

Список литературы
1. Сотова Б.И., Корнева М.И. Отделочная обработка наружных шестигранных поверхностей на деталях из латуни специальным комбинированным инструментом.// Вестник ТулГУ. Сер. Инструментальные и метрологические системы. Материалы Международной юбилейной научно-технической конференции «Инструментальные системы машиностроительных производств», посвященной 105-летию со дня рождения С. С. Петрухина, 29-31 октября 2008 г. Тула: Изд-во ТулГУ, 2008. 56 -59 с.
2. Леон Р., Шумейкер А., Какар Р., Тагути Г. и др. Управление качеством. Робастное проектирование. Метод Тагути. Пер с англ. М.: «СЕЙФИ», 2002. 384 с.
3. Корнева М. И., Протасьев В. Б., Сотова Б. И. Результаты установочных экспериментов при отладке специального режуще-выглаживающего инструмента.// Модернизация машиностроительного комплекса России на научных основах технологии машиностроения (ТМ-211). Сборник трудов 3-й международной научно-технической конференции, г. Брянск, 9 – 20 мая 2011г. Под общ. ред. Орлова – Брянск: 10, 2011. – 349 с. С. 130-132.
4. G. Taguchi / Introduction to Quality Engineering. Quality into Products and Processes. - Asian Productivity Organization. Tokyo, 1986.
5. Философия качества по Тагути. Серия «Все о качестве. Зарубежный опыт». Вып.6, 1997 / Пер. с англ. - М.: НТК «Трек», 1997. - 17 с.
M. I. Korneva
Сarrying out of experiments on g. taguti’s metod for definition of conditions of a drawing a six-sided brass nut
Preparation and experiment carrying out on finishing processing of six-sided brass nuts in a batch production with application of the special tool, is described a technique of construction of orthogonal operated matrixes of experiment, results of experiences are resulted.
Key words: method of Taguti, the operated parameters, operated matrix of experiment, cleanliness of a surface, ways of measurement of a roughness.
Получено 09.11.11
УДК 621.83
А.В. Сидоркин, канд. техн. наук, доц., (4872) 33-23-10,
tms@tsu.tula.ru (Россия, Тула, ТулГУ)
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ИСПРАВЛЯЮЩИХ
СПОСОБНОСТЕЙ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ
ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
В статье рассматривается ряд аспектов, связанных с экспериментальным исследованием исправляющих способностей нового высокопроизводительного ресурсосберегающего процесса комбинированной зубообработки цилиндрических колес с круговыми зубьями шевингованием-прикатыванием. Показано, что интегрально точность обрабатываемого зубчатого колеса улучшается на 1–2 степени при высокой производительности процесса.
Ключевые слова: зубчатое колесо, круговые зубья, точность, шевингование-прикатывание.
В Тульском государственном университете на протяжении ряда последних лет разрабатывался процесс шевингования-прикатывания для чистовой обработки цилиндрических колес с круговыми зубьями (ЦККЗ) [1, 2, 3].
Исследовался процесс обработки колес с модулем мм, числом зубьев , коэффициентом смещения χ=0, шириной венца b=10 мм, номинальным радиусом кривизны R01=20 мм, выполненных из стали 20Х ГОСТ 4543-71, за 3-4 рабочих циклов (оборотов заготовки при сближении с шевером-прикатником) и 1-2 выхаживающих цикла обработки. В ходе экспериментов было установлено, что процесс шевингования-прикатывания зубчатых венцов исправляет погрешности заготовки, в основном, за счет срезания припуска, а частично - за счет выдавливания. При этом поверхность зубьев получается гладкая, чистая.
Процесс обработки заключается в совместном свободном обкате инструмента и заготовки. Инструмент – шевер-прикатник устанавливается на оправке инструментального шпинделя и вращается с частотой 250 мин-1. Заготовка свободно вращалась на оправке приспособления и находится в двухпрофильном (беззазорном) зацеплении с инструментом. После совершения инструментом числа оборотов, равных числу зубьев обрабатываемой заготовки, осуществляется реверсирование. Обработка производилась за три рабочих цикла с периодической подачей сближения заготовки и за два цикла выхаживания без подачи заготовки. В результате обработки удалялся припуск 0,08…0,12 мм по толщине зуба.
Шероховатость
после зубофрезерования составила
![]() мкм Шероховатость после
шевингования-прикатывания –
мкм Шероховатость после
шевингования-прикатывания –
![]() мкм. После шевингования-прикатывания
прирост микротвердости при нагрузке
0,5 Н зафиксирован на уровне 15 %, а при
нагрузке 1 Н – 7 %. Время, затрачиваемое
на один рабочий цикл, составило 5,28 с.
Машинное время для одного колеса – 26,4
с.
мкм. После шевингования-прикатывания
прирост микротвердости при нагрузке
0,5 Н зафиксирован на уровне 15 %, а при
нагрузке 1 Н – 7 %. Время, затрачиваемое
на один рабочий цикл, составило 5,28 с.
Машинное время для одного колеса – 26,4
с.
