

Список литературы
1. Порхало В.А., Рубанов В.Г. Получение математической модели обжига клинкера на основе решения уравнения Винера-Хопфа. // Сб. трудов XXIII Междун. науч. конф. «Математические методы в технике и технологиях» (ММТТ-23). ― Саратов: СГТУ, 2010. ― Т.10. ― С. 132―135.
2. Дьяконов В.П., Абраменкова И.В. MATLAB. Обработка сигналов и изображений: специальный справочник. Спб.: Питер, 2002. 608 с.
V.G. Rubanov, V.A. Porkhalo
The mathematical model identification of a COMPLEX OBJECT with the MATLAB and GUI usage
There considered the identification of the process clinker burning with the statistical methods usage. For this the Wiener-Hopf equations solved in MATLAB with use GUI.
Key words: clinker, identification, mathematical model, Wiener-Hopf equation, MATLAB.
Получено 09.11.11
УДК 629.488
С.В. Копачев, асп., 8(495)631-18-50, kopachev@miit.ru
(Россия, Москва, МИИТ)
АНАЛИЗ ИССЛЕДОВАНИЙ В ОБЛАСТИ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА И
РЕМОНТА ПОДВИЖНОГО СОСТАВА
Рассмотрены основные направления и отличительные особенности исследований технологической подготовки производства (ТПП) изделий на предприятиях машиностроительного и машиноремонтного производств. Основное внимание уделено исследованиям ТПП ремонтных предприятий сети железных дорог РФ.
Ключевые слова: технологическая подготовка производства, комплексная подготовка производства, ремонт подвижного состава.
Анализируя все многообразие причин, обеспечивающих в той или иной степени, условия безопасности движения поездов, мы пришли к выводу, что, наряду с традиционными причинами (надежность подвижного состава, условия эксплуатации, технический и психологический уровень персонала и т.п.), существенное влияние, на безопасность движения поездов, оказывает также уровень и качество технической подготовки производства предприятий (рис. 1), производящих капитальные ремонты (КР) подвижного состава [1].
Традиционно известно, что технологическая подготовка производства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах.
Исследования, направленные на совершенствование технологической подготовки производства на предприятиях по ремонту подвижного состава являются наименее изученным, но не менее важным аспектом организации ремонтного производства.
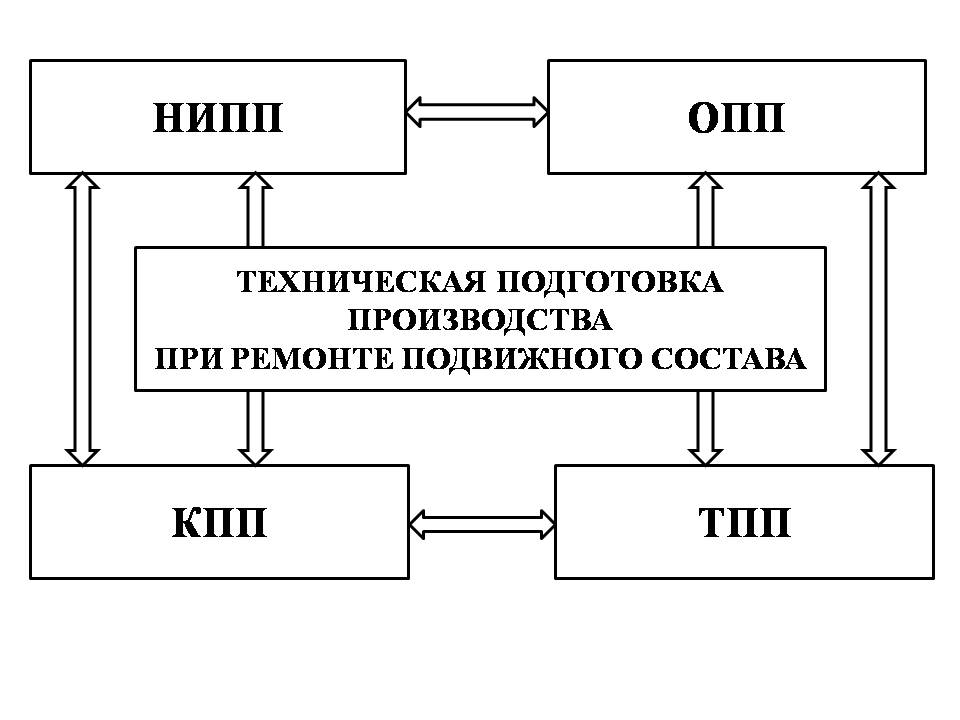
Рис. 1. Структурная схема технической подготовки производства по ремонту подвижного состава [3]:
Нипп - научно-исследовательская подготовка производства;
ОПП - организационная подготовка производства;
КПП - конструкторская подготовка производства;
ТПП - технологическая подготовка производства
В настоящее время в литературе встречается несколько различных вариантов приведенного выше определения применительно не только к производству, но и к ремонту подвижного состава. Это и конструкторско-технологическая подготовка, и комплексная, и комплексная техническая, и научная, и организационно-технологическая, и техническая, и организационно-техническая и др.
