

Глава IV
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ
Мелкая потребительская тара для упаковки рыбной продукции изготавливается из картона, алюминиевой фольги, полимерных и комбинированных материалов. Все виды потребительской тары можно разделить на две основные группы — полужесткая и мягкая. К полужесткой относятся картонные коробки, полимерная и алюминиевая тара с крышками, тубы; к мягкой — полимерные пакеты, усадочная пленка. Такой вид упаковки, как комбинация подноса и усадочной пленки, можно отнести к промежуточной группе — комбинированная тара. В картонные коробки упаковывается продукция, имеющая определенную геометрическую форму, например мороженое филе порциями по 0,5 и 1,0 кг, котлеты по 6 шт., фрикадели по 350, 500 г, пельмени по 0,5 кг и пр., либо мелкая жареная, копченая, сушеная рыба по 0,5 и 1,0 кг, соломка, плов.
В пленочные полимерные пакеты без вакуумирования можно упаковывать свежую крупную и среднюю рыбу по 1—2. шт., мелкую — порциями по 0,5 и 1,0 кг, куски рыбы той же массы, соленую целую рыбу по 1—2 шт., мелкую — по 0,2 — 0,5 кг, вяленую и провесную рыбу, а также мороженый фарш порциями по 0,2—0,5 кг.
Для увеличения сроков хранения продукцию можно упаковывать под вакуумом или в среде инертного газа. Под вакуумом целесообразно упаковывать рыбу холодного копчения, соленую, целую, среднюю, мелкую и ломтиками.
В сокращающиеся пленки (термоусадочные и эластичные) целесообразно упаковывать достаточно прочную и крупную по размерам (но неопределенную по форме) рыбную продукцию, например рыбу холодного копчения, соленую, свежую (живую). Упаковка в усадочную пленку имеет привлекательный вид и позволяет визуально оценить продукцию. В такие пленки, но в сочетании с твердой подложкой рекомендуется упаковывать рыбу горячего копчения (крупную, среднюю, мелкую, кусками, рулеты), печеную, жареную по 0,5—1,0 кг, жареные котлеты, фрикадели.
Формованная полужесткая тара круглой, овальной и квадратной формы используется для упаковки фаршеобразных, пастообразных и композиционных рыбных продуктов; например, рубленая сельдь, селедочное, и крилевое масло, икра различных рыб, салаты, плов упаковываются в фигурную (круглую, квадратную, овальную) тару вместимостью от 0,1 до 0,5 кг, формованную из полимерных комбинированных материалов, из алюминиевой фольги, с последующим закрыванием или привариванием крышки. Формованная тара с надеваемой крышкой применяется для таких продуктов, содержимое которых не вытекает при негерметическом соединении тары с крышкой, в противном случае применяется тара с привариваемой крышкой. В формованную тару упаковывается и такая сложная композиционная продукция, как рыба заливная, под маринадом, вторые блюда с. гарниром.
Для вторых замороженных блюд применяется также тара, формованная из кашированного алюминия или ламинированного картона (более дешевый материал), которая позволяет разогревать продукцию в тепловых аппаратах.
Рубленую сельдь, селедочное масло укладывают также в тубы вместимостью до 200 г и пачки вместимостью до 100 г из фольги и фольги с полимерным покрытием.
В зависимости от формы упаковки и используемого материала упаковочные машины можно отнести к четырем группам: машины для упаковки в тару из картона и картона с полимерным покрытием; машины для упаковки в пакеты из полимерных пленок; машины для упаковки в формованную тару из полистирола, фольги и фольги с полимерным покрытием; машины для упаковки в пачки из фольги с полимерным покрытием и тубы.
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ТАРУ ИЗ КАРТОНА
И КАРТОНА С ПОЛИМЕРНЫМ ПОКРЫТИЕМ
Машины для упаковки продукции в тару из картона или картона с полимерным покрытием могут быть четырех типов: для упаковки в сборную коробку; для упаковки в коробку с верхним клапаном; для упаковки в коробки, находящиеся в горизонтальном положении, с боковыми торцевыми клапанами; для упаковки в коробки, находящиеся в вертикальном положении, с верхним и нижним торцевыми клапанами.
Работа машин этой группы заключается в закладке заготовок картонных листов (разверток) или коробок в плоскосложенном состоянии в магазин, поштучном отборе коробок из магазина с одновременным формированием упаковки, подаче продукта дозатором, толкателем или вручную, передаче заполненной упаковки на запечатывание термосваркой (для коробок с полимерным покрытием) или с помощью клея (для коробок из картона), выдаче готовой упаковки из машины.
Иногда в картонные коробки укладывают продукт, предварительно уложенный в пакет из полимерного или другого упаковочного материала.
В коробки с верхним клапаном и сборные целесообразно упаковывать трудно дозируемую продукцию, расфасовка которой в основном производится вручную: композиционные кулинарные изделия (рыбные салаты, плов), рыбу с различными гарнирами, жареную рыбу с заливками, мелкую штучную продукцию (рыба мелкая мороженая, холодного и горячего копчения, вяленая).
В горизонтально расположенные коробки с боковыми торцевыми клапанами упаковывают твердые продукты, имеющие определенную геометрическую форму, так как основным исполнительным механизмом в этих машинах служат толкатели для перемещения упаковываемого изделия в коробку. Машины этого типа можно использовать для упаковки мороженого филе, котлет, пирожков, консервных и пресервных банок из полиэтилена, стералкона, алюминия, туб. Эти машины могут комбинироваться с устройствами для нарезания блока мороженого рыбного филе или пасты «Океан» на бруски заданных размеров, на рыбные палочки, с устройствами для прессования отходов рыбного филе при порционировании, для панировки брусочков филе.
В вертикально расположенные коробки с верхним и нижним торцевыми клапанами можно упаковывать легко дозируемые продукты, например формованные кулинарные изделия (фрикадели, пельмени), рыбную соломку, свежий рыбный фарш. В машинах этого типа заданная порция продукта отмеряется дозатором объемного или весового типа. Продукт поступает в упаковку гравитационно, в отдельных случаях подается принудительно.
Машины описываемой группы в основном используются в составе комплексно-механизированных линий.
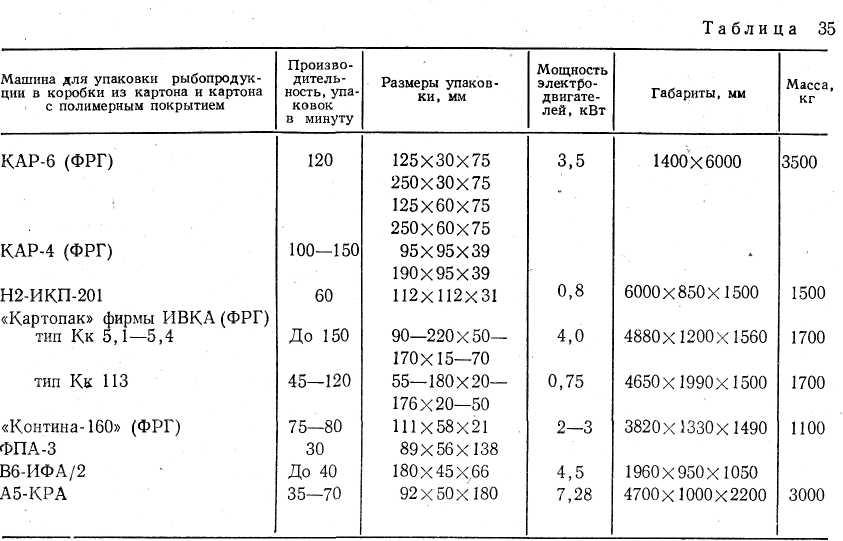
Технические характеристики линий и машин для упаковки рыбопродукции в различную тару из картона приведены в табл. 34 и 35 соответственно.
Линия «Спринтер Трейтайт» (Швеция) предназначена для упаковки готовых вторых блюд, которые затем подвергаются быстрому низкотемпературному замораживанию.
На линии можно также упаковывать жареную или отварную рыбу в различных соусах и заливках и композиционные кулинарные изделия.
Продукция упаковывается в сборную коробку двух типоразмеров 130X110X30 мм (240 г) и 110X65x30 мм (70 г) из картона с двусторонним полипропиленовым покрытием. Упаковка выдерживает температуру замораживания до —40°С. В этой же упаковке производится разогревание блюда. Верхний предел температуры, допустимый для этой упаковки, 150°С. Полипропиленовая пленка обеспечивает жиро- и влагонепроницаемость.
В линию (рис. 162) входят тароформирующее устройство, рабочий транспортер, механизм подачи крышек, блок запечатывания упаковки. Линия может быть укомплектована дозатором в приемным столом для готовых упаковок.
Выполняемые технологические операции: формирование корпуса коробки из заготовки, сварка корпуса, дозирование продукта, автоматическая подача крышек, запечатывание упаковки.
Заготовки корпусов коробок вручную закладываются в магазин формирующего блока. Вакуум-захваты поштучно отбирают заготовки из магазина и укладывают их перед толкателем формирующего устройства. Толкатель, совершающий возвратно-поступательное движение в вертикальном направлении, проталкивает заготовки через формирующее окно штампа. Заготовки не имеют угловых вырезов.
В процессе формирования корпуса образуются три слоя картона в углах и внутренние треугольники, что обеспечивает жесткость упаковки и позволяет фасовать в нее жидкие продукты. Углы корпуса свариваются тепловой бесконтактной точечной сваркой горячим воздухом.

Из формирующего устройства корпуса по течке подаются на рабочий шаговый транспортер, где в них вручную закладывают твердый компонент дозы и дозатором отпускается жидкий. Крышки поштучно отбираются вакуум-захватами и укладываются на буртик и внутренние треугольники корпуса коробки. Запечатывание производится пунктирной термосваркой прессованием. Готовая упаковка рабочим транспортером выдается из машины.
Линия «Ста-Локс Модуль» (Финляндия) также предназначена для упаковки в сборные коробки из картона, ламинированного полипропиленом, вторых порционных блюд с гарнирами для последующего быстрого низкотемпературного замораживания. Упаковка выдерживает температуру в пределах от —40 до +120°О. Твердые продукты укладывают в коробки вручную, овощные гарниры, соусы, подливы выдаются дозаторами. Линия может работать в однопоточном и двухпоточном режимах с производительностью соответственно 20 и 40 упаковок в минуту в зависимости от размеров используемых коробок. Стандартные размеры коробок при работе в однопоточном режиме: 90 — 280X90 — 340X25 или 90 — 280x90 — 290X55 мм, при работе в два потока: 90—280 X Х90—170X25—55 мм. Для перехода на работу с коробками разных типоразмеров требуется переналадка линии.
В состав линии входят блок формирования корпуса коробки, направляющие распределения коробок на один или два потока, фасовочный транспортер, дозаторы, машина для термосварки.
Блок формирования корпусов коробок формирует их из плоских заготовок (разверток), уложенных стопой в магазине заготовок. Из магазина заготовки отбираются поштучно движущейся возвратно-поступательно в горизонтальной плоскости кареткой и подаются в формирующее устройство, где они формируются матричным способом. При этом производится бесконтактная точечная сварка углов корпуса коробки горячим воздухом. Процесс формирования аналогичен процессу формирования в линии «Спринтер Трейтайт». В верхней части коробка по периметру отбортовывается кромка для последующей приварки крышки. Коробки по параллельным направляющим поступают к шаговому транспортеру, и располагаются над ним. Коробки удерживаются в. направляющих штырями, совершающими возвратно-поступательное движение в горизонтальной плоскости. При движении штырей в сторону от коробок последние падают, на Шаговый транспортер,, подхватываются им и транспортируются в рабочую зону, для фасовки продукта.
Фасовочный конвейер представляет собой цепной пластинчатый транспортер, над которым устанавливаются сменные дозирующие устройства для жидких компонентов и овощей.
Дозатор жидких компонентов представляет собой цилиндрический резервуар емкостью 25 л, соединенный клапаном с объемным дозатором поршневого типа. Поршень дозатора приводится в движение с помощью пневматики. Величина дозы регулируется изменением хода поршня. Дозаторы имеют сменные дозирующие поршневые цилиндры, обеспечивающие дозирование жидкого компонента в широких пределах: 20—200, 50—495 и 200—1100 см2, с производительностью до 100 циклов в минуту в зависимости от величины дозы. Габариты дозатора жидких компонентов 670X230x885 мм, масса 35 кг.
Дозатор овощей предназначен для дозирования свежих, сушеных, вареных, мороженых овощей, а также других продуктов, например-крупяных изделий. Он представляет собой конический резервуар вместимостью 52 л со специальной подставкой, который устанавливается около фасовочного конвейера. Дозатор имеет дозирующий горизонтальный ротор, смонтированный над резервуаром и вращающийся циклично. Ротор снабжен мерными цилиндрическими стаканами, которые поочередно подводятся к дозирующему патрубку резервуара и при совмещении с ним заполняются дозой продукта. При дальнейшем вращении ротора доза передается к коробке и высыпается в нее. Мерные стаканы — сменные. Имеется пять комплектов дозирующих стаканов, которые позволяют варьировать величину дозы продукта в широких пределах: 200—275, 280—370, 345—505, 445—715 и 685—1240 см3. Дозатор обеспечивает производительность 70—100 циклов в минуту в зависимости от величины дозы и характера продукта. Привод дозатора осуществляется от индивидуального электродвигателя мощностью 0,4 кВт. Габариты дозатора 900Х625Х Х2315 мм, масса 100 кг.
Наполненная коробка тем же конвейером транспортируется к термосварочной машине, которая имеет магазины для крышек и сварочную головку. Вакуум-захваты поштучно забирают крышки из магазина и укладывают их на коробку. Сварка производится в сварочной камере сварочной головкой точечным швом по периметру верха коробки. Машина имеет сменные узлы для запечатывания коробки рулонной пленкой или рулонным картоном, устройство для центрирования рисунка покровного материала, а также механизм вырубки готовых упаковок из рулона. Производительность машины до 40 упаковок в минуту, габариты 3886X Х880Х 1540 мм, масса 650 кг.
Готовая упаковка поступает на электронные весы, где определяется масса, выдается чек, наклеивается этикетка, после чего отводящий транспортер, направляет упаковку в скороморозильный аппарат. Материал упаковки жиро-, влаго- и ароматонепроницаем.

Линии И6-ИУЛ-0,3, И6-ИУЛ-0,6, И6-И1УЛ-0,6 конструкции ЦПКТБ «Азчеррыбы» предназначены для фасовки и упаковки вяленой и провесной копченой рыбы длиной до 200 мм в картонные коробки с верхним клапаном.
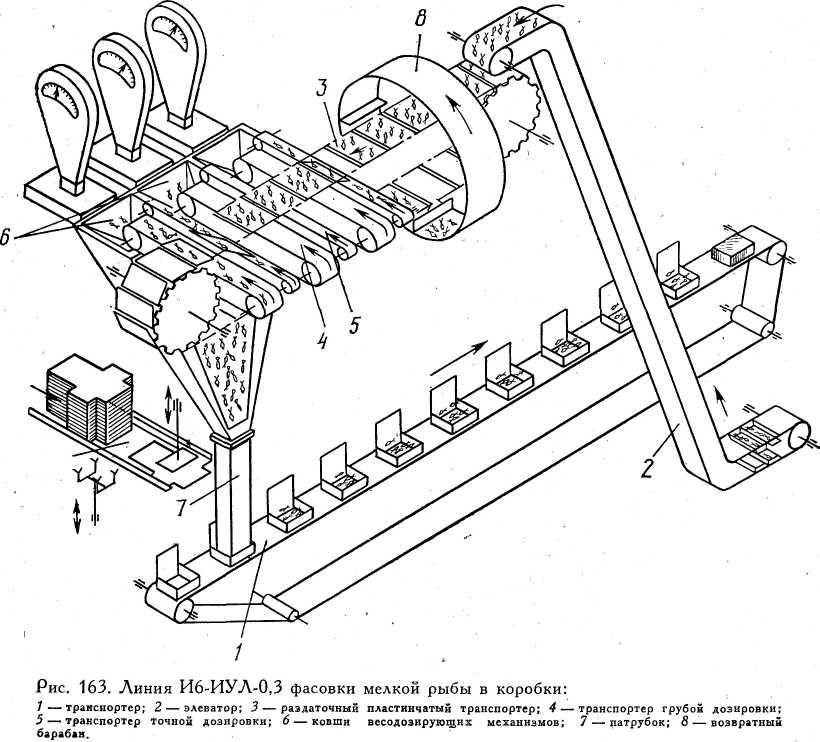
Линия Иб-ИУЛ-0,3 (рис. 163) производительностью 150—300 кг/ч включает дозатор, фасовочный конвейер, автомат для формирования картонных коробок, элеватор типа «Гусиная шея», воронку, пульт управления, шкаф электрооборудования. Линия обеспечивает фасовку и упаковку рыбы в коробочки двух типоразмеров 152X95X43 и 215X105X57 мм дозами 200—250 и 600—700 г. Обслуживают ее два человека.
Упаковка также производится в коробочки двух типоразмеров дозами 200—250 и 600— 700 г. Линию обслуживают три человека. Второй дозатор в линии установлен для увеличения ее производительности до 250—600 кг рыбы в час.
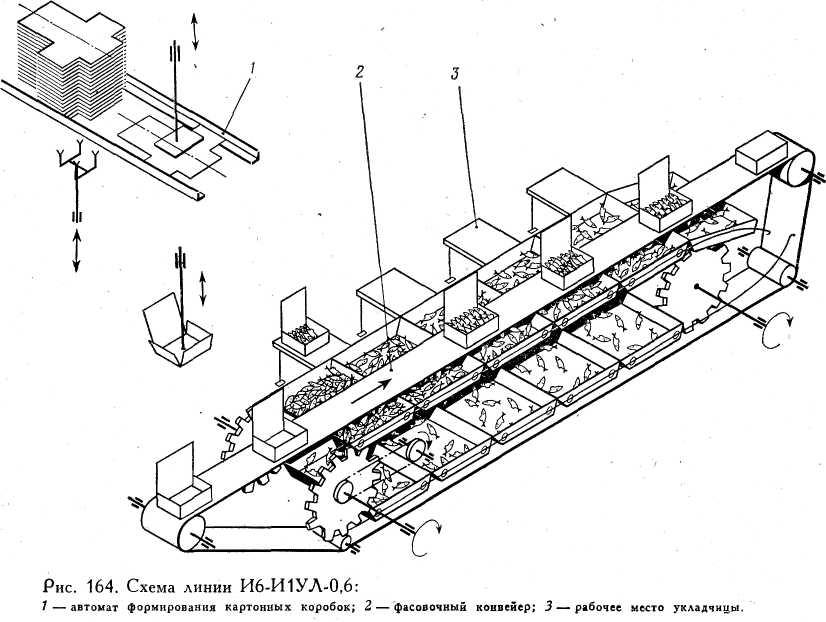
Линия И6-И1УЛ-0,6 (рис. 164) производительностью 250—600 кг/ч предназначена для ручной фасовки рыбы в картонные коробочки с последующим их взвешиванием на автоматическом взвешивающем устройстве, обслуживают ее пять человек.
