

Данные по выбору термической и химико-термической обработки деталей
|
Марка стали |
НВ до обработки |
Термическая обработка |
НВ после обработки |
|
45 |
167–250 |
Объемная закалка |
341–480 |
|
50 |
180–310 |
388–578 | |
|
40Х |
200–285 |
429–480 | |
|
40ХН |
220–250 |
429–480 | |
|
40 |
152–27 |
Поверхностная закалка |
352–514 |
|
45 |
167–250 |
429–540 | |
|
50 |
180–310 |
480–560 | |
|
40Х |
200–285 |
480–540 | |
|
40ХН |
220–250 |
495–560 | |
|
20 |
156 |
Цементация |
578–653 |
|
20Г |
156 |
578–653 | |
|
12ХН2 |
207 |
555–610 | |
|
12ХНЗА |
217 |
578–610 | |
|
15Х |
179 |
578–653 | |
|
18ХГТ |
217 |
578–610 | |
|
20Х |
179 |
534–635 | |
|
20ХН |
197 |
534–635 | |
|
20ХНЗА |
229 |
578–653 | |
|
38ХЮ |
217 |
Азотирование |
480–540 |
|
38ХМЮА |
229 |
480–540 | |
|
35Х |
197 |
— |
461–540 |
|
40Х |
207 |
461–555 | |
|
40ХН |
207 |
480–534 |
6.7.2. Нанесение обозначений термической и других видов обработки деталей
На чертежах деталей, подвергаемых термической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки: твердость, предел прочности, предел упругости, ударную вязкость и т.п., что установлено ГОСТ 2.310-68.
Основные правила нанесения обозначений по ГОСТ 2.310-68:
1. Твердость материала и глубина обработки указываются предельными отклонениями, например 0,8–1,2; 45–50.
2. Если все изделие подвергается одному виду обработки, то вид обработки на чертеже не указывается, а в технических требованиях делается соответствующая запись, например: 45–50, «Цементировать 0,7–0,9 мм»; 58–62 и т.п.
3. Если обработке подвергается большая часть поверхности детали, а остальные поверхности подвергаются другому виду обработки или предохраняются от нее, то в технических требованиях на поле чертежа делается запись по типу: «HRC 40–45, кроме поверхности A», «HRC 30–35, кроме места, обозначенного особо».
4. Если обработке подвергаются отдельные участки детали, то показатели свойств материалов и при необходимости способ получения этих свойств указываются на полках линий-выносок, а участки детали, которые должны быть обработаны, отмечаются штрихпунктирной линией с указанием размеров, определяющих поверхности, как показано на рис. 6.16.
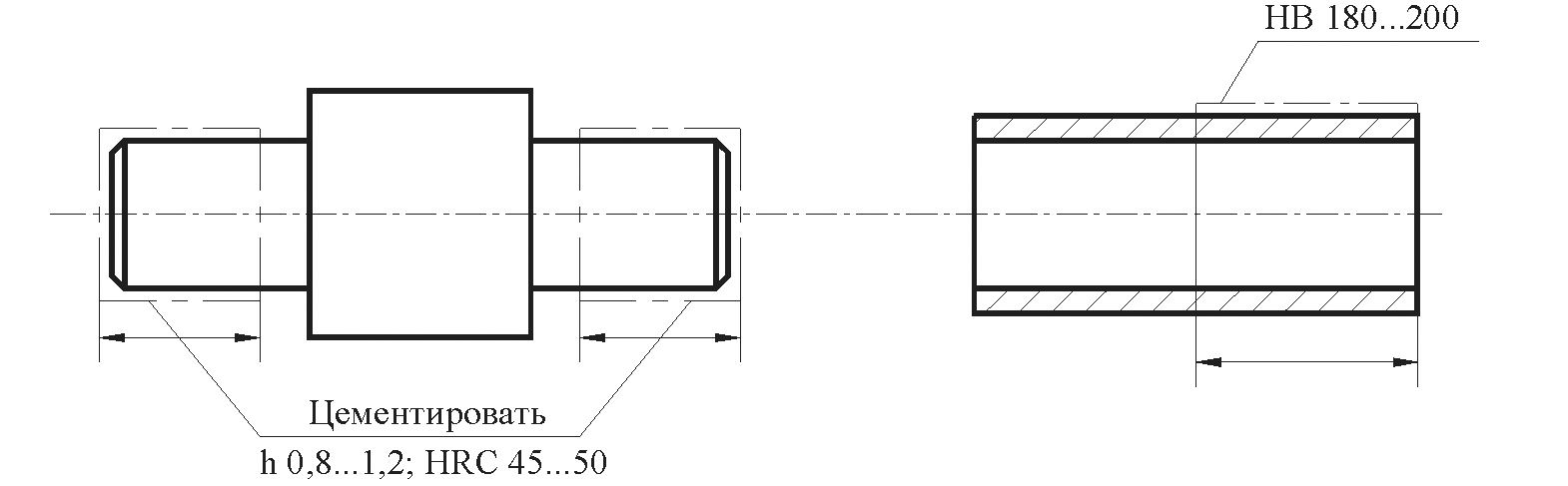
Рис. 6.16. Пример нанесения дополнительной обработки поверхности детали
6.8. Покрытия деталей. Назначение лакокрасочных покрытий
Лакокрасочные покрытия являются наиболее доступным и эффективным способом защиты металлических изделий от коррозии и разрушений. Выгодно отличаясь от других видов защитных покрытий своей дешевизной, простотой нанесения и надежностью, лакокрасочные покрытия нашли широкое применение в приборостроительной промышленности.
