

3.Индукционные электропечи
3.1.Основные типы индукционных печей
Виндукционных печах металл нагревается токами, возбуждаемыми в
нем переменным полем индуктора. При индукционном нагреве теплота выделяется непосредственно в нагреваемом металле, поэтому ее использование оказывается наиболее полным.
Различают следующие типы индукционных печей:
1)по конструктивному исполнению − тигельные и канальные;
2)по частоте электрического тока − промышленной частоты (50 Гц), повышенной (150− 450 Гц), средней (до 10 тыс. Гц) и высокой (свыше 10 тыс. Гц) частоты.
Тигельные печи промышленной частоты выпускались мощностью 400
−20 000 кВт, объем жидкого металла в них составляет от 1,0 до 60 т (марки печей ИЧТ-1; ИЧТ-60). Тигельные печи средней частоты имеют мощность 800 − 2400 кВт и вместимость 1 − 6 т (марки печей ИСТ-1; ИСТ-6). Канальные индукционные печи для чугуна (миксеры) выпускаются только промышленной частоты, вместимостью 10 − 60 т (марки печей ИЧКМ-10; ИЧКМ-60).
Тигельные печи применяют для плавки и миксерования, т.е. накопления, чугуна, а канальные − в основном для миксерования.
В индукционной тигельной бессердечниковой печи металл расплавляют в огнеупорном тигле, расположенном внутри индуктора Пропускаемый через индуктор переменный ток создает внутри индуктора переменный магнитный поток, наводящий в металле вихревые токи, которые обеспечивают нагрев и плавление металла. Для плавки чугуна чаще всего применяются индукционные тигельные печи промышленной (50 − 60 Гц) или средней (2400 − 10 000 Гц) частоты.
Во избежание чрезмерного увеличения мощности питающего печь генератора в схему печи включают конденсаторы, компенсирующие индук-
90
тивное сопротивление индуктора. Как известно, наличие индуктивного сопротивления в цепи переменного тока вызывает сдвиг фаз (величина силы тока отстает от величины напряжения), в результате чего снижается коэффициент мощности  установки. Емкость вызывает обратный сдвиг фаз; подбирая емкость конденсаторов, добиваются настройки установки в резонанс, когда угол сдвига
установки. Емкость вызывает обратный сдвиг фаз; подбирая емкость конденсаторов, добиваются настройки установки в резонанс, когда угол сдвига  приближается к нулю, а
приближается к нулю, а  − к единице. Чем выше частота, тем меньше требуется емкость конденсаторной батареи.
− к единице. Чем выше частота, тем меньше требуется емкость конденсаторной батареи.
Особенностью индукционных печей является также и то, что плотность индуктируемых токов достигает максимума на поверхности металла у стенок тигля и снижается по направлению к его оси. В этом поверхностном слое выделяется наибольшее количество теплоты, за счет которой плавится шихта.
Известно, что между глубиной проникновения тока δ в ванну или в кусок шихтового материала и частотой тока существует зависимость:
где  − удельное сопротивление шихты, Ом·м;
− удельное сопротивление шихты, Ом·м;  − магнитная проницаемость шихты, Гн·м;
− магнитная проницаемость шихты, Гн·м;  − частота тока, Гц.
− частота тока, Гц.
Отсюда следует, что чем выше частота, тем меньше глубина проникновения тока и тем выше температура у стенок печи и неравномерный прогрев шихты, что вызывает понижение стойкости футеровки и скорости расплавления металла.
В индукционных печах повышенной частоты примерно 86% всей индуктированной энергии развивается в поверхностном слое. Поэтому отношение внутреннего диаметра печи к глубине проникновения тока выбирается равным 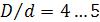 .
.
Вследствие относительно высокого электрического сопротивления в зазорах между кусками шихты их размеры должны быть тем больше, чем ниже частота индуктированных токов.
91
При использовании первичного жидкого металла (плавка дуплекспроцессом) или при наличии остатка жидкого металла в количестве, составляющем 30 − 50 % объема тигля, применяют преимущественно индукционные печи промышленно частоты с удельной мощностью 150 − 300 кВт/т жидкого металла. При выборе мощности таких печей учитывают интенсивность перемешивания ванны жидкого металла. Применение печей с высокой удельной мощностью вызывает сильное перемешивание расплава, быстрый износ футеровки и загрязнение чугуна неметаллическими включениями. Однако при малой мощности наблюдаются значительные потери теплоты и более низкая производительность печи.
По способам организации магнитного потока на наружной стороне индуктора различают печи закрытого типа, где магнитный поток проходит по магнитопроводам, изготовленным из трансформаторной стали, что обеспечивает минимальные потери в корпусе, и печи открытого типа, где магнитный поток проходит по воздуху. Применяют также экранированные конструкции, в которых магнитный поток проходит по воздуху, а остальные детали защищены от нагрева медным экраном. Печи открытого типа имеют обычно небольшую вместимость. Тигельные печи средней и большой вместимости изготовляют только закрытого типа.
