

О порядке внесения статистических методов контроля в технологическую карту. Общие положения.
Настоящая инструкция предусматривает порядок внесения статистических методов контроля качества продукции в технологическую карту.
В действующую технологическую карту статистические методы контроля вносятся только после того, как проведен предварительный статанализ данного техпроцесса с целью определения его точности и стабильности, экспериментально опробован и окончательно определен конкретный вариант статконтроля.
Внесение статконтроля в действующие технологические процессы, как и всякое иное изменение, производится в порядке, установленном на изменение этих карт.
Порядок оформления исходных данных для статистических методов контроля /смк/
Основанием для внесения изменений в технологические процессы в связи с внедрение статконтроля является «Инструкционная карта регулирования».
«Инструкционная карта регулирования» должна включать все контролируемые параметры данной детали – основные размеры должны контролироваться более точными статистическими методами (медиан и индивидуальных значений и др.) – остальные размеры табличным методом.
«Инструкционная карта регулирования» является дополнением к технологической карте на данный процесс и представляет собой исходный технический документ, дающий все данные для заполнения «Карты регулирования и контроля качества продукции» на данную операцию.
Каждой «Инструкционной карте регулирования» присваивается номер и заносится в журнал регистрации «карт» (см. приложение).
Листы «инструкционных карт» в общее количество листов технологической карты не входит, а поэтому «карты» или подшиваются в папки соответствующей технологической карты, или делается отдельная подшивка по каждой детали в отдельности.
«Инструкционная карта» рассчитывается и заполняется отделом Главного технолога (группа по внедрению статконтроля), подписывается технологом, составившим карту, начальником техбюро, начальником ОТК, начальником ЕСН, начальником цеха, главным технологом и утверждается главным инженером завода.
«Инструкционные карты» являются неотъемлемой частью технологических карт и прилагаются ко всем экземплярам технологических карт, рассылаемых БТД.
При существенном изменении «Инструкционных карт» (изменение метода статконтроля величины и периодичности взятых выборок, контрольных границ и т.д.) изменяется номер «Инструкционных карт» с проведением этого изменения в технологическом процессе, установленном на заводе порядке по назначению технологических процессов.
При аннулировании действующей «технологической карты» аннулируется и «Инструкционная карта», приложенная к ней.
Изменения, связанные с внедрением статконтроля, вносятся в технологическую карту следующим образом: в графах, где указан мерительный инструмент и контроль против параметров, подлежащих статконтроля, указывается «Статконтроль по “Инструкционной карте” №__».
В тех случаях, когда внедрение статконтроля вызывает потребность в изменении технологического процесса (в части допуска, оборудования, оснастки инструмента режущего и мерительного, режимов и т.п.), все такие изменения оформляются в технологических картах в установленном порядке. В распоряжении (извещении), на основании вносятся изменения в документацию, дополнительно указывается: “в связи с внедрением статконтроля”.