В состав линии входят фасовочный конвейер, автомат для формирования картонных коробок, автоматическое взвешивающее устройство.
Выполняемые технологические операции: формирование коробочки, формирование порции с помощью дозатора или вручную, заполнение емкости. Закрытие клапана коробки и запечатывание упаковки производят вручную.
При автоматической фасовке рыба подается в дозатор с помощью элеватора типа «Гусиная шея». Дозатор имеет транспортер «по адресам», три блока питающих транспортеров с весами, механизм возврата рыбы и приводное устройство.
Рыба через загрузочную воронку попадает на верхнюю ветвь транспортера «по адресам», основным из исполнительных органов которого является непрерывное пластинчатое полотно, состоящее из двух цепей, соединенных между собой осями, на которых свободно проворачиваются пластины с рифленой поверхностью. При движении полотна пластины перемещаются по направляющим. Когда на пути движения пластин встречаются окна, открытые с двух сторон, со смещением, величина которого равна величине определенной пластины, соответствующая пластина проваливается в свое окно, поворачиваясь вокруг оси. При этом рыба с пластины попадает на оба полотна соответствующего блока транспортеров и перемещается по ним в бункер весов. Бункеры рычажных весов имеют открывающиеся створки, связанные с установленными на циферблате весов бесконтактными датчиками.
При достижении дозы стрелка весов проходит через прорезь первого бесконтактного датчика и замыкает его, вследствие чего останавливается транспортер грубой дозы и закрывается окно на транспортере «по адресам»; с этого момента в бункер весов производится только досыпка рыбы. При достижении нужной массы стрелка весов проходит через прорезь второго датчика, в результате чего останавливается транспортер досыпки рыбы.
После того как достигнута масса, транспортеры остановились и получен сигнал о наличии пустой коробочки для принятие дозы рыбы, створки бункера весов открываются с помощью электромагнита и рыба высыпается в подготовленную тару, затем створки бункера закрываются под действием пружин, включается в работу блок транспортеров, открывается соответствующее окно на транспортере «по адресам», и цикл повторяется. Аналогично происходят циклы на двух других весовых устройствах и блоках транспортеров.
При закрытых окнах транспортера «по адресам» исключается возможность опрокидывания пластин с рыбой, и они перемещаются дальше, разгружаясь в конце горизонтального участка, где рыба попадает на нижнюю ветвь. Пластины по нижней ветви движутся непрерывным горизонтальным полотном. Напротив кольца механизма возврата пластины опрокидываются, рыба с них попадает во вращающееся кольцо между перемычками и переносится на верхнюю ветвь транспортера «по адресам».
Формирование коробочек происходит на автомате формирования картонных коробок из заранее вырубленных литографированных заготовок. Из пачки заготовок (рис. 165), находящихся в кассете, вакуум-присосы отделяют одну заготовку и переносят ее вниз на направляющие уголки. При достижении заготовкой крайнего нижнего положения вакуум в системе нарушается с помощью специального кулачка. Толкатель механизма подачи заготовки перемещает ее к штампу, механизм которого формирует коробочку.

При этом боковые створки отгибаются, задняя и передняя стенки коробки фиксируются в замок.
Сформированные коробки поступают на полотно транспортера коробок и движутся вдоль фасовочного конвейера.
При переходе к воронке дозатора коробка нажимает на конечный выключатель, что служит сигналом о наличии тары. После этого доза высыпается в коробку. Наполненную коробку закрывают вручную. В конце транспортера коробки снимают и укладывают в подготовленные ящики. Управление дозатором, коробочным автоматом, конвейером производится с общего пульта управления.
При ручной фасовке дозатор и элеватор отключаются. Щитки с транспортера для рыбы снимают, противни транспортера заполняют рыбой. Перед каждым рабочим местом устанавливаются столики с весами. При ручной фасовке в линии можно организовать пять-шесть рабочих мест в зависимости от исполнения фасовочного конвейера. В этом случае каждая работница снимает пустую коробку с транспортера, устанавливает ее на весы, берет рыбу из противня, укладывает в коробку, закрывает и
устанавливает ее на транспортер коробок в свободные промежутки между коробками.
При работе линии Иб-ИУЛ-0,6 со сдвоенным дозатором управление каждым дозатором индивидуальное. Рыба от элеватора типа «Гусиная шея» подается к дозаторам через специальные разделительные воронки. Далее линия работает по описанной выше схеме.
В линии И6-И1УЛ-0,6 с ручной фасовкой вдоль фасовочного конвейера с одной стороны .расположены рабочие места. Фасовочный конвейер состоит из транспортера коробок и транспортера рыбы с общим приводом от электродвигателя и редуктора. Полотно транспортера рыбы состоит из двух цепей, связанных между собой металлическими каркасами, в которые свободно вставляются полистироловые противни с рыбой. Конструкция направляющих для движения противней позволяет перемещать их с верхней ветви на нижнюю с сохранением горизонтального положения. Над транспортером рыбы размещены направляющие для верхней ленты транспортера коробок, по которой движутся изготовленные автоматом картонные коробки.
При движении транспортера рыбу берут из противней и укладывают в коробки. Заполненные коробки поступают на автоматическое взвешивающее устройство, которое одновременно со взвешиванием выдает чек с указанием цены, наклеиваемый на коробку. Готовые коробки укладывают в ящики.
Линия «Спринтер» (Швеция) используется для упаковки мелкой мороженой рыбы, рыбы кусочками, мелкой копченой и вяленой, жареной рыбы, креветок и композиционных изделий в картонную коробку с верхним клапаном. Материал упаковки — картон или картон с одно или двусторонним полимерным покрытием.
В состав линии входят машина для формирования коробок стандартных размеров (178X124X50 и 120X33X48 мм), шаговый транспортер, машина для запечатывания коробок.
В стандартном исполнении линия формирует коробки из картона с заделкой боковых клапанов «в замок». Боковые клапаны можно также склеивать горячим клеем либо (при работе с картоном, дублированным полимерным материалом) сваривать горячим воздухом. В последнем случае формирующее устройство оснащается механизмом для бесконтактной сварки.
Укладка продукта в коробки может производиться вручную, механизированным или комбинированным способами.
Формирующее устройство имеет сдвоенный механизм формирования коробок и два магазина заготовок, рассчитанных на два размера упаковки. При работе одновременно- с двумя форматами производительность автомата увеличивается вдвое —до 120 шт./мин.
Регулирование производительности производится плавно с помощью бесступенчатого вариатора. Переналадка автомата при переходе на упаковку другого формата производится регулированием отдельных механизмов машины без замены ее частей.
Стопа плоских заготовок (разверток) укладывается вручную в магазин формирующей машины. Качающиеся рычаги с вакуум-захватами подают заготовку к формирующим окнам, через которые заготовки продавливаются пуансоном. Коробки распределяются по шагу шаговым транспортером, подающим их в зону фасовки продукта.
Верхняя направляющая закрывает верхний клапан наполненной коробки, фигурные капроновые ролики подгибают боковые и продольные торцы верхнего клапана. Затем на них наносится клей либо производится термосварка.
Линия «Ста-Локс» (Финляндия) предназначена для упаковки мелкоштучной продукции в коробки размерами 100—300X65—200 X I860 мм с верхним клапаном из картона или картона с полимерным покрытием, производительность линии 18—70 упаковок в минуту при однопоточном режиме работы формирующей машины и 36—140 упаковок в минуту при двухпоточном. По составу оборудования и технологической схеме линии «Спринтер» и «Ста-Локс» подобны.
Машина для формирования коробок имеет одну или две формирующие головки, работающие по принципу пуансона и матрицы. При формировании коробки из картона с полимерным покрытием углы коробки свариваются горячим воздухом. Машина обеспечивает максимальную производительность до 140 коробок в минуту. Суммарная мощность, потребляемая электродвигателем и нагревателями, составляет 6 кВт. Габариты машины 1850X1050 X XI750 мм, масса 700 кг.
Продукт на линии «Ста-Локс» укладывают вручную.
Фасовочный конвейер выполнен наборным из нескольких секций, что позволяет изменять его длину в зависимости от производственных условий. Конвейер шаговый: коробка транспортируется с помощью толкателей между направляющими, предохраняющими ее от бокового смещения. Расстояние между направляющими регулируется в соответствии с размерами используемых коробок.
В термосваривающей машине транспортер, который является продолжением фасовочного, толкателями подает коробку на подгиб верхнего клапана и его продольной створки неподвижными направляющими планками. Далее направление движения коробки изменяется на 90° и вращающиеся ролики закрывают боковые створки верхнего клапана. Герметизация коробки производится термосваркой или синтетическим термоклеем, который наносится на запечатываемые поверхности створок коробки. Готовые упаковки выводятся из машины. Машина обеспечивает производительность до 150 упаковок в минуту, потребляемая мощность 4,5 кВт, габариты 2200X2000X900 мм, масса 600 кг.

Линия «Антон Олерт» (ФРГ) производительностью 50—60 упаковок в минуту предназначена для распиловки блоков мороженого рыбного филе на бруски массой 250, 500 и 1000 г и последующей их упаковки в горизонтально расположенные коробки с торцевыми боковыми клапанами четырех типоразмеров (125X30 X Х75, 250X30X75, 125X60X75 и 250Х60Х Х75 мм) из картона плотностью 280—350 г/м2.
В состав линии (рис. 166) входят машина для распиловки блоков, передающий конвейер для транспортирования брусков с распределительным шаговым устройством и механизмом поворота брусков в положение, необходимое для упаковки, машина «Герметин-400» для предварительной упаковки брусков в комбинированную полимерную пленку или бумагу с полимерным покрытием, автомат КАР-6 для упаковки брусков в картонные коробки, электронные весы «Валуматик», транспортные устройства.
Линия может быть укомплектована автоматом для групповой упаковки коробок с рыбным филе в картонные короба и машиной для обандероливания картонных коробов. Линия может быть использована для упаковки брикетов пасты «Океан», рыбной ухи.
Блок мороженого рыбного филе вручную укладывают на приемный стол распиловочной машины, откуда гидравлическими толкателями он подается в рабочую зону машины, работающей с производительностью 5—6 блоков размерами 800X250x60 мм в минуту. Распиловка блока на бруски производится последовательно: вначале блок порционируется на бруски в продольном, затем в поперечном направлениях. В качестве режущего инструмента используются дисковые вращающиеся пилы. Расстояние между осями двух соседних пил продольного реза постоянно и равно 80 мм. Однако пилы могут быть установлены в любом наборе в зависимости от требуемых размеров порции.
Бруски филе с транспортера распиловочной установки поступают на промежуточный конвейер, где они распределяются по шагу и переводятся из поперечного в продольное положение. В этом положении они подаются на приемный транспортер машины «Герметин-400», где с производительностью 40—100 упаковок в минуту брусок филе упаковывается в пленку ПЦ-2 отечественного производства.
Рукав с уложенным в него филе порционируется по завершении цикла работы машины в специальном роторном устройстве, в котором совмещены механизмы сварки продольного шва и рез рукава на отдельные упаковки.
Автомат «Герметин-400» сагрегатирован с автоматом КАР-6 для упаковки филе в картонные коробки, подающий транспортер которого подключен к отводящему транспортеру автомата для упаковки в пленку. Автомат КАР-6 непрерывно действующий линейного транспортерного типа обеспечивает производительность до 120 упаковок в минуту.
Основные узлы автомата КАР-6: механизм подачи филе, верхний шаговый транспортер, нижний кассетный транспортер филе, магазин заготовок коробок, механизм подачи и формирования коробок, транспортер коробок, механизм укладки филе в коробку, устройства заделки и запечатывания клапанов, отводящий транспортер.
С подающего транспортера автомата бруски филе, упакованные в полимерную пленку, поступают на транспортер распределения по шагу, который состоит из двух частей: нижней — ленточный транспортер и верхней — шаговый. Шаг образуется металлическими скребками, смонтированными на движущейся цепи с определенным интервалом. Порции филе передаются на движущийся в горизонтальном направлении кассетный транспортер, смонтированный как продолжение нижнего ленточного, но имеющий свой привод. При перемещении под магазином, загруженным вручную стопой плоскосложенных заготовок, включается вакуум-система; вакуум-присос отбирает от стопы нижнюю коробку и передает ее в держатели транспортера коробок. При этом формирующие рычаги формируют заготовку в коробку прямоугольного сечения с открытыми торцевыми клапанами. При отсутствии порции филе коробка из стопы не выдается. Транспортеры подачи продукта и коробки движутся с одинаковой скоростью параллельно друг другу. При совмещении кассеты, несущей порцию филе, с держателем коробки последовательно работающие от кулачкового механизма толкатели, движущиеся возвратно-поступательно в направлении, перпендикулярном движению полотна, перемещают филе в открытую коробку.
Упаковки транспортером подаются на электронные весы, которые взвешивают упаковку и одновременно выдают и наклеивают этикетку с указанием ее массы и цены. Далее коробки направляются к автомату для групповой упаковки в картонные короба производительностью до 70 упаковок в минуту. Специальный автомат штампует развертки коробок из листового картона, которые на другой машине формируются и склеиваются. Короб устанавливается в вертикальном положении на поворотную площадку автомата для групповой упаковки.
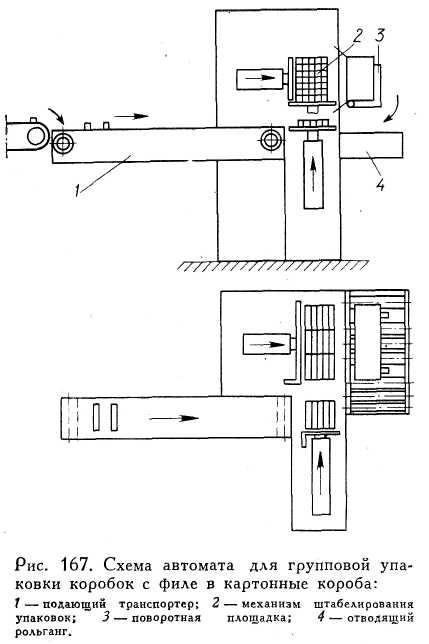
Основные узлы автомата для групповой упаковки (рис. 167): транспортер упаковок, механизм штабелирования, поворотная площадка, отводящий рольганг. Уложенные плашмя на транспортерную ленту коробки подаются к штабелирующему механизму, где они группируются сначала в ряды, затем в штабель по 5, 10 или 20 слоев в зависимости от размеров коробок. Набранный штабель вдвигается толкателем в раскрытые створки короба, установленного на поворотной площадке. Заполненный короб поворачивается вместе с площадкой в горизонтальное положение и сталкивается на отводящий рольганг. На рольганге оператор, обслуживающий машину, закрывает верхние створки короба и вдвигает его на транспортер машины для обандероливания со стороны днища и верхних клапанов бумажной клеевой лентой шириной 30—80 мм и нанесения необходимых реквизитов. Производительность обандероливающей машины увязана с производительностью автомата групповой упаковки.
Упаковочный участок линии производства рыбных палочек фирмы «Антон Олерт» (ФРГ) производительностью 750 кг/ч предназначен для упаковки обжаренных, быстрозамороженных рыбных палочек в картонные коробки с торцевыми клапанами по пять и десять штук. Коробки размерами 95X95X39 и 190X95X39 мм обертываются целлофановой лентой, скрепляемой термосваркой, штабелируются и укладываются в картонные короба размерами 385Х X 220X195 мм.
В состав участка входят ориентирующая машина, упаковочный автомат КАР-4, весы для взвешивания упакованных рыбных палочек, автомат для групповой упаковки коробок, машина для обандероливания коробов.
Обжаренные рыбные палочки после замораживания поступают к автоматическому устройству для их ориентирования и подачи к упаковочному автомату. Устройство для ориентирования рыбных палочек и загрузки ими упаковочной машины представляет собой пять распределительных узлов, где палочки ориентируются в продольном направлении и передаются на общий транспортер. На транспортере ориентированные палочки накапливаются в 10 рядов. Две вертикальные разделительные заслонки поднимают по пять палочек и передают их в лотки цепного подающего транспортера упаковочного автомата.
При дозировании палочек по пять штук заслонки работают попеременно, при дозировании по десять штук — одновременно.
Упаковочный автомат КАР-4 горизонтально-линейного транспортерного типа непрерывного действия имеет производительность 150 упаковок в минуту при укладке блоков палочек массой по 30 г по пять штук и 100 упаковок в минуту при укладке по десять штук. Температура палочек при упаковке от —20 до — 10°С.
По конструкции и принципу действия автомат КАР-4 подобен автомату КАР-6. Однако механизм загрузки палочек в коробки в машине КАР-4 имеет дополнительные фиксаторы, перемещающиеся в коробке в направлении, обратном направлению движения толкателей продукта, что предотвращает деформацию коробок и рассыпание блока палочек при его перемещении в коробки.
Схема работы автомата КАР-4 представлена на рис. 168. В исходной позиции / толкатель продукта отведен в крайнее заднее положение напротив кассеты с порцией палочек, толкатель, фиксирующий коробку, находится в ней.
В промежуточных позициях II—III толкатели перемещают блок палочек в коробку, а фиксаторы вытесняются из заполняемой коробки. Позиция IV — конечное положение толкателей.
Блок палочек перемещен в коробку и занимает положение на транспортере коробок, фиксатор полностью вытеснен из коробки. При последующем движении коробок закрываются передние и задние торцевые клапаны и упаковка запечатывается клеем. Ролики отводящего транспортера выдают готовую упаковку на следующую технологическую операцию.
Упакованные коробки поступают на электронные весы производительностью до 150 взвешиваний в минуту, которые отбраковывают коробки с недовесом или перевесом. Масса контролируемых упаковок не должна превышать 5 кг с погрешностью ± 30 г.
