

2.3.1. Виды и способы получения заготовок методом давления. Ковка и штамповка.
В металлообрабатывающей промышленности обработка металлов давлением является одним из основных способов формообразования деталей машин различного назначения. Примерно 90 % стали и более 55 % цветных сплавов подвергаются обработке давлением. Все процессы обработки металлов давлением основаны на способности металлических материалов в твердом состоянии устойчиво изменять форму и размеры под действием приложенных внешних сил, т. е. пластически деформироваться. Обработка металлов давлением существенно отличается от других видов обработки, так как в процессе пластической деформации металл не только приобретает требуемую форму, но и меняет свою структуру (форму и размеры зерен, характер распределения неметаллических включений, возникновение направленности макроструктуры) и физико-механические свойства.
Несмотря на большое многообразие процессов обработки давлением, их можно объединить в две основные группы - процессы металлургического и машиностроительного производства.
К первой группе относятся: прокатка, прессование и волочение, т. е. процессы, в основе которых лежит принцип непрерывности технологического процесса. Продукцию металлургического производства используют как заготовку в кузнечно-штамповочных и механических цехах и как готовую продукцию для создания различного рода конструкций.
Во вторую группу входят такие процессы, как ковка, объемная штамповка (горячая и холодная), листовая штамповка и специальные виды обработки давлением (калибровка, раскатка кольцевых деталей, редуцирование, обкатка, раздача и т. д.). Эти процессы обеспечивают получение заготовок изделий и готовых деталей, не требующих последующей механической обработки. Возможность использования высоких, сверхвысоких скоростей деформирования, небольшое число необходимых, относительно несложных технологических операций обусловливают кратковременность технологического процесса, высокую производительность и сравнительно низкую себестоимость получаемой продукции.
Кованые и штампованные заготовки отличаются высокими механическими свойствами, что обеспечивает высокую надежность и долговечность выпускаемой продукции, поэтому наиболее ответственные, тяжелонагруженные детали машин изготавливают из заготовок, полученных ковкой или штамповкой.
2.3.2 Термическое отделение. Печи, горны, средства механизации.
Термические
отделения
инструментальных и ремонтных, цехов
предназначены для выполнения термообработки
инструмента, деталей приспособлений,
штампов, пресс-форм и другой технологической
оснастки, а также для термообработки
запасных деталей к оборудованию и
деталей, подлежащих ремонту. Основным
оборудованием
термического
отделения
являются высокочастотная нагревательная
установка (ТВЧ) термическая печь,
печь-ванна, ванна для закалки, печь-ванна
для отпуска, ванна для воды, пресс для
правки деталей. Количество рабочих в
термическом отделении
принимается по количеству оборудования
с учетом его загрузки и сменности работы
участка. Горн —
металлургическая печь с отношением
высоты к ширине меньше 1. Промышленный
горн представляет собой металлический
кожух, выложенный изнутри огнеупорным
кирпичом. В боковых стенках имеются
фурмы для подачи воздуха в зону горения.
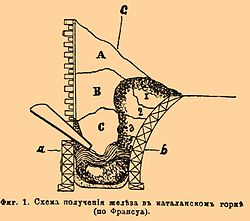
Рис 16 - Горн
По конструкции горны бывают: открытого типа — верхняя часть горна полностью открыта; закрытого типа — верх горна закрыт. По месту установки: стационарный горн, переносной кузнечный горн. Газообразные продукты сгорания топлива удаляются через открытый верх или через вытяжную трубу.