При изменениях технологических карт (в части допусков оборудования, оснастки, инструмента и т.д.) одновременно вносятся изменения в «Инструкционные карты» (границы регулирования, инструмент, оборудование) в установленном на заводе порядке по изменению технологических процессов.
Регистрацию «Инструкционных карт» регулирования ведет отдел Главного технолога.
Приложение к инструкции.
Форма журнала регистрации инструкционных карт регулирования.
№ пп |
Инструкцион-ная карта регулирования |
Название цеха
|
Номер и наименова-ние деталей |
Номер опера-ции
|
Оборудова-ние |
Метод конт-роля
|
||
№ |
Дата |
Тип |
№ |
|||||
1 |
1 |
25.2.71г. |
1-й механи-ческий |
Вал |
|
Автом. линия обраб. валов |
|
Методы медиан и индив. значений и таблич-ный |
П Р И Л О Ж Е Н И Е
Т А Б Л И Ц А
ФУНКЦИЯ РАСПРЕДЕЛЕНИЯ И ИХ ПАРАМЕТРЫ
Приложение 1
Закон распределен-ия |
Условное обозначение |
Применение закона распределения |
Кривая плотности вероятности |
Области значения |
Полное поле рас-сеяния |
Параметры распреде-ления |
Нормальный
(Гауссса)
|
Н |
Распределение линейных и угловых величин, шероховатости поверхностей, веса деталей, величины твердости, механических и физических свойств материалов |
|
от -∞ до +∞ |
6σ |
Двухпараме-трический:
|
Эксцентрис- ситета (Максвелла) |
Э |
1. Распределение отклонений в расположении поверхностей (несоосности, разностенности, непараллельности, радиального и торцевого биения овальность, конусность и т.д.) 2. Распределение абсолютной величины жесткости системы СПИД. 3. Распределение магнитной проницаемости |
|
от 0 до +∞ |
5,25 σ |
Однопараме-трический: σ
|
Приложение 2
Дата |
Предприятие |
Цех, участок |
Операция |
Лист 1 |
||||||||||||||
9.05.76 |
п/я Г-4012 |
1 |
Токарная |
Листов 9 |
||||||||||||||
Сх. измер. параметра, допуск |
Оборудование |
Инв. № |
||||||||||||||||
|
автоматическая линия |
220 |
||||||||||||||||
Деталь |
№ |
Материал |
||||||||||||||||
вал |
20 |
Сталь 35 |
||||||||||||||||
Измер. инструмент |
Цена деления |
|||||||||||||||||
Микрометр |
0,01 |
|||||||||||||||||
К-во замер. детал. |
Замеры произвел |
|||||||||||||||||
150 |
Марков |
|||||||||||||||||
№ п/п |
Размер I - I |
Размер 2 - 2 |
Факт. размер |
Овал |
№ п/п |
Размер I - I |
Размер 2 - 2 |
Факт. размер |
Овал |
|||||||||
1. |
35,130 |
35,125 |
35,127 |
0,005 |
27. |
35,075 |
35,070 |
35,072 |
0,005 |
|||||||||
2. |
35,106 |
35,110 |
35,107 |
0,005 |
28. |
35,085 |
35,080 |
35,082 |
0,005 |
|||||||||
3. |
36,100 |
35,110 |
35,105 |
0,01 |
29. |
35,085 |
35,090 |
35,087 |
0,005 |
|||||||||
4. |
35,110 |
35,110 |
35,110 |
0, |
30. |
35,080 |
35,090 |
35,085 |
0,010 |
|||||||||
5. |
35,115 |
35,120 |
35,117 |
0,005 |
31. |
35,085 |
35,090 |
35,087 |
0,005 |
|||||||||
6. |
35,105 |
35,110 |
35,107 |
0,005 |
32. |
35,085 |
35,080 |
35,082 |
0,005 |
|||||||||
7. |
35,110 |
35,105 |
35,107 |
0,005 |
33. |
35,085 |
35,080 |
35,082 |
0,005 |
|||||||||
8. |
35,120 |
35,110 |
35,115 |
0,010 |
34. |
35,085 |
35,085 |
35,082 |
0, |
|||||||||
9. |
35,105 |
35,110 |
35,107 |
0,005 |
35. |
35,085 |
35,096 |
35,090 |
0,011 |
|||||||||
10. |
35,115 |
35,120 |
35,117 |
0,005 |
36. |
35,090 |
35,090 |
35,090 |
0, |
|||||||||
11. |
35,086 |
35,115 |
35,110 |
0,009 |
37. |
35,085 |
35,080 |
35,082 |
0,005 |
|||||||||
12. |
35,110 |
35,115 |
35,112 |
0,005 |
38. |
35,085 |
35,080 |
35,082 |
0,005 |
|||||||||
13. |
35,115 |
35,119 |
35,112 |
0,005 |
39. |
35,080 |
35,085 |
35,082 |
