

Технологічний процес виготовлення вузла
Технологічний процес визначається кресленням вузла (де показано матеріал, розміри, форми та типи з’єднань, із вимогами до матеріалу, устаткуванню та технологічному процесу зварювання) програми випуску та інше.
Технологічний процес включає в себе такі операції:
-
Визначення технологічної конструкції
-
Підготовка торців деталей до зварювання
-
Розробка технології зварювання
-
Після зварювальні операції
-
Контроль якості
Якісне відпрацьовування технологічності запрограмованого вузла – обов’язкова вимога виробництва. Воно включає в себе вірний вибір матеріалу, розмірів та форми деталей, раціональні способи виготовлення, збирання. Зварювання а також ряд інших пов’язаних з якістю устаткування та інше.
При визначенні технологічності не може бути неуважностей. Треба завжди уважно слідкувати що ж вам пропонує конструктор.
Практично весь час існує антагонізм між конструктором та виробником (зварювальником)
Завдання конструктора забезпечити міцність ,працездатність вузла будь-яким шляхом. Він може закласти в матеріали пів таблиці Менделєєва, зменшувати розміри та ускладнювати форму деталей і т.д. а наше завдання ці деталі виготовляти. Не слід казати що цей антагонізм войовничий, інколи він і корисний. Але треба бути уважним при визначенні технологічності конструкції.
Коли в свій час при розробці процесу виготовлення антенних полів із металічних дротів не враховували на початку матеріал стержня. Прийшлося розробити потім цілих способи з’єднання але за ті ж самі гроші. Для того щоб зварити дроти Білоцерківського заводу діаметром 0,3 мм стУ7 та накидні ключі зварювання ст45+У7 прийшлося роробити системи програмного керування струмом.
Підготовка деталей
Tорці деталей, які з’єднуються стиковим зварюванням повинні раціонально конструюватися тобто
-
необхідно створити умови для рівномірного нагрівання і по можливості однакову пластичну деформацію
-
Забезпечити захист зони зварювання від окислення і полегшити витиснення металу із робочої зони шва
-
Форма деталей повинна забезпечувати надійне закріплення в затискаючих пристроях машини. Форма та поперечний переріз повинні бути приблизно однакові
Різниця по Ǿ≈15% а по товщині 10% форми торців деталей приведені на рис 7.10, 7.11
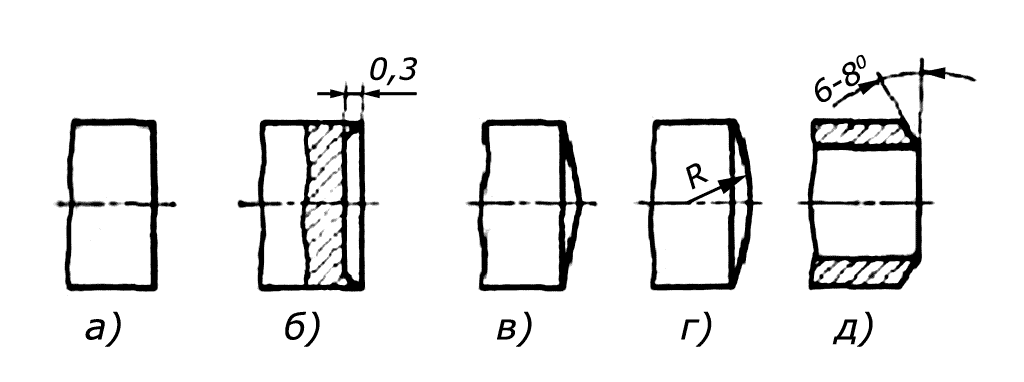
Рис 10.1 Форма торців деталей для зварювання опором
а – плоска поверхня (потребує точкової підгонки); б – кільцевий виступ ( забезпечує локальне тепловиділення і зменшує доступ повітря до стику); в – д – конус або сфера (локалізують нагрівання)

Рис 10.2 Форма торців деталей для зварювання оплавленням: а – раціональна; б – нераціональна (Δзв – сумарне укорочення деталей при зварюванні)
Підготовка торців під зварювання проводиться з метою одержання необхідної форми, очистки їх поверхні та поверхні деталей від бруду та окисів.
Торці деталей обробляють:
-
Механічним різанням на ножицях, в станках
-
Гарячим та холодним пресуванням
-
Газовим та плазмовим різанням з подальшим прибиранням шлаків
З метою зниження контактного опору Rед поверхні зачищають щітками наждачками та дротяними кругами