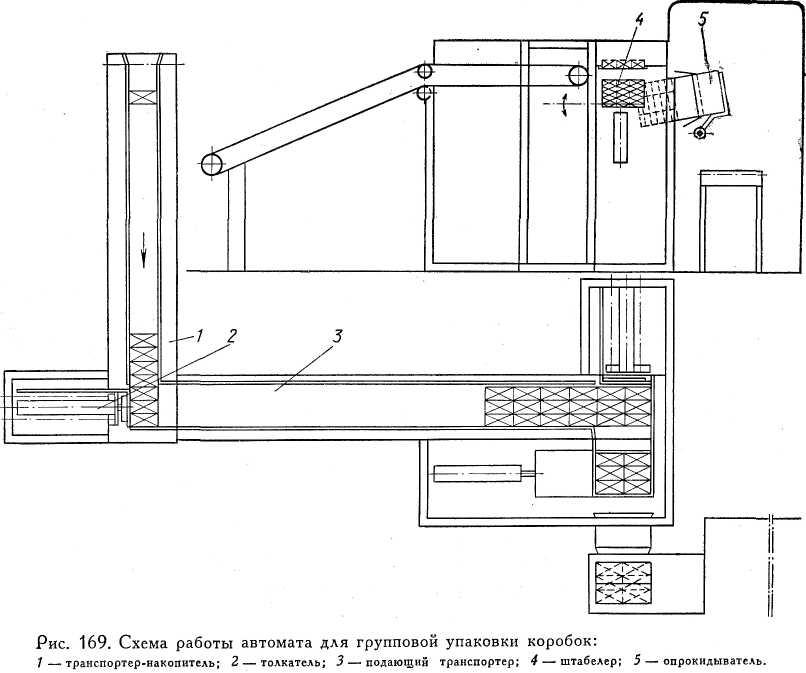
Автомат для групповой упаковки линейного горизонтального типа производительностью 100 и 50 коробок в минуту предназначен для штабелирования коробок по 24 или 48 шт. и групповой укладки их в картонный короб. Основные узлы (рис. 169): транспортер-накопитель, подающий транспортер, штабелер, механизм подачи короба, механизм перекладки. На транспортере-накопителе коробки накапливаются по три штуки и сдвигаются толкателем на подающий транспортер, расположенный под углом 90° к первому. На транспортере коробки накапливаются по три ряда и сталкиваются на опорную площадку штабелера, которая опускается на высоту коробки после укладки на нее каждого ряда.

После достижения штабелем определенного размера он совмещается с раскрытыми створками короба и сдвигается в него толкателем. Поворотная площадка, на которой установлен короб, возвращает последний в положение клапанами вверх.
Автомат для обандероливания картонных коробов горизонтально-линейного типа непрерывного действия производительностью до 13 коробов размерами 230—600X180—500X120—600 мм в минуту оклеивает клапаны коробки гуммированной лентой шириной 6 мм, которая сматывается с рулона, установленного на автомате.
Со стола-накопителя наполненные короба поштучно захватываются шаговым транспортером, выравниваются выравнивающими планками и направляются к рычагу, совершающему колебательное движение и последовательно закрывающему задний и передний клапаны короба.
Перемещаемый транспортером короб входит в контакт с фигурными направляющими, которые закрывают боковые клапаны. С рулона через систему натяжных роликов подается гуммированная лента. Лента увлажняется я ее свободный конец захватывается движущимся коробом. Ролик, совершающий сложное (качательное и поступательное) движение, прижимает и приклеивает ленту к передней и задней торцевым и верхней поверхности короба. Затем лента приглаживается специальным устройством и короб
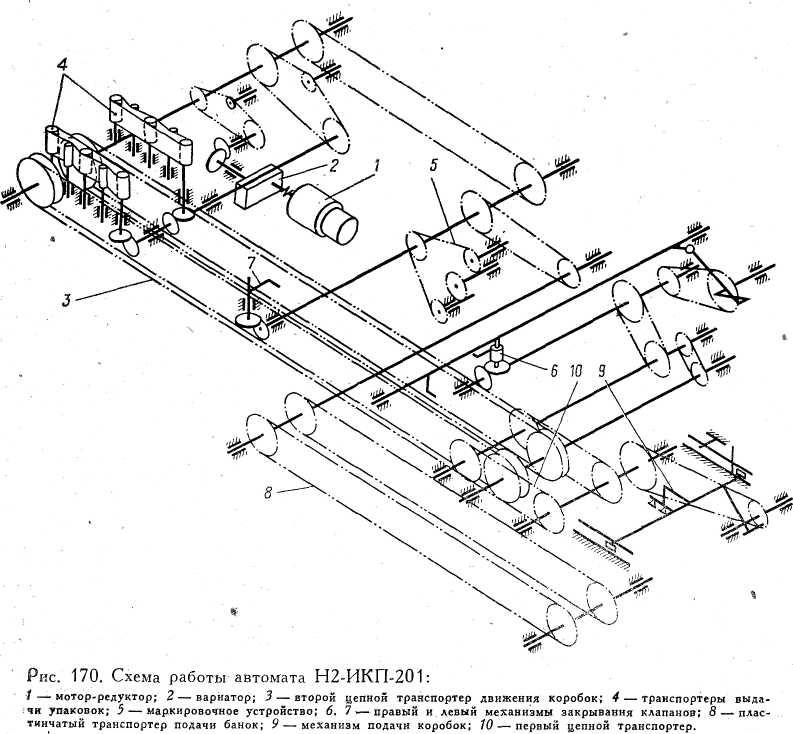
Автомат Н2-ИКП-201 (см. табл. 35) предназначен для упаковки круглых полимерных банок с пресервами (филе-кусочки сельди) в горизонтально расположенные картонные коробки с торцевыми боковыми клапанами.
Основные механизмы (рис. 170): устройство подачи банок, магазин заготовок коробок, механизмы подачи и укладки коробок на транспортер, механизм укладки банок в коробки, пластинчатый, цепной, отводящий транспортеры, маркировочное устройство, механизмы подгиба клапанов и закрытия короба.
Выполняемые технологические операции: формирование коробки из плоскосложенной заготовки, укладка банки в коробку, маркировка клапана коробки, заделка клапанов, выдача готовых упаковок.
Приемное устройство автомата принимает из общего потока банки, предназначенные для упаковки, и поштучно с заданным интервалом передает их на пластинчатый транспортер для последующей транспортировки к механизму укладки банок в коробки. Оно состоит из двух регулируемых по высоте направляющих и подпружиненного упора, смонтированных на пластинчатом транспортере. Из магазина заготовок, представляющего собой регулируемые продольные направляющие с упорами для фиксации положения заготовок, они поштучно отбираются с помощью вакуум-присосов и передаются на цепной транспортер.
Для перемещения заготовок в магазине они поджимаются толкателем, движущимся по направляющей под действием силы тяжести груза, который воздействует на толкатель через систему блоков. Сигнальное устройство обеспечивает подачу коробкн только при наличии банки.
По мере перемещения заготовки первым и вторым цепными транспортерами, снабженными толкателями, она формируется в» прямоугольный контур с открытыми торцами. В таком положении контур коробки жестко фиксируется на транспортере с помощью толкателей и специальных фиксирующих устройств, расположенных вдоль транспортера. Банка и коробка движутся синхронно в строго фиксированном положении.
При перемещении коробки транспортером механизм закрытия клапанов подгибает боковые створки торцевого клапана и фиксирует створки в этом положении. Одновременно происходит раскрытие «зева» другого торца коробки для приема банки. Боковые и верхняя створки отводятся для свободного ввода банки в коробку.
При совмещении транспортеров движения коробки и банки последняя постепенно в поперечном направлении по отношению к оси транспортера под воздействием толкателей механизма укладки банок перемещается в коробку.
Механизм укладки банок имеет горизонтально расположенную под пластинчатым конвейером плиту, на которой под углом к продольной оси транспортера смонтированы направляющая и подпружиненное устройство. Одновременно с перемещением банки на нижнем клапане коробки с противоположного торца способом тиснения наносится маркировка. Необходимые буквы и цифры набраны на нижнем диске маркировочного устройства, которое состоит из замкнутой цепи, охватывающей приводную и натяжную звездочки, и двух дисков— нижнего с набором маркировочных знаков и верхнего. По окончании перемещения байки в коробку передние боковые створки и оба торцевых клапана закрываются. Коробка с упакованной банкой передается на отводящий транспортер, который выполнен из двух ленточных транспортеров с регулируемым расстоянием между ними.
В процессе работы автомата оператор регулярно заправляет магазин пачками заготовок коробок. Объем кассеты магазина рассчитан на бесперебойную работу автомата в течение 20 мин.
Конструкция автомата предусматривает возможность автоматического отключения электродвигателя привода в случае появления каких-либо неполадок в его работе. Исключена подача коробок на рабочий транспортер в случае отсутствия банки, что обеспечивает выдачу только заполненных упаковок. Таким образом, необходимость в инспекции упаковок отпадает.
Упаковочный автомат «Картопак» типа Кк фирмы ИВКА (ФРГ) предназначен для упаковки в картонные коробки с торцевыми клапанами различных штучных изделий и используется для упаковки консервов и пресервов в таре из стералкона.
Машина линейного типа непрерывного действия обеспечивает упаковку банок как круглой, так и овальной формы в квадратные и прямоугольные коробки размерами 112Х112ХЗЗ и 162x106X24 мм с производительностью 45— 120 коробок в минуту. Используются коробки из картона отечественного производства.
Конструкции и технологические схемы упаковки автоматов «Картопак» типа Кк 113 и КАР-6 подобны.
Подача банок в машину может осуществляться вручную, автоматическим или комбинированным способом. Привод машины механический, скорости рабочих транспортеров, подачи коробок и банок регулируются бесступенчатым вариатором в процессе работы машины. Расстояние между направляющими для коробок регулируется в зависимости от форматов коробок.
Для упаковки баночек из стералкона в картонные коробки применяются также автоматы «Картопак» типов Кк 5,1—5,4 фирмы ИВКА, которые отличаются от автомата типа Кк 113 более высокой производительностью (до 150 коробок в минуту) и более широкими пределами размеров упаковки (90—220X50—170X15— 70 мм).
Автоматами типа Кк фирмы ИВКА комплектуются линии производства пресервов и консервов в таре из стералкона и алюминия.
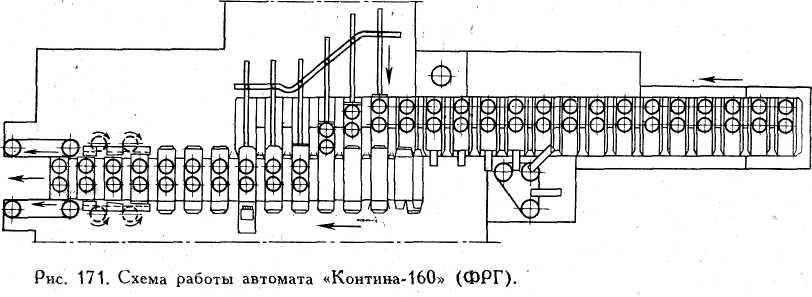
Автомат «Контина-160» фирмы «Хефлигер — Карг» (ФРГ) предназначен для упаковки наполненных банок диаметром 48 или 56 мм и высотой 18,2 мм в картонные коробки размерами 111X58X11 мм с боковыми торцевыми клапанами. Он работает в составе линии фасовки и упаковки пастообразных продуктов в стералконовую тару.
Автомат линейного типа непрерывного действия работает по типовой схеме работы машин этого типа. Транспортеры для коробок и банок движутся параллельно друг другу с одинаковой скоростью. При совмещении кассеты, несущей банки, с гнездом, несущим раскрытую коробку, штоки, управляемые фигурным копиром, перемещаясь вдоль кассеты, вдвигают банки в коробку (рис. 171).
Плоскосложенные заготовки вручную стопой загружают в магазин, наклоненный к горизонтальной оси машины и представляющий собой четыре направляющие планки, укрепленные на кронштейне, две из которых закреплены стационарно, а две имеют возможность перемещаться и устанавливаться в зависимости от формата используемых коробок. Угол наклона магазина может быть изменен. Вакуум-захват поштучно отбирает заготовки и при передаче на транспортер формирователем формируется коробка, при этом иглы, укрепленные в основании магазина и совершающие сложное движение, толкают заготовку в транспортирующее гнездо. Противоположная стенка коробки упирается при этом в неподвижные захваты-фиксаторы транспортирующего гнезда. Коробка транспортируется в гнездах с открытыми торцевыми клапанами. Верхняя и торцевая ограничительные планки удерживают клапаны открытыми. Во время заполнения коробки планки отгибают передний клапан вверх.
Транспортер коробок представляет собой две пары параллельно движущихся цепей с поводковыми планками, расстояние между которыми может регулироваться при переналадке машины на работу с коробками другого формата. Механизм транспортировки банок выполнен в виде пластинчатого транспортера, снабженного регулируемыми поперечными планками, образующими кассеты.
После заполнения коробки при непрерывном движении транспортера она попадает под верхние регулируемые ограничительные планки, которые удерживают коробку от вертикального смещения в кассете во время закрытия клапанов. При упоре в фигурную боковую планку закрывается первый боковой клапан, а подвижная планка закрывает второй боковой клапан. С помощью торцевой фигурной направляющей подгибается и закрывается верхняя часть клапанов; при этом язычок убирается внутрь коробки.
Готовая упаковка выдается из машины. Заключительная операция заключается в приглаживании торцов парой боковых вертикальных ленточных: транспортеров. Привод автомата осуществляется от индивидуального электродвигателя через бесступенчатый вариатор, обеспечивающий плавное регулирование производительности. Распределительный вал снабжен предохранительной муфтой, отключающей двигатель при перегрузках машины. Имеется блокирующее устройство, которое срабатывает в случае отсутствия банки.
Автомат комплектуется устройством для укладки в коробку аннотации или рекламного проспекта. Проспекты поштучно отбираются из стопкодержателя вакуум-захватами, фальцуются и подводятся ленточным транспортером к механизму укладки проспекта, снабженному цангами. Транспортер проспектов движется параллельно транспортеру банок и синхронно
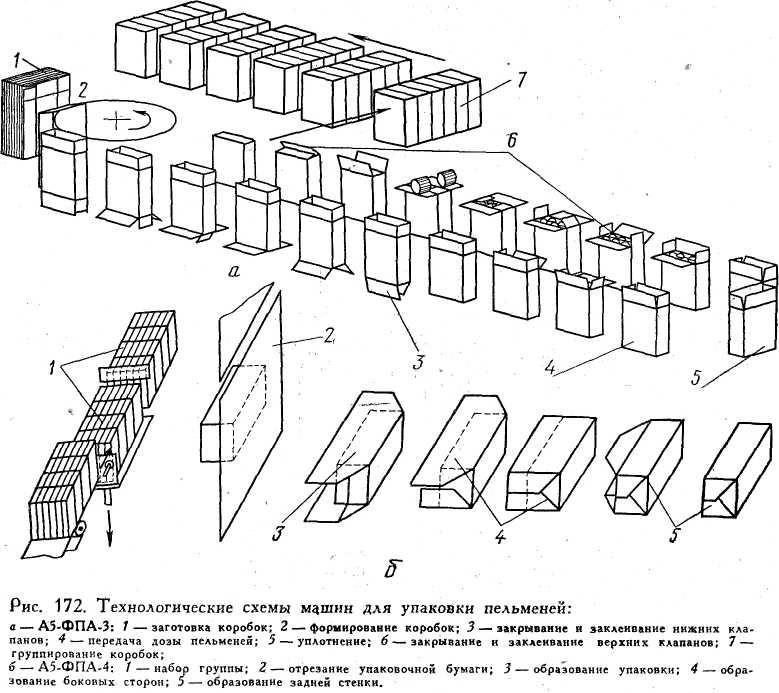
Участок А5-ФПА предназначен для фасовки и упаковки мороженых пельменей порциями по 350±12 г в картонные пачки с верхним и нижним торцевыми клапанами и последующей групповой упаковки пачек с пельменями в оберточную бумагу.
В состав участка входят машины А5-ФПА-3 и А5-ФПА-4 (рис. 172). Эти машины могут быть также использованы для фасовки и упаковки фрикаделей и являются конечными агрегатами технологической линии производства пельменей или фрикаделей.
Автомат А 5-Ф П А-3 производительностью до 30 упаковок в минуту линейного типа непрерывного действия производит дозирование и упаковку мороженых пельменей и фрикаделей в однослойные картонные пачки размерами (внутренними) 89Х56X138 мм, предварительно склеенными по продольному шву. Основные узлы: питатель, механизм раскрытия и ввода пачки в транспортирующий карман, механизмы перемещения пачек, закрытия нижних и верхних клапанов, транспортер готовой продукции, привод, площадка для обслуживания весов электрооборудование. Автомат АА-ФП5-3 комплектуется также весовым автоматическим дозатором для фасовки штучных изделий.
Выполняемые технологические операции: формирование коробки, набор дозы пельменей, заделка нижних клапанов, выдача дозы в картонную пачку, заделка верхних клапанов, группирование пачек на транспортере готовой продукции.
Плоскосложенные заготовки пачек, предварительно склеенные по продольному шву, загружают вручную в питатель между боковыми направляющими. В питателе осуществляется продвижение стопы заготовок для поштучной выдачи. Нижний торец питателя представляет собой две пары реек, одна из которых неподвижна, а вторая совершает возвратно-поступательное движение по криволинейной траектории, верхняя и нижняя точки которой расположены соответственно выше и ниже верхней плоскости неподвижных реек, благодаря чему стопка заготовок постоянно передвигается вперед и поднимается к неподвижным упорам прижимом.
Каретка прижима перемещается по направляющей вдоль питателя и может быть легко отведена в момент загрузки очередной стопы заготовок. Пара вакуумных захватов, закрепленных на вертикальной оси, поштучно отделяет заготовки пачек от стопы и перемещает их в карман цепного транспортера. С помощью досылателя, также закрепленного на вертикальной оси, заготовка вводится в карман. Досылатель обеспечивает окончательное раскрытие заготовки и формирование пачки прямоугольного сечения, открытой с верхней и нижней сторон. Оси вакуум-захватов и досылателя совершают
качательное движение через систему тяг и рычагов от кулачков, закрепленных на кулачковом валу.
Сформированная пачка, перемещаясь в кармане механизма передвижения, последовательно передается на технологические операции закрытия нижних клапанов. При движении пачки нижние широкие створки клапанов надвигаются на специальные шины, раскрываются и на них вращающимся валиком наносится клей.
После нанесения клея механизм вертушки закрывает заднюю узкую створку клапана, вторая узкая створка закрывается неподвижной шиной при дальнейшем, движении пачки.
В механизме закрытия нижних створок предусмотрены откидные шины, которые позволяют легко удалить из машины деформированную пачку. Далее механизм перемещения пачки транспортирует ее к наполнителю-дозатору весового типа, который представляет собой ротор, состоящий из приводного вала, диска с четырьмя воронками, механизма встряхивания и патрубка, выдающего дозу. При совмещении пачки с воронкой вращающегося диска по сигналу, получаемому из автомата, весы дозатора отвешивают заданную порцию и выдают ее через патрубок в воронку, откуда доза попадает в пачку. Наполненная пачка скользит основанием по пластине, совершающей колебательные движения с большой частотой от индивидуального электродвигателя через систему рычагов. Встряхивание обеспечивает более плотную укладку в нее продукта. Амплитуду колебаний встряхивающей пластины можно регулировать. Наполненная пачка транспортируется к компостеру, где на широкую створку клапана наносятся способам тиснения реквизиты (дата выпуска, номер смены и т.д.). При этом створка протягивается барабаном, выдавливающим оттиск, и прижимным роликом. Далее производится закрытие верхних клапанов пачки при помощи механизма вертушки, шин и клеевых валиков, аналогичных механизмам закрытия нижних клапанов пачки. Механизм также снабжен откидными шинами для удобства удаления из машины смятых или переполненных пачек. Для учета готовой продукции механизм заделки верхних клапанов снабжен счетчиком наполненных пачек.
