

Результаты анализа основных точностных параметров
Параметр |
Степень точности по ГОСТ 1643-81 |
|
После фрезерования ЗРГ |
После шевингования-прикатывания |
|
Frr |
10 |
8 |
FVWr |
10* |
10-9* |
fPtr |
9 |
7 |
FP |
11-10* |
8-7 |
* - значения параметров в ГОСТе не приведены и рассчитаны методом интерполяции.
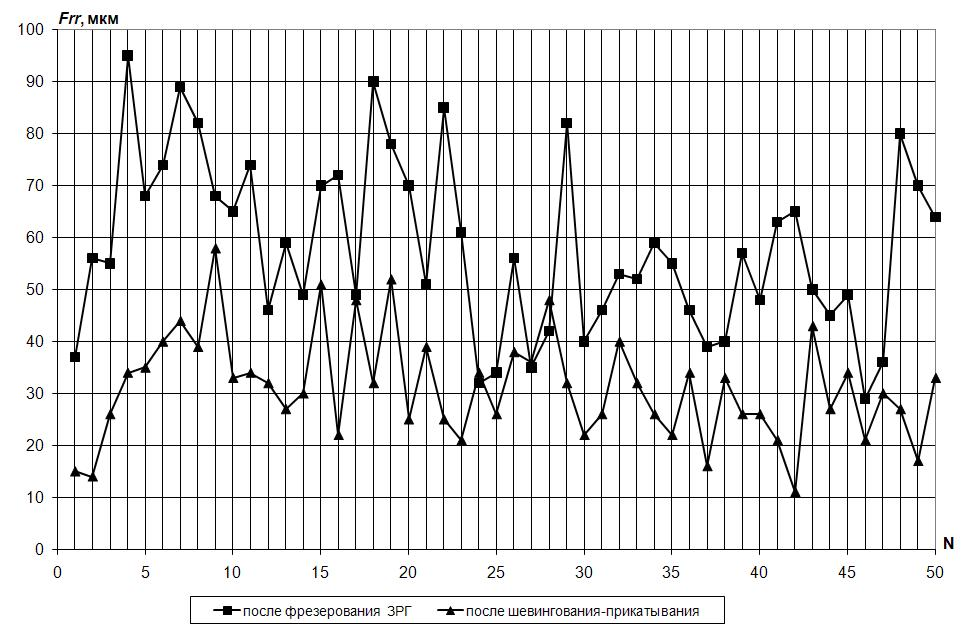
Рис. 3. Точечные диаграммы радиального биения Frr
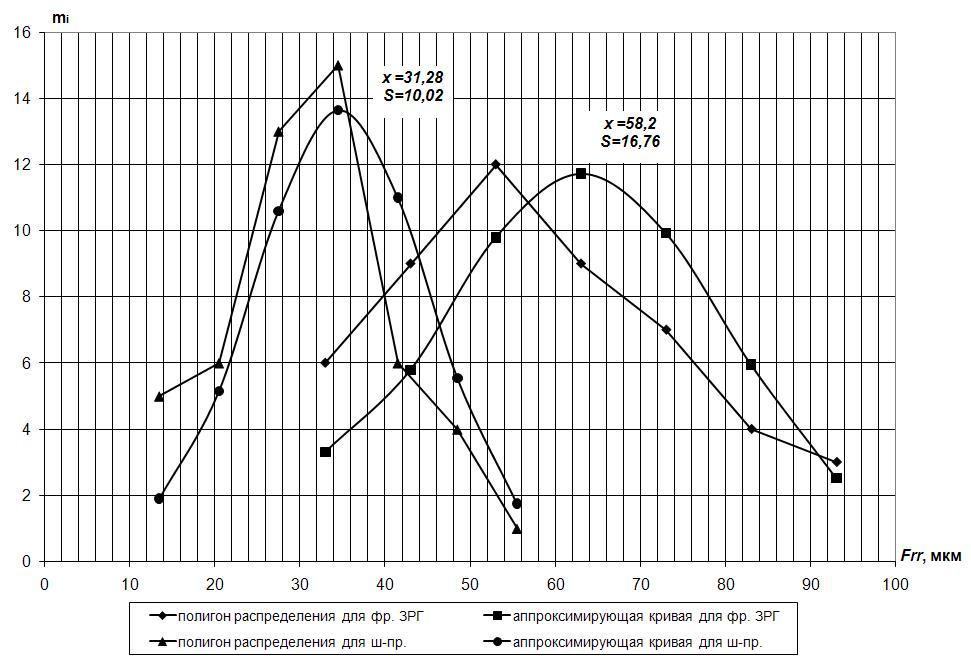
Рис. 4. Кривые распределения радиального биения Frr
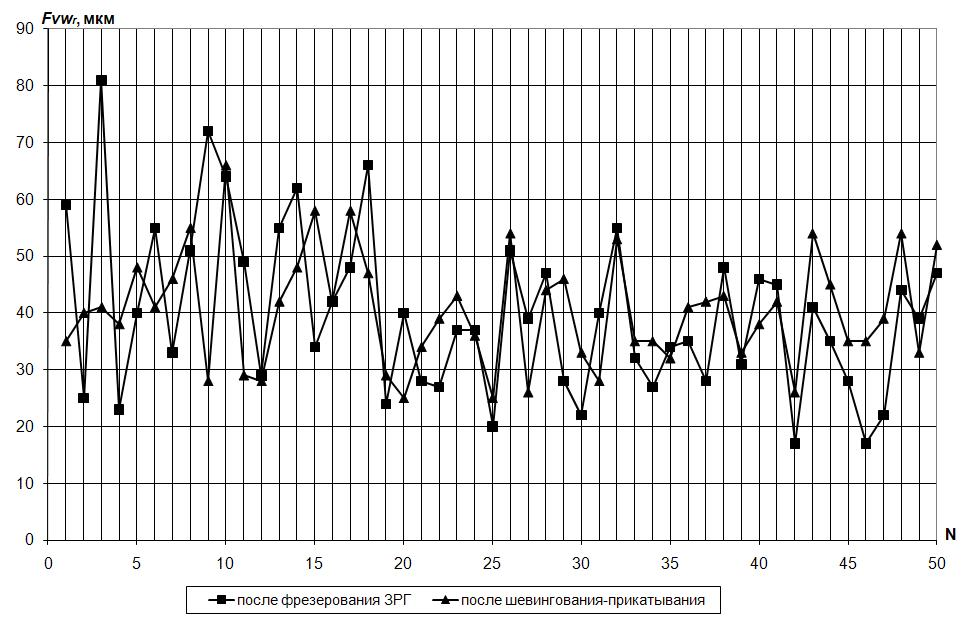
Рис. 5. Точечные диаграммы колебания длины общей нормали FVWr

Рис. 6. Кривые распределения колебания длины общей нормали FVWr
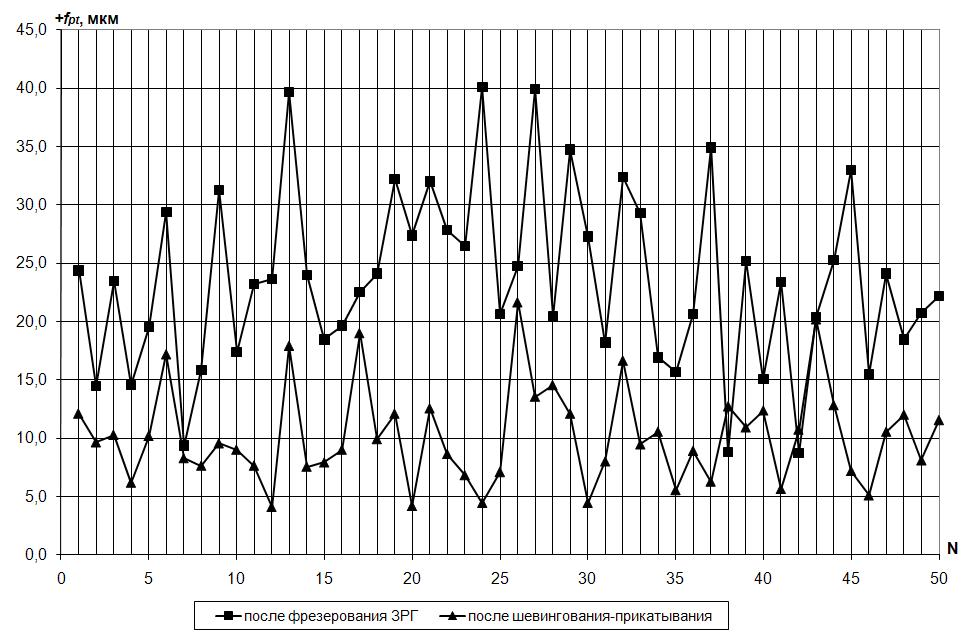
Рис. 7. Точечные диаграммы верхнего предельного отклонения шага +fPt
