

13) Методы оценки пластичности.
Показатели
природной пластичности металлов и
сплавов служат следующие показатели:
1Относительное удлинение
 2 Относительное сужение
2 Относительное сужение
 (
( – площадь образца в данный момент). Эти
показатели определены только при малых
скоростях деформирования и при комнатной
температуре поэтому они не могут дать
исчерпывающих данных о поведении
металлов и сплавов при различных
температурно-скоростных условиях
деформирования. Для правильного выбора
механической схемы деформации безопасным
сточки зрения металла определяют так
называемую технологическую пластичность
для этого принимают испытания сплавов
или металла в условиях приближенных к
реальным процессам деформирования.
– площадь образца в данный момент). Эти
показатели определены только при малых
скоростях деформирования и при комнатной
температуре поэтому они не могут дать
исчерпывающих данных о поведении
металлов и сплавов при различных
температурно-скоростных условиях
деформирования. Для правильного выбора
механической схемы деформации безопасным
сточки зрения металла определяют так
называемую технологическую пластичность
для этого принимают испытания сплавов
или металла в условиях приближенных к
реальным процессам деформирования.
-
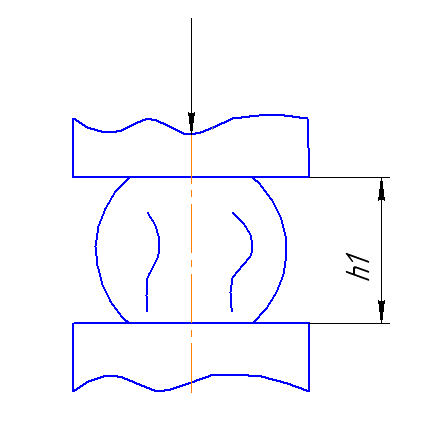
Для процессов свободной ковки в качестве метода определения технологической пластичности металла или сплава используют осадку образцов между плоско параллельными плитами. Процесс форма образования доводят до величины когда на свободной поверхности образца начинают появляться трещины.
-
Для листового материала. Способность листового материала глубокой вытяжке при холодной штамповке оценивают по испытанию выдавливания в нем сферической лунки. До появления трещин.
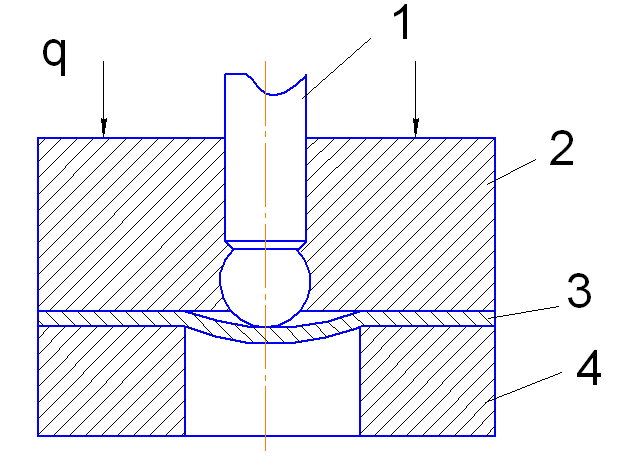
1-сферический индентор, 2 – прижимное кольцо, 3 – испытываемый материал, 4- матрица. Показателем пластичности служит глубина лунки. Чем лунка глубже тем выше пластичность и вид деформированной поверхности с наружи лунки. Если форма трещины диогональная металл анизатропный. Если форма трещины кольцо металл изотропный. Если поверхность имеет вид апельсиновой корки то это является браковичным признаком и для устранение шерафоватости в металле или в сплаве его подвергают дополнительной обработки тоесть дрессировке проката.
