

Текстовые указания на чертежах
|
Наименование текстового указания |
Рекомендуемые тексты |
|
Указания о радиусах скругления повторяющихся элементов детали (на изображениях они не отмечены) |
Неуказанные радиусы, мм. Радиусы скругления, кроме указанных, мм |
|
Указания о термообработке |
h0,7–0,9; HRC 40–45 |
|
Указания о покрытиях |
Покрытие Кд. 21хр |
|
Указания о предельных отклонениях размеров тех элементов, для которых эти отклонения не указаны рядом с размерами |
Неуказанные предельные отклонения размеров: охватывающих по Н 14, охватываемых по h14, прочих — по СМ |
|
Указания о справочных размерах |
Размеры для справок |
|
Указания о размерах после покрытия |
Размеры … и … после покрытия |
Все необходимые, не изображенные графически требования к готовой детали должны быть указаны в технических требованиях в следующем порядке:
требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали;
требования к качеству поверхностей, указания об их отделке, покрытии;
размеры, предельные отклонения размеров, формы и взаимноерасположение поверхностей.
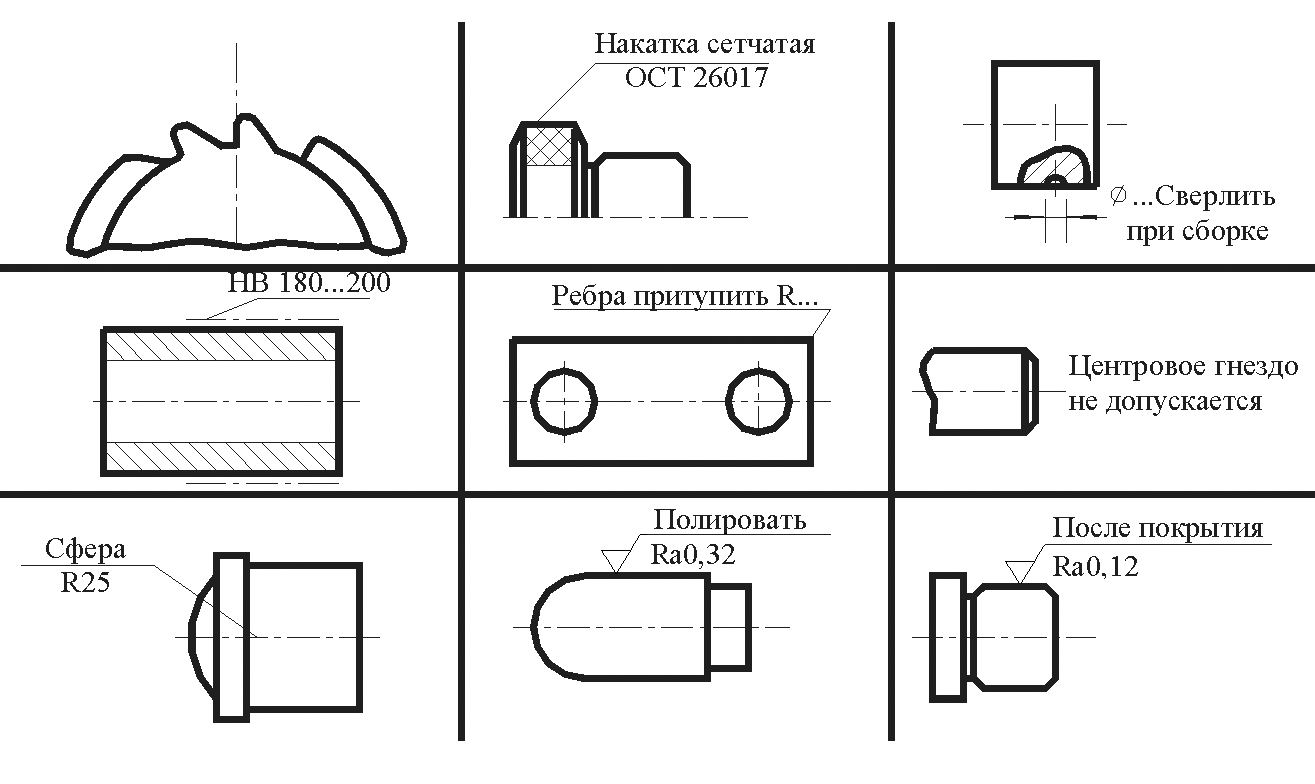
Рис. 6.3. Обозначение стандартизованных элементов деталей
Правила нанесения на чертежах технических требований и надписей изложены в ГОСТ 2.316-68.