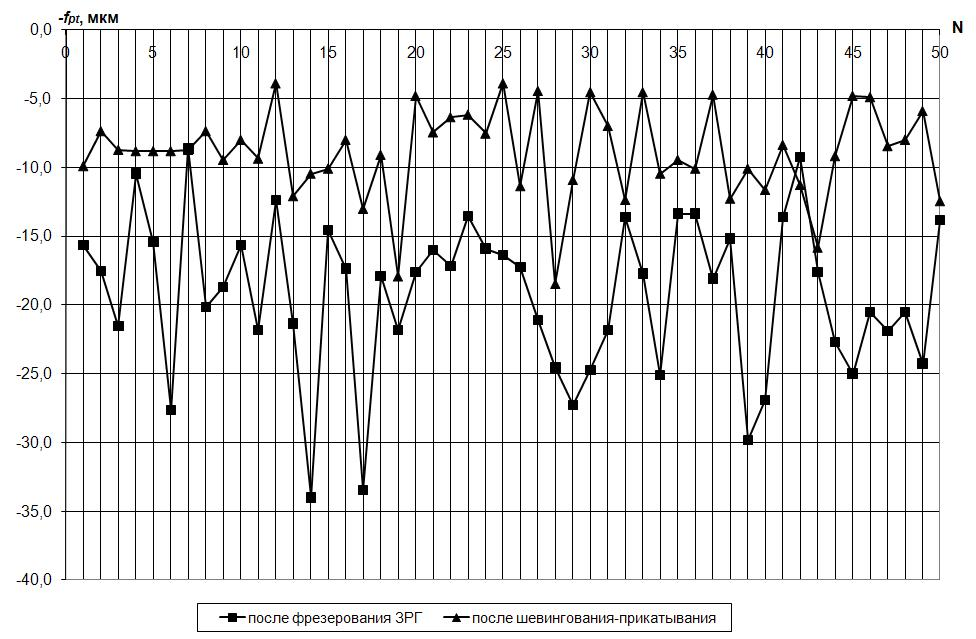
Рис. 8. Точечные диаграммы нижнего предельного отклонения шага -fPt
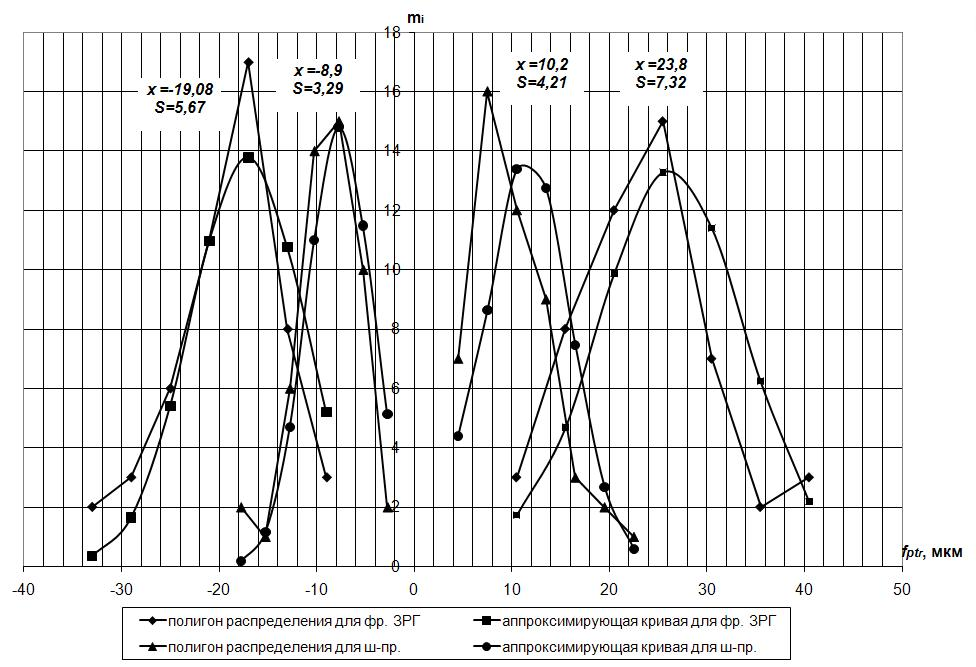
Рис. 9. Кривые распределения отклонения шага fPtr
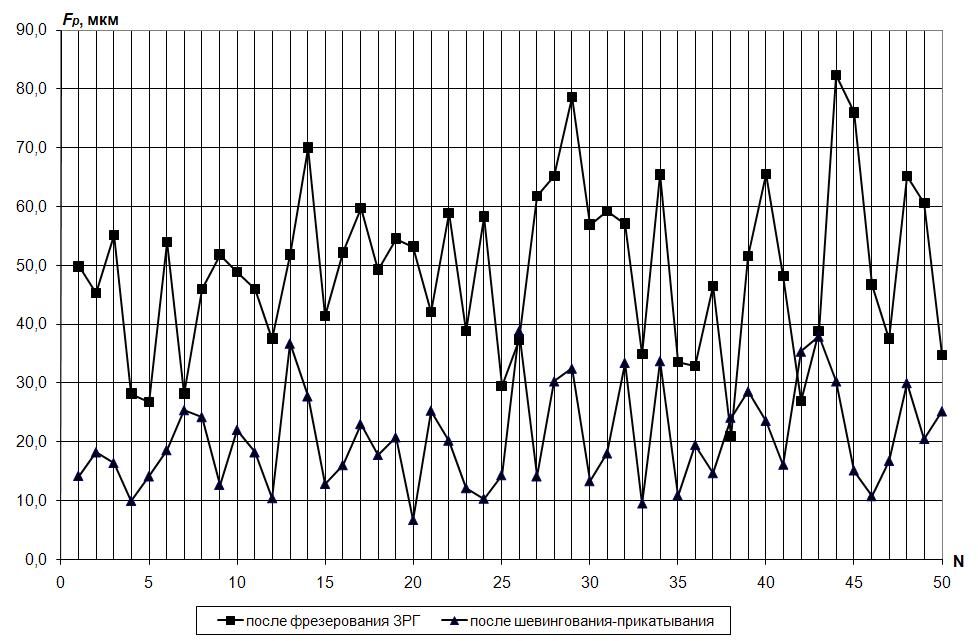
Рис. 10. Точечные диаграммы накопленной погрешности шага FP
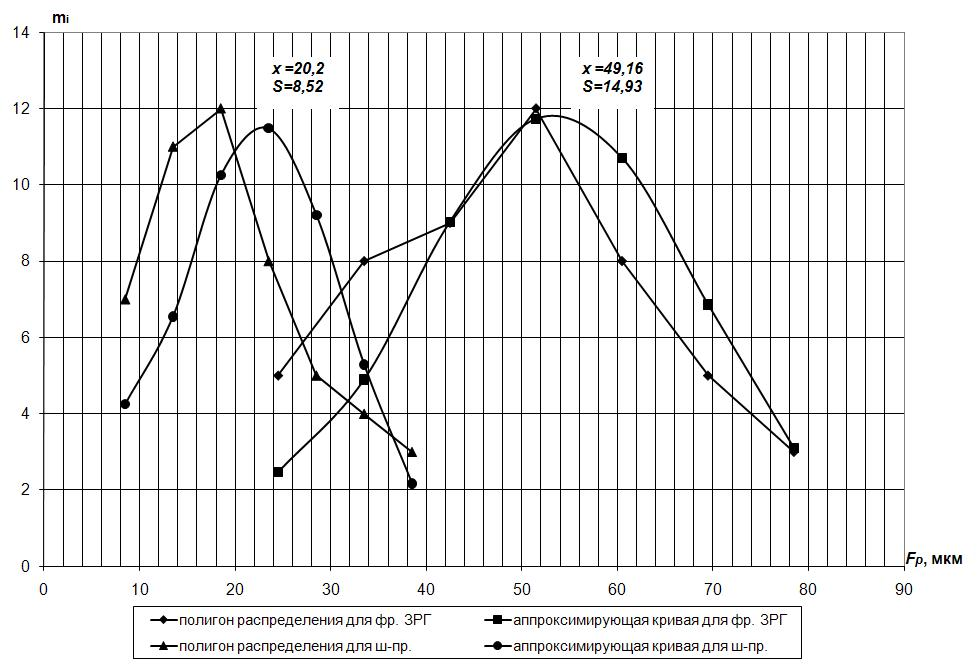
Рис. 11. Кривые распределения накопленной погрешности шага FP
Воспользуемся интегральной оценкой, приведенной в [6]:
Frr+FVWr<Fr+FVW,
где Fr - допуск на радиальное биение зубчатого венца; FVW - допуск на колебание длины общей нормали.
Воспользовавшись значением математического ожидания соответствующих параметров рассматриваемых колес, а также допусками из ГОСТ 1643-81 для колес 8-й степени точности получим неравенство:
31,28+39,36<45+28; 70,64<73.