0,005 |
|||||||||
14. |
35,120 |
35,125 |
35,122 |
0,005 |
40. |
35,085 |
35,095 |
35,090 |
0,01 |
|||||||||
15. |
35,125 |
35,120 |
35,122 |
0,005 |
41. |
35,087 |
35,094 |
35,090 |
0,007 |
|||||||||
16. |
35,120 |
35,115 |
35,117 |
0,005 |
42. |
35,090 |
35,090 |
35,090 |
0, |
|||||||||
17. |
35,100 |
35,110 |
35,100 |
0, |
43. |
35,082 |
35,088 |
35,085 |
0,006 |
|||||||||
18. |
35,885 |
35,105 |
35,100 |
0,01 |
44. |
35,085 |
35,085 |
35,085 |
0, |
|||||||||
19. |
35,066 |
35,074 |
35,070 |
0,08 |
45. |
35,095 |
35,090 |
35,092 |
0,005 |
|||||||||
20. |
35,090 |
35,070 |
35,080 |
0,020 |
46. |
35,087 |
35,093 |
35,090 |
0,006 |
|||||||||
21. |
35,065 |
35,060 |
35,062 |
0,005 |
47. |
35,090 |
35,090 |
35,090 |
0, |
|||||||||
22. |
35,065 |
35,065 |
35,065 |
0, |
48. |
35,085 |
35,060 |
35,082 |
0.005 |
|||||||||
23. |
35,060 |
35,070 |
35,065 |
0,010 |
49. |
35,086 |
35,095 |
35,090 |
0,009 |
|||||||||
24. |
35,066 |
35,064 |
35,060 |
0,008 |
50. |
35,086 |
35,104 |
35,100 |
0,006 |
|||||||||
25. |
35,057 |
35,063 |
35,060 |
0,006 |
51. |
35,095 |
35,090 |
35,092 |
0,005 |
|||||||||
26. |
35,055 |
35,045 |
35,050 |
0,010 |
|
|
|
|
|
|||||||||
№ п/п |
Размер 1-1 |
Размер 2-2 |
Факт. размер |
Овал |
№ п/п |
Размер 1-1 |
Размер 2-2 |
Факт. размер |
Овал |
52 |
35,095 |
35,100 |
35,097 |
0,005 |
90 |
35,130 |
35,130 |
35,130 |
0. |
53 |
35,895 |
35,105 |
35,100 |
0,01 |
91 |
35,126 |
35,134 |
35,130 |
0,008 |
54 |
35,095 |
35,100 |
35,097 |
0,005 |
92 |
35,130 |
35,130 |
35,130 |
0. |
55 |
35,095 |
35,099 |
35,092 |
0,005 |
93 |
35,130 |
35,135 |
35,132 |
0,005 |
56 |
35,097 |
35,104 |
35,100 |
0,007 |
94 |
35,126 |
35,134 |
35,130 |
0,008 |
57 |
35,095 |
35,090 |
35,092 |
0,005 |
95 |
35,135 |
35,140 |
35,137 |
0,005 |
58 |
35,094 |
35,106 |
35,100 |
0,012 |
96 |
35,135 |
35,135 |
35,135 |
0. |
59 |
35,086 |
35,094 |
35,090 |
0,008 |
97 |
35,135 |
35,140 |
35,137 |
0,005 |
60 |
35,090 |
35,090 |
35,090 |
0. |
98 |
35,135 |
35,140 |
35,137 |
0,005 |
61 |
35,136 |
35,145 |
35,140 |
0,009 |
99 |
35,134 |
35,146 |
35,140 |
0,012 |
62 |
35,137 |
35,143 |
35,140 |
0,006 |
100 |
35,145 |
35,150 |
35,147 |
0,005 |
63 |
35,150 |
35,150 |
35,150 |
0. |
101 |
35,150 |
35,150 |
35,150 |
0. |
64 |
35,145 |
35,155 |
35,150 |
0,011 |
102 |
35,145 |
35,140 |
35,147 |
0,005 |
65 |
35,140 |
35,135 |
35,137 |
0,005 |
103 |
35,140 |
35,145 |
35,142 |
0,005 |
66 |
35,133 |
35,147 |
35,140 |
0,014 |
104 |
35,130 |
35,120 |
35,125 |
0,010 |
67 |
35,136 |
35,144 |
35,140 |
0,008 |
105 |
35,135 |
35,140 |
35,137 |
0,005 |
68 |
35,147 |
35,134 |
35,140 |
0,013 |
106 |
35,135 |
35,140 |
35,137 |
0,006 |
69 |
35,126 |
35,133 |
35,130 |
0,006 |
107 |
35,130 |
35,135 |
35,132 |
0,005 |
70 |
35,135 |
35,135 |
35,135 |
0. |
108 |
35,130 |
35,135 |
35,132 |
0,005 |
71 |
35,136 |
35,130 |
35,137 |
0,005 |
109 |
35,140 |
35,140 |
35,140 |
0. |
72 |
35,132 |
35,139 |
35,135 |
0,007 |
110 |
35,130 |
35,135 |
35,132 |
0,005 |
73 |
35,135 |
35,140 |
35,137 |
0,005 |
111 |
35,135 |
35,140 |
35,137 |
0,005 |
74 |
35,140 |
35,140 |
35,140 |
0. |
112 |
35,145 |
35,140 |
35,142 |
0,005 |
75 |
35,126 |
35,134 |
35,130 |
0,008 |
113 |
35,140 |
35,140 |
35,140 |
0. |
76 |
35,132 |
35,138 |
35,135 |
0,005 |
114 |
35,142 |
35,149 |
35,145 |
0,007 |
77 |
35,122 |
35,138 |
35,130 |
0,016 |
115 |
35,145 |
35,136 |
35,140 |
0,009 |
78 |
35,130 |