Надписи, относящиеся к отдельным элементам детали, могут содержатьуказания о количестве элементов (отверстий, канавок и т.п.), о лицевой стороне и толщине детали (например, накатка сетчатая0,8 ОСТ 26017), о технологических процессах (например, зачистить, раскернить и т.п.), а также о покрытии или термической обработке элемента детали.
6.2. Размеры на рабочих чертежах деталей
Размерные числа, или номинальные размеры, определяют величину изображенной на чертеже детали, ее отдельных элементов.
Каждый элемент детали должен быть задан геометрически полно, технологически грамотно и согласованно с производственным процессом, типичным для изготовления данной детали (разметкой, обработкой, контролем).
6.2.1. Назначение размеров
Размеры, определяющие величины элементов детали, должны быть указаны на чертеже для ее изготовления с учетом конструкторских и технологических условий.
Назначение размеров зависит от выбора конструкторских и технологических баз и расположения элементов детали относительно этих баз.
Конструкторской базойназывается совокупность поверхностей, линий или точек, относительно которых осуществляется координация положения других поверхностей при расчете и разработке конструкции детали. В качестве конструкторских баз часто используются не материальные поверхности, а геометрические абстракции детали: осевые линии отверстий и валов, оси симметрии, центр симметрии.
Технологической базой называется совокупность поверхностей, линий или точек, которые используются для ориентации детали при ее механической обработке и контроле. Технологические базы для детали подразделяются на установочные и измерительные.
Базирующими для детали могут быть любые поверхности плоскости, наружные цилиндрические поверхности, внутренние и торцевые поверхности отверстий, поверхности центровочных отверстий и т.д.
Выбор конструкторской базы должен обеспечивать необходимую ориентацию относительно ее поверхностей, линий и точек детали при ее проектировании с учетом предъявляемых требований. Выбор установочной базы должен обеспечивать наиболее точную ориентацию детали в процессе ее изготовления. Выбор измерительной базы должен обеспечивать наиболее простой и точный способ измерения детали.
Примеры выбора баз для детали цилиндрической формы даны на рис. 6.4. При изготовлении валика в качестве конструкторской базы взята ось I–I, а выбор технологических баз зависит от способа его изготовления. При изготовлении в центрах в качестве установочной базы используются центровые отверстия, совпадающие с осью I–I. При зажиме детали в патроне установочной базой является цилиндрическая поверхность II–II, ось которой совпадает с осью I–I. В качестве измерительной базы, определяющей положение торцевых поверхностей, могут быть использованы поверхности III–III или IV–IV.
При назначении размеров конструктор должен стремиться к тому, чтобы конструкторские и технологические базовые поверхности совпадали между собой, что увеличивает точность взаимной ориентации поверхностей деталей и, следовательно, точность их изготовления.