Проведя интегральную оценку, можно считать, что рассматриваемые зубчатые колеса за счет имеющегося запаса по параметру Frr могут быть признаны по параметру FVWr соответствующими 8-й степени точности.
Проводя анализ полученных данных, можно прийти к выводу, что интегральная исправляющая способность процесса шевингования-прикатывания ЦККЗ находится в пределах двух степеней точности, что позволяет из заготовок 10-й степени точности получить зубчатые колеса 8-й степени точности. Эти данные в целом соответствуют данным, приведенным в [7] для прямозубых цилиндрических колес, полученных шевингованием-прикатыванием.
Существенной особенностью инструмента, является то, что он был изготовлен на станке с ЧПУ. Этим можно объяснить высокую исправляющую способность при шевинговании-прикатывании колес данным инструментом по параметрам Frr, fPtr и FP. Кроме того, отсутствие перемещения инструмента в осевом направлении, характерное для процесса шевингования, также положительно сказывается на точностных параметрах шевингования-прикатывания, в первую очередь, Frr. Улучшение точности зубчатых колес по данному параметру для шевингования находится на уровне 1-й степени точности [4, 6], а для рассматриваемого процесса шевингования-прикатывания ЦККЗ на уровне – 2-х степеней точности, которая достигается за счет отсутствия перемещения инструмента в осевом направлении в процессе обработки. Невысокая исправляющая способность рассматриваемого процесса по параметру FVWr объясняется тем, что зубья инструмента, используемого при обработке зубчатых колес, не были отшлифованы. Следовательно, их профилирующие поверхности несли следы предшествующей обработки торцовыми ЗРГ, такие, как огранка и др., что, в конечном счете, и повлияло на невысокую степень улучшения тангенциальной составляющей кинематической погрешности (FVWr). Кривые распределения для параметров fPtr – отклонению шага, FP – накопленной погрешности шага до и после шевингования-прикатывания ЦККЗ также показываю высокую (на 2 степени точности) исправляющую способность процесса шевингования-прикатывания ЦККЗ.
Таким образом, экспериментально доказана хорошая исправляющая способность шевингования-прикатывания для чистовой обработки круговых эвольвентных зубьев цилиндрических колес, что в сочетании с высокой производительностью процесса и стойкостью шевера-прикатника позволяет считать описанную технологию перспективной для машиностроения.