5.5. Свободная ковка.
Ковкой называют процесс свободной деформации металла под циклическими ударами молота или воздействием пресса. Различают машинную и ручную свободную ковку. Ручную ковку применяют главным образом при ремонтных и сборочных работах. Машинную ковку производят с применением кузнечно-прессовых машин. Мелкие и средние по массе поковки (до 750 кг) изготовляют на молотах, а крупные (до 350 т) – на прессах. Изделия, получаемые ковкой (ограждения лестниц и балконов, крепежные детали и т.д.), зачастую требуют дальнейшей механической обработки.
Основные операции ковки (рис. 5.18): осадка, протяжка, раскатка на оправке, гибка, скручивание, рубка, пробивка, прошивка и кузнечная сварка.
Осадка – уменьшение высоты заготовки при увеличении площади ее поперечного сечения, производимая бойками или осадочными плитами.
Протяжка – удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Разновидностями протяжки являются раскатка и протяжка на оправке.
Раскатка – увеличение диаметра кольцевой заготовки при вращении за счет уменьшения ее толщины с помощью бойка и оправки.
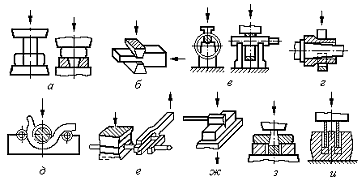
Рис. 5.18. Операции ковки:
а – осадка; б – протяжка; в – раскатка; г – протяжка на оправке; д – гибка; е – закручивание; ж – рубка; з – пробивка; и – прошивка.
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Скручивание – поворот части заготовки вокруг продольной оси.
Рубка – полное отделение части заготовки.
Пробивка – образование в заготовке отверстия с удалением материала в отход путем сдвига.
Прошивка – получение полостей в заготовке за счет вытеснения материала.
Кузнечная сварка – образование неразъемного соединения под действием давления в нагретом состоянии.
Для получения крупных поковок массой до 300 т заготовками служат слитки массой до 350 т. Для более мелких поковок в качестве заготовок применяют прокат круглого либо квадратного сечения.
Ковку применяют в штучном и мелкосерийном производстве.
5.6. Горячая объемная штамповка.
Штамповка – это способ изготовления изделий давлением с помощью специального инструмента (штампов), рабочая полость которых определяет конфигурацию изделия. Полости в верхней и нижней частях штампа называют ручьями штампа.
Исходным материалом для горячей объемной штамповки служит прокат – чаще из углеродистых или низколегированных сталей, реже из цветных металлов и сплавов. Достоинства горячей объемной штамповки:
– высокая производительность – до сотен поковок в час;
– меньшие припуски и допуски, чем при свободной ковке;
– более низкая квалификация штамповщика по сравнению с кузнецом.
Наиболее широкое применение получила штамповка на молотах, прессах и горизонтально-ковочных машинах. Разновидностями горячей объемной штамповки являются штамповка в открытых или в закрытых штампах и в штампах для выдавливания.
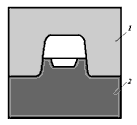
Штамповка в открытых штампах (рис. 5.19) характеризуется тем, что полость штампа в процессе деформирования незамкнута. В последний момент происходит вытеснение избытка металла в заусенечную канавку, образуется облой (заусенец).
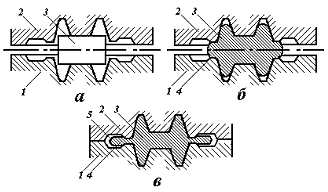
Рис. 5.19. Штамповка в открытых штампах:
а – начальная стадия; б – стадия образования заусенца; в – конечная стадия штамповки; 1-2 – нижняя и верхняя половины штампа; 3 – исходная заготовка; 4 – заусенец; 5 – заусенечная канавка
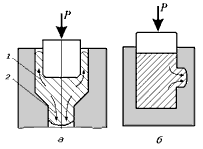
Штамповка в закрытых штампах характеризуется тем, что деформация заготовки происходит в закрытой полости штампа (рис. 5.20). Весь объем металла, находящегося в полости штампа, идет на формообразование поковки без образования облоя. Коэффициент использования металла составляет 0,75…0,8. При этом требуются заготовки высокой точности.
Штамповка выдавливанием, применяемая для изготовления поковок из малопластичных высокопрочных сталей, подразделяется на штамповку прямым выдавливанием, прошивкой (обратное выдавливание) (рис. 5.21) и комбинированным.
1
2 |
2
1 |
Рис. 5.20. Штамповка в закрытых штампах: 1, 2 – верхняя и нижняя части штампа |
Рис. 5.21. Штамповка выдавливанием: а – комбинированная (1 – обратное, 2 – прямое выдавливание); б – в разъемных матрицах |