

Допускаемые отклонения от плоскостности, вогнутости, прямолинейности и по радиальному биению, мм
Размер поковки |
Поле допуска для класса точности |
|
I |
II |
|
До 60 |
0,25 |
0,40 |
60 – 100 |
0,40 |
0,60 |
100 – 160 |
0,50 |
0,80 |
160 – 250 |
0,60 |
1,00 |
250 – 360 |
0,80 |
1,2 |
360 – 500 |
1,00 |
1,5 |
500 – 630 |
1,50 |
2,00 |
630 – 800 |
1,80 |
2,50 |
800 – 1000 |
2,00 |
3,00 |
Таблица 7
Допускаемые отклонения () на межцентровые расстояния, мм
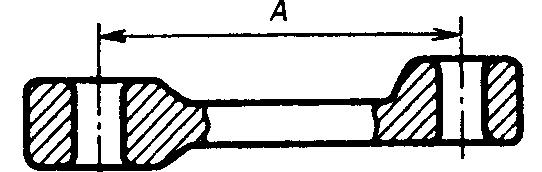
Расстояние между центрами поковки А |
Допуски для класса точности |
|
I |
II |
|
До 60 |
0,20 |
0,30 |
60 – 100 |
0,25 |
0,50 |
100 – 160 |
0,40 |
0,80 |
160 – 250 |
0,50 |
1,00 |
250 – 400 |
0,75 |
1,50 |
400 – 600 |
1,20 |
2,00 |
600 – 800 |
1,50 |
2,50 |
800 – 1000 |
2,00 |
3,00 |
1000 – 1250 |
2,50 |
3,50 |
Таблица 8
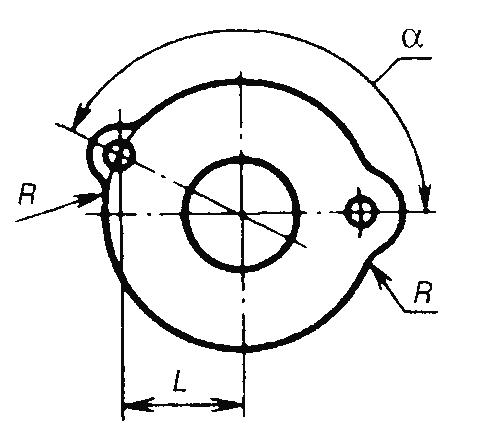
Отклонения на угловые размеры поковок
Длинна угловых элементов L, мм |
Допуски для класса точности |
|
I |
II |
|
До 25 |
1°30 |
3°00 |
25 – 60 |
0°45 |
1°30 |
60 – 100 |
0°30 |
0°45 |
100 – 160 |
0°15 |
0°30 |
Св. 160 |
0°10 |
0°15 |
Таблица 9
Отклонения на радиусы скруглений, мм ( см. эскиз к табл. 8)
Радиусы скруглений поковки R |
Допуски для класса точности |
|
I |
II |
|
До 3 |
1 |
2 |
3 – 6 |
2 |
3 |
6 – 10 |
3 |
5 |
10 – 16 |
5 |
8 |
16 – 25 |
8 |
12 |
25 – 40 |
15 |
20 |
40 – 60 |
20 |
30 |
Выполнение сквозных отверстий и углублений в горячих объемных штамповках, изготавливаемых на прессах и молотах, обязательно, если оси отверстий или углублений совпадают с направлением движения ползуна пресса или бабы молота. Диаметр углублений или отверстий должен быть большим или равен высоте поковок, но не менее 30 мм.
При изготовлении сквозных отверстий и углублений на горизонтально-ковочных машинах является обязательным, чтобы оси данных элементов совпадали с направлением движения высадочного ползуна, а диаметры или размеры прошиваемых отверстий и углублений были бы не менее 30 мм, глубина не должна превышать трех диаметров данного отверстия. Обычно глубина отверстий в штамповочных поковках составляет не более 0,8 их диаметра.
По принятым размерам, допускам, штамповочным уклонам, радиусам скруглений и другим параметрам разрабатывается эскиз заготовки, который, является исходным для технико-экономических расчетов.
Масса заготовки находится из формулы
 ,
,
где ρ – плотность материала, кг/см3; V3 – объем заготовки, см3.
Объем заготовки определяется по плюсовым допускам. Обычно сложную фигуру заготовки условно разбивают на элементарные части (цилиндры, конусы, пирамиды и т. д.) и определяют объемы этих элементарных частей. Сумма элементарных объемов составит общий объем заготовки.
