьбу нарезать ручным инструментом. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Оснастка для обрезки труб; Трубогиб; Линейка 500 ГОСТ 427-75; Плашка трубная размером 3/4 ГОСТ 9740-71; Плашка трубная размером 1 1/4 ГОСТ 9740-71; Клупп. | ||||||||||||||||||||||||||||||||||||||
|
06
|
015 Слесарная 25200.00092 20203.00268 50203.01319
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Вагон 2494
| ||||||||||||||||||||||||||||||||||||||
|
08 |
Снять соединительный рукав, концевой кран и контргайку. Ослабить или при необходимости снять скобы
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозная магистраль |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01230 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Крепления магистральной трубы. Вывернуть неисправную трубу. На резьбу вновь устанавливаемой трубы с обеих сторон навернуть контргайки и сделать подмотку из льноволокна, пропитанного суриком. Вывернуть магистральную трубу в муфту или тройник. Поставить и затянуть скобы. Навернуть концевой кран. Поставить скобу концевого крана, рукав. Затянуть контргайки. Проверить магистраль вагона. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
03
|
Ключ трубный ГОСТ 18981-73; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74; Комплект ключей гаечных ГОСТ 2839-80; Источник сжатого воздуха. | ||||||||||||||||||||||||||||||||||||||
|
04 |
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
05 |
020 Слесарная 25200.00092 20203.00268 50203.01319
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Вагон 2494
| ||||||||||||||||||||||||||||||||||||||
|
07 |
Отвернуть накидную гайку подводящей трубки. Вывернуть трубку из разобщительного крана. Подобрать | ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозная магистраль |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01230 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
подводящую трубку из имеющихся в запасе, а если нет изготовить новую. Поставить на трубку контргайку, на резьбу с обеих сторон трубки сделать подмотку из льноволокна, пропитанного суриком. Вывернуть трубку в разобщительный кран. Затянуть накидную гайку и контргайку. Проверить на утечку воздуха. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Ключ трубный ГОСТ 18981-73; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74; Комплект ключей гаечных ГОСТ 2839-80; Источник сжатого воздуха; Мыльный раствор. | ||||||||||||||||||||||||||||||||||||||
|
03
|
| ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01320 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Тормозное оборудование |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
20203.00269 | ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
Изломы, трещины рабочей камеры. (деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Менять рабочую камеру | |||||||||||||||||||||||||||||||||
|
05 |
2. Износ резьбы в местах установки шпилек крепления главной или магистральной частей |
|
|
|
| |||||||||||||||||||||||||||||||||
|
06 |
рабочей
камеры. (деф.
|
то же |
то же |
то же |
то же | |||||||||||||||||||||||||||||||||
|
07 |
3.
Износ резьбы в местах установки
накидных гаек подводящих трубок.
(деф.
|
-||- |
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
08 |
4.
Коррозия, Протертости запасного
резервуара. (деф.
|
-||- |
-||- |
-||- |
Менять запасной резервуар | |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.50203.01320 | |||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||||||
|
01 |
5.
Износ резьбы штуцера запасного
резервуара. (деф. |
Не допускается. |
Не допускается. |
Внешний осмотр. |
Менять запасной резервуар | ||||||||||||||||||||||||||||||||||||||
|
02 |
6.
Излом, трещины корпуса тормозного
цилиндра. (деф. |
то же |
то же |
то же |
Менять тормозной цилиндр | ||||||||||||||||||||||||||||||||||||||
|
03 |
7.
Излом отпускной пружины, износ манжет
поршня тормозного цилиндра. (деф. |
-||- |
-||- |
-||- |
то же | ||||||||||||||||||||||||||||||||||||||
|
04
|
8.
Трещины, износ резьбы тройника. (деф.