Запечатанная пачка выталкивается из кармана механизма перемещения на транспортер готовой продукции, состоящий из двух бесконечных транспортеров, верхний из которых смонтирован на неподвижной раме, нижний — на ходовых винтах. Ходовые винты позволяют регулировать расстояние между транспортерами в зависимости от высоты пачки.
На транспортере готовой продукции пачки группируются в ряды по шесть штук в каждом для последующей групповой упаковки. После набора заданного количества пачек (при этом каждая предыдущая пачка продвигается последующей) первая из них нажимает на блок-контакт, который включает привод транспортера, и пачки перемещаются им, освобождая место для следующего ряда. Транспортер останавливается после того, как первая пачка в ряду перестает воздействовать на щуп блок-контакта. Поступающие с транспортера ряды пачек периодически подаются на подъемный стол штабелера автомата групповой укладки А5-ФПА-4. Суммарная потребляемая мощность автомата 2,42 кВт, габариты 3820X1330X1490 мм.
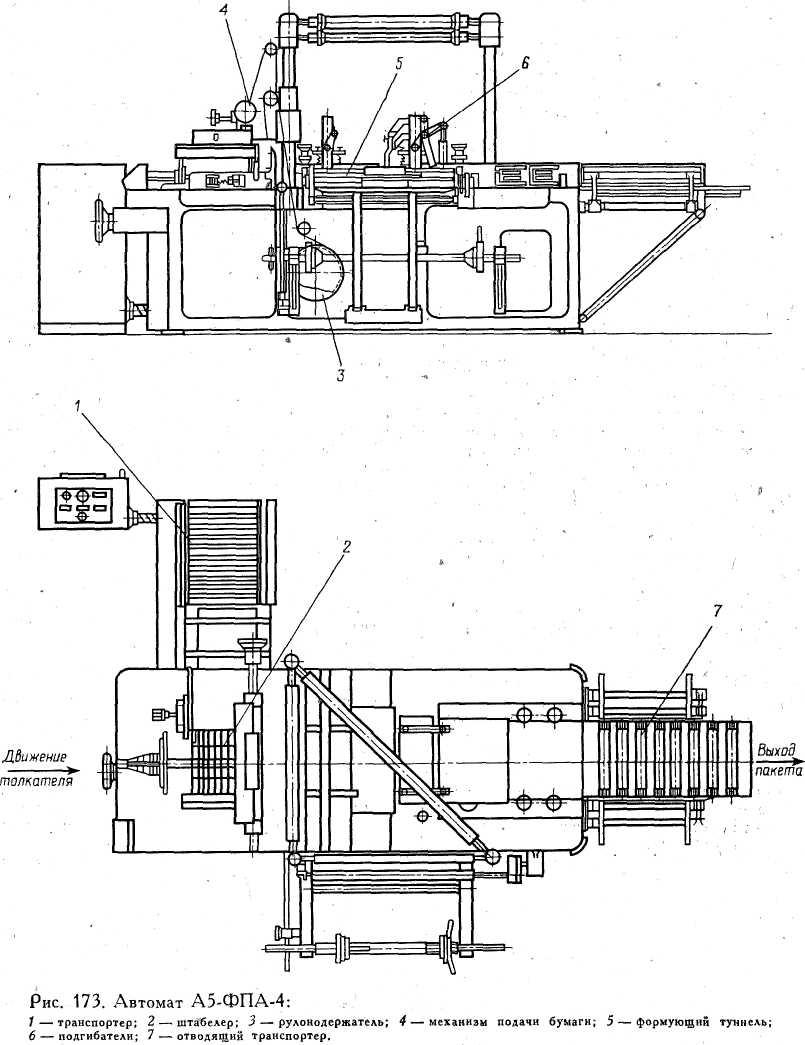
Автомат А5-ФПА-4 для групповой упаковки пачек производительностью 600 кг/ч или 5 упаковок в минуту линейного типа периодического действия служит для штабелирования пачек размерами 95X63x142 мм по 24 шт. и упаковки штабеля в оберточную бумагу. Размер полученной упаковки 380X380x142 мм, масса 8,4 кг. Основные узлы (рис. 173): штабелер, формующий туннель, транспортер, механизм подгибателей, механизм размотки бумаги, рольганг и обжимные подушки, механизм подачи и отрезания бумаги, механизм нанесения клея, привод.
Выполняемые технологические операции: подача штабеля на упаковку, подача крафт-бумаги с одновременным нанесением клея, подача штабеля в формующий туннель с одновременным захватом бумаги, подгиб торцевых сторон, подгиб нижних торцевых, верхних торцевых и боковых клапанов, подгиб нижнего и верхнего клапанов.
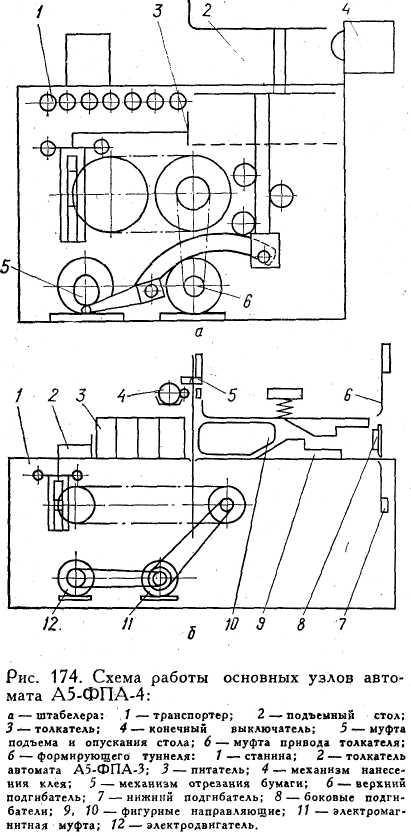
Поступающие с транспортера готовой продукции автомата А5-ФПА-3 ряды пачек с пельменями периодически подаются на подъемный стол штабелера. При наличии на столе полного штабеля сигналом блок-контакта включается электромагнитная муфта подъема и опускания стола (рис. 174, а). Кулачок механизма опускания стола в крайнем нижнем положении упирается в блок-контакт конечного выключателя и дает импульс на включение электромагнитной муфты привода толкателя штабеля. Совершив рабочий ход, толкатель, вернувшись в исходное положение, при нажатии на блок-контакт конечного выключателя дает импульс на отключение электромагнитной муфты привода толкателя и включение электромагнитной муфты подъема стола. В верхнем крайнем положении стол замыкает конечный выключатель и отключает электромагнитную муфту механизма подъема стола, цикл работы штабелера завершается.
Подаваемый толкателем штабель также с помощью конечного выключателя дает импульс на включение электромагнитной муфты привода автомата. Таким образом, набранный штабель отсекается опусканием стола и толкатель подает его на стол автомата. Одновременно подготавливается порция бумаги, на которую наносится клей — поливинилацетатная грубодис-персная эмульсия.
Механизмы подачи бумаги и нанесения продольных полос клея включаются в момент возврата толкателя в исходное положение. Поперечная полоса клея наносится перед началом отрезания порции бумаги. Отрезание порции бумаги заканчивается одновременно с подачей штабеля к бумаге. Предварительная размотка бумаги производится валиками; размер петли регулируется вариатором. После возвращения толкателя в исходное положение автомат отключается до поступления нового штабеля.
Поступивший на стол автомата штабель перемещается толкателем к формирующему туннелю (рис. 174,6). При движении штабеля порция бумаги охватывает его с верхнего и нижнего торцов, образуя переднюю сторону упаковки. По мере продвижения штабеля образуются верхняя, нижняя и частично боковые стороны упаковки. На боковых сторонах снизу и сверху образуются открытые створки клапана, которые при дальнейшем движении штабеля подгибаются неподвижными фигурными направляющими. Вначале подгибаются нижние створки, затем верхние, смазанные клеем, которые перекрывают нижние створки на 20—25 мм, образуя проклеенные боковые швы.
К этому моменту толкатель автомата возвращается в исходное положение, а штабель остается в зоне действия механических подгибателей. В момент начала возврата в исходное положение толкателя срабатывают подгибатели боковых створок пакета. После завершения цикла работы этих подгибателей нижний и верхний подгибатели последовательно формируют последнюю, заднюю долевую сторону упаковки. При этом нижний клапан на 20—25 мм перекрывается верхним, смазанным клеем, образуя проклеенный шов вдоль пакета.
Верхний подгибатель удерживает сформированный клапан до подхода следующего штабеля. Упакованный штабель транспортером готовой продукции подается к месту складирования.
Общая установленная мощность автомата 2,8 кВт, габариты 3800x3200X1860 мм, масса 2580 кг. Обслуживает автомат один человек.
Участок В6-ИФА предназначен для дозирования обесшкуренного, без плавников и черной пленки филе плотной консистенции (объем дозы 670 см3), фасовки и последующей упаковки филе в картонные с полиэтиленовым покрытием вертикальные коробки с верхним и нижним торцевыми клапанами размерами (внутренними). 180X45X66 мм.
В состав участка входят машины В6-ИФА/1 для дозирования рыбного филе и автомат В6-ИФА/2 для упаковки рыбного филе, работающие синхронно. Участок может быть использован как на береговых предприятиях, так и на судах промыслового флота.
Машина В6-ИФА/1 предназначена для объемного дозирования рыбного филе с точностью ±3% и выдачи дозы в тару. Автоматизация процесса дозирования достигается применением гидравлических устройств с контрольно-регулирующей аппаратурой.
Основные узлы: загрузочный бункер, механизм подъема, цилиндр прессования, формующее устройство, дозатор, гидросистема, электрооборудование.
Все узлы машины смонтированы на каркасе сварной конструкции. Выполняемые технологические операции: выталкивание филе в дозирующий патрубок, заполнение кассеты, выдавливание порции в коробку, установленную на транспортере упаковочной машины.
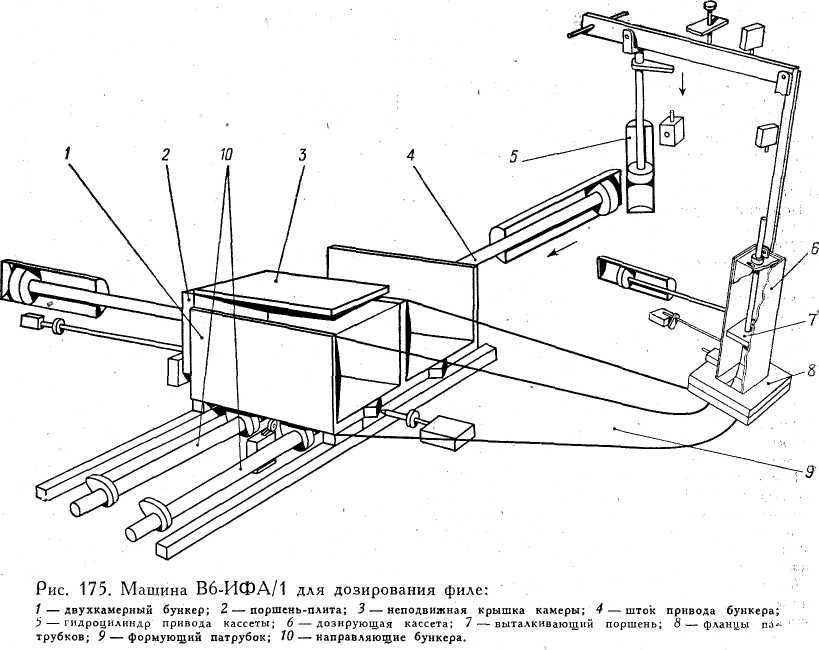
Загрузочный бункер машины (рис. 175), из которого производится выталкивание филе в дозирующий патрубок, выполнен в виде двух изолированных камер, работающих попеременно. Бункер представляет собой прямоугольную емкость, разделенную перегородкой, с открытыми верхней, лицевой и задней плоскостями. Камера перемещается по горизонтальным направляющим с помощью гидроцилиндра. В рабочей зоне весь бункер может приподниматься для уплотнения массы филе в зоне прессования. Для этого предусмотрен рычажно-кулачковый механизм, который приводится гидроцилиндром.
Уплотнение филе в камере бункера, его прессование и выталкивание в дозирующую камеру осуществляются специальной прессующей плитой, которая сопряжена с штоком гидроцилиндра прессования, смонтированного на поперечной пластине каркаса машины.'
Филе "формуется в жгут в конусообразном патрубке, являющемся продолжением камеры прессования и сочлененным с патрубком дозатора. Фланцы обоих патрубков притерты по дугообразной поверхности, что обеспечивает скольжение мундштука с дозирующей камерой кассетой, совершающей качательное движение от системы рычагов, приводимых в действие от гидроцилиндров. Во время качания камеры-кассеты с помощью ножа, закрепленного на торце мундштука, порционируется жгут филе. Выталкивание кассеты с порцией также производится гидроцилиндром.
Определенное количество подготовленного рыбного филе (около 80 кг) загружается в одну из камер бункера прессования, после чего камера перемещается в рабочую зону прессования, где бункер приподнимается и филе уплотняется. В начале рабочего цикла камера открытыми торцами совмещена с прессующей плитой-поршнем и с конусообразным прессующим патрубком. В верхней части камера закрыта неподвижной плитой.
Под действием гидроцилиндра поршень-плита двигается в горизонтальном направлении, уплотняя филе и выдавливая его в формующий патрубок прямоугольного сечения, где филе формуется в прямоугольный жгут, который заполняет прямоугольную дозирующую камеру — вертикальную кассету. Внутри кассеты движется поршень, поднимаемый давлением жгута филе, который вытесняется в кассету.
Заполненная кассета смещается, при этом отсекается порция филе. Кассета совмещается с открытой картонной пачкой, поданной транспортером упаковочной машины. Гидроцилиндр через систему рычагов опускает гильзу кассеты с порцией филе в коробку, а затем возвращает гильзу в исходное положение. При движении кассеты в коробку поршень перемещается вместе с ней, однако при возвращении кассеты в исходное положение поршень неподвижен, что и удерживает филе в коробке во время обратного хода кассеты.
После того как порция филе поступила в коробку и кассета вернулась в исходное положение, поршень, не имеющий привода, находится в нижней части кассеты. Его выталкивание вверх происходит при заполнении кассеты новой дозой.
В момент вытеснения филе из одной камеры бункера вторая камера открыта и готова для принятия филе. После окончания вытеснения филе из первой камеры и возвращения поршня-плиты в исходное положение бункер перемещается, и вторая камера попадает в рабочую зону, т. е. в зону действия поршня-плиты и формующего патрубка, в то время как в первую камеру загружается следующая порция филе.
Работа всех исполнительных механизмов осуществляется от гидравлической системы. Машина имеет гидронасос и систему трубопроводов для передачи рабочей жидкости к гидроцилиндрам. Потребляемая мощность составляет 4 кВт, габариты машины 2500Х1650Х Х1900 мм, масса 1200 кг, обслуживает ее один человек.
Автомат В6-ИФА/2 для упаковки рыбного филе производительностью до 40 коробок в минуту линейного типа цикличного действия упаковывает выданные машиной В6-ИФА/1 бруски филе в картонные коробки с односторонним полиэтиленовым покрытием, коробки формируются автоматом из плоскосложенных заготовок, предварительно склеенных по продольному шву с заранее нанесенными рисунками и реквизитами (наименование предприятия, вид, рыбы, масса и т.д.).
Основные узлы: магазин заготовок, механизм отбора заготовок и досылки их в карманы транспортера, транспортер, механизм приварки ленты, механизмы отгибания створок клапанов, закрытия торцевых клапанов, привод, пневмосистема, электрооборудование.
Выполняемые технологические операции и их последовательность такие же, как и в машине А5-ФПА-3 для фасовки пельменей. Плоские заготовки вручную загружают в магазин автомата, который состоит из кассеты, боковых направляющих, двух параллельных цепных транспортеров, расположенных в торцевой части магазина, привода кассеты и цепных транспортеров. Боковые стенки кассеты разъемные я могут перемещаться с помощью винта и маточной гайки. Привод кассеты и цепных транспортеров осуществляется от электродвигателя, червячной и винтовой передач.
В магазине сложенные заготовки перемещаются на позицию поштучной выдачи. Механизм отбора заготовок с помощью досылателя вводит картонные заготовки в транспортирующие карманы, которые циклично перемещаются по направляющим станины автомата. Он представляет собой рычажно-кулачковую систему, управляющую специальным ножом, который отделяет заготовки от стопы и переносит их в карманы транспортера. Бесконечный цепной транспортер, снабженный 34' карманами для фиксации коробок, обеспечивает подачу тары к технологическим позициям. На прямолинейных участках транспортера карманы шарнирно закреплены на ветвях цепи и опираются на удерживающие их направляющие. При перемещении карманов с открытыми с торцов коробками запечатывается дно коробки и заделывается в замок нижний торцевой клапан. Створки коробки отбортовываются неподвижными направляющими и фигурными роликами.
Механизм приварки ленты имеет электронагреватели, выполненные по форме сечения коробки. При соприкосновении торца коробки с лентой упаковочной бумаги, подаваемой с рулона, электронагреватели прижимают ленту к створкам коробки по периметру в горизонтальной плоскости и приваривают ее. В качестве упаковочной ленты используется упаковочная бумага с полиэтиленовым покрытием. В конце автомата установлен аналогичный механизм для приварки ленты на верхний торец коробки после ее заполнения продуктом.
Предусмотрены специальные устройства, обеспечивающие очистку электронагревателей. Отрезание ленты после запечатывания производится специальным ножом, приводимым в движение кулачковым механизмом. Автомат имеет два идентичных механизма, предназначенных для закрытия дна и верха коробки.
Коробка с запечатанным дном транспортируется в зону заполнения. После заполнения коробки филе в позиции выстоя транспортера производится подпрессовка продукта при помощи поршня, выполненного из фторопласта.
После подпрессовки верхний торец коробки запечатывается упаковочной лентой, торцевой верхний клапан закрывается «в замок» способом, аналогичным способу запечатывания нижнего клапана. Запечатанные коробки вручную снимают с транспортера автомата.
Привод автомата осуществляется от электродвигателя и коробки передач. Скорости рабочих органов, получающих движение от двух распределительных кулачковых валов, можно изменять.
Автомат А5-КРА предназначен для упаковки быстрозамороженных мелкоштучных пищевых изделий типа фрикаделей, пельменей в картонные вертикальные пачки с верхним и нижним клапанами.