Недостатком индукционных печей является низкая температура и активность шлака, поскольку он нагревается от металла.
3.2.Индукционные тигельные печи
Виндукционных печах для выплавки стали, чугуна, меди, алюминия и
т.д. используется тепло, которое выделяется в металле за счет возбуждения в нем электрического тока переменным магнитным полем. Источником магнитного поля в индукционной печи служит индуктор. Проводящая электрический ток шихта, помещенная в тигель печи, подвергается воздействию переменного магнитного поля, возникающего от индуктора, нагревается вследствие теплового воздействия вихревых токов.
92
По сравнению с дуговыми электропечами индукционные печи имеют ряд преимуществ: отсутствие электродов и электрических дуг позволяет получать стали и сплавы с низким содержанием углерода и газов; плавка характеризуется низким угаром легирующих элементов, высоким техническим КПД и возможностью точного регулирования температуры металла.
3.2.1. Конструкция
Индукционная печь состоит из следующих основных узлов: Футеров-
ки, индуктора, каркаса и механизма наклона печи. |
|
|
||
|
Основной частью |
футеровки |
||
|
(рис.31) является тигель, образую- |
|||
|
щий плавильное пространство печи. |
|||
|
Стойкость тигля определяет |
срок |
||
|
службы печи до очередного ре- |
|||
|
монта. В зависимости от металлур- |
|||
|
гического процесса применяют кис- |
|||
|
лые или основные огнеупорные ма- |
|||
Рис.31. Футеровка индукционной тигельной |
териалы. Тигли изготовляют набив- |
|||
ными из слоев огнеупорной массы, |
||||
1 − тигель; 2 − подина; 3 − лоточная керамика; |
||||
печи: |
|
|
|
|
4 – крышка. |
толщина каждого слоя |
составляет |
||
|
50 − 70 мм. Для лучшего сцепления |
|||
|
слоев |
поверх- |
||
|
ность |
нижнего |
||
|
слоя |
слегка |
раз- |
|
|
рыхляют |
перед |
||
|
засыпанием |
по- |
||
|
следующей |
пор- |
||
|
ции массы. После |
|||
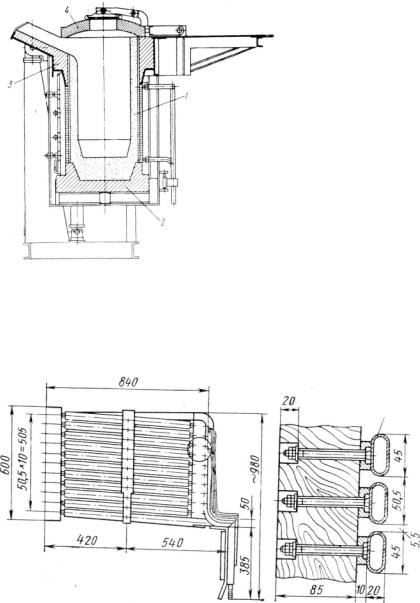
Рис.32. Индуктор тигельной печи. |
окончания набив- |
|||
|
ки тигель сушат. |
|||
93
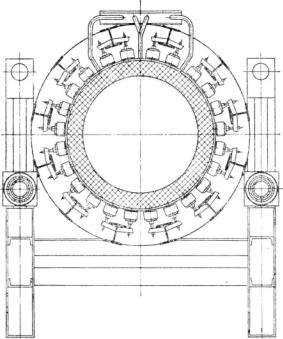
Индуктор изготовляют из медных трубок различного профиля. Каждый виток индуктора закреплен к стойкам, расположенным по окружности (рис.32). Стойки прочно крепят к каркасу печи, так что индуктор вместе со стойками и каркасом образует жесткую конструкцию, способную удержать тигель с металлом на месте при наклоне печи (рис.33).
Индуктор охлаждают водой через отверстие в трубке. Каркас. При его конструировании необходимо учитывать воздействие на него сильных магнитных полей. В металлических массах, находящихся в переменном магнитном поле, возникают вихревые токи, приводящие к большим потерям энергии.
Каркасы печей небольшой емкости изготовляют из неметаллических материалов − дерева или асбоцемента; каркасы печей большой емкости − из немагнитных металлов − немагнитной стали или бронзы.
Во избежание нагрева каркаса печи полями рассеяния, вокруг индуктора устанавливают экранирующие внешние магнитопроводы, изготовляемые из листовой трансформаторной стали. Магнитопроводы состоят из отдельных пакетов, расположенных по периметру индуктора. Суммарное сечение пакетов определяют расчетом.
Механизм наклона применяют при разливке металла из печи, которую при этом наклоняют на угол, равный 95 − 100°. Для этой цели печь имеет гидравлическое устройство, состоящее из гидроцилиндров и насосной станции. Гидравлические цилиндры устанавливают на шарнирах, обеспечивающих их качание при наклоне печи. Индукционные печи небольшой емкости обычно имеют ручные механизмы наклона (лебедки).
94