|
-||- |
-||- |
-||- |
Менять тройник | ||||||||||||||||||||||||||||||||||||||
|
05
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
06
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
07
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
08
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
09
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
11 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.00269 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Тормозное оборудование |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
5 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01231 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Тормозное оборудование |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00269 50203.01310
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Отсоединить рычаги переключателей режима и цепочку отпускного клапана. Окрутить три накидные гайки подводящих трубок. Открутить гайки на болтах крепления рабочей камеры. Снять неисправную камеру, поставить исправную. Затянуть гайки крепления рабочей камеры. Осмотреть пылеулавливающие сетки, очистить и продуть сжатым воздухом. На штуцерах рабочей камеры сделать подмотку из льноволокна, пропитанного суриком. Затянуть три накидных гайки подводящих трубок. Поставить главную и | |||||||||||||||||||||||||||||||||
|
05 |
магистральную части воздухораспределителя. При соединить рычаги переключателей режимов и цепочку отпускного клапана. Включить воздухораспределитель и убедится в его исправной работе. Контроль исполнителем. | |||||||||||||||||||||||||||||||||
|
06 |
| |||||||||||||||||||||||||||||||||
|
07 |
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01231 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
03
|
010 Слесарная 25200.00092 20203.00269 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Вагон 2494
| ||||||||||||||||||||||||||||||||||||||
|
05 |
Отсоединить подводную трубку запасного резервуара. Ослабить хомутики крепления и снять запасной резервуар. Поставить исправный запасной резервуар, затянуть гайки хомутиков. На штуцер запасного резервуара накрутить льноволокно, пропитанное суриком и провернуть муфту. Затянуть контргайки. Убедиться в отсутствии утечек воздуха. Контроль исполнителем.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01231 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
015 Слесарная 25200.00092 20203.00269 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2494
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Отсоединить горизонтальные рычаги от тормозного цилиндра. Отсоединить подводную трубку. Открутить гайки и снять неисправный тормозной цилиндр. Поставить исправный. Затянуть гайки крепления тормозного цилиндра на кронштейнах. На резьбу штуцера навернуть льноволокно, пропитанное суриком, подсоединить подводную трубку. Подсоединить горизонтальные рычаги. Проверить работу тормозного цилиндра. Убедиться в отсутствии утечек воздуха. Отрегулировать выход штока. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01231 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Деф.
| ||||||||||||||||||||||||||||||||||||||
|
02
|
020 Слесарная 25200.00092 20203.00269 50203.01310
| ||||||||||||||||||||||||||||||||||||||
|
03
|
Вагон 2494
| ||||||||||||||||||||||||||||||||||||||
|
04 |
Ослабить хомутики крепления магистральных труб, ослабить контргайки, отвернуть муфты и вывернуть магистральные трубы из тройника. Вывернуть подводящую трубку, снять неисправный тройник. Поставить исправный. Резьбу на трубах очистить от старой подмотки, поставить новую. Ввернуть трубы в тройник, на трубы навернуть муфты, затянуть контргайки. Затянуть хомутики крепления магистральной трубы. Поставить подводящую трубку. Проверить воздухопровод на утечку воздуха.Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
5 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01231 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74. | ||||||||||||||||||||||||||||||||||||||
|
02
|
| ||||||||||||||||||||||||||||||||||||||
|
03
|
| ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
4 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01271 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Тормозное оборудование |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
005 Слесарная 25200.00092 20200.00016
| |||||||||||||||||||||||||||||||||
|
02 |
Вагон 2494 Мастер или бригадир
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Проверку работы тормоза производить с помощью типовой установки, схема которой предоставлена на эскизе.
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
При проверке пневматического тормоза контролировать зарядку тормозной системы по времени, которое с момента начала зарядки должно быть не менее 4 мин. при | |||||||||||||||||||||||||||||||||
|
05 |
торможении – по давлению воздуха в тормозном цилиндре, а так же по выходу штока цилиндра и плотному прижатию всех колодок к колёсам; при полном отпуске – по
| |||||||||||||||||||||||||||||||||
|
06 |
отсутствию давления в тормозном цилиндре, а так же по уменьшению выхода штока цилиндра и отходу всех колодок от колёс.
| |||||||||||||||||||||||||||||||||
|
07 |
| |||||||||||||||||||||||||||||||||
|
08 |
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Испытание |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01271 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
1 Проверка плотности воздухопровода | ||||||||||||||||||||||||||||||||||||||
|
02
|
Плотность тормозного воздухопровода проверить при заглушенной головке соединительного рукава и открытом концевом кране на противоположном подсоединённому к | ||||||||||||||||||||||||||||||||||||||
|
03
|
испытательной установке конце воздухопровода вагона. Зарядить тормозную систему сжатым воздухом до давления (0,53-0,55) МПа ((5,3-5,5)кгс/см2) при включённом | ||||||||||||||||||||||||||||||||||||||
|
04 |
воздухораспределителе. Затем отключить воздухопровод от магистрального резервуара 3 разобщительным краном 6 установки и по манометру ТМ проверить падение | ||||||||||||||||||||||||||||||||||||||
|
05 |
давления, которое не должно превышать 0,01 МПа (0,1 кгс/см2) в течение 5 мин с начального давления (0,53-0,55) МПа ((5,3-5,5)кгс/см2).