Автомат линейного типа периодического действия дозирует продукт объемным способом в пачку размерами (внутренними) 92Х50Х Х180 мм. Упаковка, выполненная из картона с однослойным полиэтиленовым покрытием, предварительно склеена по продольному шву. На нее заранее нанесены рисунок и надписи.
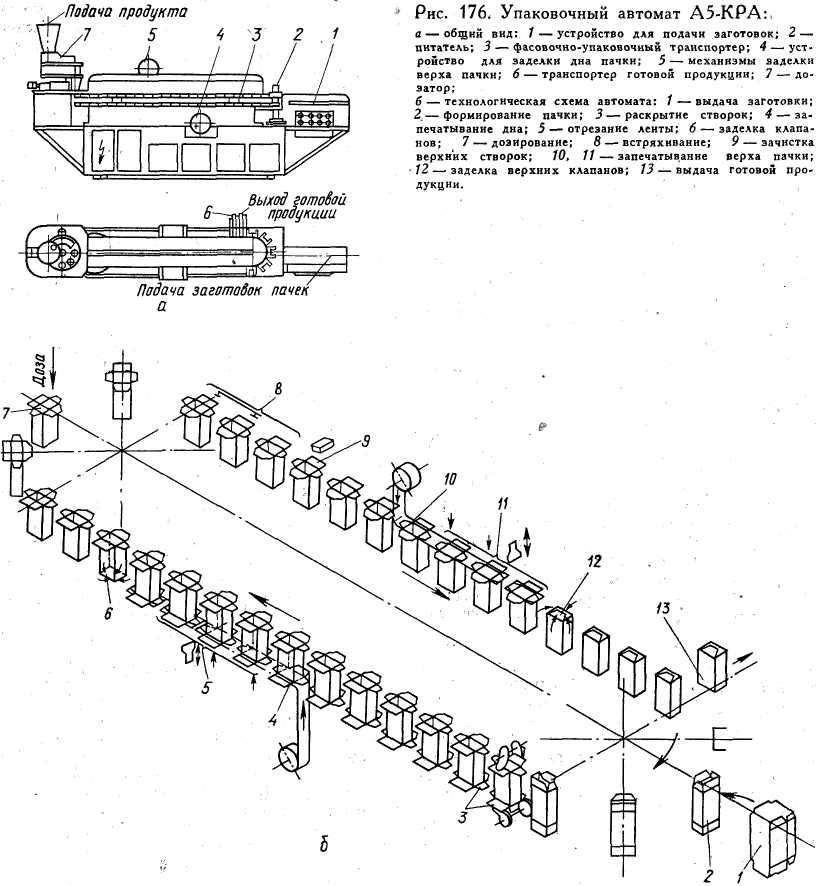
Основные узлы (рис. 17С, а): устройство для подачи заготовок пачек, питатель заготовок, фасовочно-упаковочный транспортер, дозатор, механизмы заделки нижнего и верхнего клапанов, механизмы закрытия верхнего и нижнего клапанов, привод.
Выполняемые технологические операции: подача заготовок, формирование пачки, выдача дозы, заклеивание торцов пачки термосвариваемой лентой, заделка торцевых клапанов пачки.
В кассету питателя заготовок, смонтированного в верхней плоскости станины, вручную укладывают стопу плоскосложенных заготовок пачек, предварительно склеенных по продольному шву. Из кассеты вакуумными захватами заготовки поштучно с помощью досылателя вводятся в транспортирующие гнезда фасовочно-упаковочного транспортера (рис. 176,6). Фасовочно-упаковочный транспортер, перемещающийся периодически от мальтийского механизма, включает две приводные и две натяжные звездочки и две цепи с гнездами для пачек. Предусмотрена возможность регулирования верхней цепи с гнездами при работе на пачках разной высоты.
При перемещении гнезд с пачками фигурные кулачки, смонтированные в верхней и нижней частях транспортера, раскрывают верхние и нижние створки и клапаны коробки. Далее пачка транспортируется к механизму запечатывания нижнего торца термосвариваемой лентой, которая подается с рулона диаметром 300 мм и шириной 70 мм, установленного ниже фасовочно-упаковочного транспортера. При: совмещений нижнего торца пачки с участком ленты электронагреватели, совершающие возвратно-поступательное движение в вертикальной плоскости, запечатывают дно пачки способом контактно-тепловой сварки. Движущийся в вертикальной плоскости нож отрезает приваренный участок ленты. Для запечатывания торцов пачки используется упаковочная бумага с полиэтиленовым покрытием или полимерная дублированная пленка полиэтилен-целлофан марки ПЦ-1 или ПЦ-2.
Следующая технологическая операция — заделка коротких створок и клапанов пачки «в замок». Устройство для заделки дна пачки состоит из двух штанг, соединенных между собой траверсами и закрепленных своими концами в нижних стойках фасовочно-упаковочного транспортера. На этих штангах в технологической последовательности закреплены механизмы, запечатывающие дно пачки и закрывающие створки и клапаны «в замок».
Пачка с герметично запечатанным и закрытым дном транспортируется к дозатору объемного типа, который устанавливается на общей раме с торца станины и включает: привод, питатель, выполненный в виде конической воронки, дозирующий вращающийся ротор с мерными стаканами и механизм регулирования объема мерных емкостей. При совмещении мерного стакана с пачкой, подводимой транспортером, в последнюю выдается доза. Точность дозирования составляет 3% от номинальной массы дозы. Для лучшего заполнения пачки предусмотрено ее встряхивание.
После дозирования и встряхивания пачки с верхних створок удаляются излишки продукта и их поверхности подготавливаются для последующего запечатывания. Запечатывание верхнего торца лентой, отрезание ленты и заделка верхних створок и клапанов пачки «в замок» осуществляются так же и в той же последовательности, как и при обработке нижнего торца.
ОБОРУДОВАНИЕ ДЛЯ ФАСОВКИ И УПАКОВКИ ПРОДУКТОВ В ПАКЕТЫ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК
В пакеты из полимерных пленок упаковывают кулинарные изделия, полуфабрикаты — свежую, мороженую, копченую, соленую, вяленую и провесную рыбу, ломтики соленой рыбы и балыков, наборы порционированной рыбы.
Машины для упаковки продуктов в пакеты из полимерных пленок могут быть классифицированы по виду упаковываемого продукта, степени механизации выполняемых технологических операций, способу образования упаковки, способу подачи продукта в упаковку, виду упаковки продукта, принципу действия, направлению движения упаковочного материала, способу образования шва упаковки, виду используемого упаковочного материала и по способу формирования тары и образования упаковки. Последний признак положен в основу при рассмотрении оборудования для упаковки продуктов в полимерные пленки.
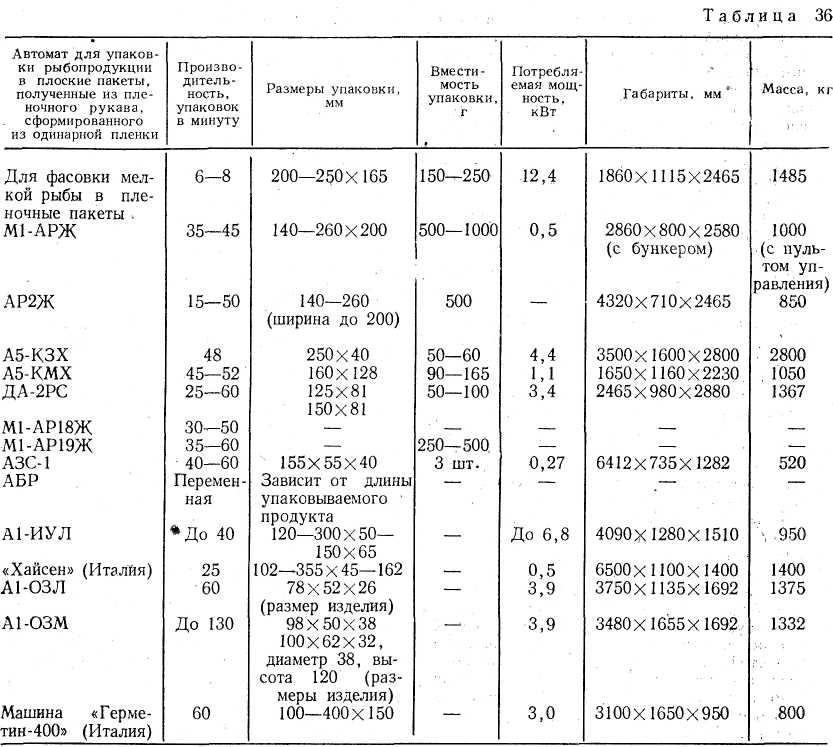
МАШИНЫ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ПЛОСКИЕ ПАКЕТЫ, ПОЛУЧЕННЫЕ ИЗ ПЛЕНОЧНОГО РУКАВА, СФОРМИРОВАННОГО ИЗ ОДИНАРНОЙ ПЛЕНКИ
Автомат для фасовки мелкой рыбы в пленку (табл. 36) конструкции ЦПКТБ «Азчеррыбы» фасует и упаковывает копченую тюльку и другую мелкую рыбу дозами 15—250 г в пакеты из литографированного полиэтилена или полиэтилен-целлофана отечественного производства. Автомат изготовляет пакеты из рукава, образованного из рулонной одинарной пленки шириной 350—375 мм способом термоимпульсной сварки с воздушным охлаждением.
Основные узлы: механизм подачи пленки, механизм рукавообразователя, механизм поперечной сварки, механизм каретки, механизм продольной сварки, транспортер готовой продукции, станина, весовой дозатор, пневмоаппаратура, питающий лоток, электрооборудование, разводка пневмопроводов. Дополнительно автомат укомплектован питающим рукавом, стремянкой и передвижным компрессором.
Выполняемые технологические операции: весовое дозирование продукта, формирование рукава, образование и запечатывание пакета, отрезание готовой упаковки от упаковочного рукава, выдача готовой упаковки.
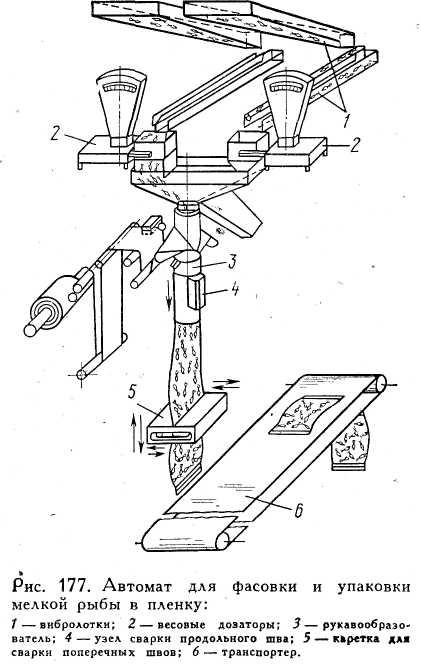
Из коптильных печей тюлька транспортирующим органом подается в два верхних наклонных вибролотка (рис. 177), из которых один подает, рыбу в горизонтальные вибролотки грубой дозировки и тонкой досыпки правых весов, второй — в горизонтальные вибролотки грубой дозировки и тонкой досыпки левых весов.
Горизонтальные вибролотки грубой дозировки и тонкой досыпки начинают работать одновременно и подают рыбу в ковши весов, снабженные механизмами открывания дна. По достижении массы дозы 200 г стрелка весов замыкает бесконтактный датчик, который дает сигнал на отключение горизонтального вибролотка грубой дозировки и верхнего наклонного вибролотка. При этом горизонтальный вибролоток тонкой досыпки продолжает работать. По достижении в ковше массы 250 г стрелка весов замыкает второй бесконтактный датчик, который дает сигнал на прекращение работы горизонтального лотка тонкой досыпки, и при готовности пакетоделательной части автомата принять дозу (поперечные губки должны быть к этому моменту в верхнем разведенном положении) подается сигнал на раскрытие дна ковша для выдачи дозы в автомат. Аналогично работают и левые весы дозатора.
Выдача отвешенной порции рыбы из двух весовых ковшей в рукавообразователь производится через воронку, для которой в платформе весов предусмотрено окно. В весовом дозаторе одни весы работают независимо от других, поэтому они могут производить взвешивание либо одновременно, либо с любым сдвигом во времени по отношению к операциям дозирования. Выдача готовой дозы из ковша производится весами, в которых подготовлена доза.
Упаковочный материал (пленка из полиэтилена или полиэтилен-целлофана) поставляется в рулонах наружным диаметром 250—300 мм и шириной 200—250 и 375 мм с заранее нанесенным бесконечным цветным рисунком и текстом. Механизм подачи пленки включает электродвигатель с клиноременной передачей, приводной и прижимной ролики, компенсирующий ролик с двумя направляющими, два направляющих ролика и компостер.
Рулон пленки устанавливается на свободно вращающихся конусах на бобинодержателе. Механизм подачи пленки подает пленку с рулона в компенсирующую петлю, которая вытягивается вниз под действием силы тяжести свободно перемещающегося компенсирующего ролика.
По мере вытягивания пленки из компенсирующей петли ролик поднимается вверх и в крайнем положении нажимает на конечный включатель, который включает электродвигатель приводного ролика. Пленка поступает в компенсирующую петлю, ролик опускается вниз до крайнего положения, нажимает на конечный выключатель и выключает электродвигатель приводного ролика; размотка пленки с рулона прекращается. Через систему направляющих роликов пленка поступает в зазор между внутренней стенкой воротника формующей трубы и наружной стенкой трубы рукавообразователя; формирование рукава из ленты пленки, ввод ее в зазор, наложение одной кромки ленты на другую для сварки продольного шва осуществляются воротником.
Сваренный по продольному шву рукав из пленки с помощью продольной термогубки периодически протягивается сжатыми поперечными термогубками на величину длины пакета. Во время протаскивания пленки поперечные губки сваривают два поперечных шва пакета. Нижний шов закрывает наполненный пакет, верхний образует дно следующего пакета. Одновременно с этим производится охлаждение поперечных швов, разрезание рукава посредине между двумя поперечными швами с отделением готового наполненного пакета от дна следующего, незаполненного.
Заполнение пакета готовой дозой начинается с того момента, как поперечные губки сомкнутся в верхнем положении, и продолжается до окончания сварки поперечных швов. Крайнее нижнее положение каретки со сжатыми поперечными губками служит сигналом для подхода термогубки продольной сварки к рукавообразо-вателю, последующей сварки продольного шва, охлаждения шва и отвода продольной губки в исходное положение. Разведенное положение термогубок служит сигналом для подъема .каретки вверх при условии, что к данному моменту дозатором подготовлена очередная доза рыбы. Возврат каретки с разведенными поперечными губками в верхнее положение является началом следующего цикла работы автомата.
Длину пакета можно изменять с помощью механизма регулирования хода каретки, который имеет рамку с подвижными нижними упорами и конечным выключателем и приводную винтовую пару. Готовая упаковка отрезается во время сварки поперечного шва и падает, на ленту транспортера готовой продукции, который выносит пакет из автомата для последующей укладки в транспортную тару.
Фасовочно-упаковочный автомат М1-АРЖ предназначен для фасовки и упаковки в пакеты из полиэтиленовой пленки, формуемой на автомате в вертикальный рукав, легко сыпучих продуктов дозами по 0,5 и 1,0 кг.
Автомат вертикального линейного типа непрерывного действия обеспечивает изготовление плоских пакетов из полиэтилена низкой плотности. Регулирование производительности автомата бесступенчатое.
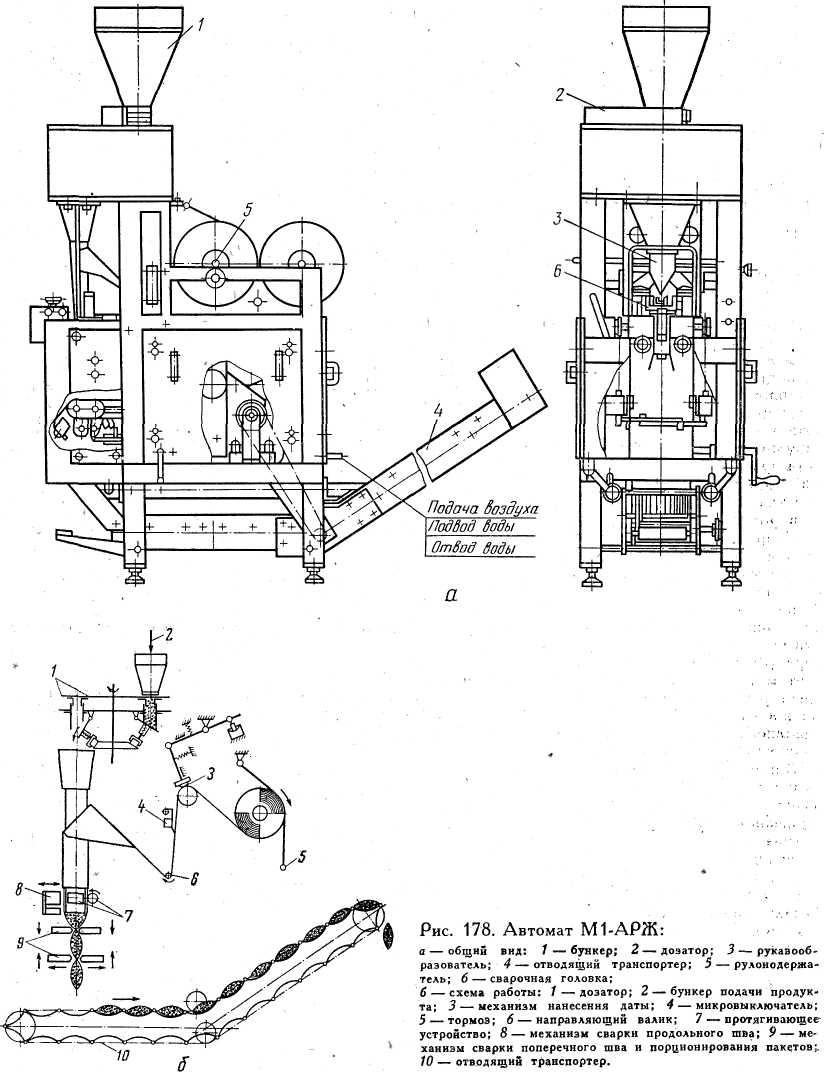
Основные узлы (рис. 178, а): бункер, дозатор, рукавообразователь, механизм протягивания рукава и образования поперечных швов, сварочная головка, направляющее устройство, отводящий транспортер, пульт управления.
Автомат выполняет следующие технологические операции: разматывает полиэтиленовую пленку с рулона, наносит на пленку дату, формирует пленку в рукав, сваривает шов в продольном направлении, дозирует продукт и выдает: дозу в рукав, образует поперечный шов и пакет, отводит наполненные пакеты.
