

Результаты экспериментов
Марка сплава |
|
V, м/мин |
|
|
Е, mV |
Т5К10 |
30 |
110 |
6,50 |
0,40 |
13,70 |
60 |
0,42 |
14,21 |
|||
МС3210 |
30 |
187 |
4,00 |
0,19 |
11,70 |
60 |
0,08 |
10,20 |
Из нее видно, что,
несмотря на существенное различие в
углах при вершине
,
на них был достигнут практически
одинаковый износ задней поверхности
.
Это обусловлено тем, что вершине с
меньшим углом
,
как это не парадоксально, соответствует
меньшее значение термо-ЭДС Е (температуры
резания). Специально проведенными
экспериментами было установлено, что
данное противоречие объясняется
искусственным ограничением естественной
длины контакта стружки с передней
поверхностью, вызванным конфигурацией
узкой вершины с углом
![]() .
Это также хорошо видно из фотографий,
приведенных на рисунке.
.
Это также хорошо видно из фотографий,
приведенных на рисунке.
Реально существующие СМП имеют стружкозавивающие элементы на передней поверхности. Поэтому на втором этапе исследований были проведены эксперименты с использованием СМП правильной 3-х гранной формы 2008-0422 (аналог TPMR 160304 по ИСО), со стружкозавивающими канавками, из твердого сплава с покрытием марки МС3210 при тех же условиях, но с большей скоростью резания. Полученные результаты (см. табл.) показывают, что в условиях данного эксперимента вершина с углом прогревается больше и, как следствие, больше изнашивается. Это объясняется тем, что стружкозавивающая канавка локализует естественную длину контакта стружки с передней поверхностью даже в пределах вершины с углом .
|
|
а |
б |
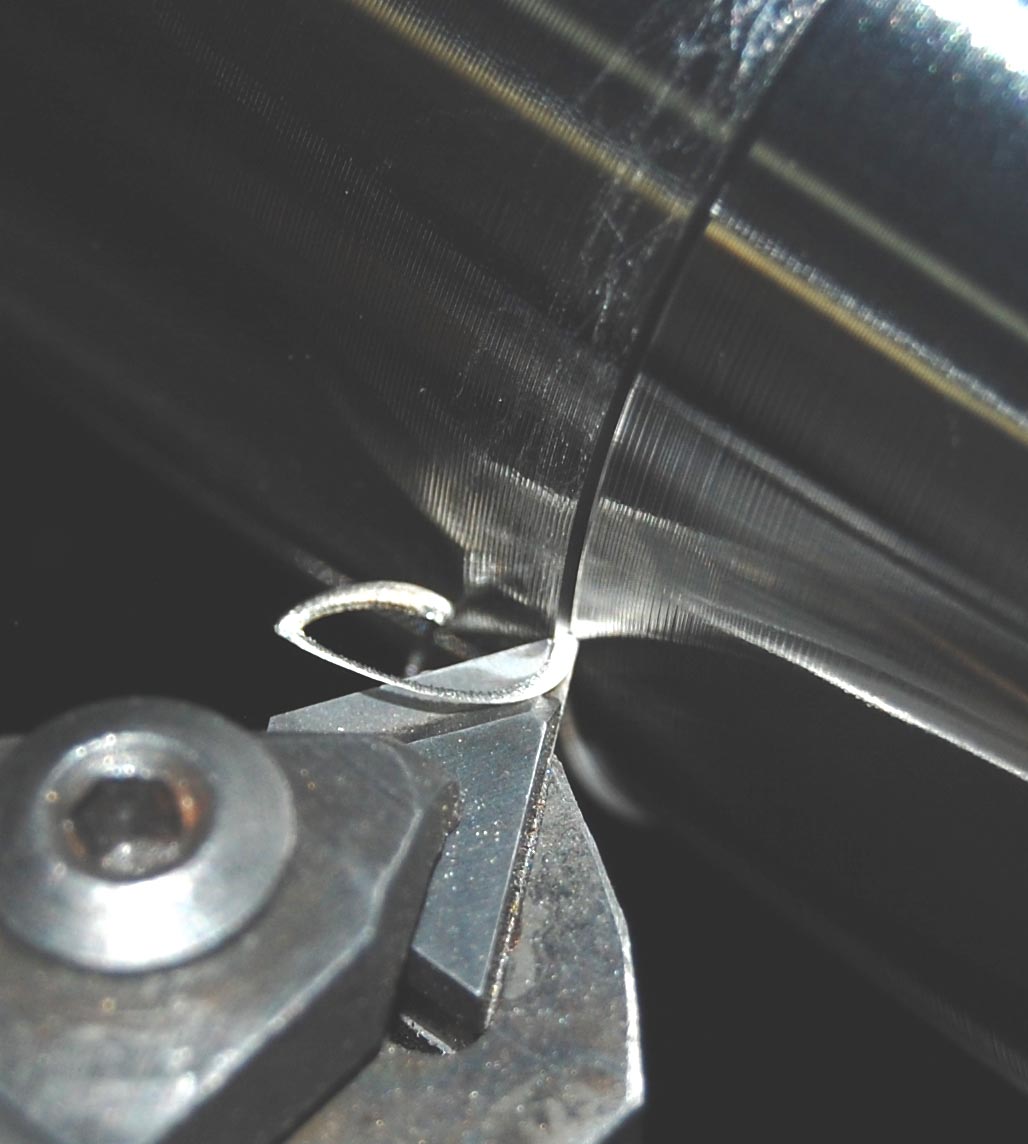
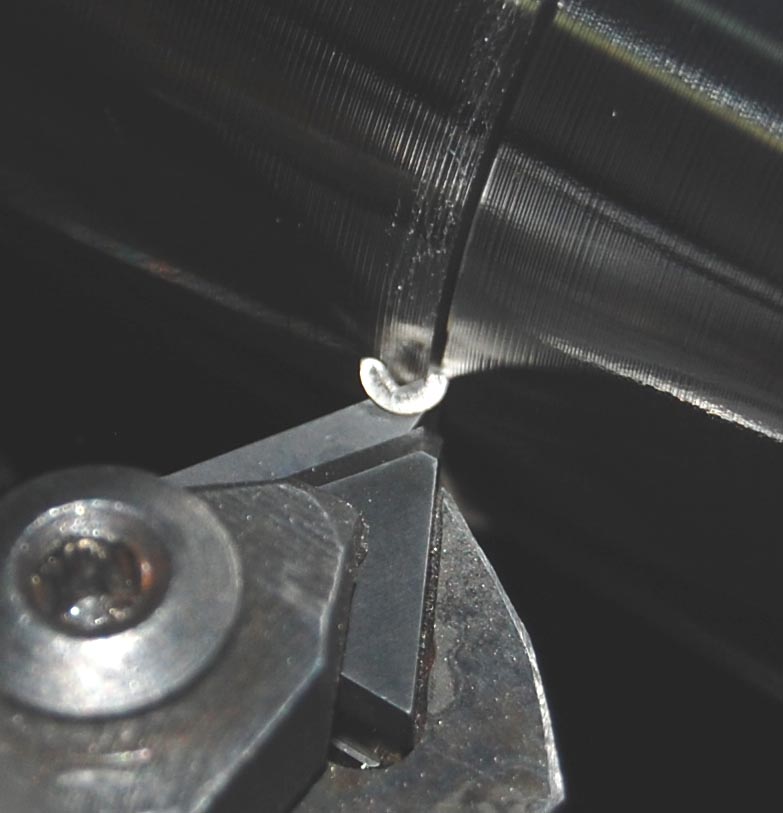
Образование стружки на сравниваемых вершинах смп:
(а) = 60; (б) = 30
Таким образом, полученные результаты подтверждают выдвинутые выше предположения о наличии эффекта ограничения взаимного контакта стружки с плоской передней поверхностью за счет уменьшения угла при вершине резца. Это дает основания для его использования при разработке новой конструкции СМП для чистового точения. Однако для ее практического применения необходимо решить вопрос формирования компактной стружки при плоской передней поверхности за счет соответствующего расположения уступа, оптимальные параметры которого будут определены в ходе последующих экспериментальных исследований.
Список литературы
1. Панкин А.В. Обработка металлов резанием. М.: Машгиз, 1961. 520 с.
V.V. Ivanov, A.A. Pryazhnikova
LIMITATION OF MUTUAL CONTACT CHIP WITH TOOL DUE TO THE ANGLE AT THE TOP
Hypothesized about the possibility of a shortened front surface for finish turning. A series of experiments that confirm this assumption.
Key words: fair turning processing, firm alloy the replaceable many-sided plates, the truncated forward surface, the contact area, a shaving, a flat forward surface, a corner at top.
Получено 16.09.11
УДК 519.8:666.941
В.Г. Рубанов, д-р техн. наук, проф., директор института ИТУС,
(4722) 54-02-29, rubanov@intbel.ru,
(Россия, Белгород, БГТУ им. В.Г. Шухова),
В.А. Порхало, программист, (4722) 30-99-46, porhalo@mail.ru,
(Россия, Белгород, БГТУ им. В.Г. Шухова)
ПРИМЕНЕНИЕ СРЕДЫ MATLAB И РАСШИРЕНИЯ GUI ДЛЯ ИДЕНТИФИКАЦИИ СЛОЖНОГО ОБЪЕКТА
Рассматривается получение математической модели процесса обжига клинкера с применением статистических методов. Представлено решение уравнения Винера-Хопфа в среде MATLAB с использованием средств GUI.