Норму расхода материала на проектируемую деталь определяют, принимая во внимание все потери материала (угар, облой, некратность, на отрезку и т. д.), в зависимости от метода получения заготовки.
Потери
материала на деталь, изготавливаемую
из проката, состоят из некратности
длины проката, торцевой обрезки, прорезки
и удаляемых опорных концов. Длина
торцевого обрезка зависит от размеров
сечения проката и при резке ножницами
обычно составляет
 (0,3...0,5)
а,
где
а
– сторона
квадрата (диаметр круга). Прорезка
определяется в зависимости от толщины
дисковой пилы или ширины резца. Ширина
прореза сегментной дисковой пилы
диаметром 660 мм – 6 мм, а диаметром 710 мм
– 6,5 мм.
(0,3...0,5)
а,
где
а
– сторона
квадрата (диаметр круга). Прорезка
определяется в зависимости от толщины
дисковой пилы или ширины резца. Ширина
прореза сегментной дисковой пилы
диаметром 660 мм – 6 мм, а диаметром 710 мм
– 6,5 мм.
Ширина режущей части резца при разрезке проката на станках токарного типа зависит от диаметра заготовки:
Диаметр заготовки, мм …………...40–60 60–80 80–100 100–150
Ширина режущей части резца, мм ... 3–4 4–5 5–6 6–7
Некратность длины проката определяется исходя из выбранной длины проката и заготовки с учетом потерь от выбранного метода заготовительного раскроя. При расчете некратности длины проката необходимо стремиться к нулю или минимальным величинам. Средне вероятная расчетная длина некратности при раскрое немереного проката составляет примерно половину длины заготовки.
Некратность в зависимости от принятой длины проката
 ,
,
где
 —
длина
выбранного проката, мм; х
– число
заготовок, изготавливаемых из принятой
длины проката, шт;
—
длина
выбранного проката, мм; х
– число
заготовок, изготавливаемых из принятой
длины проката, шт; – длина заготовки, мм;
– длина заготовки, мм;
 – ширина реза, мм.
– ширина реза, мм.
Число заготовок, изготавливаемых из принятой длины проката,
где
 – длина торцевого обрезка проката, мм;
– длина торцевого обрезка проката, мм;
 – минимальная длина опорного (зажимного)
конца, мм.
– минимальная длина опорного (зажимного)
конца, мм.
Минимальная длина опорного конца зависит от конструкции технологического оборудования и зажимных элементов приспособления для данного станка. Она должна быть достаточной для создания надежного контакта при уравновешивании опрокидывающего момента (обычно не менее 10–20 мм); ее выбирают в каждом отдельном конкретном случае.
Общие потери материала (%) при изготовлении деталей из проката
 ,
,
где
 – потери материала на некратность, %
– потери материала на некратность, %

