

19, 20. Клиновые зажимы. Привести примеры. Достоинства, недостатки, область применения.
Клиновые зажимы. Принцип работы; конструкция, схемы действия сил, Расчёт усилия зажима.
Для надёжного закрепления обрабатываемой детали в приспособлении клин должен быть самотормозящийся, т. е. зажимать обрабатываемую деталь после прекращения действия на клин исходной силы Р (рис. а). Клиновые зажимы применяют в качестве промежуточного звена в сложных зажимных системах. Они позволяют увеличивать и изменять направление передаваемой силы.
При расположении передаваемых сил односкосым клиновым механизмом между силами Р и Q получается зависимость, определяемая из силового многоугольника (рис. б).
Знак «+» относится к закреплению клина, а знак «-» - к открепления его.
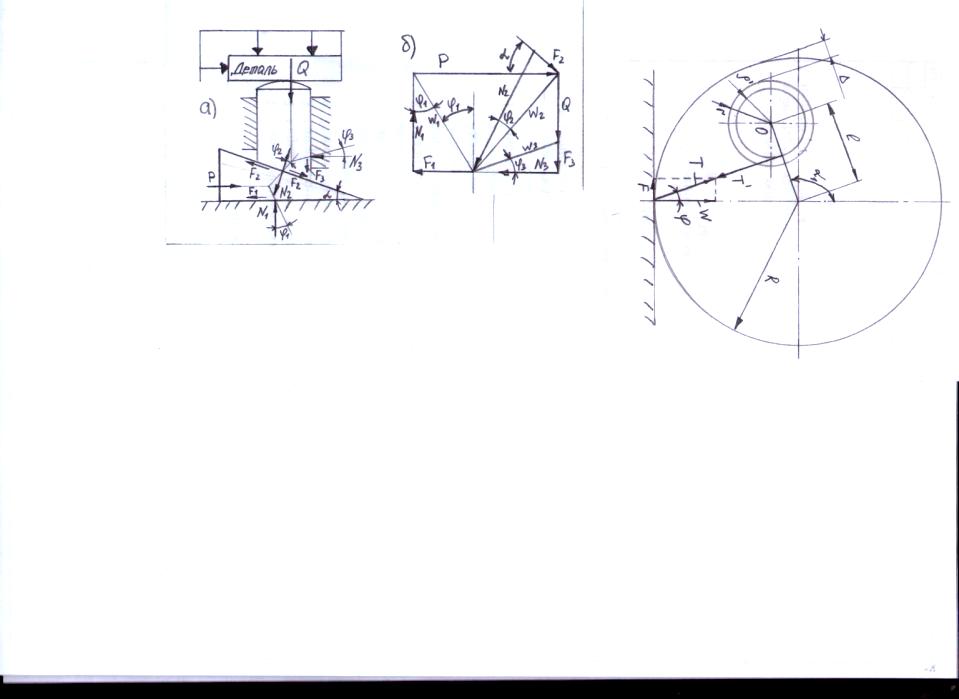
Самоторможение клина обеспечивается малыми углами α наклона его поверхности и получается при α < φ1 + φ2. На рис. б дана схема действия сил в односкосом клиновом механизме (зажиме). Кроме исходной силы Р на клин действуют нормальные силы N1, N2 и силы трения F1, F2 по его боковым поверхностям. Если φ1=φ2=φ3=φ, то для односкосого клина при расположении передаваемой силы под прямым углом зависимость между силами Р и Q выражается формулой: P = Q ∙ tg (α±2φ)
Клиновые зажимы применяют в приспособлениях в сочетаниях с другими элементарными зажимами.
22. Рычажные зажимы. Привести примеры, Принцип работы, конструкция, схемы действия сил.
Для определения соотнош. между исходной силой Q механизированного привода и силой зажима W детали рассмотрим их действие на прямой рычаг. Рис а. Сила Q от механизированного привода действует на левый конец рычага на расстоянии l1 от оси качения 0. Сила Q поворачивает рычаг на оси около точки 0, а правый конец рычага зажимает обрабатываемую деталь с силой W, находящейся на расстоянии l от точки 0.
Вследствие различия плеч l1 и l рычага, а также учитывая потери на трение на его оси при повороте, следует, что величины сил Q и W будут различными.
Реакцию на оси рычага обозначим через N. От силы N возникает сила трения Nf0, действующая навстречу вращению рычага.
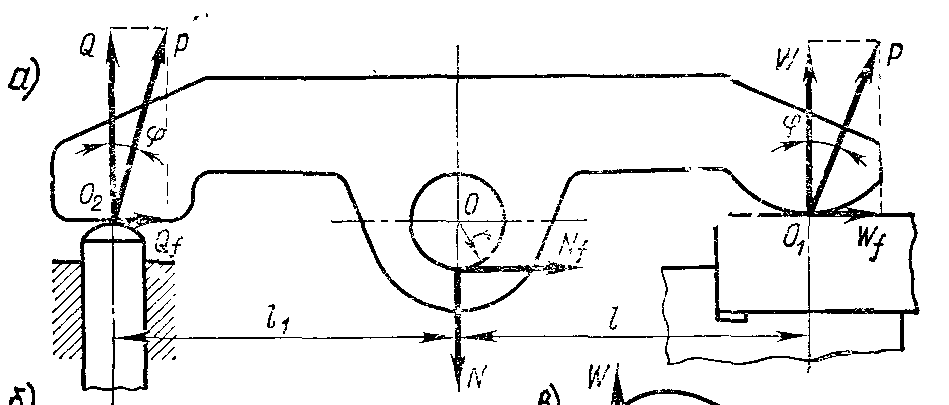
Из уравнения равновесия рычага N=Q+W.
Найдём уравнение равновесия рычага относительно оси вращения 0 с учётом трения от силы N на его оси:
M0=Ql1-Nf0r-Wl=0; Ql1=Wl+ Nf0r; W=(Ql1- Nf0r)/l.
Подставим в формулу вместо N её значение, получим:
W=[Q(l1-f0r)]/( l+f0r); Q=[W(l+f0r)]/ (l1-f0r).
Передаточное отношение:

23. 24 Цанги
В качестве установочных элементов для наружных или внутренних поверхностей тел вращения применяют центрирующие зажимные элементы: цанги, разжимные оправки, зажимные втулки с гидропластом, а также мембранные патроны.
Цанга (от нем. Zange), приспособление в виде пружинящей разрезной втулки для зажима цилиндрических или призматических предметов. Со стороны головки (рис.) Ц. имеет осевые прорези, разделяющие лепестки — зажимные кулачки. Зажим предмета происходит под действием осевого усилия, приложенного к наружной или внутренней (при зажиме предмета за его внутреннюю поверхность) конической части Ц. Применяется как патроны зажимные на металлорежущих или деревообрабатывающих станках, в цанговых карандашах и т.п.

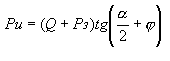
где: Pз – сила закрепления заготовки; Q – сила сжатия лепестков цанги; - угол трения между цангой и втулкой.
Цанги
представляют собой разрезные пружинящие
гильзы, конструктивные разновидности
которых показаны на рис. 74 (а --с натяжной
трубкой; б - с распорной трубкой; в -
вертикального типа). Их выполняют из
высокоуглеродистых сталей, например
У10А, и термически обрабатывают до
твердости HRC 58. . .62 в зажимной и до
твердости HRC 40. . .44 в хвостовой частях.
Угол конуса цанги
![]() =
=30. . .40°. При меньших углах возможно
заклинивание цанги. Угол конуса сжимающей
втулки делают на
=
=30. . .40°. При меньших углах возможно
заклинивание цанги. Угол конуса сжимающей
втулки делают на
![]() меньше
или больше угла конуса цанги. Цанги
обеспечивают эксцентричность установки
(биение) не более 0,02. . .0,05 мм. Базовую
поверхность заготовки следует обрабатывать
по 9. . . 7-му квалитетам точности.
меньше
или больше угла конуса цанги. Цанги
обеспечивают эксцентричность установки
(биение) не более 0,02. . .0,05 мм. Базовую
поверхность заготовки следует обрабатывать
по 9. . . 7-му квалитетам точности.

