

Характеристика вагонеток туннельных печей
|
Элементы характеристики |
Конструкция | |||||
|
Укргипростройматериалов |
Росстромпроекта | |||||
|
Длина, м |
3 |
3 |
2 |
2,02 |
2,02 |
2,3 |
|
Ширина, м |
3 |
3 |
2 |
1,65 |
2,14 |
2,33 |
|
Высота от головки рельсов до поверхности футеровки, м |
1,5 |
0,86 |
0,996 |
0,59 |
- |
0,745 |
|
Диаметр ската, мм |
950 |
400 |
500 |
250 |
350 |
360 |
|
Ширина колеи, мм |
1524 |
1524 |
1200 |
1000 |
900 |
1000 |
|
База, мм |
1600 |
1500 |
- |
1045 |
860 |
1200 |
|
Вес вагонетки с футеровкой, т |
6,5 |
4,574 |
- |
- |
0,3448 |
- |
|
Вес металла со скатами, т |
4 |
1,512 |
- |
- |
0,713 |
- |
Подготовка печи к пуску. Туннельная печь считается готовой к пуску при выполнении следующих основных условий:
Перед печью необходимо смонтировать контрольный габарит, воспроизводящий внутренний профиль рабочей части обжигательного канала.
Рельсовые пути должны быть выверены и надежно закреплены. Проверка правильности укладки рельсов производится прокаткой офутерованной вагонеткой – шаблона.
Кладка лабиринтов стен должна быть прочной и не иметь шатающихся камней.
Желоба песочного затвора должны быть надежно укреплены, иметь глубину не менее 200-220 мм и засыпаны сухим, промытым и просеянным песком.
Песочные бункера и течки следует очистить и заполнить сухим промытым песком.
В конце песочных желобов устанавливают пескоулавливатели.
После распалубки, в своде не должно быть просадки отдельных кирпичей или участков.
Аварийные окна насухо закладывают кирпичом и снаружи смазывают глиной.
Температурные швы должны быть затампонированы асбестом.
На наружных стенах печи должна быть произведена разметка позиций, соответствующих длине вагонетки.
Все вагонетки следует смазать графитовой смазке и подвергнуть пробной обкатке. Все вагонетки по одной следует пропустить через печь для контроля футеровки.
крепление песочного ножа не должно иметь кривизны («змейки») и должно обеспечивать компенсацию температурных удлинений.
Футеровка вагонеток должна иметь надежное лабиринтовое и торцевое уплотнения.
Вагонетки следует пронумеровать путем приварки цифр на их раме.
Все механизмы печи (вентиляторы, толкатели, шторные затворы, механизмы топливоподачи золоудаления, передаточные тележки, самотаски и др.) должны быть испытаны по установленным нормам, путем обкатки вхолостую и под нагрузкой.
Безмоторное оборудование (шибера, горелки, затворы бункеров и др.) должно быть опробовано, и действовать безотказно.
Шибера и дроссельные задвижки следует проверить на газоплотность при работающих вентиляторах.
Газопроводы необходимо испытать и снабдить предохранительными устройствами по установленным нормам.
Контрольно-измерительные приборы должны быть проверены на точность и отрегулированы.
Печной цех должен иметь комплект противоаварийного инструмента.
Кладка печи должна быть просушена до полного удаления из нее гигроскопической влаги.
Просушка печи. Просушка туннельной печи должна производиться при соблюдении следующих условий:
Перед началом сушки все стяжки каркаса должны быть затянуты гаечным ключом усилием одного человека. Во время сушки натяжение стяжек должно ежемесячно проверяться, путем контрольных попыток произвести дополнительную затяжку.
Зоны подогрева и обжига перед началом сушки необходимо заполнить вагонетками, футеровка которых должна проходить сушку одновременно с кладкой печи. По мере высыхания футеровки вагонеток производят их проталкивание, пока вся печь не заполнится вагонетками.
Вначале сушку необходимо вести на повышенной тяге при больших затратах воздуха и температуре не более 30-35С.
В процессе сушки надлежит держать открытыми все люки, лазы, гляделки и шуровочные отверстия для лучшей вентиляции рабочего пространства.
Для контроля температуры кладки термопара должна быть заделана так, чтобы её спай находился на стыке огнеупорной и кирпичной кладки. При сушке печи показания, фиксируемые указанной термопарой, не должны превышать 50-60С.
Для контроля температуры внутри рабочего пространства термопара устанавливается через свод печи на глубину 70 мм.
Подъем температуры в печи должен осуществляться в следующих пределах: первый день - 3÷4 град/ч; второй день - 1÷1,5 град/ч; третий день – выдержка; четвертый день - 2÷2,5 град/ч; пятый и шестой день – выдержка.
