

5.3. Волочение.
Волочение – это процесс протягивания прутка или трубы через постепенно сужающееся отверстие волоки (рис. 5.1 б). Волочильный инструмент изготовляют из закаленной стали, твердых сплавов ВК2, ВК3, ВК6, ВК8, а для прецизионных изделий – из алмаза. При волочении поперечное сечение заготовки уменьшается, а ее длина соответственно увеличивается.
Волочение осуществляется главным образом в холодном состоянии и редко в горячем. Исходным материалом могут быть горячекатный пруток, сортовой прокат, проволока, трубы. Волочением обрабатывают стали, цветные металлы и сплавы. В результате волочения можно получить профили весьма точных размеров и формы, как правило, с гладкой блестящей поверхностью: тонкую проволоку диаметром 5…10 мм, тонкостенные трубы, фасонные профили и т.д. Можно получать проволоку с минимальным диаметром до 0,002 мм. Применяют волочение и для калибровки сечения и повышения качества поверхности. Волочение обеспечивает высокую точность размеров, малую шероховатость поверхности и большую степень упрочнения. После волочения изделия, как правило, не обрабатываются.
Основной инструмент при волочении сплошных профилей – волоки различной конструкции, а при волочении полых профилей – волоки и оправки к ним (рис. 5.14).
В олока
1 закрепляется в обойме 2 на жесткой
волочильной доске. Волока
имеет четыре зоны: входную – I, рабочую
(деформирующую) – II, калибрующую (очко
или поясок) – III и выходную – IV. Калибрующая
зона обычно имеет цилиндрическую форму.
Остальные зоны – конические.
олока
1 закрепляется в обойме 2 на жесткой
волочильной доске. Волока
имеет четыре зоны: входную – I, рабочую
(деформирующую) – II, калибрующую (очко
или поясок) – III и выходную – IV. Калибрующая
зона обычно имеет цилиндрическую форму.
Остальные зоны – конические.
Угол рабочего конуса деформирующей зоны выбирают в пределах 10…200, в зависимости от вида изделия и свойств деформируемого металла.
До начала волочения конец заготовки заостряют, пропускают через очко, захватывают тяговым механизмом волочильной машины, протягивающим ее через волоку, подвергая при этом деформации – обжатию и вытяжке. В зависимости от способа осуществления тяги волочильные машины подразделяются на цепные и барабанные (рис. 5.15). Основными элементами стана цепного типа является станина 1, механизм перемещения тележки 5, цепь 4, тележка с захватом 3, стойка для крепления инструмента (волоки) 2. Длина протягиваемого изделия ограничивается длиной станины и не превышает 15 м. Скорость волочения – до 2 м/с.
Барабанные станы в зависимости от назначения могут быть однобарабанными и многобарабанными. Первые применяют при волочении проволоки средних и больших диаметров Ø4…25 мм и, реже, труб. В станах многократного волочения обработка происходит последовательно в нескольких волоках (до 30 волок). Скорость волочения может достигать 20 м/с. Степень деформации при волочении, как правило, не превышает 30…35%, коэффициент вытяжки μ за один проход – 1,25…1,45.
1
2
3
4
5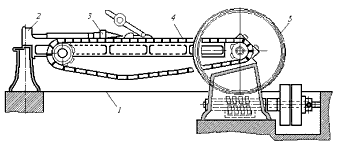
Рис. 5.15. Схема волочильного стана цепного типа
1 – станина; 2 – волока; 3 – волочильная тележка; 4 – цепь; 5 – привод волочильной тележки.
5.4. Прессование.
Прессованием называют процесс выдавливания находящегося в контейнере металла через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. Прессование обычно применяют для обработки цветных металлов и сплавов, но иногда и сталей, т.к. реализуется наиболее благоприятная схема нагружения – всестороннее сжатие.
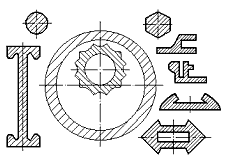
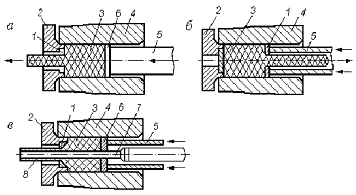
Исходный материал для прессования – литые или прокатанные заготовки. Прессованием можно получать профили различного сечения (рис. 5.16), в том числе и прутки Ø5…300 мм, трубы Ø18…350 мм с толщиной стенок 1,5…50 мм. Различают два метода прессования: прямой и обратный (рис. 5.17).
При прямом методе прессования (рис. 5.17, а) заготовка 3 помещается в контейнер 4 пресса. С одной стороны контейнера посредством матрицедержателя 2 закреплена матрица 1 с выходным отверстием. С другой стороны контейнера имеется пуансон 5 с пресс-шайбой 6 на конце.
При обратном методе прессования (рис. 5.17, б) в контейнер 4 вместо пресс-шайбы входит полый пуансон 5 с матрицей 1 на конце.
При обратном прессовании отходы металла уменьшаются на 5…6 % и снижается усилие прессования. Однако этот метод имеет ограниченное применение из-за сложности конструкции пресса и удаления изделия из полого пуансона.
При прессовании труб (рис. 5.17, в) заготовка 3, помещенная внутрь контейнера 4, сначала прошивается стальной иглой 7. Передний конец иглы проходит через всю заготовку и выходит через отверстие матрицы 1. Между стенками отверстия матрицы и наружной поверхностью иглы образуется кольцевой зазор. При движении пуансона 5 вместе с пресс-шайбой 6 в направлении матрицы металл выдавливается в кольцевой зазор и принимает форму трубы 8.
|
|
Рис. 5.16. Примеры прессованных профилей |
Рис. 5.17. Методы прессования: а – прямой; б – обратный; в – прессование трубы |
Методом прессования обычно получают изделия из предварительно нагретых заготовок, однако в последние годы широко применяют холодное прессование, которое обеспечивает получение точных профилей без последующей механической обработки. Этим методом получают изделия из металлов и сплавов, высокопластичных в холодном состоянии.