35,130 |
35,130 |
0. |
116 |
35,142 |
35,149 |
35,145 |
0,007 |
79 |
35,127 |
35,133 |
35,130 |
0,006 |
117 |
35,147 |
35,137 |
35,142 |
0,015 |
80 |
35,131 |
35,139 |
35,135 |
0,008 |
118 |
35,140 |
35,150 |
35,145 |
0,01 |
81 |
35,125 |
35,135 |
35,130 |
0,01 |
119 |
35,141 |
35,149 |
35,145 |
0,008 |
82 |
35,130 |
35,130 |
35,130 |
0. |
120 |
35,145 |
35,150 |
35,147 |
0,005 |
83 |
35,122 |
35,129 |
35,125 |
0,007 |
121 |
35,145 |
35,150 |
35,147 |
0,005 |
84 |
35,122 |
35,129 |
35,125 |
0,007 |
122 |
35,150 |
35,150 |
35,150 |
0. |
85 |
35,120 |
35,130 |
35,125 |
0,01 |
123 |
35,147 |
35,153 |
35,150 |
0,006 |
86 |
35,126 |
35,134 |
35,130 |
0,008 |
124 |
35,146 |
35,154 |
35,150 |
0,008 |
87 |
35,123 |
35,137 |
35,130 |
0,014 |
125 |
35,147 |
35,153 |
35,150 |
0,006 |
88 |
35,130 |
35,130 |
35,130 |
0. |
126 |
35,147 |
35,154 |
35,150 |
0,007 |
89 |
35,127 |
35,133 |
35,130 |
0,006 |
127 |
35,155 |
35,155 |
35,155 |
0. |
Приложение 2
Лист 2
Приложение 2
Лист 3
№ п/п |
Размер 1-1 |
Размер 2-2 |
Факт. размер |
Овал |
№ п/п |
Размер 1-1 |
Размер 2-2 |
Факт. размер |
Овал |
128 |
35,155 |
35,155 |
35,155 |
0. |
|
|
|
|
|
129 |
35,147 |
35,162 |
35,155 |
0,015 |
|
|
|
|
|
130 |
35,155 |
35,155 |
35,155 |
0. |
|
|
|
|
|
131 |
35,155 |
35,150 |
35,152 |
0,005 |
|
|
|
|
|
132 |
35,155 |
35,150 |
35,152 |
0,005 |
|
|
|
|
|
133 |
35,150 |
35,150 |
35,150 |
0. |
|
|
|
|
|
134 |
35,150 |
35,155 |
35,152 |
0,005 |
|
|
|
|
|
135 |
35,142 |
35,158 |
35,150 |
0,016 |
|
|
|
|
|
136 |
35,155 |
35,150 |
35,152 |
0,005 |
|
|
|
|
|
137 |
35,155 |
35,150 |
35,152 |
0,005 |
|
|
|
|
|
138 |
35,160 |
35,160 |
35,160 |
0. |
|
|
|
|
|
139 |
35,160 |
35,155 |
35,157 |
0,005 |
|
|
|
|
|
140 |
35,158 |
35,160 |
35,157 |
0,005 |
|
|
|
|
|
141 |
35,160 |
35,160 |
35,160 |
0. |
|
|
|
|
|
142 |
35,155 |
35,150 |
35,152 |
0,005 |
|
|
|
|
|
143 |
35,165 |
35,160 |
35,162 |
0,005 |
|
|
|
|
|
144 |
35,165 |
35,160 |
35,162 |
0,005 |
|
|
|
|
|
145 |
35,165 |
35,160 |
35,162 |
0,005 |
|
|
|
|
|
146 |
35,160 |
35,160 |
35,150 |
0. |
|
|
|
|
|
147 |
35,165 |
35,165 |
35,165 |
0. |
|
|
|
|
|
148 |
35,165 |
35,160 |
35,152 |
0,005 |
|
|
|
|
|
149 |
35,165 |
35,150 |
35,153 |
0,005 |
|
|
|
|
|
150 |
35,155 |
35,155 |
35,155 |
0. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дата |
Предприятие |
Цех, участок |
Операция |
Лист 4 |
||||||||||||
9.05.76 |
п/я Г-4012 |
1 |
Токарная |
Листов 9 |
||||||||||||
Оборудование |
Инв. № |
Деталь |
№ |
Материал |
Признак качеств. |
|||||||||||
Автоматическая линия |
220 |
вал |
20 |
Сталь 35 |
Диаметр вала |
|||||||||||
Размер |
Допуск |
Объем выборок |
Закон распределения |
Расчет произвел |
||||||||||||
Ø 35,15 |
-0,1 |
150 |
Нормальный |
Марков |
||||||||||||
Статическая сводка |
||||||||||||||||
№ п.п. |
Разряды: ХН-Х В |
Предст. Разряда Хi |
Подсчет наблюденных значений |
ni |
b |
ni∙ b |
ni∙b2 |
|||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||
1 |
35,04÷35,06 |
35,05 |
|
1 |
-5 |
-5 |
25 |
|||||||||
2 |
35,06÷35,08 |
35,07 |
|
8 |
-4 |
-32 |
128 |
|||||||||
3 |
35,08÷35,10 |
35,09 |
|
30 |
-3 |
-90 |
270 |
|||||||||
4 |
35,10÷35,12 |
35,11 |
|
17 |
-2 |
-34 |
68 |
|||||||||
5 |
35,12÷35,14 |
35,13 |
|
40 |
-1 |
-40 |
40 |
|||||||||
6 |
35,14÷35,16 |
35,15 |
|
46 |
0 |
0 |
0 |
|||||||||
7 |
35,16÷35,18 |
35,17 |
|
8 |
1 |
8 |
8 |
|||||||||
8 |
|
|
|
|
|
|
|
|||||||||
9 |
