

Зависимость класса чистоты поверхностей от квалитета точности
|
Квалитет точности |
Группа соединения |
Класс чистоты при посадках | |||||
|
с зазором, мм |
с натягом, мм | ||||||
|
до 10 |
от 10 до 50 |
св. 50 |
до 3 |
от 3 до 50 |
св. 50 | ||
|
6–7 |
1 |
|
|
|
9 |
8 |
8–7 |
|
2 |
8 |
7 |
8 |
7 |
6 | ||
|
3 |
7 |
|
— |
— |
— | ||
|
7–9 |
1 |
8 |
8–7 |
7 |
8 |
7 | |
|
2 |
7 |
7 |
7–6 | ||||
|
3 |
6 |
— |
— |
— | |||
|
9–11 |
2 |
7 |
— |
— |
— | ||
|
3 |
6–5 |
— |
— |
— | |||
Для подвижных соединений:
1-я группа. Стабильность зазора имеет решающее влияние на качество соединения. Вращение вала или его продвижение вдоль оси должно осуществляться с минимальным трением. Нагрузка может достигать больших величин.
2-я группа.Стабильность зазора имеет значение, но работа соединения не приводит к значительному износу деталей, в частности работа при незначительных нагрузках, малых числах оборотов. Величина трения имеет меньшее значение, чем в соединениях 1-й группы.
3-я группа.Зазор предусмотрен только для свободного соединения двух деталей или их центровки, например при скользящей посадке. В процессе работы соединения происходит частичное проворачивание деталей с моментом трения, не имеющим практического значения, или детали вообще не имеют относительного движения.
Для неподвижных соединений:
1-я группа.Соединения, испытывающие относительно большие нагрузки: удары, скручивания, значительное число оборотов и т.п. Допускается повторная сборка и разборка соединения без искажения посадки.
2-я группа.Соединения, не испытывающие больших нагрузок или служащие только для фиксации деталей в определенном положении.
6.4.2. Нанесение шероховатости поверхностей
Обозначение шероховатости поверхностей и правила их нанесения на чертежи устанавливаются ГОСТ 2.309-73 с учетом изменения №3, принятого Межгосударственным советом по стандартизации, метрологии и сертификации (протокол №21 от 28.05.2002).
В табл. 6.9 приведены знаки для обозначения на чертежах шероховатости поверхностей и указано их применение.
Для обозначения
классов шероховатости с 1-го по 5-й и
13-й, 14-й используется
параметр Rz,
а для обозначения классов шероховатости
с 6-го по 12-й — параметр Ra.
Например, обозначение 4-го класса —
![]() ,
а обозначение 8-го класса —
,
а обозначение 8-го класса — ![]() .
.
Основные правила нанесения шероховатости поверхностей:
1. Условный знак, соответствующий шероховатости, необходимо наносить так, чтобы он своей вершиной касался линии видимого контура или выносной линии.
2. Обозначения шероховатости поверхностей повторяющихся элементов детали, например одинаковых отверстий, пазов, зубьев и т.п., а также шероховатости одной и той же поверхности, независимо от количества изображений на чертеже, наносят только один раз.
Таблица 6.9
Знаки для обозначения поверхностей
|
Знак на изображениях* |
Применение |
|
|
Для обозначения шероховатости поверхности, образую-щейся удалением слоя резанием (снятием стружки), точением, фрезерованием, сверлением и т.п. Примеры:
|
|
|
Для обозначения поверхностей, у которых может быть допущена шероховатость, указанная по шкале RzилиRa, но не учитывается конструктором вид обработки. Примеры:
|
|
|
Для обозначения поверхностей, которые образуются без удаления слоя (поковкой, литьем, штамповкой), поверхностей в состоянии поставки, без дополнительной обработки. Примеры:
|

*
Примечание.
![]()
3. Если все поверхности детали имеют одну и ту же шероховатость, то соответствующий знак шероховатости наносится не на изображении детали, а в правом верхнем углу чертежа, как показано на рис. 6.15, а.
4. Если поверхности детали должны иметь разную шероховатость, то для отдельных элементов детали знаки шероховатости наносятся на ее изображениях, а в правом верхнем углу чертежа проставляется знак, определяющий шероховатость всех поверхностей, кроме особо отмеченных на чертеже, что показано на рис. 6.15, б.