| ||||||||||||||||||||||||||||||||||||||
|
06
|
2 Проверка действия тормоза на вагоне | ||||||||||||||||||||||||||||||||||||||
|
07 |
Зарядить тормозную систему вагона до давления (0,53-0,55) МПа ((5,3-5,5)кгс/см2). Включить воздухораспределитель на порожний и равнинный режимы. Снизить давление в
| ||||||||||||||||||||||||||||||||||||||
|
08 |
магистраль на (0,5-0,6) МПа ((5-6)кгс/см2)
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Испытание |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
3 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01271 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
При этом тормоз должен прийти в действие и не отпускать в течении 5 мин. Затем повысить давление в магистрали до зарядного – тормоз должен полностью отпустить. После | ||||||||||||||||||||||||||||||||||||||
|
02
|
зарядки тормоза снизить давление в магистрали до 0,35 МПа (3,5 кгс/см2). Давление в тормозном цилиндре должно быть (0,14-0,18) МПа ((1,4-1,8)кгс/см2), а на вагонах | ||||||||||||||||||||||||||||||||||||||
|
03
|
оборудованных авторежимом и композиционными колодками (0,12-0,16) МПа ((1,2-1,6)кгс/см2), чугунными колодками (0,14-0,20) МПа ((1,4-2,0)кгс/см2). Наблюдаемое по | ||||||||||||||||||||||||||||||||||||||
|
04 |
манометру падение давление в запасном резервуаре с установившегося в нём после торможения давления не должно превышать 0,01 МПа (0,1 кгс/см2) за 3 мин. При | ||||||||||||||||||||||||||||||||||||||
|
05 |
повышении давления в магистрали до зарядного произойдёт отпуск тормоза.
| ||||||||||||||||||||||||||||||||||||||
|
06
|
После зарядки включить воздухораспределитель на горный и гружённый или средний режимы в зависимости от типа установленных колодок, а на вагонах с авторежимом
| ||||||||||||||||||||||||||||||||||||||
|
07 |
подложить под упор вилки авторежима прокладку толщиной (30-1)мм. Снизить давление в магистрали до 0,35 МПа (3,5 кгс/см2).
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Испытание |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Тормозное оборудование |
1880.01200.00074 |
4 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01271 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Давление в тормозном цилиндре должно быть (0,28-0,33)МПа ((2,8-3,3) кгс/см2) при композиционных колодках и (0,39-0,45)МПа ((3,9-4,5) кгс/см2) при чугунных колодках. При повышении давления в магистрали до зарядного должен произойти полный отпуск тормоза. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Установка для проверки работы тормоза на вагоне; Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный ГОСТ 18981-73. Манометры с верхним пределом измерения 0,6 МПа и классом точности 1,0 ТУ 25.05.1774-75. | ||||||||||||||||||||||||||||||||||||||
|
03
|
| ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Испытание |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.00016 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Тормозное оборудование |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01321 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Авторежим |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
| ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
Мастер или бригадир |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1.
У порожнего вагона отсутствует зазор
между упором и контактной планкой.
(деф.
|
3 мм |
0 …5 мм |
Линейка 150 ГОСТ 427-75 |
Заменить Авторежим | |||||||||||||||||||||||||||||||||
|
05 |
Зазор от 0 до 5 мм |
|
то же |
то же |
Без ремонта | |||||||||||||||||||||||||||||||||
|
06 |
Зазор более 5 мм |
|
-||- |
-||- |
Регулировать зазор постановкой регулировочных прокладок | |||||||||||||||||||||||||||||||||
|
07 |
2.
У гружённого или частично гружёного
вагона выточка не видна, зазор имеется.
