Тема 10: Фрезерование плоских поверхностей.
1. Инструмент и оборудование, применяемое при фрезеровании плоских поверхностей.
Большинство деталей имеют поверхности в форме плоскостей, например направляющие станины станка, поверхность основания тисков, контрольные и разметочные плиты, поверхности установочных угольников, грани болтов и гаек, квадраты хвостовиков инструментов. Фрезерование плоских поверхностей можно производить главным образом цилиндрическими фрезами на горизонтально-фрезерных станках, а торцовыми и концевыми фрезами как на горизонтально, так и вертикально-фрезерных станках .
Фрезерование плоскостей производят в такой последовательности: подводят заготовку под вращающуюся фрезу до легкого касания, затем отводят из-под фрезы, выключают шпиндель станка, устанавливают лимб вертикальной подачи (при фрезеровании плоской поверхности) или поперечной подачи (при фрезеровании плоской торцовой поверхности) на глубину фрезерования, включают шпиндель станка и перемещают вручную стол с заготовкой до касания с фрезой, после чего включают продольную подачу стола.
При обработке цилиндрическими фрезами длина фрезы должна на 10...15 мм перекрывать требуемую ширину обработки. Диаметр фрезы выбирают в зависимости от ширины фрезерования и глубины резания / (мм).

Рис.Фезерование плоских поверхностей торцовой фрезой
Наклонной плоской поверхностью называется плоская поверхность, расположенная под углом к горизонтали. Скосом называют короткую наклонную плоскость. Различные способы фрезерования наклонных плоскостей и скосов показаны на рис.
Фрезерование наклонной
плоской поверхности
с поворотом заготовки можно
выполнять как на горизонтально,
так и на вертикально-фрезерных станках,
применяя универсальные машинные
тиски, угловые плиты или специальные
приспособления и прихваты.

Схемы фрезерования наклонных поверхностей и скосов:
а, б—на горизонтально-фрезерном; в—на вертикально-фрезерном станке с поворотом заготовки; г, д—, на вертикально-фрезерном станке с поворотом" шпинделя; е—на горизонтально-фрезерном станке угловой фрезой.
Тема 11: Фрезерование уступов, пазов, канавок.
1.Особенности фрезерования уступов и канавок
В деталях машин и приборов встречаются поверхности, называемые уступами и пазами. Пазы могут быть прямоугольными и фасонными, сквозными и замкнутыми. Для обработки прямоугольных, фасонных и сквозных пазов и уступов на горизонтально-фрезерных станках применяют различные фрезы. Для обработки замкнутых пазов, шпоночных канавок и других малодоступных поверхностей на горизонтально- и вертикально-фрезерных станках применяют концевые..фрезы.
На рис. показаны наиболее часто встречающиеся дисковые фрезы. Эти фрезы крепят на оправки фрезерных станков аналогично цилиндрическим. Дисковые фреза больших размеров в целях экономя быстрорежущей стали изготовляются сборными со вставными ножами. Фрезерование уступов дисковым фрезами можно выполнить различий ми приемами: каждый уступ фрезеруется одной трехсторонней фрезой; оба уступа одновременно фрезеруют набором из двум дисковых фрез точно одинакового диаметра . В этом случае чтобы получить заданный размер между уступами, на оправку между фреза, ми устанавливают соответствуют» промежуточные кольца или фрезеруют в двухпозиционном приспособлении, вращающемся на 180° . После фрезерования первого уступа (1-я позиция) приспособление с закрепленной в нем заготовкой поворачивают и ставят во 2-ю позицию для фрезерования второго уступа.

Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1... 2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Ф резерование
пазов специальных профилей — Т-образных,
типа «ласточкин хвост» — осуществляют
на вертикально- или продольно-фрезерных
станках за три (Т-образные пазы) или два
(пазы типа «ласточкин хвост») перехода.
Учитывая неблагоприятные условия работы
Т-образных и одноугловых фрез, используемых
при выполнении указанных операций,
подача на зуб S. не должна превышать 0,03
мм/зуб; скорость резания — 20...25 м/мин.
резерование
пазов специальных профилей — Т-образных,
типа «ласточкин хвост» — осуществляют
на вертикально- или продольно-фрезерных
станках за три (Т-образные пазы) или два
(пазы типа «ласточкин хвост») перехода.
Учитывая неблагоприятные условия работы
Т-образных и одноугловых фрез, используемых
при выполнении указанных операций,
подача на зуб S. не должна превышать 0,03
мм/зуб; скорость резания — 20...25 м/мин.
Рис. 5.23. Схемы фрезерования прямоугольных и фасонных пазов:
а — дисковые трехсторонние фрезы; б — дисковые пазовые или концевые фрезы; г — концевые фрезы; Д. — направление вращения фрезы
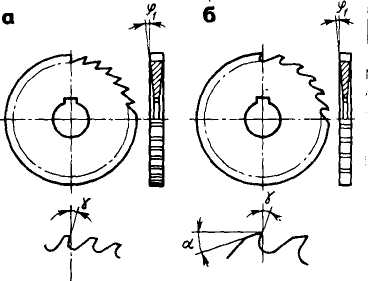
Отрезание заготовок
Для отрезания или разрезания заготовок на части применяют тонкие дисковые фрезы, которые называются отрезными. Зубья этих фрез расположены только по цилиндрической части. Для уменьшения трения фрезы о стенки прореза (пропила) диски фрез имеют утонение к центру на угол Фрезы могут быть с мелкими, средними (нормальными) и крупными) зубьями. Фрезы с мелкими и средними зубьями применяют для резания тонких заготовок, труб, прорезания шлицев; фрезы с крупными зубьями — для прорезания глубоких и узких пазов и для отрезных работ.