Схема и фото зоны обработки ЦККЗ шевингованием-прикатыванием, осуществляемой на универсальном токарном станке 16К20 одним инструментом с радиальной подачей заготовки, представлены на рис. 1 и 2. Шевер-прикатник 2 устанавливается на инструментальной оправке 1. Инструмент 2 фиксируется втулкой 3, кольцом 4 и зажимается гайкой и контргайкой 5. Инструментальная оправка поджимается задним центром станка 6, установленным в пиноли задней бабки станка. Заготовка-колесо 7 свободно вращается на оси 3, устанавливаемой во втулки 10, которые в свою очередь вварены в корпус 8 приспособления. Ось 3 фиксируется в корпусе посредством штифта 11.
Основной задачей статистического исследования точности является выявление достижимой точности процесса шевингования-прикатывания ЦККЗ, а также его исправляющей способности. Для этого использовались заготовки с предварительно оформленным зубчатым венцом, полученные фрезерованием одной двухсторонней зуборезной резцовой головкой (ЗРГ). Обрабатывалась партия из 50 ЦККЗ цилиндрическим шевером-прикатником с числом зубьев z0=31.
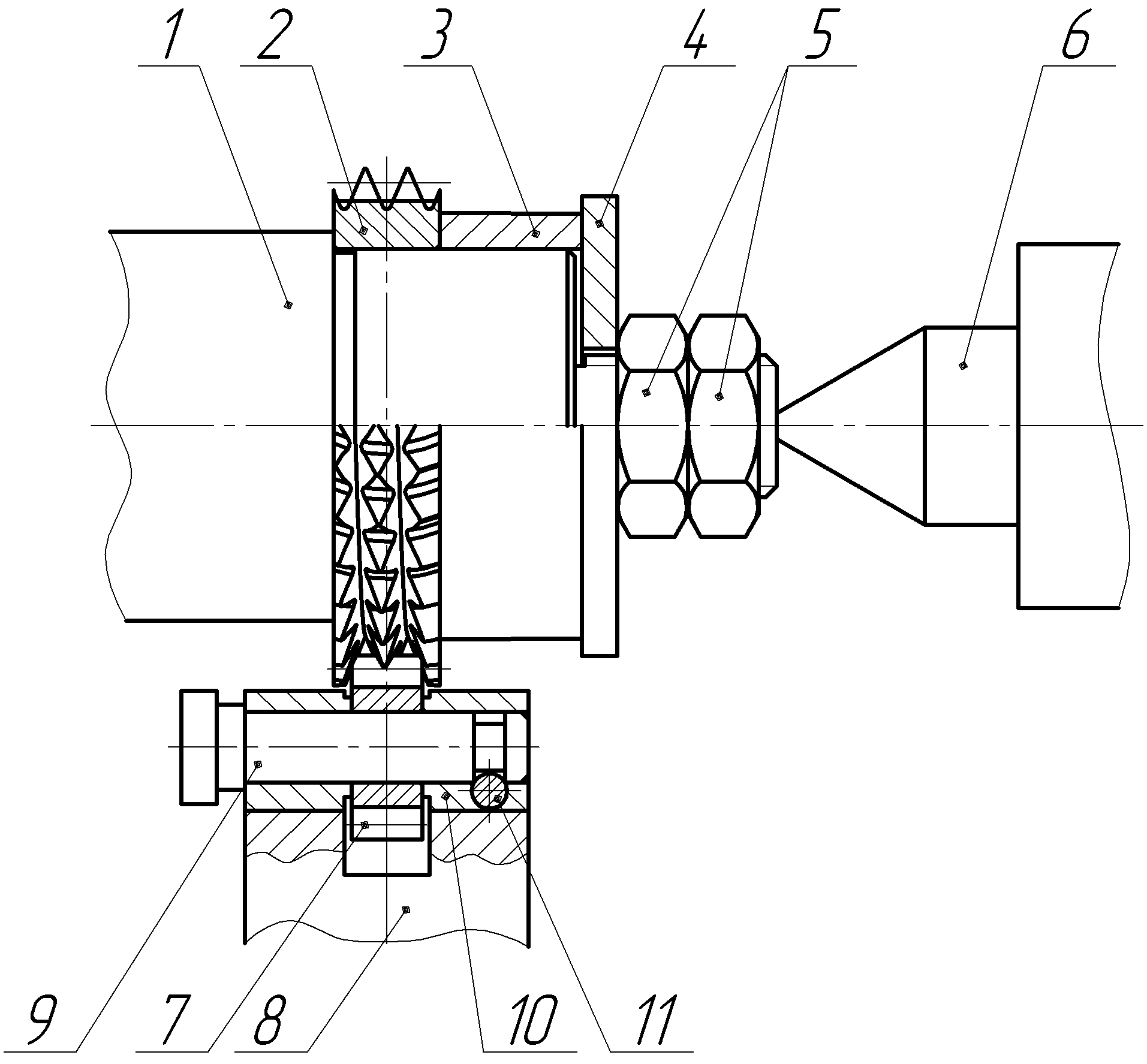
Рис. 1. Схема шевингования-прикатывания ЦККЗ
Измерения проводились для средних сечений колес. Зубчатые колеса измерялись по следующим параметрам: Frr – радиальному биению зубчатого колеса; FVWr – колебанию длины общей нормали; fPtr – отклонению шага, FP – накопленной погрешности шага [4] до и после шевингования-прикатывания. Полученные данные приведены в табл. 1 и 2. Результаты исследования точности обработки представлены на рис. 3 – 11. На рис. 3, 5, 7, 8, 10 изображены экспериментальные диаграммы точности обработки зубофрезерованием и шевингованием-прикатыванием. На основе результатов измерений производилось построение кривых распределения. Выравнивание эмпирических кривых распределения осуществлялось по нормальному закону Гаусса [5]. Кривые распределения после зубофрезерования и шевингования-прикатывания представлены на рис. 4, 6, 9, 11. Соответствие теоретических кривых эмпирическим проверялось по критерию согласия Пирсона. Результаты анализа полученных графиков, сопоставленные с данными из ГОСТ 1643-81, можно представить в виде табл.
