

6.3.2. Назначение предельных отклонений угловых размеров
Номинальные угловые размеры и их предельные отклонения назначаются в соответствии с ГОСТ 8908-58, который устанавливает три ряда нормальных углов и десять степеней их точности.
Ряды и размеры нормальных углов по ГОСТ 8908-58 не распространяются на угловые размеры, связанные расчетными зависимостями с другими принятыми размерами, и на угловые размеры конусов (нормальные конусности — по ГОСТ 8593-57).
Рекомендации по назначению и выбору степеней точности угловых размеров даны в табл. 6.4.
6.3.3. Назначение предельных отклонений свободных размеров
Основные рекомендации по выбору предельных отклонений свободных размеров по нормалям приборостроительных предприятий:
размеры, проставляемые на чертежах без допусков, выполняются по 13–14-му квалитету точности для диаметральных размеров и по 15–16-му квалитету точности для линейных размеров;
для литья, штамповки, гибки и для размеров, проставляемых от радиусов скругления, назначаются отклонения по 15-му квалитету;
Таблица 6.4
Применение допусков на угловые размеры и методы их получения
|
Степень точности по ГОСТ 8908-58 |
Примеры применения |
Методы получения |
|
1–4 |
Шлифование высшей точности с последующей доводкой |
Конусные калибры и подобные изделия высшей точности |
|
5–7 |
Шлифование не в центрах, развертывание конической разверткой высокой точности, точение на токарных и авто-матно-револьверных станках высокой точности, слесарная обработка высокой точности |
Детали высокой точности, передающие конусным соединениям большие крутящие моменты. Конусы инструментов, фрикционные муфты, конические штифты и др. |
|
8 |
Точение обычное, шлифование нормальной точности, развертывание, слесарная обработка, фрезерование фасонными фрезами |
Детали средней точности. Конусы фрикционных деталей, подвергающиеся последующей приработке. Втулки, центрирующие концы осей. Направляющие планки, каретки, пазы для поводков и др. |
|
9 |
Фрезерование с установкой на столе станка и в приспособление, а также с поворотом детали делительным механизмом обычной точности. Строгание, точение со смещением задней бабки, обработка на револьверных станках и автоматах, шлифование |
Детали пониженной точности. Части деталей, придающие движение, стопорящие и т.п. Поводки, ограничивающие движение, звездочки фиксаторов, стопорные втулки к поводкам, кулачковые шайбы ограничителей и др. |
|
10 |
Черновое фрезерование, строгание, точение и другая черновая обработка снятием стружки |
Для свободных размеров. Во всех случаях, когда конст-рукция детали не требует более высокой точности. Угольники и другие детали из листового материала, контуры вырубок, прессованные детали и др. |
свободные угловые размеры выполняются с симметрично расположенным отклонением от ±30'до ±1°;
свободные размеры до оси или между осями, а также свободные размеры изделий, обрабатываемых горячей штамповкой, отливкой, выполняются с отклонениями, симметрично расположенными относительно номинального размера;
на все свободные размеры, за исключением указанных в предыдущем пункте, допуск назначается по односторонне-пре-дельной системе: одно из отклонений равно нулю, второе — со знаком плюс или минус:
д
Рис.12
ля выступов и впадин отклонения назначаются в тело детали, при этом знак определяется в зависимости от выбранной базы. Если вопрос о базе однозначно решить невозможно, то для выступов назначаются симметрично расположенные отклонения.
Типовые случаи назначения предельных отклонений свободных размеров даны на рис. 6.8.
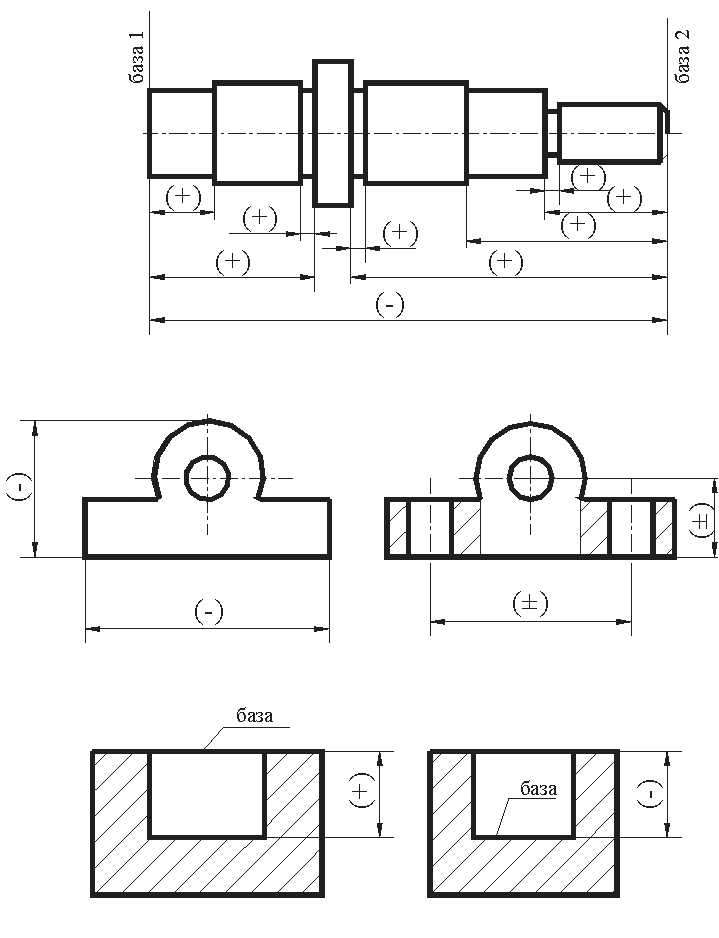
Рис. 6.8. Предельные отклонения свободных размеров