Лакокрасочные покрытия по внешнему виду получаемой поверхности по ГОСТ 9.894-61 разделяются на четыре класса:
I класс — поверхность ровная, гладкая, однотонная. Не допускаются дефекты поверхности, видимые невооруженным глазом. По нормалям предприятий приборостроительной промышленности относятся к защитно-декоративным покрытиям, применяемым для наружных поверхностей деталей приборов, требующих однотонного, гладкого покрытия высокого класса;
II класс — поверхность ровная, гладкая, однотонная, с характерным рисунком. Допускаются отдельные малозаметные дефекты, соринки, следы зачистки, риски, штрихи и пр. По нормалям приборостроительных предприятий покрытия этого класса относятся к защитно-декоративным, применяемым для наружных и внутренних поверхностей деталей, приборов, требующих однотонного, гладкого или рисунчатого покрытия;
III класс — поверхность однотонная, гладкая или с характерным рисунком. Допускаются отдельные заметные невооруженным глазом соринки, следы чистки, риски, штрихи, а также неровности. Относятся к защитным покрытиям, применяемым для наружных и внутренних поверхностей деталей приборов, требующих однотонного, гладкого или рисунчатого покрытия;
IV класс — поверхность однотонная или с характерным рисунком. Допускаются неровности и другие дефекты, связанные с состоянием окрашиваемой поверхности, и дефекты, не влияющие на защитные свойства покрытия. По нормалям приборостроительных предприятий относятся к защитным покрытиям, применяемым для наружных и внутренних поверхностей деталей, когда к покрытиям не предъявляются особые требования по декоративности.
По условиям эксплуатации лакокрасочные покрытия по ГОСТ 9.894-61делятся на восемь групп и имеют следующие условные обозначения:
П — стойкие внутри помещений. Применяются при работе в отапливаемых и вентилируемых помещениях при температуре воздуха 25±10°С. Относительная влажность воздуха 60±15% при температуре 25°С;
Ф — атмосферостойкие. Применяются при работе на открытом воздухе, стойкие к воздействию атмосферных осадков, солнечной радиации, морского тумана, атмосферы, загрязненной промышленными газами и пылью. Температура воздуха от –60°С до +60°С. Относительная влажность до 98% при температуре 25°С;
Х — химически стойкие к воздействию атмосферы, содержащей агрессивные газы и пары;
В — водостойкие, подверженные воздействию пресной или морской воды и их паров;
Т — термостойкие, применяются при повышенных температурахот +60°С до +500°С;
М — маслостойкие, подвергающиеся воздействию минеральных масел и консистентных смазок;
Б — бензостойкие, применяются при воздействии бензина, керосина, других нефтяных продуктов, содержащих ароматические соединения не более 30%;
Э — электроизоляционные, применяются при воздействии электрического тока, коронных разрядов, электрической дуги и поверхностных разрядов.
При выборе лакокрасочного покрытияпо условиям эксплуатации устанавливают группу покрытия, по установленной группе выбирают основной материал покрытия по ГОСТ 9.825-73, в зависимости от требуемого внешнего вида устанавливают класс покрытия и по соответствующим таблицам выбирают цвет покрытия.
Лакокрасочные покрытия обозначаются согласно ГОСТ 9.894-73условно в виде группы букв и цифр, определяющих отдельные признаки покрытия, в следующем порядке: основной материал покрытия по ГОСТ 9.825-73; класс (внешний вид) покрытия; группа (условия эксплуатации) покрытия. Например, черная, перхлорвиниловая эмаль по I классу для эксплуатации в атмосферных условиях для умеренно континентального климата обозначается в видеЭм.ХВ – 16. черный. I.Ф. Комбинированноепокрытие обозначается дробью, в числителе которой указывается металлическое покрытие, а в знаменателе — лакокрасочное покрытие. Например, цинковое покрытие 9 мкм с хроматированием с последующей окраской эмалью ПФ 218 серой по II классу для эксплуатации внутри помещения обозначается в виде
![]()