

Углеродистые и легированные инструментальные стали. Марки, химсостав, свойства, область применения
 Ранее
других материалов для изготовления
режущих инструментов начали применять
углеродистые
инструментальные стали
марок У7, У7А…У13, У13А. Помимо железа и
углерода, эти стали содержат 0,2…0,4%
марганца. Инструменты из углеродистых
сталей обладают достаточной твердостью
при комнатной температуре, но теплостойкость
их невелика, так как при сравнительно
невысоких температурах (200…250°С)
их твердость резко уменьшается.
Ранее
других материалов для изготовления
режущих инструментов начали применять
углеродистые
инструментальные стали
марок У7, У7А…У13, У13А. Помимо железа и
углерода, эти стали содержат 0,2…0,4%
марганца. Инструменты из углеродистых
сталей обладают достаточной твердостью
при комнатной температуре, но теплостойкость
их невелика, так как при сравнительно
невысоких температурах (200…250°С)
их твердость резко уменьшается.
Легированные инструментальные стали, по своему химическому составу, отличаются от углеродистых повышенным содержанием кремния или марганца, или наличием одного либо нескольких легирующих элементов: хрома, никеля, вольфрама, ванадия, кобальта, молибдена. Для режущих инструментов используются низколегированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др. Эти стали обладают более высокими технологическими свойствами – лучшей закаливаемостью и прокаливаемостью, меньшей склонности к короблению, но теплостойкость их равна 350…400°С и поэтому они используются для изготовления ручных инструментов (разверток) или инструментов, предназначенных для обработки на станках с низкими скоростями резания (мелкие сверла, метчики).
Следует отметить, что за последние 15-20 лет существенных изменений этих марок не произошло, однако наблюдается устойчивая тенденция снижения их доли в общем объеме используемых инструментальных материалов.
2. Классификация режущих инструментов для омр
Режущий инструмент - инструмент для обработки резанием, то есть инструмент для формирования новых поверхностей отделением поверхностных слоёв материала с образованием стружки
Инструмент токарной группы. В основном это резцы.
Инструмент фрезерной группы. В основном это фрезы.
Инструмент для обработки отверстий. Это сверла, зенкера, развертки, зенковки.
Резьбонарезной инструмент. Это метчики, плашки.
Зубообрабатывающий инструмент. Это долбяки, червячные фрезы и прочее.
Протяжной инструмент. Это протяжки, прошивки и т.д.
Резец (Рис.1(а))- это режущий инструмент, предназначенный для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах.
Фреза (Рис.1(б)) - режущий многолезвийный инструмент в виде тела вращения с зубьями для фрезерования.
Сверло (Рис.1(в))- это режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений. .
Зенкер (Рис.1(г))– режущий инструмент с помощью которого получают отверстия или фаски различного диаметра и глубины, после предварительного сверления. Зенкерование является получистовой обработкой резанием.
Развертка (Рис.1(д)) - режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания.
Зенковка (Рис.1(е)) - многолезвийный режущий инструмент для обработки деталей с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Зенковка имеет зубья на торце и направляющих цапф, которыми она вводится в просверленное отверстие.
Метчики́ (Рис.1(ж)) - применяют для нарезания внутренних резьб.
Плашка (Рис.1(з)) - резьбонарезной инструмент для нарезания наружной резьбы вручную или на станке.
Протяжка (Рис.1(и)) - многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
Разновидностью протяжного инструмента являются прошивки, применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб.
а)
 б)
б)

в) г)
г)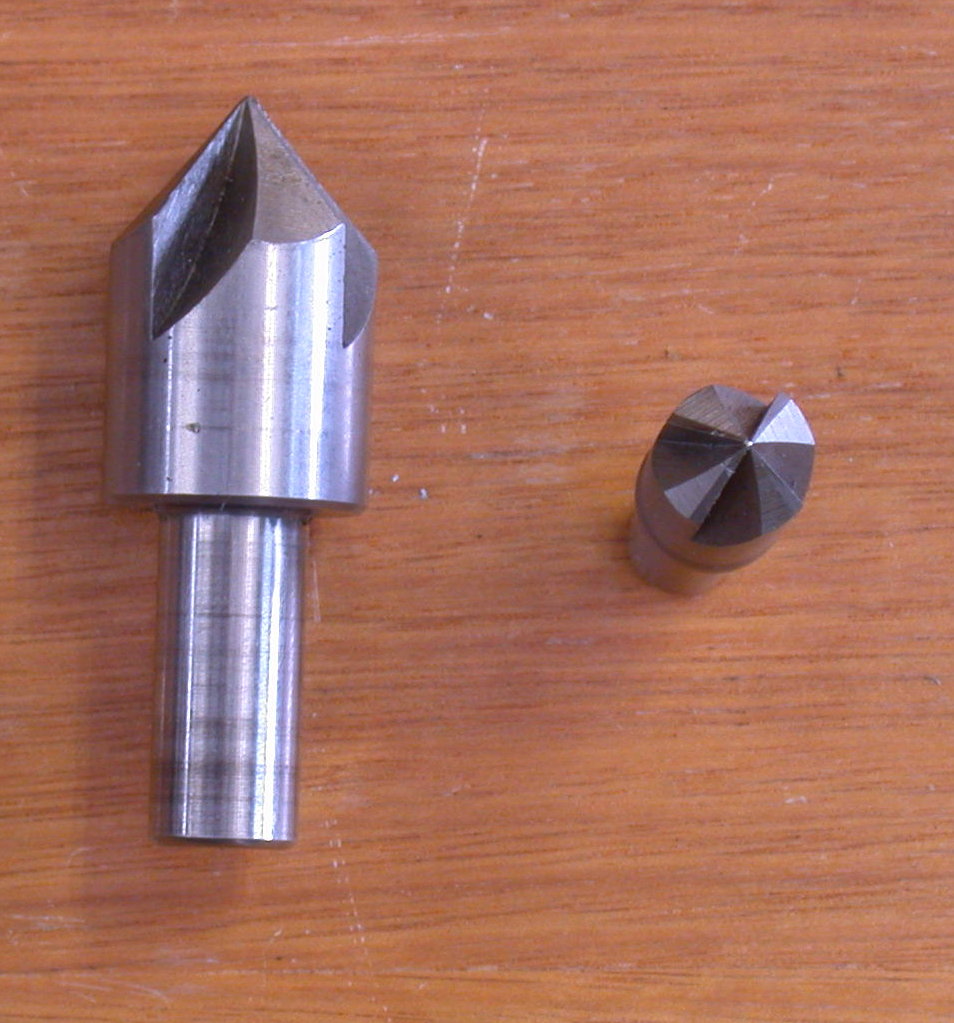 д)
д)
е) ж)
ж) з)
з)
и)
Рис.1 Режущие инструменты для ОМР: а)резец; б)фреза; в)сверло; г)зенкер; д)развертка;
е)зенковка; ж)метчики; з)плашки; и)протяжка.