Розжиг печи. Разогрев туннельной печи производится с соблюдением следующих условий.
При разогреве печи рекомендуется соблюдать в зоне обжига режим, показанный на рис. 17.
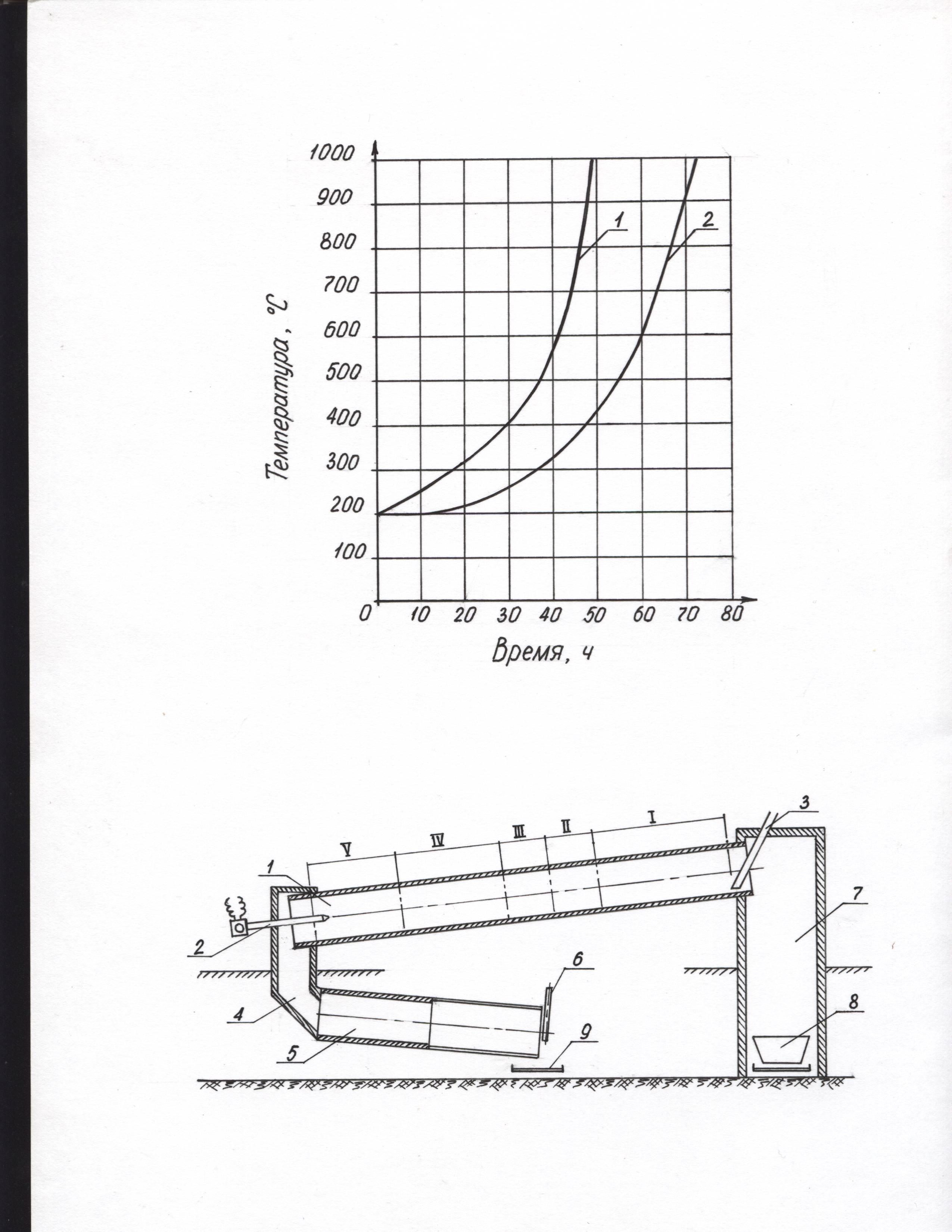
Рис. 17. Кривые разогрева туннельных печей:
1 – после ремонта; 2 – для ввода новых печей в работу.
Заталкивание вагонеток с недожженным кирпичом (или высушенным сырцом) начинают после того, как в зоне обжига достигнута температура равная 550-650С, при этом рекомендуется соблюдать следующий график (табл. 6).
По мере подъема температуры в печи стяжки каркаса следует постепенно отпускать; степень натяжения должна быть такой, чтобы исключить возможность дополнительной их затяжки гаечным ключом усилием одного человека и чтобы стойки каркаса в то же время не изгибались. Подъем свода во время розжига допускается не более 5 мм. При обнаружении большого подъема гайки стяжек необходимо ослабить.
Таблица 6