

5.Мартеновские печи
Вфасонносталелитейных цехах, изготовляющих крупногабаритные отливки для машиностроительных заводов, применяют мартеновские печи емкостью до 50 т. В мартеновской печи из шихты, состоящей из стального
ичугунного лома, выплавляют сталь. Чугун, подаваемый в мартеновскую печь, может быть в твердом и жидком состояниях.
Рабочее пространство печи представляет собой ванну, над которой
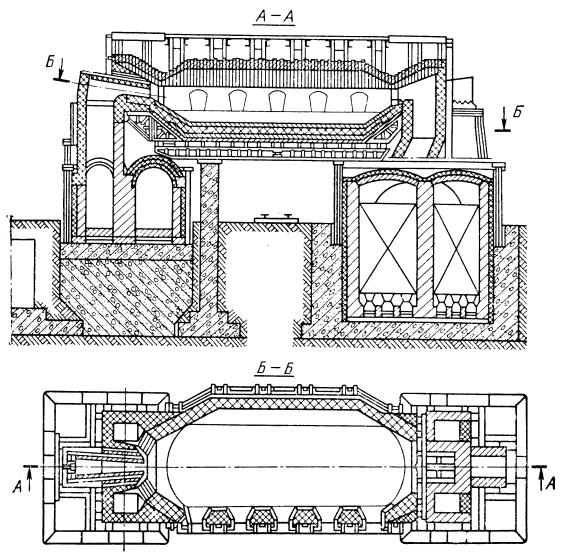
Рис.44. Схема мартеновской печи
сжигают топливо, а в самой ванне происходит расплавление и перегрев металла. Твердые элементы шихты, постепенно расплавляясь, погружаются в жидкий металл ванны, поверхность которой покрыта слоем шлака.
129
Для перегрева металла через слой шлака, имеющего незначительную теплопроводность, необходима большая разность температур между металлом и факелом. При температуре стали 1600°С температура факела обычно достигает 1800 − 1900°С. Для достижения такой температуры факела необходим подогрев воздуха, расходуемого для сжигания топлива. В качестве воздухоподогревателей применяют регенераторы, устанавливаемые под печью. При применении топлива с низкой теплотой сгорания воздух и топливо подогревают.
Схема мартеновской печи показана на рис.44. Шихту загружают в печь через рабочие окна, расположенные в передней ее стенке. В торцах печи имеются головки, которые служат для подачи топлива и воздуха в рабочее пространство и для отвода из него продуктов горения: через одну головку подают топливо и воздух, через другую − отводят продукты горения. Чтобы частицы шлака и плавильной пыли не попали в регенератор и не забили насадки, между головкой и регенератором установлена камера − шлаковик.
Рабочее пространство − это часть печи, работающая в наиболее тяжелых условиях. Для кладки ее применяют огнеупоры, обладающие высокой огнеупорностью, хорошей механической прочностью при высокой температуре (до 1800°С) и устойчивостью против механического и физико-хи- мического воздействия материалов плавки.
Выбор огнеупорного материала для футеровки ванны обусловливается технологией процесса плавки. При кислом процессе футеровку пода и нижнюю часть стен выполняют из динасового кирпича, а набивку из кварцевого песка, при основном процессе − из магнезитового огнеупора, а набивку из магнезитового порошка. Верхнюю часть стен и свод печи независимо от технологии процесса плавки изготовляют из термостойкого хромомагнезитового огнеупора. В табл.3 приведены основные размеры рабочего пространства некоторых печей небольшой емкости. При уменьшении глубины ванны (хотя время плавления и перегрева металла уменьшаются) по-
130
вышается окисление металла. При недостаточной высоте свода над зеркалом ванны он быстро разрушается от воздействия факела. При слишком высоком расположении свода увеличиваются габаритные размеры печи и ухудшаются условия прогрева ванны, так как уменьшается настильность факела.
Таблица 3 Основные размеры рабочего пространства мартеновских печей небольшой емкости
Габаритные размеры рабочего про- |
|
Емкость печи, т |
|
странства печи |
5 |
25 |
50 |
Площадь пода на уровне рабочих окон, м2 |
6,5 |
18,7 |
29,0 |
Длина ванны, м |
3,8 |
6,7 |
8,65 |
Ширина ванны, м |
1,7 |
2,8 |
3,35 |
Глубина ванны в середине печи, м |
0,35 |
0,48 |
0,6 |
Васота свода над порогами рабочих окон, м |
1,45 |
1,90 |
2,05 |
Мартеновская печь работает периодически. Продолжительность отдельной плавки складывается из продолжительности следующих организационно − технологических операций, теплотехнических и металлургических процессов: заправки, завалки, прогрева металла, плавления и доводки его химического состава. Печь заправляют после каждой плавки, так как кладку подины необходимо ремонтировать на горячей печи. Все дефекты, образующиеся при завалке печи твердой шихтой, а также физико-химиче- ские дефекты (разъедание и размывание кладки) должны быть сразу устранены. Только при этом условии возможна продолжительная работа печи без капитального ремонта. Количество топлива, подаваемое в печь (так называемая тепловая нагрузка печи), изменяется по ходу плавки. Максимальной тепловой нагрузке соответствуют периоды завалки и прогрева металла. В эти периоды за счет наличия в ванне холодного (нерасплавленного) металла можно увеличить количество сжигаемого топлива, так как низкая температура и большая поверхность шихты позволяют использовать мощный факел, не опасаясь перегрева и разрушения свода.
По мере расплавления и доводки металла температура его повышается. При этом повышается и температура кладки. В этот период для облег-
131
чения условий работы свода уменьшают тепловую нагрузку печи. Для уменьшения продолжительности плавления и доводки металла большое значение имеет так называемый направленный теплообмен, при котором значительную часть теплоты ванна получает не от кладки (свода и стен), а непосредственно от факела. Для этого топливо сжигают таким образом, чтобы часть факела с наибольшей температурой и излучательной способностью находилась в максимальной близости от поверхности ванны. Указанного достигают за счет соответствующих углов наклона форсунок, скоростей выхода топлива и воздуха и формы головок.
Удельный расход теплоты для мартеновских печей зависит от емкости ванны: чем больше емкость, тем меньше удельные потери теплоты и удельный расход теплоты на плавку.
Для мартеновских печей с основным сводом и емкостью ванны 5, 25 и 50 т удельный расход теплоты соответственно равен 3,5; 2,0 и 1,65 МДж/кг.
132