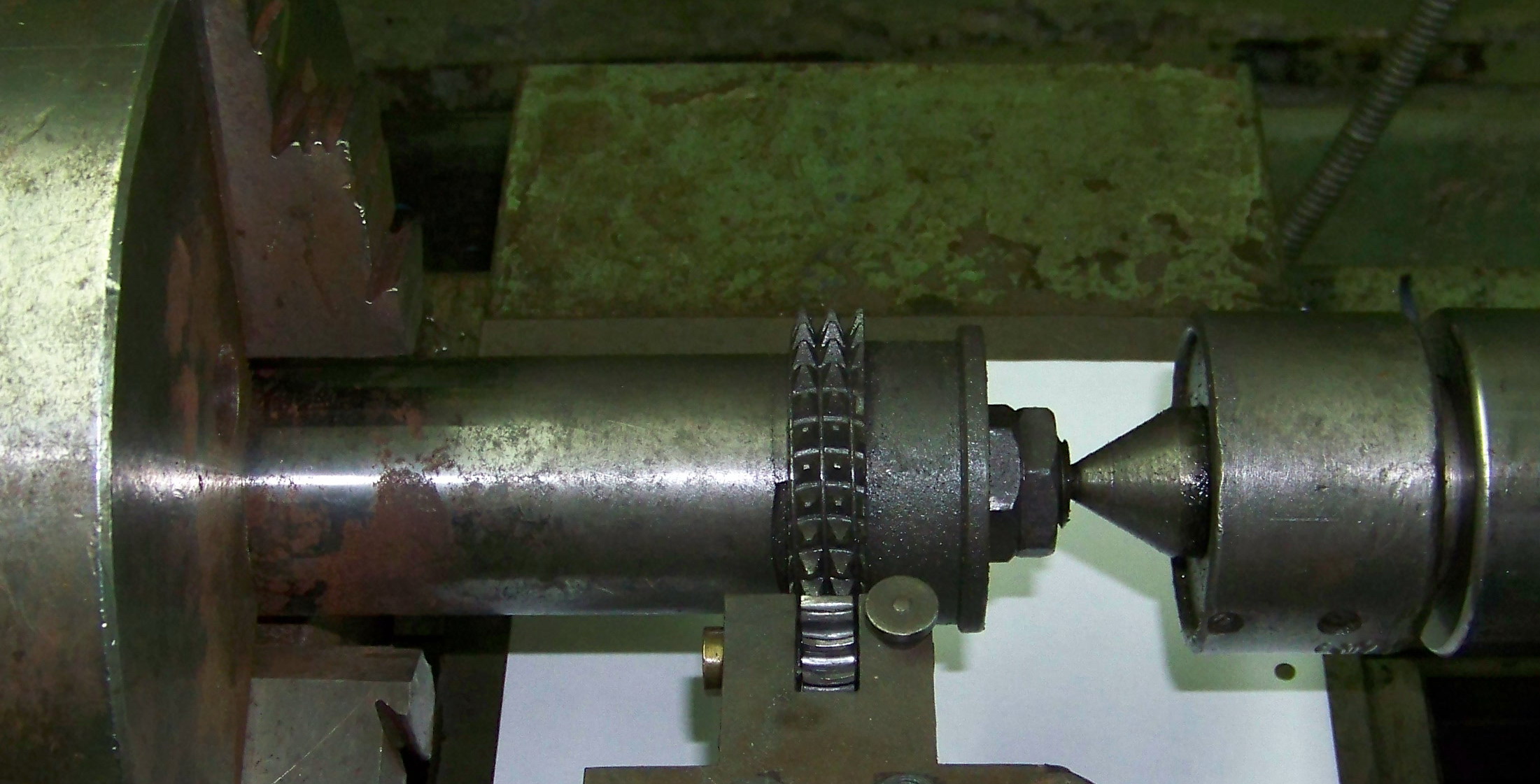
Рис. 2. Зона обработки ЦККЗ шевингованием-прикатыванием