|
|
|
|
|
|
|
|||||||||
10 |
|
|
|
|
|
|
|
|||||||||
11 |
|
|
|
|
|
|
|
|||||||||
12 |
|
|
|
|
|
|
|
|||||||||
|
|
|
Сумма ∑ |
150 |
|
-193 |
539 |
|||||||||
αo – постоянная величина равная Хi соответствующая наиб. ni С – цена разряда ν1=
ν12=1,6553 ν2= μ2= ν2 - ν12=1,938
|
||||||||||||||||
Приложение 2
Приложение 2
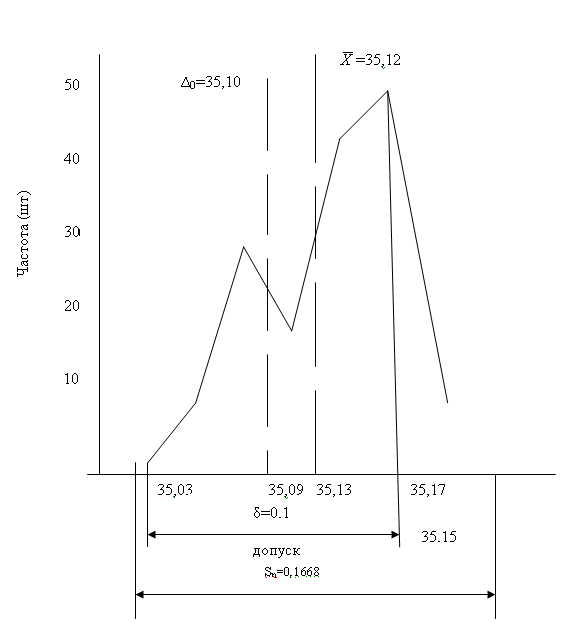
Размер по чертежу |
Верхний предел ТВ |
Нижний придел ТН |
Лист 5 |
||||
Ø 35,15 -0,1 |
Ø35,15 |
Ø35,05 |
Листов 9 |
||||
Допуск Δ |
Середина поля допуска ΔО |
Среднее арифметич. значение |
Среднее квадратичное отклонение σ |
||||
0,10 |
35,10 |
35,12 |
0,0278 |
||||
Меры оценки точности и предельные статистические характеристики |
|||||||
H |
|
||||||
|
KТ=
Е=
|
||||||
Э |
KТ=
|
||||||
|
|||||||
Дефектность: q%=14,6
|
|||||||
Заключения и предложения:
|
|||||||
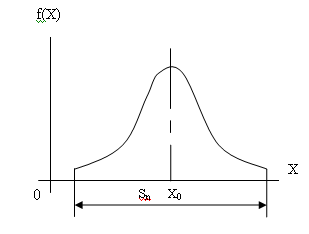
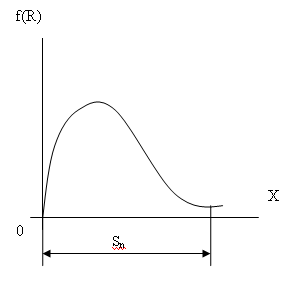
Примечание: KТ – коэффициент точности Е – смещение центра настройки относительно середины поля допуска КН – коэффициент настройки Sn – полное поле рассеяния
|
|||||||
Приложение 2
Лист 6
Приложение 2
Дата |
Предприятие |
Цех, участок |
Операция |
Лист 4 |
||||||||||||
9.05.76 |
п/я Г-4012 |
1 |
Токарная |
Листов 9 |
||||||||||||
Оборудование |
Инв. № |
Деталь |
№ |
Материал |
Признак качеств. |
|||||||||||
Автоматическая линия |
220 |
вал |
20 |
Сталь 35 |
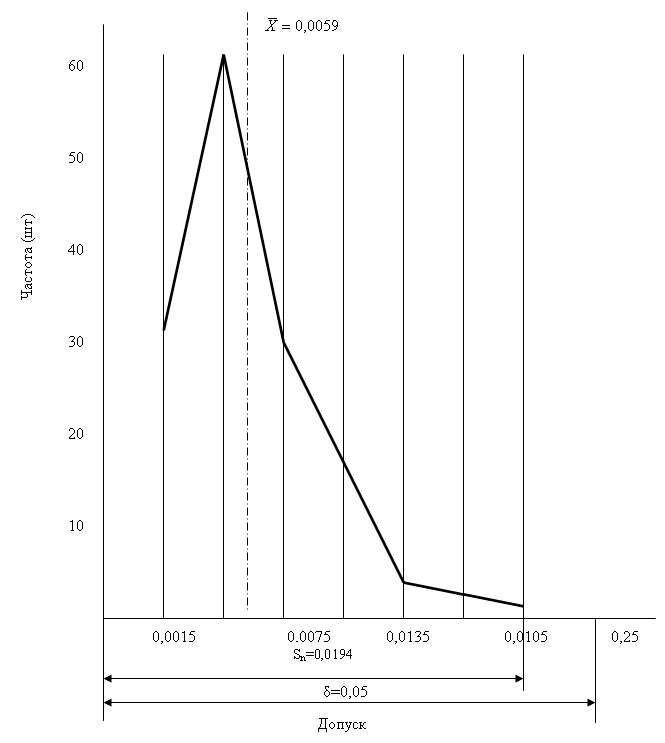
Овальность вала |
|||||||||||
Размер |
Допуск |
Объем выборок |
Закон распределения |
Расчет произвел |
||||||||||||
35,15 |
0,05 |
150 |
Максвелла |
Марков |
||||||||||||
Статическая сводка |
||||||||||||||||
№ п.п. |
Разряды: ХН-Х В |
Предст. Разряда Хi |
Подсчет наблюденных значений |
ni |
b |
ni∙ b |
ni∙b2 |
|||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||
1 |
0÷0,003 |
0,0015 |
|
31 |
-1 |
-31 |
31 |
|||||||||
2 |
0,003÷0,006 |
0,0045 |
|
61 |
0 |
0 |
0 |
|||||||||
3 |
0,006÷0,009 |
0,0075 |
|
30 |
1 |
30 |
30 |
|||||||||
4 |
0,009÷0,012 |
0,0105 |
|
18 |
2 |
36 |
72 |
|||||||||
5 |
0,012÷0,015 |
0,0135 |
|
5 |
3 |
15 |
45 |
|||||||||
6 |
0,015÷0,018 |
0,0165 |
|
4 |
4 |
16 |
64 |
|||||||||
7 |
0,018÷0,021 |
0,0195 |
|
1 |
5 |
5 |
25 |
|||||||||
8 |
|
|
|
|
|
|
|
|||||||||
9 |
|
|
|
|
|
|
|
|||||||||
10 |
|
|
|
|
|
|
|
|||||||||
11 |
|
|
|
|
|
|
|
|||||||||
12 |
|
|
|
|
|
|
|
|||||||||
|
|
|
Сумма ∑ |
150 |
|
71 |
267 |
|||||||||
αo – постоянная величина равная Хi соответствующая наиб. ni С – цена разряда ν1= = 0,4733
ν12=0,224 = αo+С ν1=0,0059 ν2= =1,78 σ = С =0,0037 μ2= ν2 - ν12=1,556
|
||||||||||||||||
Размер по чертежу |
Верхний предел ТВ |
Нижний придел ТН |
Лист 8 |
||||
|
0,05 |
0 |
Листов 9 |
||||
Допуск Δ |
Середина поля допуска ΔО |
Среднее арифметич. значение |
Среднее квадратичное значение σ |
||||
0,05 |
|
0,0059 |
0,0037 |
||||
Меры оценки точности и предельные статистические характеристики |
|||||||
H |
|
||||||
|
KТ=
=
1,67
Е=
|
||||||
Э |
KТ= =0,39 =0,0194 =0,0194
|
||||||
|
|||||||
Дефектность: q%=0
|
|||||||
Заключения и предложения:
|
|||||||
Примечание: KТ – коэффициент точности Е – смещение центра настройки относительно середины поля допуска КН – коэффициент настройки Sn – полное поле рассеяния - технологический допуск |
|||||||
Приложение 2
Приложение 2
Лист 9
Приложение 3
Цех 1 участки |
Инструкционная карта регулирования № 1 |
Дата сост. карты |
9.05.76 |
Листов 2 Лист 1 |
