

14.Зажимные элементы приспособлений: назначение, технические требования, предъявляемое к ним.
При закреплении заготовки в приспособлении должны соблюдаться следующие основные правила:не должно нарушаться положение заготовки достигнутое при ее базировании; закрепление должно быть надежным, чтобы во время обработки положение заготовки сохранялось неизменным; возникающие при закреплении смятие поверхностей заготовки, а также ее деформация должны быть минимальными и находиться в допустимых пределах. Для обеспечения контакта заготовки с опорным элементом и устранения возможного его сдвига при закреплении зажимное усилие следует направлять перпендикулярно к поверхности опорного элемента. В отдельных случаях зажимное усилие можно направлять так, чтобы заготовка одновременно прижималась к поверхностям двух опорных элементов; в целях устранения деформации заготовки при закреплении точку приложения зажимного усилия надо выбирать так, чтобы линия его действия пересекала опорную поверхность опорного элемента. Лишь при закреплении особо жестких заготовок можно допускать, чтобы линия действия зажимного усилия проходила между опорными элементами.
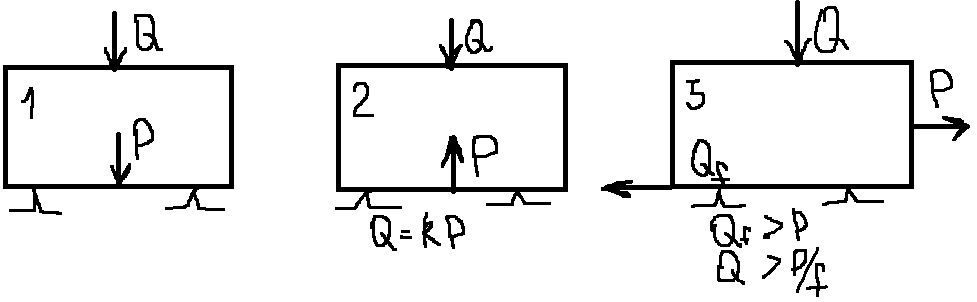
Q-сила зажима, P-сила резания, Qf-сила резания м/д опорой и заготовкой.
Разделяются на простые и комбинированные. Простые зажимные устройства состоят из одного элементарного зажима; они бывают клиновые, винтовые, эксцентриковые, рычажные. Комбинированные зажимные устройства состоят из нескольких простых устройств, соединённых вместе. Их изгот. винто-эксцентрико-рычажными и др.
В зависимости от числа ведомых звеньев : одно- и многозвенные. Любое зажимное устройство приспособления включает ведущее звено, на которое действует исходная сила и несколько ведомых звеньев , кулачков или прихватов, непосредственно зажимающих деталь. Многозвенные зажимные устройства зажимают одну деталь в нескольких местах или несколько деталей одновременно в многоместном приспособлении.
Ручные приводятся мускульной силой рабочего. Механизированные от пневматического, гидравлического или др. Автоматизированные от движущихся узлов станка, шпинделя, суппорта, патронов с кулачками. При этом зажим и разжим происходит без участия рабочего.
15.Винтовые зажимы. Привести примеры. Достоинства, недостатки, область применения.
Винтовые ручные зажимы находят большое применение в станочных приспособлениях вследствие их простоты и надёжного закрепления обрабатываемых деталей. Недостатки винтовых зажимов – отсутствие быстродействия - значительное вспомогательное время, необходимое для зажима и разжима детали, большая затрата рабочим мускульной силы, непостоянство силы зажима и возможность смещения детали от силы трения на торце винта. Достоинства – наличие самоторможения; простота изготовления, технологичность; явл. усилителями исходного зажимного усилия. Винтовые зажимы применяют при ручном закреплении деталей в приспособлениях, а также в приспособлениях механизированного типа и при зажиме деталей в приспособлениях-спутниках, применяемых для деталей, обрабатываемых на автоматических линиях. Закрепление обрабатываемых деталей винтовыми зажимами в приспособлениях производится ключами, ручками, гайками, гайками-головками, установленными на конце винта. Зажимные винты и гайки изготавливают из стали 35 и 45 с твердостью HRC 30-35 и точностью резьбы по 3-му классу.
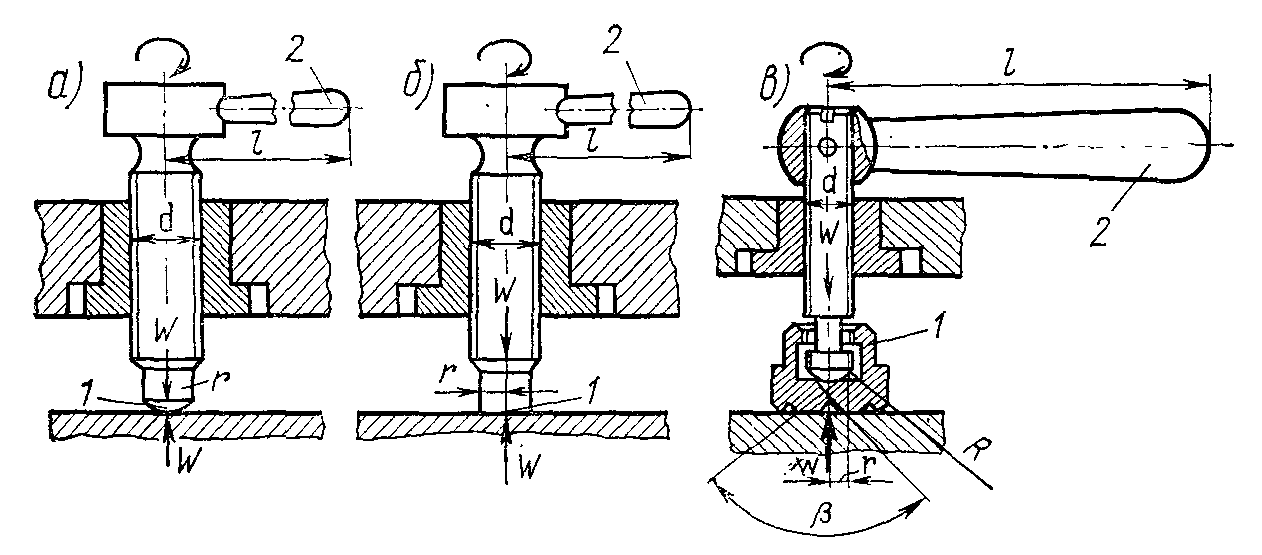
Рис. 3.1. Винтовые зажимы: а – со сферическим торцем; б – с плоским торцем; в – с башмаком.
Винты могут быть со сферическим торцем (пятой), плоским и с башмаком, предупреждающим порчу поверхности.