5. Если необходимо указать шероховатость поверхности после нанесения определенного покрытия, то на изображениях детали илив технических условиях на поле чертежа делается соответствующая оговорка «После покрытия», как указано на рис. 6.15,в.
6. Для отметки границы участков одного элемента, имеющих различную шероховатость поверхностей, проводят сплошную тонкую линию с нанесением соответствующего размера и указаниемшероховатости поверхности для каждого элемента (рис. 6.15,г).
7. Если шероховатость контурной поверхности одинакова, то ее обозначение наносят один раз с надписью «По контуру», как показано на рис. 6.15, д.
8. Допускается к знаку шероховатости добавлять указания о способе обработки поверхности (рис. 6.15, е), если этот способ является единственным для данной детали, гарантирующим необходимую шероховатость поверхности.
Знак на изображениях (слева) и выносимый в правый верхний угол чертежа должны быть увеличены в 1,5 раза.
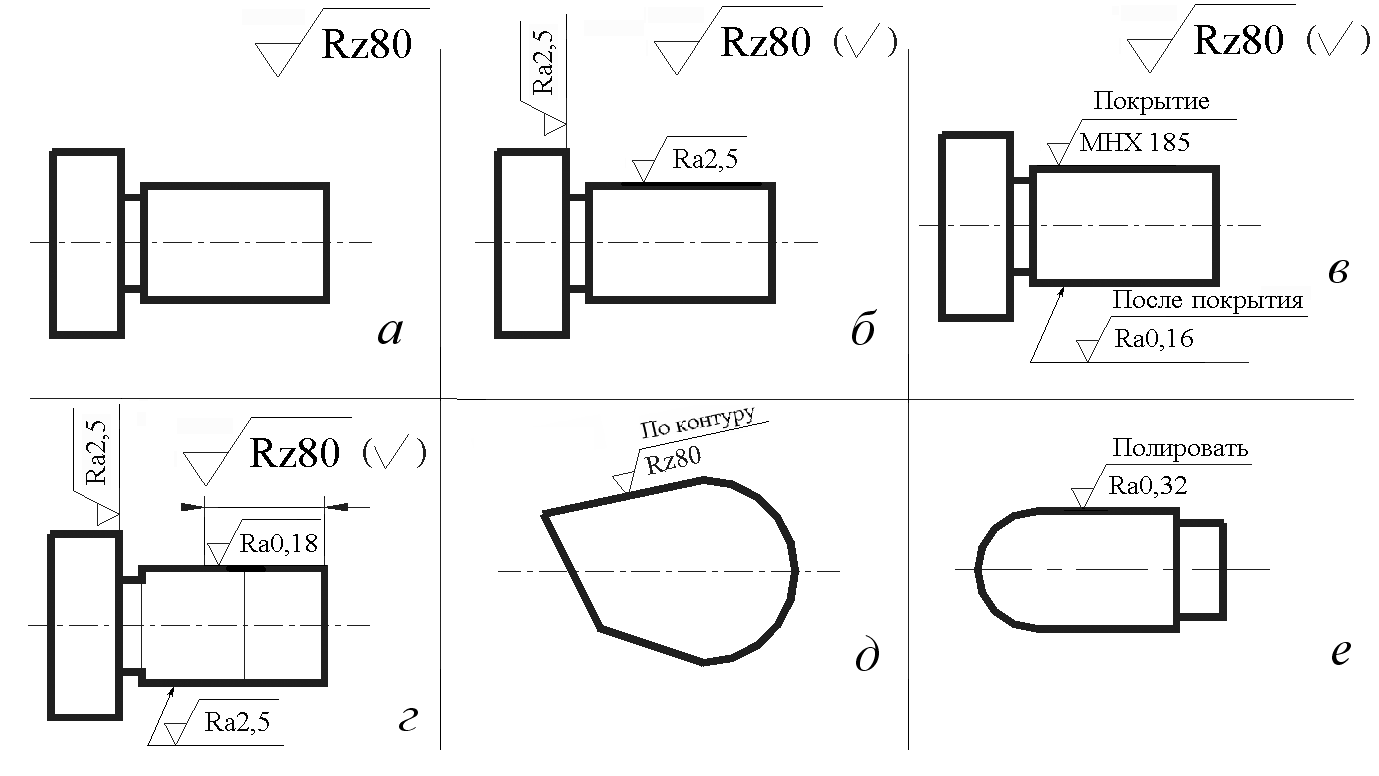
Рис. 6.15. Примеры нанесения шероховатости поверхностей