

9. Супервизорная система управления.

Рис. 4 Супервизорная Система Управления
АР – локальный авторегулятор, Dy – датчик локального регулятора, Dk – датчик контролируемых параметров управления.
В этой системе часть параметров управляемого процесса и логика командного управления управляется авторегуляторами, а ЭВМ рассчитывает и устанавливает оптимальные настройки этих регуляторов. Остальной частью параметров ЭВМ управляет в режиме цифрового прямого управления.
Супервизорный режим позволяет не только автоматически контролировать управляемый процесс, он и управлять им вблизи оптимальной рабочей точки. Функции оператора сводятся к наблюдению за ТП и в случае необходимости к корректировке цели управления и ограничений на переменные.
28. Автоматическая смена инструмента.
Можно менять не только отдельные инструменты, но и сложные многошпиндельные инструментальные головки. Магазин таких головок размещают рядом со станком в дополнение к магазину одинаковых инструментов. Для автоматической смены инструмента в шпинделях МРС необходимо автоматическое устройство закрепления инструмента. АСИ может производиться с автооператором и без него. Устройство АСИ без автооператора представляет собой сочетание револьверной головки и дополнительных узлов, обеспечивающих разжим, поворот и закрепление револьверной головки. Устройство АСИ с автооператором представляет собой сочетание инструментального магазина, автооператора и других устройств. Конструкция автооператора, обеспечивающая автоматический обмен инструментов между накопителем и шпинделем станка зависит от вида инструментального магазина и расположения шпинделя. Магазины бывают барабанные, дисковые, цепные, с поворотным гнездом, с позицией ожидания.
Билет №10
10. Система прямого цифрового управления.
Р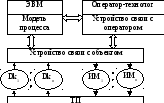 ис.5
Системы прямого цифрового управления
ис.5
Системы прямого цифрового управления
Этот режим позволяет исключить локальные регуляторы с задаваемой установкой, т.к. ЭВМ непосредственно вырабатывает оптимальное управляющее воздействие и с помощью преобразователей передает команды на исполнительные механизмы.
В этой схеме можно реализовать оптимизирующие функции, адаптацию к изменению внешней среды и переменным параметрам объекта управления. Упрощается реализация режимов пуска и останова процессов. Основным минусом является то, что надежность всего комплекса определяется надежностью устройств связи с объектом и надежностью ЭВМ.
29. Терминальная задача чпу.
Постепенно сформулировался достаточно автономный круг задач, решение которых не требовало специальной и специализированной аппаратуры ЧПУ, но вполне могло быть выполнено универсальными вычислительными средствами на основе взаимодействия оператора с терминалом.
Терминальная задача ЧПУ относятся все проявления взаимодействия устройства ЧПУ с окружающей средой: диалог с оператором, диалог с другими системами управления. Техническими средствами поддержания диалога является пассивный терминал, или панель оператора, или активный терминал, т.е. персональный компьютер и интерфейс с управляющими устройствами внешней среды.
Информация, появляющаяся на экране дисплея, отражает ту часть решения терминальной задачи, которая в данный момент интересует оператора. Если имеется консоль оператора, то само решение терминальной задачи осуществляется в устройстве ЧПУ. Если активный терминал, то решение терминальной задачи выполняется в самом терминале.
Существуют четыре варианта диалога оператора с устройством ЧПУ: 1) управление объектом и процессом, 2) системная работа, 3) автоматизированное проектирование управляющих программ, 4) редактирование управляющих программ. 1 – диалог управления объектом процессом протекает непосредственно в ходе обработки детали. 2 – под диалоговой системной работой понимают манипулирование различными наборами констант, параметров настройки, корректоров, архивную работу с внешними носителями, информационный обмен с ЭВМ высшего ранга. 3 – диалог автоматизированного проектирования управляющей программой предполагает пользование языка более высокого уровня, чем ИСО 7 БИТ (ISO 7 bit). Используется один из двух вариантов: цикловая и инструментальная система. При цикловой системе автоматизированного проектирования управляющих программ обработки детали можно составить из стандартных технологических решений, которые разработаны заранее в параметрической форме и нуждаются лишь в том, чтобы параметрам придали конкретные числовые значения. Если для обработки детали одного цикла недостаточно, то процесс повторяется для очередного стандартного цикла. Для инструментальной системы автоматизированного проектирования он выбирает: вид материала и параметры шероховатости обработки, геометрию детали и заготовки, вылет и геометрию каждого исполнительного инструмента и его положение в координатной системе деталей, количество необходимых проходов, формирование ISO-текста управляющей программы. 4 – диалоговое редактирование управляющей программы – редактирование и ручной ввод текста управляющей программы. Директивами процесса являются: вставить, удалить, заменить. Они могут быть отнесены к отдельным командам и целым кадрам управляющей программы.
Билет №11