

2.3.4. Штамповочные паровоздушные и гидравлические молоты, кривошипные горячештамповочные прессы, горизонтальные ковочные машины, винтовые фрикционные и гидравлические штамповочные прессы.
В промышленности ковку преимущественно осуществляют на ковочных молотах и ковочных гидравлических прессах. Современные паровоздушные молоты в основном имеют массу падающих частей 1-5 т и применяются для изготовления поковок средней массы из небольших слитков качественной стали, блюмов и прокатанной заготовки.
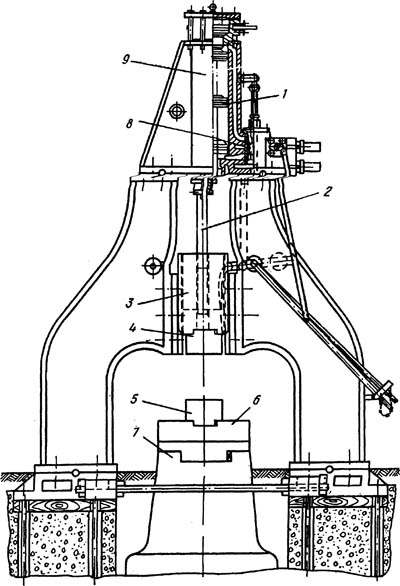
Рис 19 - паровоздушный ковочный молот двойного действия.
Главной характеристикой молотов служит масса падающих частей: -поршня7, -штока2, -бабы3, -верхнего бойка 4. Нижний боек 5 закреплен на подушке 6, а подушка - на шаботе 7. Заготовку (поковку) устанавливают на нижнем бойке. Золотник S, которым с помощью системы рычагов управляет машинист молота, пускает пар или сжатый воздух под давлением 40-90 МН/м2 в нижнюю (под поршень) или верхнюю (над поршнем) полость цилиндра 9. Соответственно падающие части поднимаются или опускаются, они движутся вниз с ускорением, создаваемым и давлением на поршень.
Применяют также парогидравлические прессы, в которых источником высокого давления служит не насос, а специальный аппарат - паровой или воздушный мультипликатор. Принцип действия мультипликатора состоит в следующем. Пар давлением 0,6-1,2 МН/м2 давит на поршень парового цилиндра, шток которого является плунжером гидравлического цилиндра. Гидравлический цилиндр подает жидкость в магистраль высокого давления пресса. Давление жидкости во столько раз больше давления пара, во сколько раз площадь парового поршня больше площади плунжера гидравлического цилиндра. Давление жидкости в магистрали пресса достигает 6 ГН/м2. Усилие пресса определяют по формуле P=p F к.п.д. где p - давление воды; F - площадь поперечного сечения рабочего плунжера; к.п.д. -механический к.п.д., равный 0,8-0,9.
2.4. Сварочное производство.
Сварочное производство — это комплекс технологических различных операций по изготовлению сварной конструкции в законченном виде.
Комплекс состоит из следующих операций:
1 — заготовительные (в том числе с дробе- или песко-очисткой);
2 — сборочные;
3 — сварочные;
4 — отделочные;
5 — контрольные.
Каждая из перечисленных операций содержит определенный вид работ.
2.4.1 Виды сварных сборочных единиц металлоконструкций: станины, корпуса, барабаны и т. Д. Технология изготовления сварных металлоконструкций.
При проектировании сварных конструкций необходимо учитывать следующие требования:
изделие должно быть высокого качества, а расход материалов на его изготовление должен быть минимальным;
применение высокопроизводительных, автоматизированных и механизированных технологических процессов;
максимальное использование типовых и стандартных форм конструкций;
применение комбинированных сварных соединений элементов больших сечений с литыми, коваными, штампованными и прокатными, а в некоторых случаях из разнородных металлов при обеспечении высоких физических и
химических свойств, а также прочности при различного рода нагрузках.
Сварные соединения должны быть по возможности равнопрочными основному металлу при всех температурах эксплуатации и различного рода нагрузках — статических, ударных, вибрационных. Слабыми местами в сварных соединениях могут быть швы и околошовная зона. Зона термического влияния основного металла имеет пониженные механические свойства при сварке термически обрабатываемых сталей и некоторых цветных металлов. Конструкции, в которых сварные соединения равнопрочны основному металлу, являются наиболее рациональными. Излишнее усиление соединения по сравнению с целым элементом ухудшает условия эксплуатации конструкции и повышает ее стоимость. Низкая прочность соединения не позволяет целиком использовать рабочее (расчетное) сечение элементов, что ведет к уменьшению грузоподъемности конструкции. Сварные швы являются важнейшими элементами, при помощи которых образуются сварные соединения. По отношениюк действующим усилиям швы делятся на лобовые, фланговые, косые и комбинированные (рис 20). Согласно ГОСТу установлено два вида обозначений швов: графическое и буквенно-цифровое.
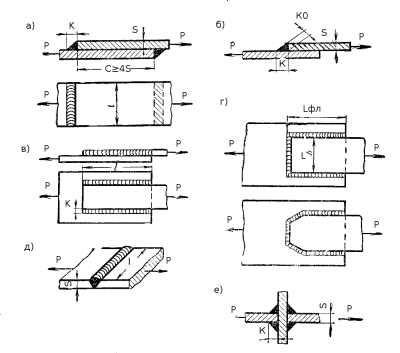
Рис2 0 -Типовые сварные швы: а — нахлесточные; б — лобовые; в — фланговые; г — комбинированные; д — стыковые; е — соединения втавр.
Металлоконструкции - конструкции из металла, применяемые в строительстве. Основным материалом для сварных металлических строительных конструкций является сталь, поставляемая в виде листов, рулонов, различных фасонных, прокатных, гнутых и гнутосварных профилей, труб и периодических профилей.
Основные виды сварки в цеховых условиях – автоматическая под слоем флюса и в защитных газах (как автоматическая, так и механизированная). Ручную сварку стала вытеснять механизированная сварка порошковыми проволоками диаметром около 2,0 мм в смеси защитных газов. Механизированная сварка порошковыми проволоками с газовой защитой применяется для стыковых соединений в вертикальном и потолочном положениях, а также для угловых швов внутри коробчатых элементов. В нижнем положении при значительной толщине металла находит применение многослойная сварка в узкую разделку порошковой проволокой. В цеховых условиях находят применение новые конструкции сварочных автоматов: портативные малогабаритные и комплексные многоэлектродные крупногабаритные и автоматизированные установки. Производство сварочных работ на монтаже допустимо при температуре окружающего воздуха или металла не ниже – 18 °С. Температура металла контролируется вблизи сварного шва. Если температура основного металла ниже – 18 °С, то свариваемый металл должен подвергаться предварительному подогреву на расстоянии, равном толщине свариваемого металла.