Ключевые слова: обжиг клинкера, идентификация, мат. модель, уравнение Винера-Хопфа, MATLAB.
Решение задач статистического анализа случайных процессов, с целью идентификации сложных объектов, возможно с применением большого числа математических пакетов. Специализированные пакеты обычно реализуют методы, используемые в конкретной предметной области. Анализ статистических данных требует от математического пакета наличия необходимых функций, удобного интерфейса настройки параметров вычислений, вывод графических результатов. Ниже рассмотрено применение известной среды MATLAB для получения математической модели процесса обжига клинкера.
Для решения задачи получения математической модели по статистическим данным во временной области воспользуемся уравнением Винера-Хопфа:
![]() , (1)
, (1)
где корреляционную функцию RQ(τ) входа и взаимную корреляционную функцию RQq(τ) между входом и выходом определяют по измеряемым входному Q(τ) и выходному q(τ) сигналу объекта. Решая данное уравнение можно найти импульсную переходную (весовую) функцию w(t), а по ней и передаточную функцию W(s).
В процессе управления цементной печью используют большое количество измеряемых и управляемых сигналов, на рис.1. представлены графики: а степень открытия шибера дымососа, б нагрузка на главном приводе двигателя печи. Ниже рассмотрено получение весовой функции, характеризующей взаимосвязь между этими сигналами.
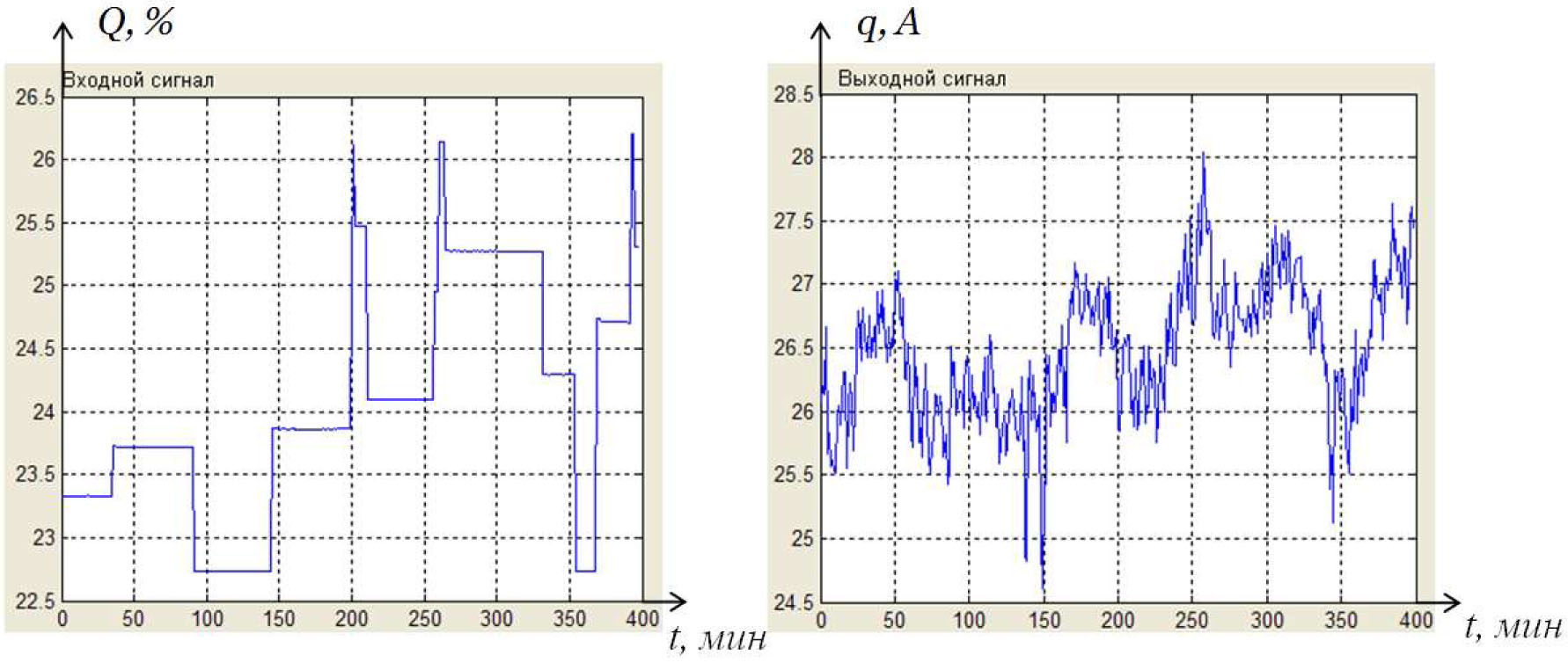
а б
Рис. 1. Графики изменения входного и выходного параметров