

41. Центры.
Предназначены для закрепления заготовок на токарных и шлифовальных станках для обработки.
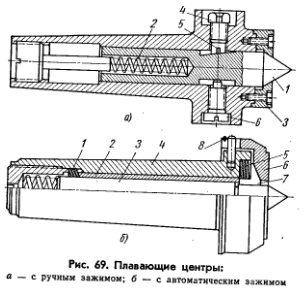
Центры: 1.неподвижные нормальные и специальные; 2.вращающиеся нормальные и специальные; 3.плавающие специальные; 4.рифленые специальные.
Конусная пов-ть для установки детали имеет угол при вершине 60, 90, 120°, хвостовик с конусом Морзе определенного номера.
Невращающиеся задние центры сильно нагреваются и изнашиваются. Для уменьшения износа применяют менее точные вращающиеся.
Также центры применяются для установки полых деталей базирующихся по внутреннему отверстию.
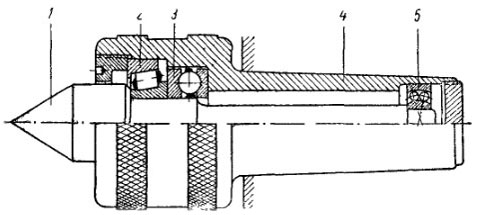
Вращающиеся центры. Для предупреждения вредного влияния износа заднего центра, в особенности при скоростном точении, применяются вращающиеся центры различных конструкций. Вращающийся центр завода «Калибр» показан на рис. 49. Собственно центр 1 в этом случае вращается на роликовом 2 и шариковом 5 подшипниках, расположенных в корпусе 4. Осевые усилия, действующие на центр, воспринимаются упорным подшипником 3.
42. Токарные патроны общего назначения.
На токарных станках в большинстве случаев применяют кулачковые патроны. К ним относятся четырехкулачковые, двухкулачковые и трехкуллачковые самоцентрирующие.
Двухкулочковые патроны применяют для закрепления по некруглой форме деталей. Их изготавливают с ручным приводом, спирально-реечным, с клиноцентрирующим механизмом и клинорычажного типа. Крепятся с помощью промежуточного фланца на переднем конце шпинделя.
Трехкулочковые патроны предназначены для закрепления деталей по цилиндрической пов-ти. Применяют в ЕП и МСП.
Принцип действия: при вращении конических з.к. они вращают большое коническое з.к., на обратной стороне которого спираль Архимеда, при вращении которой кулочки соединенные с ней перемещаются к центру равномерно и центрируя закрепляют деталь.
Четырехкулочковые патроны применяют для установки и закрепления деталей некруглой формы. Принцип действия: при перемещении штока влево, он тянет за собой втулку которая увлекает за собой один конец рычага, второй конец при этом перемещает губки патрона к центру и зажимает деталь.
43. Оправки для токрных и шлифовальных работ.
Для установки с центральным базовым отверстием втулок, колец, шестерен на многорезцовых, шлифовальных станках.
Виды оправок: 1.жесткие (гладкие) для установки деталей и с зазором и натягом; 2.разжимные цанговые; 3.клиновые (плунжерные, шариковые); 4. С тарельчатыми пружинами; 5.самозажимные (кулочковые, роликовые); 6.с центрирующей упругой втулкой.
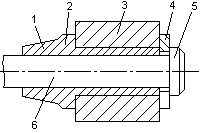
Гладкая оправка. Тяга 6 при перемещении поршня пневмоцилиндра влево нажимает головкой 5 на быстросменную шайбу 4 и зажимает деталь 3 на гладкой оправке 2. Гладкая оправка конической частью 1 вставляется в конус шпинделя станка.
44. Тиски машинные с винтовым зажимом, их назначение, конструкция и область применения.
Маш. тиск явл. ун приспос. Их применят для обработки разных по форме и размерам деталей. Тиски имеют постоянные детали- корпус салазки и мех заж. –и смен. губки, кот. исп. при об. разл. типоразмеров деталей. Тиск бывают с одной или двумя подвижн губ., с плавающ. губками. В тисках применяют ручные зажимы: винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмо-гидравлические. В зависимости от направления силы зажима действующей на подвижную губку бывают с тянущей или толкающей силой зажима. Принципиальная схема работы самоцентрирующих тисков с 2-мя постоянными подвижн. губками. При вращении винта с правой резьбой на одном конце и левой на другом губки тисков здвигаются(при зажиме) или раздвиг(при разжиме).