Рассмотрим отличительные особенности некоторых направлений более подробно.
Как известно основой технологической подготовки производства является разработка технологических процессов и технологической оснастки. Теоретические основы решения этих задач в машиностроении и машиноремонтном производстве сформулированы в трудах отечественных ученых: Г.К. Горанского, И.П. Норепкова, С.Н. Корчака, Н.М. Капустина, Г.Б. Евгеньева, М.Е. Егорова, О.А. Новикова и других.
Научные школы в области технологии и организации вагоноремонтного производства успешно работают в Москве, С-Петербурге, Екатеринбурге, Омске, Хабаровске и в других регионах России.
На кафедре «Вагоны и вагонное хозяйство» МИИТа под руководством профессора И.Ф. Скибы сложилась научная школа технологии и организации производства вагоноремонтных предприятий, которую в настоящий момент представляют М.М. Болотин, К.В. Мотовилов, П.А. Устич, В.Г. Воротников, А.И. Иванов и другие.
Работы кафедры «Электрическая тяга» МИИТа, где работает научная школа профессоров А.В. Горского и А.А. Воробьева, посвящены надежности оборудования электровозов и проблемами оптимального ремонтного цикла.
На кафедре «Технология транспортного машиностроения и ремонта подвижного состава» - работает научная школа профессоров. Д.Г. Евсеева и В.А. Фомина, которая занимается проблемами комплексной подготовки производства и определением ее структуры при ремонте подвижного состава.
Существенный вклад в развитие технологии ремонта и технического обслуживания вагонов сделан учеными ВНИИЖТа под руководством проф. В.И. Гридюшко.
Решением задач технологической подготовки производства на вагоноремонтных предприятиях в настоящее время активно занимается кафедра «Нетяговый подвижной состав» МИИТа под руководством доктора технических наук, профессора К.А. Сергеева.
В работах вышеуказанных авторов показано, что основные тенденции развития проектирования, присущие машиностроению в целом, присущи и машиноремонтному производству. Однако некоторые вопросы для ремонтного предприятия стоят острее. Существует ряд объективных факторов, которые придают ремонтному производству свойство единичного, что затрудняет выбор типовых технологических процессов и их параметров. В ремонтном производстве заготовками являются детали или сборочные единицы, подвергавшиеся различному случайному воздействию повреждающих факторов, что затрудняет проведение типизации процессов ремонта. В машиностроительном производстве процесс получения деталей из заготовок в основном идет за счет снятия «лишнего» материала механической обработкой. При ремонте «заготовкой» является изношенная деталь. Ее восстановление может производиться несколькими способами в зависимости от состояния ремонтируемой детали.
В качестве одного из направлений развития теории проектирования ремонтного производства в [2] рекомендуется считать сбор и систематизацию разрозненных технологических процессов ремонта с целью создания их математических и информационных моделей с последующим переводом на машинный язык.
В работах [4-7] показано, что система комплексной технической подготовки производства состоит из двух главных элементов – конструкторской и технологической подготовки ремонтного производства (соответственно КПРП и ТПРП). Причем доминирующей является технологическая подготовка (ТП), а конструкторская подготовка (КП) на большинстве ремонтных предприятий имеет относительно низкий уровень проработки и ориентирована, прежде всего, на вспомогательное производство.
Наряду с этим в работе говорится о том, что организационная подготовка ремонтного производства (ОПРП) фигурирует как вспомогательный элемент системы, ибо в основном выполняет функции связи между базовыми элементами и производством, а научно исследовательская подготовка производства (НИПП) интегрирована в КПРП и ТПРП.
Авторы делают вывод о том, что математическая модель комплексной ПРП обеспечивает возможность уже на ранних стадиях подготовки производства сформировать комплексное представление о планируемом объеме и видах проектных работ, а также определить общую направленность информационных потоков и функциональных связей всех элементов системы.
Вопросами инновационного развития и поиском резервов совершенствования ТПП посвящена работа [8], в которой сделано следующее определение «комплексной технической подготовки производства». Это комплекс научно-исследовательских, опытно-конструкторских, технологических, производственных, организационно-плановых, экономических и социальных работ, расчетов, осуществляемых в процессе освоения новых и совершенствования существующих конструкций и изделий на всех стадиях жизненного цикла и технологических процессов их изготовления в наиболее короткие сроки при заданном уровне качества и с наименьшими затратами (рис. 2).
В работе [9] делается акцент на конструкторско-технологическую подготовку производства и говорится, что современная методология подготовки производства нового изделия представляет собой сквозной цикл «Проектирование изделия - проектирование оснастки - разработка управляющих программ - производство» на основе использования единой трехмерной модели изделия. Автор говорит о том, что работы по подготовке производства должны проходить в формате трех взаимосвязанных проектов: экспериментального, внедрения и индустриального. Цель этих преобразований – техническое и организационное перевооружение предприятия для создания системы выпуска продукции, максимально удовлетворяющей запросы конечных потребителей, а значит, приносящих предприятию максимальную прибыль (рис. 3).

Рис. 2. Техническая подготовка производства в системе