||||||||||||||||||
Оборудование |
Деталь |
Операция |
||||||||||||||||||||
Наименование |
Тип |
Иден. № |
Наименование |
№ дет. |
Наименование |
№ операц. |
||||||||||||||||
Поточная линия |
АВ-02 |
220 |
Вал А02-52 |
20 |
Токарная |
|
||||||||||||||||
Регулирование и контроль качества |
Эскиз детали |
|||||||||||||||||||||
№ п/п |
Регулируемые и измеряемые пар. |
Метод регулирования и контроля |
Объем пробы |
Период. взятия пробы |
Наименование и № измерительного инструмента |
Граница регулирования |
|
|||||||||||||||
Номинал |
Допускаемое отклонение |
Рв |
Рн |
Рвр |
Рнр |
|||||||||||||||||
1 |
То=38,2 |
-0,10 |
Медиан и инд.зн. |
5 |
|
Микрометр 0,1 |
38,18 |
38,12 |
38,19 |
36,11 |
||||||||||||
2 |
Тн=38,1 |
|
Наблюдения |
- |
|
Скоба |
|
|
|
|
||||||||||||
3 |
Тв=38,2 |
0,20 |
Наблюдения |
- |
|
Штангенциркуль |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
Проверяемые параметры табличного наблюдения |
№ проб. |
|
Условные обозначения |
"V"- в допуске "+" - завышен "-" - занижен |
Расчет границ регулирования |
|||||||||||||||||
1 |
2 |
|
Рв=То-0,8Ас Рн=Тн+0,8Ас =38,1+0,8 0,553 0,05=38,12 Рвр=Тв-Дс =38,2-0,16 0,05=38,19 Рнр=Тн+ Дс =38,1+0,16 0,05=38,11 Рв и Рн - верхняя и нижняя границы для медиан Рвр и Рвн - верхняя и нижняя границы для крайних (индивидуальных) значений Тв и Тн - верхняя и нижняя границы допуска Ас и Дс - коэф., зависящие от объема выборки
|
|||||||||||||||||||
I |
|
-0,10 |
|
5 |
|
|
Скоба |
|||||||||||||||
II |
|
0,20 |
|
- |
|
|
Штангенциркуль |
|||||||||||||||
I |
|
|
|
|
|
|
|
|||||||||||||||
II |
|
|
|
|
|
|
|
|||||||||||||||
I |
|
|
|
|
|
|
|
|||||||||||||||
II |
|
|
|
|
|
|
|
|||||||||||||||
I |
|
|
|
|
|
|
|
|||||||||||||||
II |
|
|
|
|
|
|
|
|||||||||||||||
Ведущий технолог |
Проверил |
Согласовано |
Утвердил гл.технолог |
|||||||||||||||||||
Иванов |
Петров |
Нач. цеха Ершов |
Нач. ОТК Нарков |
Сидоров |
||||||||||||||||||
Приложение 3
Инструкционная карта № 2 |
№ детали |
Дата сост. карты |
Листов 2 |
|||||||||
20 |
9.06.76 |
Лист 2 |
||||||||||
Регулируемые и проверяемые параметры |
№№ выборок или проб |
Правила статистического регулирования технологических процессов и контроля качества продукции Из потока продукции через 1-3 ч. в зависимости от стабильности процесса собираются выборки или пробы объемом n=34 10 ед., изготовленным в данный момент времени. Отборные единицы выборки или проб подвергаются измерениям шкальными приборами. Результаты измерений, занося на график в виде точек. Каждая третья точка (при n=5) является медианой /z/ и отмечается крестиком /х/. Если медианы /z/ не выходят за границы регулирования Рв и Рн, а крайние значения выборок или проб не выходят за границы Рнр и Рпр, то технологический процесс протекает удовлетворительно. При таком состоянии процесса продукцию, изготовленную между двумя очередными выборками или пробами, можно принять без дополнительного контроля. Если имеются выходы точек за границы регулирования, то необходимо взять внеочередную выборку или пробу. При повторении выходов точек за границы регулирования процесс считается неудовлетворительным, в этом случае дается сигнал предупреждения, делается отметка в карте в виде стрелки / ↓ /, устраняется причина, вызвавшая нарушение нормального хода процесса, а продукция, изготовленная между выборками или пробами, подлежит сплошному контролю производственного персонала.
