

2.2 Литейное производство
Литейная технология – это процесс получения литых заготовок путем заливки расплавленного металла в формы, полость которых повторяет конфигурацию отливки. При охлаждении металл отвердевает и принимает конфигурацию полости формы. Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0,5-500 мм.
2.2.1. Основные цеха, отделения и участки. Этапы изготовления отливок.
Литейные формы приготовляют чаще из формовочной смеси. Такие формы служат только один раз и разрушаются после извлечения из них отливки.
По мере роста технических достижений в области литейного производства непрерывно повышается качество получаемых отливок, их прочность, и также точность и шероховатость поверхности. Перед литейным производством стоит задача получения отливок с максимальным приближением их формы и размеров к форме и размерам готовой детали или изделия, при этом наиболее трудоемкая операция механической обработки должна быть ограничена лишь чистовой обработкой и шлифованием. Этого можно достичь усовершенствованием и внедрением специальных, более точных способов литья (в кокиль, литье под давлением, центробежное литье, литье по выплавляемым моделям, литье в оболочковые формы и др.).
Отливки изготовляют в литейном цехе. Последовательность технологического процесса их изготовления дана на рис.15.
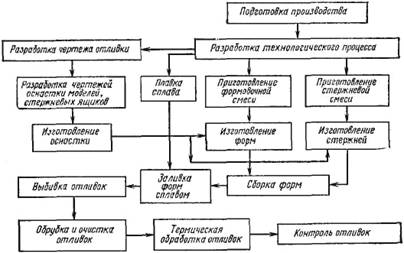
Рис 15-Последовательность изготовления отливки
Отливки получают в литейной форме, полость которой соответствует конфигурации отливки. Форму изготовляют из формовочной смеси, состоящей из формовочных материалов (песка, глины и добавок воды, связующих материалов и т. д.). Формовочную смесь засыпают в литейные опоки и выполняют в них отпечаток модели.
2.2.2. Формовочное отделение. Способы формовки.
В литейном производстве применяются три способа формовки: по моделям, по шаблонам и формовка в стержнях. Наиболее широкое распространение при изготовлении литья различной конфигурации и веса получила формовка по моделям. Формовка по моделям в зависимости от конструкции отливок, их веса и конкретных условий производства выполняется в почве или в опоках. Формовкой в почве преимущественно изготовляется крупное литье. Подавляющее количество мелкого, среднего и частично крупного литья формуется в парных опоках, что позволяет автоматизировать процесс изготовления форм.
При формовке в почве форма может изготовляться в земляном полу формовочного отделения по цельной или разъемной модели. При изготовлении формы по разъемной модели нижняя часть ее заформовывается в почве, а верхняя - в опоке. В подготовленную яму горизонтально осаживают модель до плотной посадки на постели, после чего уплотняют боковые стороны формы и выравнивают плоскость разъема. По окончании набивки края формы слегка смачивают водой, а для свободного извлечения модели из формы ее расталкивают, а затем извлекают при помощи мостового крана. После извлечения модели форму отделывают, окрашивают противопригарной краской и сушат специальными переносными сушилами. Охлажденную форму окончательно отделывают, затем вновь окрашивают и подсушивают, устанавливают в нее и закрепляют стержни, после чего заливают расплавом. Сухой песок играет роль разделителя. По окончании формовки верхняя полуформа снимается, извлекается модель, обе полуформы отделываются, окрашиваются противопригарной краской и подсушиваются. После подсушки полуформы окрашивают и вновь подсушивают, затем собирают форму и заливают ее расплавов.