-
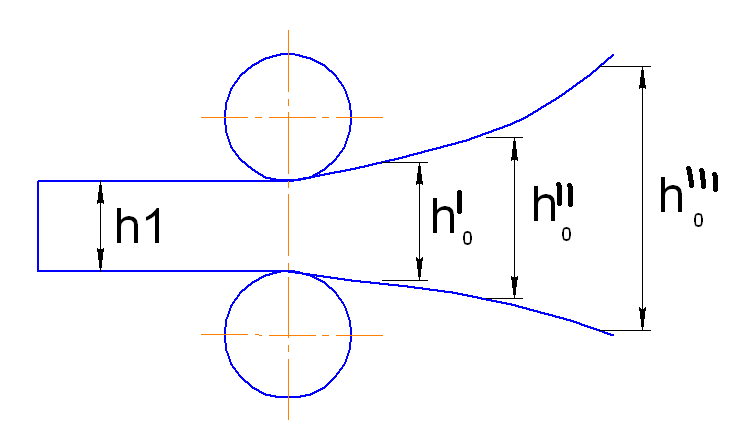
Технологическая пластичность при горячей прокатке металла оценивают путем обратного обжатии клиновидных образцов в волках до появления первых трещин.



-
Для универсальной пластичности металла или сплава используют так называемый критерий пластичности независящий от напряженного состояния и метода испытания материала. При этом замеру пластичности принимает сдвиг в октаэдрической площадке. Влияние схемы напряженного состояния учитывает критерий напряженного состояния h=
 (P-
рабочее напряжение); П=
(P-
рабочее напряжение); П= .
.
14) Контактное трение
Особенности контактного трения
-
Подавляющее число операций в ОМД осуществляется в условиях соприкосновения обрабатываемого металла с давящим инструментом, при этом металлические частицы деформируют металл, скользят по поверхности инструмента. В результате чего возникает сила контактного трения затрудняющая это скольжение.
-
Трение при ОМД за исключением отдельных операций, когда оно играет основную роль (прокатка, вальцовка, некоторые операции листовой штамповки) является вредным фактором.
-
Контактное трение ведет к возникновению неоднородности деформации. Это объясняется тем, что в каждой точке на поверхности контакта возбуждаются элементарные касательные силы трения, что вызывает появление касательных напряжений. Они направлены в противоположную сторону направления скольжению металла относительно поверхности инструмента в каждой данной точке. В результате этого может измениться и сама схема напряженного состояния. Например, наличие сил трения при осадке создает объемную схему напряжений, в то время как при отсутствии трения напряженное состояния было бы линейным.
-
Контактное трение в конечном итоге преодолевается активной нагрузкой, следовательно, контактное трение увеличивает необходимое деформируемое усилие, а также работу деформации. Увеличение сил бывает весьма значительным, иногда в несколько десятков раз.
-
Контактное трение вызывает необходимость применения различного вида технологических смазок. Это усложняет процесс, а также иногда требует обработки исходного материала. Нанесение пластмассовых покрытий, пленок, фосфотирование.
Отличия контактного трения от трения кинематической пары
-
Высокое контактное напряжение (до 3.5 тыс. МПа)
-
Постоянное обновление трущихся поверхностей за счет течения металла относительно деформирующего инструмента.
-
Высокая температура на контакте при ОМД.
-
При горячей ОМД на поверхности металла образуется окалина, которая существенно влияет на характер трения.
Виды контактного трения
-
Сухое, т.е. без присутствия на поверхности трения смазки, но при наличии на них окислов и загрязнений.
-
Граничное, т.е. при наличии молекулярной (толщиной несколько молекул) пленки жидкой смазки на поверхности трения. В которой из-за малой толщины её не проявляются объемные свойства.
-
Жидкое, когда поверхности трущихся тел полностью проявляют её объемные свойства. При жидком трении смазка играет роль деформирующей среды, это наглядно проявляется в процессах гидростатического прессования и гидродинамического волочения.
-
Гидростатическое прессование
При гидростатическом прессовании смазка под давлением увлекает заготовку в очаг деформации и отделяет заготовку от деформирующего инструмента.
-
Гидродинамическое волочение
При гидродинамическом волочении, т.е. при волочении с большими скоростями смазка увлекается заготовкой в очаг деформации и также отделяет заготовку от деформирующего инструмента.
При жидкосном трении напряжение трения находится по формуле:
 =
= *V/h,
где V
– скорость перемещения смазки
*V/h,
где V
– скорость перемещения смазки
h – толщина слоя смазки
 –
вязкость жидкости
–
вязкость жидкости
В большинстве процессов ОМД имеют место полусухое или полужидкое трение, когда между трущимися поверхностями имеются участки непосредственного контакта и участки разделенные слоем смазки.