|
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
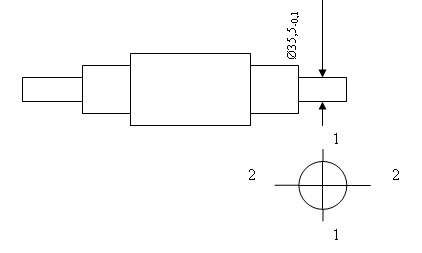
Диаметр свободного конца вала: 38,2-0,1
Т Рва=38,19 Рв=38,18 38,16
38,14 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
Р Рнр=38,11 Тн=38,10
Пробы 1,2,3 –хорошие, пробы 4,5,6,7 – неудовлетворительные, т.к имеются выпады точек за границу регулирования. В пробах 4,5 –неудовлетворительная точность технологического процесса. В пробах 6,7-неудовлетворительный уровень постройки. |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|||||
|
||||||||||||
Составил технолог |
Проверил |
Согласованно |
Утвердил гл. технолог |
|||||||||
Иванов |
Петров |
Н-к цеха Ершов |
Н-к ОТК Быков |
Сидоров |
||||||||
 в=38,20
в=38,20



 н=38,12
н=38,12
Приложение 3
Карта регулирования и контроля качества продукции
Даты и номера проб |
||||||
|
9.06.76 1 см |
9.06.76 2 см |
10.06.76 1 см |
10.06.76 2 см |
|
|
Тв=38,20 Рва=38,19 Рв=38,18
38,16
38,14 Рн=38,12 Рнр=38,11 То=38,10
|
1 |
1 2 3 4 5 6 7 8 |
1 2 3 4 5 6 7 8 |
1 2 3 4 5 6 7 8 |
|
цех, участок №1, металлообработка |
Мастер Акимов |
||||||
|
Наладчик Никитин |
|||||
. . . . . . . .
. . . . . . . . . |
.
. . . . . . . . . |
|
|
|
Рабочий Иванов |
|
Мастер ОТК Соловьев |
||||||
|
Контролер Матвеева |
|||||
|
|
|
|
|
№ станка а/л ЛВ - 02 |
|
N= дет. |
||||||
n= 5 дет. |
||||||
Д = 452 |
٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧ |
٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧ |
|
|
|
|
L= 298 |
٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧ |
٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧٧ |
|
|
|
t= 1 час |
|
|
|
|
|
|
|
|
|
|
|
|
|
Проба, период отбора |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 2 3 4 5 6 7 8
2 3 4 5 6 7 8







 . . . . . . .
. . . . . . . . . . . . . .
. . . . . . .

 . . . . . . .
. . . . . . .
Приложение 4
Листов 2 |
Инструкционная карта регулирования №1 |
Дата сос. карты |
Листов 2 Лист 1 |
|||||||||||
9.05.16 |
||||||||||||||
Оборудование |
Деталь |
Операция |
||||||||||||
Наименование |
Тип |
Инв. № |
Наименование |
№ дет. |
Наименование |
№ операции |
||||||||
Пресс-автомат |
|
100 |
Лист магнитопровода |
|
Штамповочная |
|
||||||||
Регулирование и контроль качества Эскиз детали |
||||||||||||||
Регулируемые и проверяемые пар. |
Метод регулирования и контроля |
Объем пробы |
Период взятия пробы |
Наименование и № мерительного инструмента |
Граница регулирования |
Высота заусенца не больше 0,1 |
||||||||
Номинал |
Допускаем. отклонение |
|
Рв |
Рн |
Рвр |
Рнр |
|
|||||||
Высота заусен. |
0,1 |
Элецентрисатета |
5 |
|
микрометр 0,01 |
0,075 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||
Проверяемые параметры табличного наблюдения |
№ проб |
|
Условные обозначения |
«V» - в допуске «+» - завышен «-» - занижен |
Расчет границ регулирования |
|||||||||
1 |
2 |
|||||||||||||
|
|
|
|
|
Рв = 1,2∙Кв·∆=1,2·2,62∙0,1=0,075 Рв – верхняя граница Кв – коэф. зависящий от объема выборки ∆ - допуск |
|||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
||||||||||
Составил технолог |
Проверил |
Согласованно |
Утвердил гл. технолог |
|||||||||||
Раков |
Сидоров |
Нач. цеха Петров |
Н-к ОТК Марков |
Ершов |
||||||||||
 Д
Д
Приложение 4
Инструкционная карта № 2 |
№ детали |
Дата сост. карты |
Листов 2 |
|||||||||
44 |
9.06.76 |
Лист 2 |
||||||||||
Регулируемые и проверяемые параметры |
№№ выборок или проб |
Правила регулирования (см. лист 2 приложение) |
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
Высота заусенцев листов магнитопровода не более 0,1 мм Тв =0,10 Рв= 0,075 0,06 0,04 0,02 Тн=0 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
П робы 1,2,3 – хорошие, пробы 4,5,6,7 – неудовлетворительные, т.е. имеется выход точек за границу Рв. В пробах 4,5 – неудовлетворительная точность технологического процесса. В пробах 6,7 – неудовлетворительный уровень настройки.