Лента упаковочного материала (рис. 178, б) разматывается с рулона, огибая направляющий ролик, протягивается через рукавообразователь, состоящий из воронки, трубы с опорными валиками и собственно рукавообразователя. Разматываемая пленка, попадая на роликовый валик, касается микровыключателя и, огибая направляющий валик, поступает на козырек рукавообразователя, где свертывается в рукав. Микровыключатель срабатывает при обрыве пленки или ее отсутствии. На резиновом валике с помощью компостера на пленку наносится дата. Компостер имеет сменные колодки с цифрами. Фотоэлектронный датчик по знакам на полиэтиленовой пленке следит за правильным расположением рисунка на пакете.
Наложенные друг на друга края пленки, проходя мимо сварочной головки, свариваются, образуя продольный шов. Сварочная головка состоит из двух частей: нагревательной и охлаждающей. Бесконтактная тепловая сварка горячим воздухом осуществляется при непрерывной работе, автомата.
Продукт из бункера поступает в дозатор объемного типа, который обеспечивает регулирование дозы в пределах 440—720 и 900— 1500 см3 с точностью дозирования 1—2%. Ротор дозатора состоит из верхнего и нижнего вращающихся дисков с шестью парами телескопических мерных стаканов. Нижний диск можно перемещать вдоль оси приводного вала, сдвигая и раздвигая стаканы, от объема которых зависит величина дозы.
Стаканы снабжены откидными крышками, управляемыми кулачком и роликом. При совмещении мерного стакана с воронкой рукавообразователя ролик попадает в выемку кулачка, крышка откидывается и продукт под действием собственной силы тяжести высыпается в трубу рукавообразователя. Для уменьшения натяжения сформованного рукава в момент ввода в него продукта рукавообразователь может , совершать возвратно-поступательное движение вдоль трубы.
Поперечное сваривание и протягивание полиэтиленового рукава осуществляются двумя парами захватов с постоянной скоростью поочередно. Протягивающее устройство состоит из основного вала, на котором смонтированы три обгонные и одна электромагнитная муфты, промежуточного вала, трех резиновых валиков и трех валиков с эксцентриками. Основной вал с помощью обгонных муфт вращается с постоянной угловой скоростью и через промежуточный вал передает крутящий момент трем резиновым валикам, которые служат для протягивания пленки. При помощи валиков с эксцентриками можно управлять резиновыми валиками, прижимая их к опорным роликам или отводя от них. Назначение электромагнитной муфты — центрирование рисунка на пакете.
Порционирование пакетов производится вместе со сваркой. Поперечный шов является одновременно верхним швом нижнего пакета и нижним швом верхнего пакета.
Нагреватели для образования поперечного шва и отрезания пакета представляют собой пару клещей. Конструкцией предусмотрено два вида нагревателей: с плоскими и клинообразными элементами. Головка нагревательных элементов имеет отверстия для охлаждения. Отрезание пакета осуществляется горячей проволокой. Отводящим транспортером готовые упаковки отводятся из зоны действия автомата.
Автомат АР2Ж вертикального линейного типа непрерывного действия предназначен для упаковки замороженных пельменей порциями по 500 г в плоские полиэтиленовые пакеты, образованные из рукава, сформованного из одинарной пленки.
Длина пакетов регулируется в пределах от 140 до 260 мм плавно, без остановки автомата. Ширина пакетов может быть изменена путем смены деталей автомата.
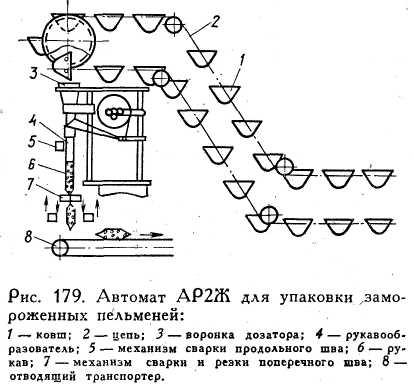
Основные узлы (рис. 179): подающий ковшовый элеватор, воронка дозатора, рукавообразователь, устройство для продольной сварки рукава, формующая труба, механизм протяжки и поперечной сварки рукава, отводящий транспортер.
Выполняемые технологические операции: размотка ленты, образование рукава, сварка рукава в продольном и поперечном направлениях, заполнение образованных пакетов определеннойпорцией продукта, сварка наполненных пакетов, отделение их от рукава и транспортировка из зоны обслуживания автомата.
Отмеренные порции продукта загружаются в ковши движущегося с постоянной скоростью элеватора. Ковши смонтированы на втулочно-роликовой цепи. При огибании поворотной звездочки и совмещении с воронкой, сопряженной с внутренней полостью формующей трубы, ковш опрокидывается, высыпая содержащийся в нем продукт в воронку.
Через воронку продукт попадает в трубу и далее в сформованный с помощью рукавообразователя рукав. Пленка для образования рукава подается с рулонодержателя через натяжной ролик. Далее рукав сваривается в продольном и поперечном направлениях, как описано выше. Для поперечной сварки, резки рукава и его протяжки применены клещеобразные захваты. Упакованный продукт ленточным транспортером отводится из зоны работы автомата.
Автомат снабжен высоковольтным генератором для активизирования поверхности полиэтиленовой пленки коронным разрядом. На активизированной поверхности при помощи специального печатного устройства наносится нестирающаяся одноцветная этикетка.
В случае использования полиэтиленовой пленки с предварительно напечатанными этикетками печатное устройство автомата может быть использовано для нанесения даты.
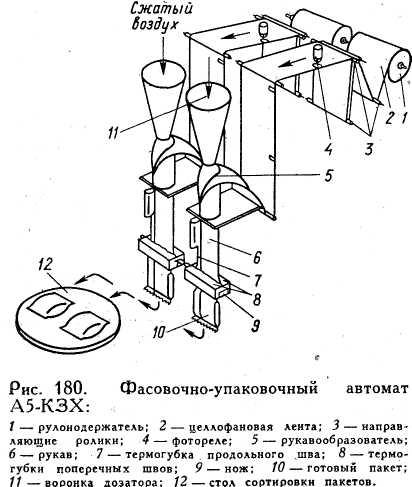
Фасовочно-упаковочный автомат А5-КЗХ вертикального линейного типа, двухручьевой периодического действия предназначен для фасовки и упаковки крупносыпучих продуктов в плоские пакеты и может быть использован для фасовки и упаковки соломки из рыбного теста, сушено-вяленого кальмара и других рыбных кулинарных изделий. При необходимости весовой дозатор может быть заменен дозатором объемного типа.
Дозатор весового типа обеспечивает дозирование продукта порциями 50—60 г с точностью ±4%. Упаковка производится в пакеты из рулонного термосклеиваемого с двух сторон лакированного целлофана с заранее нанесенным рисунком и контрольными метками.
Основные агрегаты автомата: сдвоенный весовой автоматический дозатор 2ДКХ-005, упаковочный автомат, транспортер выдачи готовой продукции. Выполняемые технологические операции и их последовательность такие же, как в автомате АР2Ж.
Дозатор вибрационного типа включает загрузочные вибролотки, вибропитатели и взвешивающие головки с механизмом разгрузки и регулятором величины дозы.
Основной агрегат — упаковочный — имеет два бобинодержателя, систему направляющих роликов, два рукавообразователя воротникового типа, движущиеся возвратно-поступательно термогубки, осуществляющие протягивание пленки с рулона, формирование рукава и сварку продольного шва способом контактно-тепловой сварки постоянно нагретым сварочным элементом, механизм сварки поперечного шва и порционирования упаковочного рукава с помощью параллелограммных ножей. Автомат снабжен устройством для центрирования рисунка, электромеханическим командоаппаратом для синхронизации работы исполнительных механизмов.
С рулона, установленного вручную на бобинодержателе (рис. 180), подается целлофан, свободный конец которого пропускается через систему направляющих роликов под фотореле и далее через воротник рукавообразователя к формирующей трубе. К кромкам пленки, уложенным внахлестку, прижимается нагретая губка.
При разведенных термогубках механизма сварки поперечного шва рукавообразователь с образованным из пленки рукавом, прижатым термогубкой сварки поперечного шва, движется вниз.
Контрольная метка движущейся целлофановой ленты перекрывает фотореле, которое подает сигнал механизму сварки поперечного шва. Поперечные губки сваривают шов, и одновременно отрезается готовый пакет.
В это же время по сигналу командоаппарата дозатор через воронку, сопряженную с внутренней полостью рукавообразователя, выдает в сформированный рукав, имеющий нижний шов, заданную порцию продукта. При этом рукавообразователь перемещается в верхнее положение, формируя ленту целлофана в рукав.
В крайнем верхнем положении рукавообразователя поперечные термогубки расходятся, а рукавообразователь, перемещаясь в нижнее положение, вытягивает с рулона порцию целлофановой ленты. Одновременно для уплотнения продукта во внутреннюю полость рукава через воронку по сигналу командоаппарата от индивидуального компрессора или из общей воздушной магистрали подается сжатый воздух. Готовые упаковки падают на отводящий транспортер и выдаются из автомата.
Фасовочно-упаковочный автомат А5-КМХ вертикального линейного типа предназначен для фасовки и упаковки различных концентратных смесей, например рыбного супа, дозами от 90 до 165 г в пакеты из полимерных пленок или упаковочной бумаги с односторонним полиэтиленовым покрытием.
Основные узлы: станина, бобинодержатель, пакетообразователь, дозатор, пневмо- и электропривод, отводящий транспортер.
Выполняемые технологические операции: подача материала, формирование рукава, выдача дозы, сварка продольного и поперечного швов, порционирование рукава, выдача готовой упаковки.
Материал для пакета подается с рулона в виде ленты шириной 256 мм с предварительно нанесенным рисунком и центрирующими метками (рис. 181). Через систему натяжных роликов, между которыми установлено фотореле для центрирования рисунка, лента поступает в пакетообразователь.
Основным рабочим органом пакетообразователя является воротник, который перегибает ленту по "продольной оси, формируя ее в рукав. Лента заправляется под прижимные ролики, натягивающие упаковочный материал, и пневматический прижим, который фиксирует его во время холостого хода механизма термосварки пакетов.
Механизм термосварки, управляемый пневмоцилиндрами, представляет собой пару
Г-образных губок с прямоугольной насечкой, в которые вмонтированы трубчатые нагреватели. Задняя губка установлена неподвижно, а передняя снабжена сферическими шайбами с резиновым амортизатором, обеспечивающими самоцентрирование подвижной губки относительно неподвижной. На одной из губок установлен набор шрифта для тиснения необходимых реквизитов, а также термодатчик, необходимый для определения температуры нагрева термогубок. Термогубки совершают возвратно-поступательное движение в горизонтальной плоскости, которое сообщается штоком пневмоцилиндра. Пневмоцилиндр смонтирован на кулисе, совершающей возвратно-поступательное движение от кривошипно-шатунного механизма, сопряженного с выходным валом редуктора.
При ходе кулисы вверх в верхнем ее положении происходят сжатие пленки термогубками и сварка одновременно продольного и нижнего швов пакета. Температура сварки регулируется в пределах 120—220°С, способ сварки—контактно-тепловая прессованием. Верхняя часть рукава остается открытой. При ходе кулисы в нижнее положение пленка протягивается на длину пакета, и он заполняется продуктом, поступающим из дозатора. Используется дозатор объемного типа с восемью телескопическими стаканами, расположенными на горизонтальном роторе, который состоит из двух дисков. Нижний диск имеет возможность перемещаться в вертикальной плоскости на 22,5 мм, обеспечивая регулирование объема телескопических стаканов в зависимости от массы дозы фасуемого

продукта. Точность дозирования ±3% от номинальной массы дозы. Верхний диск дозатора соединен с бункером, представляющим собой емкость из нержавеющей стали, нижний открытый торец которой входит с небольшим зазором в кольцевую проточку верхнего диска. Бункер снабжен шибером для регулирования подачи продукта в загрузочную камеру и резиновой шторкой для выравнивания продукта в мерных стаканах дозатора.
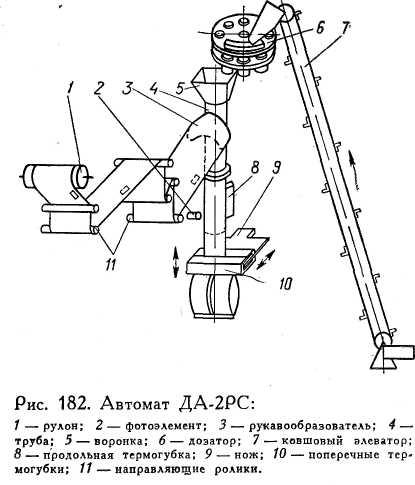
Заполнение стаканов производится поочередно во время вращения дозирующего ротора. Нижние стаканы имеют откидные крышки, которые открываются с помощью направляющего копира и нажимных пальцев в момент выдачи дозы. Из мерных стаканов продукт высыпается в патрубок, соединяющий дозатор с внутренней полостью трубы рукавообразователя, и далее в рукав.
Для предотвращения застоя продукта с большим содержанием жира в стаканах дозатора при фасовке в верхний и нижний диски дозирующего ротора встроены трубчатые нагреватели. Верхний предел температуры нагрева мерных стаканов 80°С. Кроме того, в воронку патрубка в момент выдачи дозы подается порциями сжатый воздух.
В нижнем положении кулисы происходит разжатие термогубок, после чего цикл работы машины повторяется. При формировании следующего пакета ножи, установленные на механизме термогубок, отрезают готовую упаковку от рукава. Отрезанный пакет падает на транспортер. Автомат снабжен счетчиком готовых пакетов.
Привод автомата осуществляется от электродвигателя с бесступенчатым вариатором.
Один оператор обслуживает четыре автомата, работающих одновременно.
Фасовочно-упаковочный автомат ДА-2РС вертикально-линейного типа периодического действия предназначен для фасовки и упаковки мелкоштучных продуктов типа соломки из рыбного теста дозами по 50—100 г в целлофановые пакеты, которые образуются из рукава, сформованного из термосваривающегося лакированного с двух сторон целлофана.
Основные узлы (рис. 182): механизмы подачи упаковочной пленки, формирования упаковки, дозатор, ковшовый элеватор. Выполняемые технологические операции: протягивание пленки, формирование вертикального рукава, сварка продольного шва, подача продукта в дозатор, дозирование продукта, сварка поперечных швов, отделение готовой упаковки от рукава.
Формирование рукава производится способом, описанным выше, с образованием продольного шва внахлестку. Продольная термогубка, сваривающая шов способом контактно-тепловой сварки прессованием, получает возвратно-поступательное движение в горизонтальной плоскости от рычажно-кулачковой системы. Сварочные поперечные губки совершают возвратно-поступательное движение в вертикальной и горизонтальной плоскостях от кулисного механизма. В крайнем верхнем положении сварочные губки сжимаются, захватывают сваренный рукав и протягивают его вниз. При этом одновременно происходят сварка поперечных швов нижнего и верхнего пакетов, отрезание ножом нижнего упакованного пакета, а также передача дозы из дозатора в рукав. Длина пакета регулируется ходом кулисы. При наличии рисунка длина пакета контролируется фотоэлементом по контрольным меткам на пленке.
В нижнем положении сварочные губки разжимаются и поднимаются вверх, чтобы захватить очередной пакет. Во время движения вверх происходит сварка продольного шва, при этом дозатор поворачивается на 45°, чтобы высыпать очередную порцию продукта из наполненного стакана.
Дозатор объемного типа с мерными стаканами, обеспечивающими дозирование в пределах от 50 до 100 г с точностью ±3%, установлен на станине и получает вращение от вертикального вала, на котором установлены два диска с восемью мерными телескопическими стаканами. Доза продукта регулируется изменением полезного объема телескопических стаканов. Над верхним диском дозатора установлен бункер с распределительной камерой.
Подача продукта в бункер дозатора производится ковшовым элеватором. При наполнении
бункера дозатора до заданного уровня элеватор автоматически отключается. Ковши элеватора забирают продукт из наклонного бункера, установленного в основании станины элеватора. Угол наклона бункера можно регулировать. Привод автомата и ковшового элеватора осуществляется от индивидуальных электродвигателей суммарной мощностью 1,4 кВт. Исполнительные механизмы — термогубки продольной и поперечной сварки, ножницы — приводятся от кулачкового вала. Обслуживает автомат один человек.
Автомат М1-АР18Ж вертикального линейного типа непрерывного действия двухпоточного исполнения предназначен для формования колбас из фарша в оболочку из одинарной сарановой пленки, сформированной на автомате в вертикальный рукав. Концы колбасных батонов заделываются металлическими скрепками.
Основные узлы автомата (рис. 183): механизмы образования и наложения скрепок, подачи фарша, формующее устройство, устройство подачи пленки, механизм сварки продольного шва, транспортер.
Выполняемые технологические операции: образование оболочки (рукава) из плоской рулонной сарановой ленты, сваривание оболочки в продольном направлении токами высокой частоты, наполнение оболочки фаршем, наложение металлических скрепок на концы упаковок с одновременным их формованием и дозированием, отделение батонов путем разрезания перемычки между ними, удаление сформованных батонов транспортером из зоны обслуживания. Механизмы образования и наложения скрепок выполнены в виде двух зажимов, возвратно-поступательное движение которым передается от специального гидромотора через рычаги. При сближении зажимов фарш вытесняется из перемычки, в результате чего колбасный батон уплотняется. Образованная перемычка вводится в подготовленные скрепки и плотно зажимается.
Устройство подачи пленки включает рулон с сарановой пленкой, ленточный тормоз, направляющие ролики и протягивающий механизм. Привод протягивающего механизма выполнен аналогично приводу механизма автомата М1-АРЖ. Однако в автомате Ml -АР 18Ж пленка протягивается двумя парами обрезиненных роликов.
Формующее устройство предназначено для образования оболочки из плоской рулонной пленки посредством рукавообразователя и сварки наложенных внахлестку концов пленки. Сварка сарановой пленки производится посредством электрического поля тока высокой частоты. Ток подводится к внешнему электроду от генератора. Внутренний электрод монтируется на цевке.
Механизм подачи фарша состоит из вытеснителя с двумя парами шнеков, цевки, бункера для загрузки фарша. Привод шнеков осуществляется от гидромотора, применение которого позволяет бесступенчато регулировать скорость вращения шнеков, и тем самым производительность каждого вытеснителя отдельно. Фарш, поступающий из бункера, вакуумируется. Для этой цели на автомате смонтирована вакуумная система, состоящая из вакуумного насоса, вакуумной головки, при помощи которой регулируется глубина вакуума, и соединительной арматуры.
Сарановая пленка сматывается с рулона и через направляющие ролики поступает к рукавообразователю, где свертывается в оболочку. Затем наложенные внахлестку края пленки свариваются в продольном направлении. Обрезиненные ролики протягивающего механизма подают готовую оболочку с постоянной скоростью к механизму образования и наложения скрепок, который перемещается в вертикальной плоскости. Вытеснитель под давлением по цевке подает фарш в образованную оболочку (при пуске с наложенными скрепками). Зажимы механизма образования и наложения скрепок, который с постоянной скоростью начинает движение вниз, пережимают оболочку, вытесняя фарш и уплотняя колбасный батон. Образованная перемычка вводится в подготовленные скрепки и зажимается. Раскрытие зажимов происходит также при движении рычага вниз. Готовый колбасный батон отводится транспортером.