(деф.
|
Не допускается |
Не допускается |
Внешний осмотр |
Заменить авторежим | |||||||||||||||||||||||||||||||||
|
08 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01232 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Авторежим |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.01402 50203.01321
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Отвернуть контргайки и муфты подводящих трубок 3 и 4 авторежима. Отвернуть болты крепления авторежима к кронштейну и снять авторежим 6. На неисправный авторежим | |||||||||||||||||||||||||||||||||
|
05 |
поставить щиток, снятый с исправного. Поставить исправный авторежим на кронштейн и закрепить его болтами. Очистить резьбу подводящей трубки от старой подмотки, | |||||||||||||||||||||||||||||||||
|
06 |
поставить новую из льноволокна, пропитанного суриком. Навернуть муфты, затянуть контргайки. Перед регулировкой авторежима проверить соответствие типа колодок
| |||||||||||||||||||||||||||||||||
|
07 |
положению вала режимного переключателя воздухораспределителя 1… Этот вал должен быть закреплён при чугунных колодках на гружённом режиме, при композиционных
| |||||||||||||||||||||||||||||||||
|
08 |
– на среднем.
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Авторежим |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01232 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Убедиться в правильном положении упора авторежима, который должен располагаться над средней зоной опорной плиты 5 и не иметь возможности схода с неё. Отрегулировать зазоры между упором и плитой. Регулировку между упором и контактной планкой осуществлять только постановкой регулировочных прокладок под контактную планку. | ||||||||||||||||||||||||||||||||||||||
|
02
|
При этом должен сохраняться размер 8 ≥ 2 мм (рисунок А Вариант 2) на карте эскизов. Упор авторежима может иметь зазор ”а” не более 3 мм (рисунок А) на карте эскизов. Если относительное положение упорного стержня и кольцевой выточки не соответствует указанным требованиям, необходимо отрегулировать зазор снятием или постаноской металлических прокладок. Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
03
|
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Льноволокно ГОСТ 9394-76; Сурик железный ГОСТ 8135-74; Источник сжатого воздуха. | ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01402 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Авторежим |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | ||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01322 | ||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
Триангель |
|
|
| ||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| |||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| |||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
Мастер или бригадир |
|
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Трещина, изгиб или излом траверсы триангеля
(деф.
|
Не допускается. |
Внешний осмотр. |
Сменить триангель. | |||||||||||||||||||||||||||||||||
|
05 |
2. Трещина, изгиб или излом струны триангеля
(деф.
|
то же |
то же |
то же | |||||||||||||||||||||||||||||||||
|
06 |
3.
Трещина, изгиб или излом распорки
триангеля (деф.
|
-||- |
-||- |
-||- | |||||||||||||||||||||||||||||||||
|
07 |
4.
“Заварной” башмак. (деф. |
-||- |
-||- |
Сменить башмак | |||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| |||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.00270 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Триангель |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||

|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01233 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Триангель |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.00270 50203.01322
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Подклинить колёсные пары. Отсоединить горизонтальную тягу от вертикального рычага. Поднять вагон. | |||||||||||||||||||||||||||||||||
|
05 |
Опустить предохранительные гайки на плунжерах домкратов. Выкатить тележку из – под вагона. Подклинить | |||||||||||||||||||||||||||||||||
|
06 |
колёсные пары тележки. Выбить чеки и снять колодки. Отсоединить распорную тягу и вертикальный рычаг, | |||||||||||||||||||||||||||||||||
|
07 |
снять предохранительную скобу. Снять триангель с подвесок башмака. Убедиться в исправности подвесок
| |||||||||||||||||||||||||||||||||
|
08 |
башмака, валиков, втулок и других элементов крепления триангеля. Установить исправный триангель на подвески башмака.
| |||||||||||||||||||||||||||||||||
|
09 |
Поставить предохранительную скобу, соединить триангель с распорной тягой и вертикальным рычагом.
| |||||||||||||||||||||||||||||||||
|
10 |
Поставить тормозные колодки. Убрать клинья из-под колёс. Закатить тележку под вагон.
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Авторежим |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01233 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
Поднять предохранительные гайки на плунжерах домкратов. Опустить вагон. Соединить горизонтальную тягу с вертикальным рычагом. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Контроль исполнителем. | ||||||||||||||||||||||||||||||||||||||
|
03
|
Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; | ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01323 | |||||||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
|
|
|
Авторегулятор |
|
|
| |||||||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||||||
|
Д/Т1 01 |
Код наименование дефекта |
РЧ ДР |
СТО |
| ||||||||||||||||||||||||||||||||||
|
02 |
005 Дефектация
|
Инструкция ЦВ-ЦЛ/408 |
25200.000092 |
| ||||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон
|
2494 |
|
| ||||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
1. Авторегулятор не регулирует выход штока тормозного цилиндра
(деф.