|
||||||||||||
Составил технолог |
Проверил |
Согласованно |
Утвердил гл. технолог |
|||||||||
Иванов |
Петров |
Н-к цеха Ершов |
Н-к ОТК Быков |
Сидоров |
||||||||






Приложение 5
Цех 3 участок |
И (Метод групп качества) |
Дата сост. к |
Всего. л |
1 |
|
|
|
||||||||||||||||||
9.05+6 |
Лист № |
1 |
|
|
|
||||||||||||||||||||
ОБОРУДОВАНИЕ |
ДЕТАЛЬ |
ОПЕРАЦИЯ |
|||||||||||||||||||||||
Наименование |
тип |
Инв. № |
Наименование |
№ детали |
Наименование |
№ опер |
|||||||||||||||||||
Резьбонарезной станок |
|
15 |
шпилька |
036 |
резьбонарезной |
|
|||||||||||||||||||
Регулирование и контроль качества |
Исполнитель |
Ершов |
|||||||||||||||||||||||
N п/п |
Регулируемые и проверяемые параметры |
Метод регулирования и контроля |
Объём пробы |
Период Взятия пробы |
Наименование измерительного инструмента |
Правила регулирования Через 1-2 часа, в зависимости от производительности оборудования и стабильности оборудования и стабильности процесса отбираются пробы в количестве от 6 до 10 шт. изделий изготовленных последними. Отобранные изделия проверяются, распределяются по группам качества и результаты распределения заносятся на карту регулирования. Нормальное состояние хода технологического процесса характеризуется скоплением максимальной части объёма пробы в группе нормального качества (H). Расстройство хода технологического процесса характеризуется появлением более одной штуки изделий в группах предупреждения брака (+) или (-). Появление изделий в группах брака (Б+) и (Б-) не допускается. |
|||||||||||||||||||
Номинал |
Отклонён |
||||||||||||||||||||||||
1 |
М10*1,5 |
|
5 ГК |
10 |
1 |
Кольцо М 10 |
|||||||||||||||||||
2 |
L=15 |
10,1 |
|
5 |
|
Штангенциркуль |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
Образец оперативной карты регулирования и контроля |
|||||||||||||||||||||||||
|
№ проб |
||||||||||||||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||||||||||||||
|
|
|
|
|
|
|
Правила: Сортировки пробных Изделий по группам качества
|
Групп качества |
Калибр |
Признаки групп качества |
|||||||||||||||
|
Б+ |
|
|
|
|
1 |
|
|
|||||||||||||||||
+ |
|
1 |
2 |
5 |
1 |
1 |
|
Б+ |
ПР |
Не свинчивается |
|||||||||||||||
H |
10 |
9 |
5 |
5 |
8 |
5 |
10 |
НЕ |
Не свинчивается |
||||||||||||||||
- |
|
|
3 |
|
|
1 |
|
+ |
ПР |
Свинчивается туго |
|||||||||||||||
Б- |
|
|
|
|
|
|
|
НЕ |
Не свинчивается |
||||||||||||||||
Проверяемые параметры таблицы |
наблюдения |
Условные Обозначения “V”-в допуске “+”-завышен “-”-занижен |
H |
ПР |
Свинчивается свободно |
||||||||||||||||||||
А |
L=15 |
|
|
|
|
НЕ |
Не свинчивается |
||||||||||||||||||
Б |
|
|
|
|
|
_ |
ПР |
Свинчивается свободно |
|||||||||||||||||
В |
|
|
|
|
|
НЕ |
Свинчивается до 2-х оборотов |
||||||||||||||||||
Г |
|
|
|
|
|
Б- |
ПР |
Свинчивается свободно |
|||||||||||||||||
Д |
|
|
|
|
|
НЕ |
Свинчивается |
||||||||||||||||||
Составил технолог |
Проверил Н-К т/ч |
|
Н-К ЦСЛ |
СОГЛАСОВАНО |
Гл.технолог |
||||||||||||||||||||
|
|
|
Нач. цеха |
Гл. контролёр |
|
||||||||||||||||||||
 нструкционная
карта регулирования № /
нструкционная
карта регулирования № /
Приложение 5
Карта регулирования и контроля качества продукции
Изложение и регулирование параметров |
Даты и номер проб |
|
|||||
9.06*36 1см |
8.06*16 2 см |
10.06*76 1см |
|
|
Цех, участок
N1 металлообработка |
||
|
1 2 3 4 5 6 7 8 ↓ |
1 2 3 4 5 6 7 8 ↓ ↓ |
1 2 3 4 5 6 7 8 |
|
|
||
М10*1.5
|
Б+ |
1 |
|
|
|
|
Мастер Акимов |
+ |
1 1 1 |
2 1 |
|
|
|
||
H |
10 9 8 9 8 10 10 10 |
10 10 9 8 10 10 8 8 |
|
|
|
Наладчик Никитин |
|
_ |
1 1 |
1 1 2 |
|
|
|
||
Б- |
|
|
|
|
|
Рабочий Иванов |
|
|
|
|
|
|
|
||
|
Б+ |
|
|
|
|
|
Мастер ОТК Соловьёв |
+ |
|
|
|
|
|
||
H |
|
|
|
|
|
Контролёр Матвеева |
|
_ |
|
|
|
|
|
||
Б- |
|
|
|
|
|
N= деталей |
|
|
V V – V V V V V |
V V – V V V V V |
|
|
|
||
|
|
|
|
|
|
N=10деталей |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
T= 1 час |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
N станка |
|
??????? |
Матвеева |
Матвеева |
|
|
|
||
??????? |
Соловьёв |
Соловьёв |
|
|
|
Проба, период отб. |
|
??????? |
Акимов |
Акимов |
|
|
|
||