Для изготовления колбасных батонов различного диаметра на автомате предусмотрена смена приспособлений.
Автомат М1-АР19Ж вертикально-линейного типа непрерывного действия двухпоточного исполнения предназначен для фасовки пастообразных продуктов дозами по 250 и 500 г в пакеты, образованные из одинарной полиэтиленовой пленки, сформированной в вертикальный рукав. Концы, пакетов заделываются металлическими скрепками. Основные узлы (рис. 184): механизмы подачи пленки, рукавообразователи, механизмы подачи и наложения скрепок, механизмы сварки продольного шва, привод дозатора, отводящий транспортер.
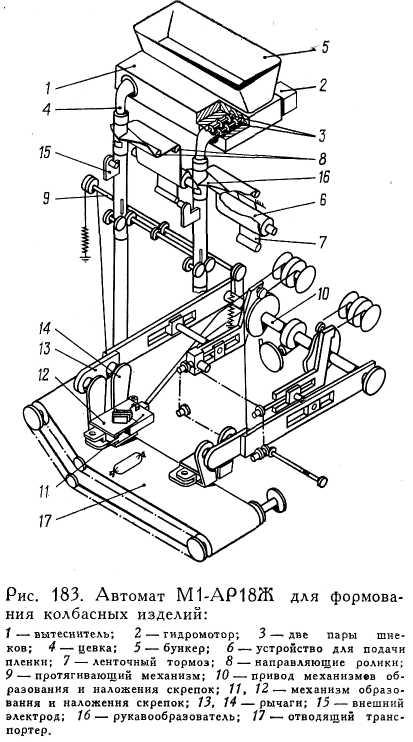
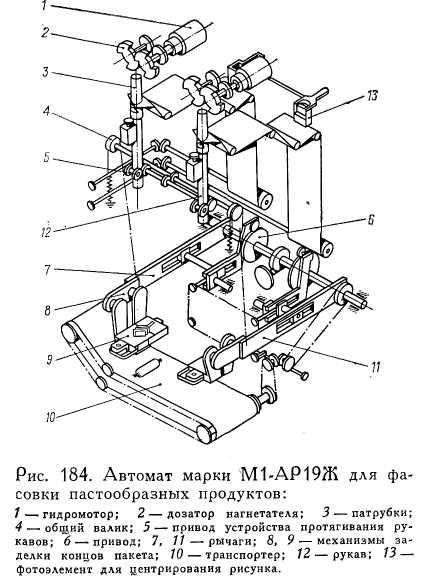
Выполняемые технологические операции разматывание полиэтиленовой пленки с рулона формирование рукава, дозировка заданного количества продукта и подача его в пакет, сварка продольного шва, наложение металлических скрепок, порционирование упаковки. Схема работы автомата подобна схеме работы автомата М1-АР18Ж для формования колбас.
Для подачи продукта в заготовленные рукава на автомате смонтированы два одинаковых дозатора-нагнетателя, которые, получая вращательное движение от гидромоторов, нагнетают продукт в патрубки.
Привод механизмов заделки концов пакетов выполнен аналогично приводу механизмов автомата М1-АРЖ. Однако в автомате М1-АР19Ж смыкание и размыкание механизма заделки осуществляются не от кулачков, а при помощи специального гидропривода. Привод устройства протягивания рукавов выполнен как и в автомате М1-АРЖ. Отличительной особенностью данного автомата является то, что непрерывное синхронное протягивание обоих рукавов обеспечивается наличием одного общего валика, приводимого в непрерывное вращательное движение поочередным воздействием рычагов. Механизмы, предназначенные для заделки концов пакетов скобами из алюминиевой проволоки, подобны соответствующим механизмам автомата М1-АР18Ж.
Упаковочный автомат АЗС-1 горизонтально-линейного типа непрерывного действия предназначен для упаковки в лакированный целлофан крупнокусковой продукции, уложенной на картонный лоток 155X55X40 мм, и может быть использован для упаковки рыбной кулинарии, формованных кулинарных изделий, способных поместиться в лоток указанных размеров. Пакеты изготовляются из горизонтального пленочного рукава, сформированного из одинарной рулонной пленки шириной 200 мм.
Основные узлы (рис. 185): станина с приводом, транспортер подачи лотков с продуктом, механизм подачи целлофана, рукавообразователь, механизмы образования упаковки, протягивающие транспортеры, механизм сварки и резки поперечного шва, отводящие транспортеры.
Выполняемые технологические операции: подача с заданным интервалом лотков с продуктом, протягивание ленты упаковочного материала, формирование горизонтального рукава, сварка продольного шва, подгиб боковых сторон формируемого пакета, сварка поперечного шва с одновременным порционированием рукава, транспортирование готовых упаковок из рабочей зоны машины.
Целлофан с рулона, установленного на рулонодержателе, непрерывно подается через направляющие ролики двумя разматывающими непрерывно вращающимися валиками к рукавообразователю, где свертывается в трубку прямоугольного сечения. Определенный угол ввода ленты в рукавообразователь обеспечивается направляющим роликом.
Рукавообразователь представляет собой выполненную из двух половин горизонтально расположенную коробку прямоугольного сечения с открытыми торцами. Дно рукавообразователя выполнено в виде двух перекрывающих одна другую стенок с зазором для протяжки кромок целлофановой ленты. У заднего торца рукавообразователя наружная нижняя стенка имеет фигурный вырез, а внутренняя нижняя стенка — узкую прорезь, достаточную для выхода между стенками наружу второй кромки целлофановой ленты. При этом обе кромки укладываются в рукавообразователь внахлестку.
Рукавообразователь легкосъемный, так как перед началом работы машины целлофановую ленту заправляют в него вручную. При непрерывном протягивании целлофанового рукава через рукавообразователь кромки, уложенные внахлестку, свариваются в продольном направлении. Контактно-тепловая сварка осуществляется рифленым роликом, укрепленным под нижней стенкой рукавообразователя на двуплечем рычаге. Ролик с встроенным электронагревателем прижимается к нижней стенке рукавообразователя с помощью пружины. После прекращения работы машины ролик отводится от рукавообразователя эксцентриком.
Предназначенный для упаковки продукт подается шаговым цепным транспортером во внутреннюю полость рукава. Продукт вручную укладывают в картонные лотки, которые в свою очередь вручную устанавливают между толкателями транспортера, установленными с определенным интервалом. После выхода из рукавообразователя рукав с находящимся в нем продуктом попадает между нижним и верхним ленточными транспортерами, которые, зажимая продукт, протягивают его вместе с рукавом с постоянной скоростью. Нижняя ветвь верхнего транспортера подпружинена прижимными роликами, предотвращающими скольжение транспортерных лент относительно рукава.

В зоне сварочных головок работают боковые подгибатели, заправляющие деформированные участки внутрь рукава. При движении рукава его боковые стенки вдавливаются в промежутки между смежными лотками двумя подвижными, расположенными в горизонтальной плоскости по оси рукава подгибателями, которые приводятся в движение двумя кулачковыми механизмами.
Сваренный и отрезанный пакет захватывается нижним и верхним транспортерами выдачи готовой продукции.
Автомат АБР горизонтально-линейного типа цикличного действия может быть использован для упаковки рыбных полуфабрикатов: тушки, копченой, соленой,. вяленой, печеной и провесной рыбы, нарезанных балычных изделий, рулетов горячего копчения, в термосвариваемую пленку из полимерных материалов. Применение фотоэлементов для управления исполнительными механизмами в зависимости от длины изделия обеспечивает возможность упаковки изделий переменных размеров без переналадки автомата. Упаковка формируется из горизонтального пленочного рукава, сформированного из одинарной рулонной пленки.
Основные узлы: рулонодержатель, рукавообразователь, механизм протягивания рукава, механизмы сварки продольного и поперечного швов, механизм фотоэлектронного управления.
Лента термосвариваемого материала сматывается с рулона и после огибания направляющего валика вводится в рукавообразователь, в котором при формировании рукава кромки пленки укладываются одна на другую внахлестку. При протягивании рукава кромки свариваются горячим газом с последующим охлаждением воздуха с образованием продольного шва. Продукт подается во внутреннюю полость рукава шаговым транспортером или другим питателем. Механизм протягивания рукава выполнен в виде щипцов, управляемых силовыми цилиндрами. На пути движения продукта установлен фотоэлемент, который в зависимости от длины изделия подает сигнал на силовые цилиндры для раскрытия щипцов. После протягивания на нужную длину рукав пережимается между смежными изделиями зажимами механизма поперечной сварки, совершающими возвратно-поступательное движение в вертикальном направлении. Зажимы сваривают поперечный шов, образуя одновременно кромки двух смежных пакетов. После охлаждения шва зажимы расходятся, отделенный от рукава пакет попадает на наклонный столик и далее под действием собственной силы тяжести на транспортер, который выдает готовую упаковку из автомата.
Комплект оборудования А1-ИУЛ предназначен для упаковки сельди и другой рыбы в термосвариваемые пленочные материалы из пленки ПЦ-2 и лакированного целлофана с рисунком или без него, взвешивания упаковки и наклеивания на нее этикетки с указанием массы и цены.
Линия используется на комбинатах рыбной гастрономии, рыбокомбинатах для упаковки печеной, жареной, Мороженой, холодного и горячего копчения, соленой рыбы (целой и тушками).
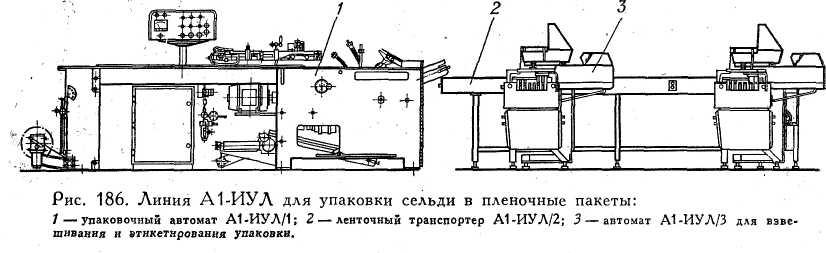
Продукт упаковывается в горизонтальные пакеты с одним продольным и двумя поперечными швами с наклеенной этикеткой из бумажной ленты с односторонним покрытием термоклеем.
В состав оборудования входят (рис. 186) автомат для упаковки сельди А1-ИУЛ/1, ленточный транспортер А1-ИУЛ/2, автомат для взвешивания и этикетирования упаковки А1-ИУЛ/3,
Продукт вручную укладывают на непрерывно движущуюся ленту упаковочного материала, протягиваемую с рулонодержателя непрерывно вращающимся ротором с установленными на нем механизмами поперечной сварки. При переходе через формующую головку автомата одинарная пленка формируется в горизонтальный: рукав, в который подается продукт. Продольный шов сваривается разогревом кромок пленки и дальнейшим их обжимом.
Механизмы поперечной сварки пережимают рукав в промежутках между порциями продукта, сваривают и порционируют пакеты. Упакованный продукт транспортером выводится из автомата и поступает на ленточный транспортер-А1-ИУЛ/2. С транспортера пакеты с продуктом вручную отбирают и укладывают на загрузочный транспортер взвешивающего автомата. Транспортирующим устройством упаковка последовательно перемещается на платформу весов и к позиции наклеивания этикетки.
Электронное весовое устройство определяет массу упаковки, ее стоимость, и эти данные печатаются на этикетке, которая попадает на подогревающий столик, а затем наклеивается на упаковку. Готовая к реализации упаковка переносится на площадку выгрузки.
Упаковочный автомат А1-ИУЛ/1 линейного горизонтального типа непрерывного действия производительностью 12—40 упаковок в минуту предназначен для упаковки сельди, скумбрии, ставриды и другой рыбы (целой и тушками) в пакеты из одинарной пленки ПЦ-2 или лакированного целлофана, полученные из сформованного на автомате рукава. Размеры упаковываемого продукта должны находиться в пределах 120—300X50—150 мм. Максимальная высота упаковываемого продукта 65 мм.
Основные узлы: подающий транспортер; механизм подачи пленки, рукавообразователь, механизм образования продольного шва, комплект механизмов поперечной сварки и резки пакетов, устройство для отвода упакованного продукта, привод, электро- и пневмооборудование.
Выполняемые технологические операции: подача пленки, формирование и центрирование рукава (регулирование его положения), подача продукта, сварка продольного и поперечного швов, выдача готовой продукции из автомата.
Автомат самонастраивается в зависимости от длины упаковываемого продукта с помощью фотоэлемента. Автомат может работать в двух режимах: с упаковочным материалом без рисунка или с прозрачным обезличенным рисунком и на пленке с предварительно нанесенным центрированным рисунком с центрирующими метками.
Управление механизмами поперечной сварки при работе автомата в первом режиме осуществляется при пересечении конечной части продукта лучом осветителя фотоэлемента, который настраивает механизм в соответствии с длиной упаковки. В этом режиме можно упаковывать пакеты переменной длины в пределах паспортных данных.
Во втором режиме автомат работает с пакетами постоянной длины, обусловленной шагом рисунка. При этом механизм поперечной сварки срабатывает при пересечения луча фотоэлемента центрирующей меткой, нанесенной на .ленте.
При работе на прозрачной пленке непрерывно вращающийся ротор механизма поперечной сварки вытягивает непрерывно пленку с рулона, установленного на рулонодержателе, и протягивает ее через направляющие ролики.
Продукт вручную укладывают на движущуюся пленку с интервалами, достаточными для образования упаковки. Ленточный транспортер, перемещающийся со скоростью, близкой к скорости протяжки пленки, облегчает условия протягивания пленки.
Пленка с продуктом поступает в формующую головку, основным элементом которой служит формующий угольник, состоящий из литого корпуса, сужающегося по ходу движения пленки. Угольник расположен симметрично относительно продольной оси автомата и крепится к регулирующему кронштейну, высота которого может меняться в зависимости от высоты продукта.
На корпусе смонтированы две пары роликов, служащих упорами для выравнивающих и прижимных роликов, которые удерживают упаковочную пленку в заданном положении. Боковые плоскости корпуса имеют планки, образующие щель для прохождения пленки. Внутренняя полость формующей головки сообщается с системой подвода сжатого воздуха, управляющего работой выравнивающих пленку роликов.
В формующей головке одинарная пленка формируется в рукав, при этом кромки складываются «в гребешок». Выравнивающие ролики, управляемые рычагами, приводимыми в движение от пневмопривода, возвращают пленку при ее опускании в правильное положение.
Сложенные гребешком кромки рукава перемещаются вдоль регулируемой щели формующей головки и попадают в зону действия термогубок механизма сварки продольного шва, где происходит подогрев пленки. Механизм имеет две качающиеся термогубки, расположенные симметрично относительно продольной оси формующего угольника и служащие корпусами для нагревательных элементов. Автоматическое регулирование режима сварки продольного шва осуществляется термопарой. После нагрева кромок обжимные ролики сдавливают «гребешок» рукава. Ролики свободно вращаются относительно своих осей.
Сжатие роликов обеспечивается пружиной, Усилие сжатия регулируется для создания давления, необходимого для прочного шва. Комплект механизмов сварки поперечного шва состоит из двух основных частей: неподвижного кругового копира и вращающегося ротора с захватами, выполненными в виде щипцов с термогубками для сварки поперечных швов и плавающими ножами в верхних створках захватов для отрезания упаковки. Ротор и копир с горизонтально расположенными осями установлены параллельно между собой. Захваты перемещаются вместе с ротором, а также имеют возможность свободно перемещаться относительно последнего.
Захваты перемещаются в торцевом пазу с помощью торцевого ролика. Раскрывающаяся верхняя створка захвата также снабжена роликом, который в сопряжении с неподвижным круговым копиром обеспечивает закрытие верхней створки протягивания рукава и его сварку в поперечном направлении.
Захваты механизма поперечной сварки двигаются с ротором и раскрываются только при наличии предмета упаковки, который должен пересечь луч фотоэлектронного устройства. Диск ротора несет контактное кольцо и шины для подвода электропитания, к нагревателям, встроенным в захваты.
Рукав, протягиваемый щипцовым захватом механизма сварки поперечного шва, движущимся вместе с вращающимся ротором, пересекает зону, контролируемую фотодатчиком. При этом следующий захват с отведенной верхней створкой тормозится роликом, препятствующим его дальнейшему перемещению. Продукт, попадая в зону фотодатчика, перекрывает один или несколько фотоэлементов. После выхода продукта из зоны контроля и освещения всех четырех датчиков под воздействием электромагнитного клапана, соединяющего механизм с магистралью сжатого воздуха, рычажный механизм освобождает путь следующему захвату механизма поперечной сварки. Каждый захват снабжен подпружиненными тормозными колодками, предотвращающими перемещение захватов в противоположном их движению направлении.
При подходе продукта к механизму поперечной сварки захваты раскрываются. Закрытие захвата осуществляется с помощью ролика, смонтированного на верхней створке, при его контакте с неподвижным копиром, выполненным в виде фигурной пластины. При дальнейшем перемещении захватов ролик, попадая на круговой неподвижный копир, заставляет верхнюю створку опуститься и надежно зафиксировать рукав, обеспечить сжатие захватов, достаточное для образования надежного шва. В этот момент производится контактная тепловая сварка пакета.
После сварки плавающий нож, перемещающийся в продольном пазу верхней створки и снабженный двумя подпружиненными штырями со сферическими, головками, при контакте последних с пластинчатым копиром, который установлен между диском ротора и неподвижным круговым копиром, выдвигается из верхнего захвата и перерезает рукав. Пружины возвращают ножи в исходное положение.
После схода роликов захвата с круговых копиров верхняя створка захвата, находящегося в этот момент в нижней части ротора, под действием собственной силы тяжести устремляется вниз, захват раскрывается, освобождая пакет. Готовая упаковка падает на отводящую пластину и далее на три последовательно расположенных отводящих транспортера, которые выдают ее из автомата.
Автомат имеет блокирующие механизмы, останавливающие его при отсутствии продукта, ленты упаковочного материала, при деформации продукта, его заклинивании, неисправностях автомата.
Работа на пленке с центрированным рисунком (во втором режиме) отличается от работы автомата в первом режиме тем, что сигнал на включение и выключение электромагнитного клапана, управляющего движением захватов механизма поперечной сварки, поступает при пересечении луча осветителя фоточувствительного элемента меткой, нанесенной на пленке.
Установленная мощность нагревателей автомата 2,2—4,4 кВт в зависимости от количества одновременно установленных захватов поперечной сварки. Мощность электродвигателей привода 1,4 кВт; давление воздуха в пневмосистеме 0,4 МП а, расход сжатого воздуха 0,014 м3/мин.
