

Единая система допусков и посадок: основные отклонения отверстий и валов (привести схему расположения полей допусков).
Это система основывается на соответствующих стандартах, которые увязаны с европейскими. . Допуски и отклонения, устанавливаемые стандартами, относятся к деталям, размеры которых определены при нормальной температуре, которая принята равной +20С.
Положение поля допуска относительно нулевой линии определяется основным отклонением. Основное – одно из 2 отклонений верхнее или нижнее ближайшее к нулевой линии. Другое – не основное. Установлено 28 основных отклонений валов и отверстий, обозначаемых одной или двумя буквами латинского алфавита. Прописными для отверстий, строчными – для валов.
С хема
расположения:
хема
расположения:
A
B
C
ZC


H
JS
a
b
c
h
js
zc
+ 0 -







![]()
Единая система допусков и посадок: квалитеты, их обозначения. Квалитеты для сопрягаемых и для свободных размеров. Соотношение допусков смежных квалитетов.
В ЕСДП установлено 20 квалитетов точности: 01, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18. Самый точный квалитет 01, самый грубый 18. Под квалитетом понимается совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров данного диапазона.
Для одного и того же размера допуски смежных квалитетов отличаются в 1.6 раза. Для сопрягаемых размеров допуски обозначаются по 01 – 11 квалитетам, для свободных по 12-18.
Единая система допусков и посадок: принципы образования полей допусков; поля допусков ограничительного отбора и специальные; основные и дополнительные поля допусков; поля допусков предпочтительного применения. Условные обозначения полей допусков.
Поля допусков образуются сочетанием основного отклонения и допуска по одному из квалитетов. Поля допусков делятся на ограничительные и специальные. В специальном наборе из 94 полей допусков валов, предназначенных для образования посадок, 54 поля включено в основной отбор и 24 поля в дополнительный.
Из 87 полей допусков отверстий 46 полей включены в основной отбор и 25 в дополнительный. Для предпочтительного применения выделено из основного отбора 10 полей допусков отверстий и 16 полей допусков валов.
50Н7
50 – диаметр
Н7 – допуск
Н - основное отклонение отверстия
7 – Квалитет
Единая система допусков и посадок принципы образования посадок; рекомендуемые и предпочтительные посадки. Условные обозначения посадок.
В ЕСДП посадки образовуются сочетанием любых стандартных полей допусков отверстий и валов. Из всемх посадок сделанных этим способом рекомендуется:
Сопрягаемые детали должны быть одинаковой точности (одного квалитета) При различной точности деталей более точным рекомендуется делать вал.
Не рекомендуется перепад по точности больше 2 квалитетов
Посадки рекомендуется выполнять либо в системе вал либо в системе отверстие. Допускается использование так же внесистемных или комбинированных посадок.
Посадки отобранные с учётом всего выше изложенного – рекомендуемые посадки. Они содержатся в стандартах. И из них выявляют предпочтительные
Пример посадки
![]() -посадка
в системе отверстий
-посадка
в системе отверстий
![]() -система
валов
-система
валов
Предельные калибры и их назначение. Расчет предельных и исполнительных размеров пробок для контроля отверстий до 180 мм. Расчет предельных и исполнительных размеров скоб для контроля валов до 180 мм. Выбор номинальных размеров калибров при простановке их исполнительных размеров на чертежах.
Предельные калибры и их назначение. Расчет предельных и исполнительных размеров пробок для контроля отверстия до 180 мм,
Предельные калибры. Если они служат для контроля отверстий и называют пробками, а для валов – скобы. Предельными их называют потому, что они содержат в себе 2 предельных размера. Контроль ведётся комплектом из 2 калибров: проходного и непроходного. Предельные делятся на: рабочие и контрольные. Рабочие предназначены для использования на рабочем месте и ОТК. Контрольные предназначены для контроля годности рабочих скоб. Жёсткими не регулируемыми калибрами контролируют детали, начиная с 6 квалитета. Регулируемыми (только скобы) скобами контролируют валы от 8 квалитета и грубее. Пробки контролируют отверстия диаметром 30-80 мм.
Расчет предельных и исполнительных размеров пробок:
Номинальными размерами калибра являются предельные размеры контролируемых деталей
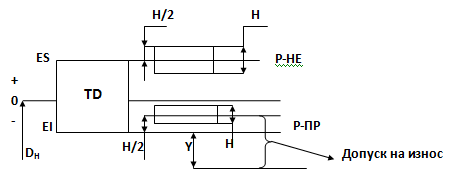
Н-допуск на неточность изготовления пробки.
Z-Координата середины поля допуска проходной стороны пробки.
Y-допускаемый переход размера изношенной проходной пробки за пределы поля допуска контролируемого отверстия.(Для квалитетов 8-18 он равен 0). Числовые значения H,Z,Y в зависимости от размера отверстия и его квалитета регламентированы стандартом.
Р-НЕmax=DH+ES+H/2;
Р-НЕmin=DH+ES-H/2;
Р-ПРmax=DH+EI+Z+H/2;
Р-ПРmin=DH+EI+Z-H/2;
Р-ПРизн=DH+EI-Y
Исполнительные размеры:
Р-НЕисп=( Р-НЕmax)-Н; Р-ПРисп=( Р-ПРmax)-Н