 – потери
на торцевую обрезку проката, %
– потери
на торцевую обрезку проката, %

 – потери
при выбранной длине зажима, %
– потери
при выбранной длине зажима, %

 – потери
на отрезку заготовки, %
– потери
на отрезку заготовки, %

Отходы при механической обработке металлов по разным видам заготовок от чистой массы деталей в среднем составляют для отливок чугунных, стальных, бронзовых 15...20%; свободной ковки 15...40%, объемной горячей штамповки 10%; проката (стали) 15%.
Коэффициент использования материала, выражающий отношение массы детали к массе заготовки, является основным показателем, характеризующим экономичность выбранного метода изготовления заготовок. Коэффициент использования материала с учетом технологических потерь
 ,
,
где
 –
масса детали по рабочему чертежу, кг;
–
масса детали по рабочему чертежу, кг; — расход материала на одну деталь с
учетом технологических потерь, кг.
— расход материала на одну деталь с
учетом технологических потерь, кг.
Для рационального расходования материала необходимо повышать коэффициент его использования, он должен быть не ниже 0,75.
Расход материала на заготовку с учетом технологических потерь определяется по формуле

Годовая экономия материала от выбранного метода получения заготовки с учетом технологических потерь определяется по формуле
 ,
,
где
 – расход материала на одну деталь при
первом методе получения заготовки,
кг,
– расход материала на одну деталь при
первом методе получения заготовки,
кг,
 – расход
материала на одну деталь при втором
методе получения заготовки, кг.
– расход
материала на одну деталь при втором
методе получения заготовки, кг.
Расчет себестоимости выполняется в зависимости от выбранных способов изготовления заготовок. Стоимость заготовки из проката, штамповки и литья определяют в зависимости от расхода материала, массы стружки на деталь, стоимости материала и его технологических отходов по формуле

где
 –
цена 1 кг материала заготовки, руб.;
–
цена 1 кг материала заготовки, руб.;
 –
цена 1 т отходов материала, руб.
–
цена 1 т отходов материала, руб.
Экономический эффект по использованию материала на годовую производственную программу выпуска деталей без учета технологических потерь
 ,
,
где
 – расход материала на деталь при первом
методе получения заготовки, кг;
– расход материала на деталь при первом
методе получения заготовки, кг;
 –
расход материала на деталь при втором
методе получения заготовки, кг; N
–
годовой объем выпуска деталей, шт.
–
расход материала на деталь при втором
методе получения заготовки, кг; N
–
годовой объем выпуска деталей, шт.
Экономический эффект выбранного способа изготовления заготовки в денежном выражении на годовую программу выпуска изделия
 ,
,
где
 – стоимость заготовки, полученная при
первом методе, руб.;
– стоимость заготовки, полученная при
первом методе, руб.;
 – стоимость заготовки, полученная при
втором методе, руб.
– стоимость заготовки, полученная при
втором методе, руб.
В качестве примера проведем технико-экономический расчет двух вариантов изготовления заготовки: методом горячей объемной штамповки и из проката. Годовой объем выпуска деталей – 180 000 шт. Рабочий чертеж детали – вал (рис. 4). Материал детали – сталь 45 ГОСТ 1050–88. Масса детали – 10,8 кг. Тип производства – массовый (см. табл. 1).
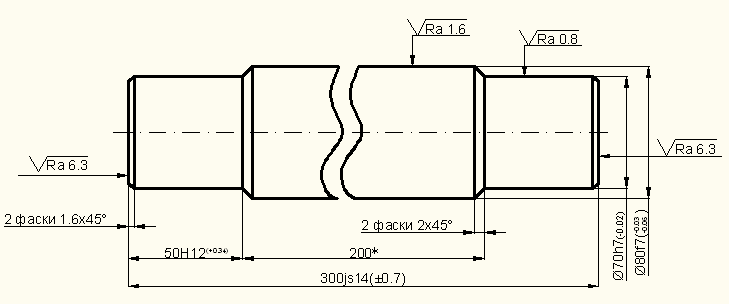
НRС 41... 45.
Неуказанная шероховатость поверхностей Rа = 12,5 мкм.
*Размер для справки
Рис. 4. Чертеж вала
Вариант 1. Заготовка из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчета промежуточных припусков принимаем наружный диаметр 80 f 7 мм.
Обработку поверхности диаметром 80 мм производят в центрах на многорезцовом токарном полуавтомате; окончательную обработку поверхности детали выполняют на круглошлифовальном станке.
Технологический маршрут обработки данной поверхности:
Операция 005. Токарная.
Операция 010. Токарная.
Операция 015. Термическая обработка НRС 41...45.
Операция 020. Шлифовальная однократная.
Припуски на подрезание торцевых поверхностей определяем по табл. 10, а припуски на обработку наружных поверхностей (точение и шлифование) – по табл. 11. При черновом точении припуск на обработку составляет 4,5 мм, при чистовом – 2 мм, а на шлифовальную однократную обработку равен 0,6 мм.
Таблица 10