|
Не допускается. |
Не допускается. |
Внешний осмотр. |
Заменить авторегулятор. | |||||||||||||||||||||||||||||||||
|
05 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
06 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
07 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
08 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
09 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
| ||||||||||||||||||||||||||||||||||
|
МК/КТП |
Дефектация |
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
1880.01200.00074 |
2 |
1 | |||||||||||||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.01234 | |||||||||||||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
|
|
|
|
Авторегулятор |
|
|
| |||||||||||||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | ||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | ||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | |||||||||||||||||||||||||||
|
Д/Т1 01 |
Деф.
| |||||||||||||||||||||||||||||||||
|
02 |
005 Слесарная 25200.00092 20203.01403 50203.01323
| |||||||||||||||||||||||||||||||||
|
Б 03 |
Вагон 2494
| |||||||||||||||||||||||||||||||||
|
Д/Т1 04 |
Снять неисправный авторегулятор. Перед установкой на вагон исправного регулятора, регулирующий винт 1 вывернуть так, чтобы расстояние ”а” было не менее 500 мм.
| |||||||||||||||||||||||||||||||||
|
05 |
Регулятор положить на предохранительную скобу. Конец винта 1 ввернуть в муфту 3 горизонтальной тяги, ушко 2 соединить через валик с горизонтальным рычагом.
| |||||||||||||||||||||||||||||||||
|
06 |
Вращением за корпус 4 регулятора установить зазор между тормозными колодками и поверхностями катания колёс в пределах 5-8 мм. Произвести полное служебное
| |||||||||||||||||||||||||||||||||
|
07 |
торможение и проверить выход штока тормозного цилиндра. Если выход штока меньше нормы, то размер ”А” необходимо увеличить, если больше – уменьшить. Проверить
| |||||||||||||||||||||||||||||||||
|
08 |
регулятор на стягивание, замерить величину ”а”. Вращением корпуса регулятора на один оборот распустить рычажную передачу.
| |||||||||||||||||||||||||||||||||
|
09 |
| |||||||||||||||||||||||||||||||||
|
10 |
| |||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| ||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
Побл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
Авторегулятор |
1880.01200.00074 |
2 | |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Б.Ч. |
1880.10202.01234 | |||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код наименования операции |
Обозначение документа | |||||||||||||||||||||||||||||||||
|
Б |
Код, наименование оборудования |
СМ |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт |
Т пз |
Т шт | |||||||||||||||||||||||||||
|
к/м |
Наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н. расх. | ||||||||||||||||||||||||||||||||
|
01
|
При полном служебном торможении размер ”а” должен увеличиваться на 5 + 11 мм. Обратным вращением корпуса регулятора стянуть рычажную передачу до первоначального значения ”а”. | ||||||||||||||||||||||||||||||||||||||
|
02
|
Комплект ключей гаечных ГОСТ 2839-80; Ключ трубный рычажный ГОСТ 18981-73; Бородок слесарный 7851-0167 ГОСТ 7214-72; Молоток слесарный 7850-0118 ГОСТ 2310-77; Зубило слесарное 2810-0211 ГОСТ 7211-86; Линейка 500 ГОСТ 427 – 75. | ||||||||||||||||||||||||||||||||||||||
|
03
|
| ||||||||||||||||||||||||||||||||||||||
|
04 |
| ||||||||||||||||||||||||||||||||||||||
|
05 |
| ||||||||||||||||||||||||||||||||||||||
|
06
|
| ||||||||||||||||||||||||||||||||||||||
|
07 |
| ||||||||||||||||||||||||||||||||||||||
|
08 |
| ||||||||||||||||||||||||||||||||||||||
|
09 |
| ||||||||||||||||||||||||||||||||||||||
|
10 |
| ||||||||||||||||||||||||||||||||||||||
|
11 |
| ||||||||||||||||||||||||||||||||||||||
|
МК |
Ремонт |
| |||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Взлом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
1880.01200.00074 |
1 |
1 | |||||||||||||||||||||
|
Разраб. |
Ли |
|
|
КЭЦ Алматы |
Б.Ч. |
|
1880.50203.001403 | |||||||||||||||||
|
Пров. |
Вешкурцев |
|
| |||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
Авторегулятор |
|
|
| |||||||||||||||||
|
Н. Контр. |
Нурмамбетов |
|
|
|
|
| ||||||||||||||||||
|
| ||||||||||||||||||||||||
|
КЭ |
|
| ||||||||||||||||||||||