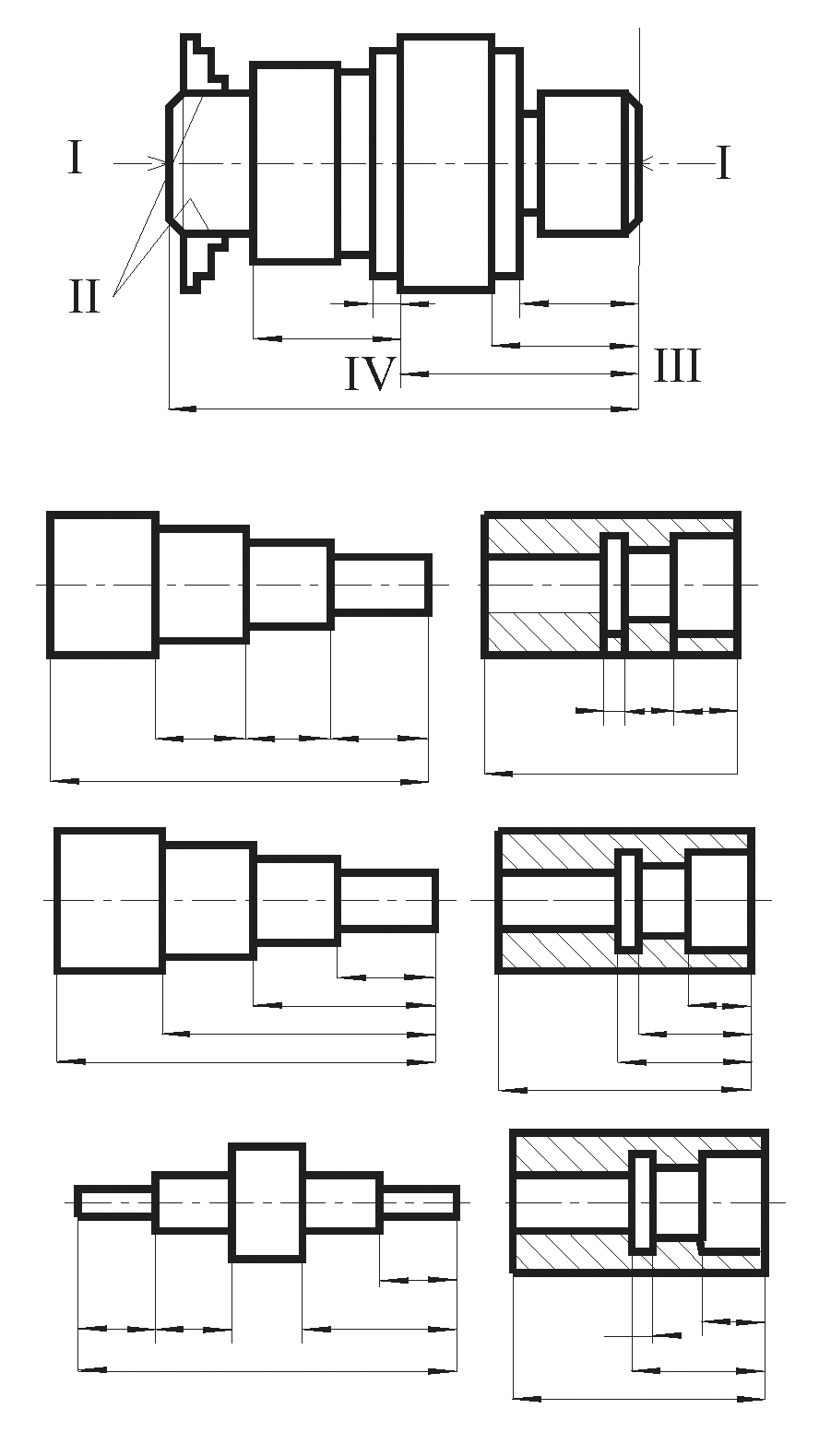
Рис. 6.4. Базы цилиндрических деталей


Рис. 6.5. Размерные цепи
При назначении размеров от базовых поверхностей необходимо учитывать следующие рекомендации:
1. При назначении размеров от конструкторской базы размерные цепи получаются более короткие, что существенно повышает точность и качество изготовления детали. При этом в полной мере не учитываются требования технологии, а в результате усложняется технология и увеличивается стоимость детали.
2. При назначении размеров от технологических баз процесс изготовления большинства деталей упрощается, но конструктивные требования выполняются менее точно.
3. Наиболее рациональным способом нанесения размеров можно считать комбинированный, при котором бóльшая часть размеров, главным образом сопряженных, назначается от конструкторских баз, а остальные размеры — от технологических баз. В этом случае разумно удовлетворяются и конструктивные, и технологические требования к детали.
В зависимости от выбранных базовых поверхностей могут применяться три способа расположения размеров на чертеже детали.
1. Цепной способ, при котором размеры располагаются от выбранной базы последовательно друг за другом, т.е. каждый последующий размер назначается от предыдущего, при этом в качестве промежуточных, вспомогательных баз используются связывающие их общие поверхности. На рис. 6.5,апоказано расположение размеров по цепному способу для наружных и внутренних поверхностей деталей соответственно.
При цепном способе можно добиться наименьшей погрешности обработки каждого звена, так как ошибки предыдущих размеров на погрешность выполнения заданного размера не влияют. Однако суммарный размер на несколько звеньев, назначенный от какой-либо базы, будет выполнен с большей погрешностью, чем отдельное звено, так как при этом ошибки размеров отдельных звеньев суммируются.
2. Координатный способ, при котором все размеры назначаются только от выбранной базы независимо друг от друга. Координатный способ для наружных и внутренних поверхностей деталейпоказан на рис. 6.5, б. При координатном способе расположения размеровпогрешность на размер каждого звена является следствием только технологического процесса, который это звено формирует. В результате погрешность каждого из координатных звеньев не зависит от погрешности других звеньев, что является существенным преимуществом данного способа.
3. Комбинированный способ, при котором положение одних поверхностей детали определяется координатным, а других — цепным способом. Цепной способ используется главным образом в тех случаях, когда для отдельных поверхностей требуется получить высокую точность их расположения. Пример комбинированного способа расположения размеров для наружных и внутренних поверхностей деталей показан на рис. 6.5,в.