Ленточный транспортер А1-ИУЛ/2 предназначен для передачи пакетов с продуктом от упаковочного автомата А1-ИУЛ/1 к автоматам для взвешивания и этикетирования упаковок А1-ИУЛ/3.
Ширина ленты 400 мм, скорость ее движения 12,5—20 м/мин. Регулирование скорости бесступенчатое.
Мощность электродвигателя 3,4 кВт, габариты 3835X690X880 мм, масса 240 кг.
Автомат А1-ИУЛ/3 для взвешивания и этикетирования упаковок производительностью 20 упаковок в минуту линейного горизонтального типа предназначен для определения массы и стоимости упакованной в полимерную пленку сельди и другой рыбы и автоматической наклейки на упаковку этикетки с указанием на ней предприятия, наименования продукта, даты выпуска, цены за 1 кг, массы упаковки и ее стоимости, а также автоматической выдачи суммарной массы и стоимости; заданного количества упаковок на специальной суммарной этикетке.
Автомат комплектуется автоматическими. электронными весами 1817-ВРК. с этикетировочным устройством и состоит из двух частей: механизмов транспортирования упаковок с автоматической выдачей команд на взвешивание и печать этикетки и механизмов взвешивания упаковки. Первая часть выполнена в виде основания с расположенными на нем транспортером переноса упаковок, печатающим устройством, этикетировочным механизмом и механизмом прижима этикетки к упаковке. Вторая часть представляет собой массивную площадку, на которой устанавливаются весы.
Основные узлы: транспортер переноса упаковок, блок управления, этикетировочный механизм. Выполняемые технологические операции: подъем упаковки с загрузочной площадки, перемещение упаковки на величину одного шага, опускание упаковки на платформу весов с одновременной выдачей команды на взвешивание, вычисление стоимости упаковки, определение ее массы и нанесение этих данных на этикетку с выдачей ее на подогреваемый столик печатающего устройства, подогрев, наклейка этикетки на упаковку, выдача готовой упаковки на площадку выгрузки.
Транспортер переноса упаковок имеет решетчатую каретку, связанную шарнирно со штоком пневмоцилиндра привода каретки с ходом 250 мм. Для осуществления плавного торможения каретки в конце ее рабочего хода, транспортер имеет механизм демпфирования. Для подъема и опускания каретки в крайних положениях транспортер имеет два спаренных пневмоцилиндра, связанных с кареткой качающимися вилками.
Этикетировочный механизм, размещенный в отдельном корпусе, переносит этикетку с помощью этикетопереносчика, который представляет собой вакуум-захват с приводом от зубчатого сектора с вилкой и шестерней и пневмоцилиндра.
Привод рабочих органов автомата пневматический с пневматической системой управления.
Весовой регистрирующий комплекс предназначен для взвешивания упакованной продукции, вычисления стоимости упакованного продукта пропорционально массе упаковки и цене продукта за 1 кг, печатания всех необходимых данных на этикетке и выдачи ее на позицию, с которой может быть осуществлен перенос ее на упаковку. Комплекс обеспечивает ввод в память электронного блока электронно-кассовой регистрирующей машины (ЭКРМ) с единой десятиклавишной панелью управления цену продукта за 1 кг, стоимость тары, количество упаковок в партии, которая должна быть аттестована соответствующей этикеткой, осуществление операций сброса массы тары для определения при последующих взвешиваниях массы нетто упакованного продукта, а также по желанию оператора высвечивание на индикационном табло по вызову с соответствующих клавиш данных, введенных в память электронного блока.
Электронный блок осуществляет расчет стоимости упакованного продукта с автоматическим прибавлением заданной стоимости тары, суммирование значений массы и стоимости упаковок в пределах заданной партии, а также последовательное суммирование этих значений в специальных счетчиках, показания которых оператор может вызвать на табло индексации в любое время в течение смены без гашения счетчика, либо по желанию с помощью специального ключа произвести их гашение.
Информационное табло с показанием цены продукта за 1 кг, массы и стоимости упаковки размещено на весах, а также на ЭКРМ.
Табло на ЭКРМ при рабочем режиме повторяет индикацию массы и стоимости упаковки. ЭКРМ снабжена контрольной лентой и блокировками, исключающими, ввод в машину ошибочной информации, а также ее работу при окончании контрольной и обрыве чековой лент.
Транспортирование упаковок к весовому комплексу производится шаговым, транспортером автомата А1-ИУЛ/3 с освобождением упаковки на платформе весов от всех связей. Этикетка переносится этикетопереносчиком автомата А1-ЙУЛ/3 с прижимом этикетки к упаковке специальными подушками. Этикетки закрепляются на упаковке специальным клеем, нанесенным на одну сторону, чековой ленты после термического воздействия на этикетку. Для этого машина А1-ИУЛ/3 снабжена специальным столиком подогрева, на котором этикетка разогревается перед наклейкой на упаковку.
Весы работают на импортной и отечественной бумажной ленте шириной 60 мм. На разовой этикетке с помощью сменных клише печатаются наименования предприятия и продукта. Цифропечатающее устройство выдает цену за 1 кг, массу нетто, стоимость упаковки, включая стоимость пакета.
Датирующее устройство наносит дату выпуска продукта. На суммарной этикетке вместо массы и стоимости упаковки печатаются суммарные масса и стоимость заданного числа упаковок и их количество.
Весы обеспечивают взвешивание порций массой в пределах 0,04—3,0 кг с допустимой погрешностью ±3,0 г. Время взвешивания с выдачей этикетки составляет 2,5 с.
Автомат «Хайсен» фирмы «Грейс» (Италия) линейного типа непрерывного действия предназначен для упаковки печеной, жареной и другой штучной рыбной продукции в пакеты, образованные из одинарной полимерной пленки, сформированной в горизонтальный рукав.
Рыбу вручную укладывают на подающий транспортер автомата на ленту упаковочного материала между центрирующими метками или с некоторым интервалом, достаточным для образования поперечных швов упаковки. Лента упаковочной пленки поступает с бобины, установленной на рулонодержателе. В формирующей головке образуется рукав с кромками, направленными вверх. При дальнейшем движении рукава верхними нагревателями образуется шов «в гребешок» способом контактно-тепловой сварки.
Механизм образования поперечного шва представляет собой захваты, выполненные в виде ножниц, перемещающихся по круговому копиру, с вмонтированными в них нагревателями. Работой захватов управляет фотоэлектронный блок. При наличии упаковки захват пережимает рукав и сваривает пакет.
Готовая упаковка отрезается плавающими ножами, вмонтированными в створки захвата. Закрытие и открытие захватов осуществляются от системы копиров. В 'нижнем положении створки захватов раскрываются, готовые упаковки падают на отводящий лоток и далее на отводящий транспортер. Конструкция машины обеспечивает упаковку продукции разного размера в пределах паспортных данных без переналадки автомата. Предусмотрено устройство для заполнения упаковки углекислым газом или азотом. Автомат снабжен также кислородным анализатором, определяющим остаточное количество кислорода в упаковке.
Автомат А1-ОЗЛ предназначен для упаковки в бумагу, ламинированную полиэтиленом с обезличенным рисунком, штучных изделий, например пирожков, котлет. Пакет с двумя поперечными и одним продольным швами формируется из горизонтального рукава, образованного из одинарного упаковочного материала.
Основные узлы: загрузочный транспортер, группа механизмов образования рукава, механизм сварки и резки готовых пакетов, бобинодержатель с направляющими роликами, механизмы подачи продукта на загрузочный транспортер, отводящий транспортер для выдачи продукта вправо и влево от машины.
Продукт, предназначенный для упаковки, укладывается на ленточный транспортер и подается на рабочий стол до упора в подпружиненную планку рычага. Толкатели непрерывно движущегося загрузочного транспортера, закрепленные на его цепи с определенным интервалом, периодически отбирают из потока продукт и подают его на стол загрузочного устройства. Продукт, поступивший на стол загрузочного транспортера, толкателями цепи сталкивается со стола на пластинчатые транспортеры и подается к формирующему устройству в рукав," предварительно сформированный из упаковочного материала. Три пары роликов, непрерывно вращаясь, протягивают упаковочный материал с рулона через направляющие ролики, механизм выборки петли и формирующее устройство. Механизм выборки петли с тормозным устройством имеет шкив, установленный на валу бобинодержателя. Шкив постоянно слегка притормаживается плоской пружиной.
В формирующем устройстве формируется рукав. При подходе участка рукава с продуктом к позиции средних роликов, в которые вмонтированы электронагреватели, производится тепловая сварка продольного шва рукава, после чего рукав с продуктом подается к механизму сварки и резки пакета.
При подходе участка рукава с продуктом к механизму поперечной сварки подсекающие лапки механизма образования боковых складок под действием кулачков "заходят в промежуток рукава между блоками и образуют складки.
При прохождении между валами механизма сварки и отрезания рукав пережимается в промежутках между блоками и образуется поперечный шов пакетов, который разрезается посередине ножом, находящимся в корпусе нагревателя. Нож смонтирован в корпусе верхнего вала, в корпусе нагревателей нижнего вала смонтирована подкладка. Непосредственно на валах закреплены секторы, обеспечивающие пережим рукава при сварке. Мощность нагревателей 1,6 кВт.
Готовая упаковка попадает на отводящий транспортер, который выводит ее из зоны обработки.
Автомат А1-0ЗМ линейного горизонтального типа непрерывного действия предназначен для упаковки в термосвариваемый материал штучных продуктов прямоугольной или цилиндрической формы.
Пакет с двумя поперечными и одним продольным швом образуется из горизонтального рукава, сформированного из одинарной рулонной бумажной ленты, ламинированной полиэтиленом с обезличенным рисунком. По конструкции и принципу действия автомат подобен автомату Al-ОЗЛ, описанному выше.
Упаковочная машина «Герметин-400» (Италия) линейного горизонтального типа непрерывного действия предназначена для упаковки котлет, рыбных палочек, обжаренной и печеной рыбы в пакеты из лакированной фольги, полиэтилена, целлофана, бумаги с полиэтиленовым или сарановым покрытием.
Основные узлы (рис. 187): подающие транспортеры, механизм подачи пленки, формирующая головка, запечатывающие головки.
Продукт укладывается на подающий транспортер, который передает его к перпендикулярно расположенному шаговому транспортеру. Скребки шагового транспортера подхватывают продукт и транспортируют его к формирующей головке. Пленка с рулона протягивается тремя парами последовательно установленных роликов.. При прохождении через формирующую головку пленка свертывается в рукав с отогнутыми вниз кромками для образования шва «гребешком» вниз. Средняя пара тянущих роликов снабжена нагревателями. При выходе из формирующей головки продукт в пленке попадает на неподвижные направляющие, «гребешок» рукава проходит между нагревательными роликами, образующими продольный шов пакета.
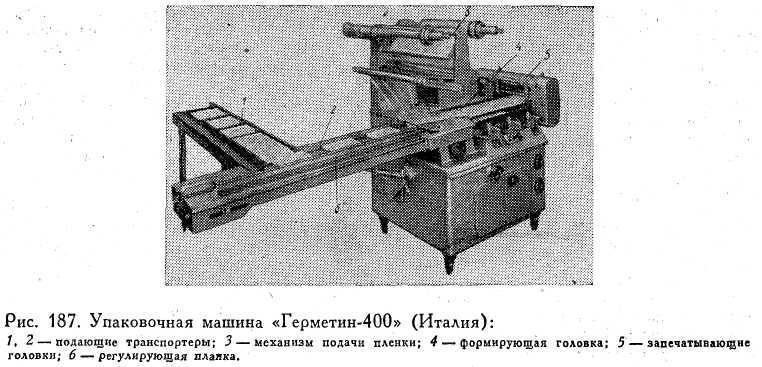
Рукав с продуктом подается транспортером к устройству для сварки поперечного шва и отрезания упаковки. Сваривающее и режущее устройства совмещены, на нижнем и верхнем валах закреплены секторы, в которые вмонтированы нагреватели. На верхнем валу по средней образующей сектора установлен нож, на нижнем — мягкая прокладка. Готовые упаковки выводятся из зоны обработки отводящим транспортером, смонтированным за механизмом сварки и резки. Привод машины осуществляется от индивидуального двухскоростного электродвигателя через вариатор.
В машине предусмотрен механизм для центрирования рисунка в случае использования упаковочного материала с оттисками.
МАШИНЫ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ПЛОСКИЕ ПАКЕТЫ, СФОРМОВАННЫЕ ИЗ ОДИНАРНОЙ ИЛИ ДВОЙНОЙ ПЛЕНКИ
Машина М6-ФУВ горизонтального линейного типа цикличного действия предназначена для упаковки в плоские пакеты, образованные из комбинированных полимерных пленок, подаваемых с двух рулонов, гастрономических товаров (колбасы, сыра, рыбы), предварительно нарезанных на ломтики (табл. 37). Машина может агрегатироваться с устройствами для нарезания гастрономических товаров. Максимальная высота продукта не должна превышать 35 мм.
Основные узлы (рис. 188): подающий транспортер, верхний и нижний рулонодержатели, механизм сварки продольных швов, механизм сварки поперечных швов, вакуум-камера, привод.
Выполняемые технологические операции: подача заданной порции упаковочного материала, формирование упаковочного рукава, подача продукта, сварка продольных швов с двух сторон рукава, предварительная сварка поперечных швов, вакуумирование пакетов, окончательная сварка поперечных швов, выдача упаковок из вакуум-камеры.
На пленку, подаваемую с нижнего рулона, во время ее перемещения по подающему транспортеру вручную укладывают порции продукта, предварительно нарезанного на ломтики. На нижней ленте продукт укладывают между центрирующими метками. С верхнего рулона подается покровная пленка, образующая верхнюю часть пакета. Обе пленки вытягиваются с рулонов специальным протягивающим механизмом.
Упаковочные пленки с продуктом подаются направляющими роликами к формирующему устройству, состоящему из двух форм, которое определяет максимальную ширину и высоту упаковываемого продукта и формирует упаковочные пленки в горизонтальный рукав. Две продольные сварочные планки, смонтированные по обе стороны, протягиваемого рукава с находящимся внутри продуктом, образуют продольные швы рукава способом термосварки. Планки, совершающие возвратно-поступательное движение в вертикальной плоскости, опускаются в момент прохождения передней кромки продукта через выравнивающее и формирующее устройство. Планки покрыты фторопластом, армированным стеклотканью. В момент сварки подвижные планки смыкаются с неподвижными, смонтированными на раме машины и также покрытыми фторопластом, армированным стеклотканью. В планки встроены электронагревательные элементы. Рукав, сваренный по продольным швам, поступает в зону действия механизма поперечной сварки, который осуществляет предварительную тепловую сварку рукава в интервалах между последовательно уложенными порциями продукта. При этом горловина пакета остается незапечатанной для последующего отсасывания из него воздуха. В поперечных планках имеется специальный вырез для образования щели в горловине.
Основными рабочими органами механизма сварки поперечного шва служат подвижная верхняя планка с встроенным нагревательным элементом, совершающая возвратно-поступательное движение в вертикальной плоскости, и неподвижная нижняя опорная планка, в которой смонтирован нож для отрезания пакета.
После механизма поперечной сварки пакеты с щелями в горловине пакета поступают на опрокидывающийся столик, который опускается циклично перед началом движения поперечных сваривающих планок в верхнее положение. Опрокидывающийся столик удерживает некоторое время пакет с продуктом в наклонном положении, что обеспечивает перемещение продукта в глубь пакета. С наклонного столика пакеты направляются к распределительному механизму, основными рабочими органами которого являются два спускных желоба, регулируемых в зависимости от ширины пакета. Желоба смонтированы на опорной плите и вместе с ней совершают возвратно-поступательное движение.
В верхней части желоба снабжены тормозными створками, служащими для передачи пакетов к желобу вакуум-камеры в строго определенной последовательности.
Вакуум-камера, рассчитанная на одновременную обработку трех пакетов, имеет нижнюю плиту с всасывающим отверстием, вакуум-головки и механизм сварки горловины пакетов, находящийся в выемке нижней плиты и состоящий из сваривающей планки с нагревательным элементом и опорной планки. Нижняя плита крепится к станине машины и имеет наклон 30° к основанию машины. Объем вакуум-камеры 7,1 л.
После заполнения вакуум-камеры тремя пакетами, которые поступают в нее автоматически, вакуум-головка опускается под действием силы собственной тяжести на нижнюю плиту, и воздух из пакета отсасывается через открытую щель его горловины. Время вакуумирования регулируется командоаппаратом и реле времени в зависимости от заданной глубины вакуума и производительности насоса. Максимальная глубина разрежения, обеспечиваемая машиной, 99,8%. Конструкцией машины предусмотрена возможность подачи в вакуум-камеру защитного газа.
Окончательная сварка горловины пакета осуществляется в момент создания максимального вакуума. Для предотвращения налипания пленки, на сварочный элемент сваривающая планка совершает двойное движение. На первомэтапе производится непосредственно сварка горловины, на втором — отделение горловины пакетов от нагревателей. После завершения цикла вакуумирования вакуум-головка поднимается и пакеты автоматически выталкиваются из вакуум-камеры. Далее пакеты попадают на три отводящих лотка, которые направляют их в контейнер готовой продукции. Все технологические операции производятся во время выстоя машины.

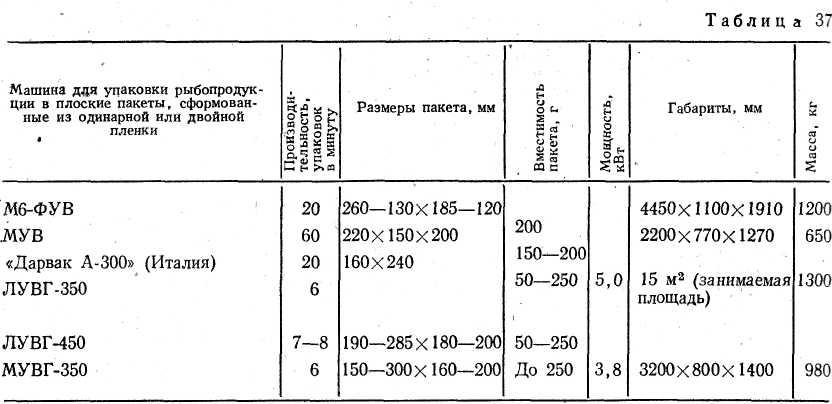
Машина МУВ для упаковки гастрономических товаров под вакуумом горизонтального линейного типа цикличного действия производит упаковку порций предварительно нарезанных на ломтики гастрономических товаров (колбас, рыбы, ветчины, сыра) порциями по 200 г в плоские пакеты из комбинированных полимерных пленок, формируемых машиной из двух пленок, подаваемых с рулонов.
Основные узлы (рис. 189): верхний и нижний рулонодержатели, рукавообразователь, механизм протягивания рукава, механизмы сварки продольных и поперечных швов, вакуум-камера.
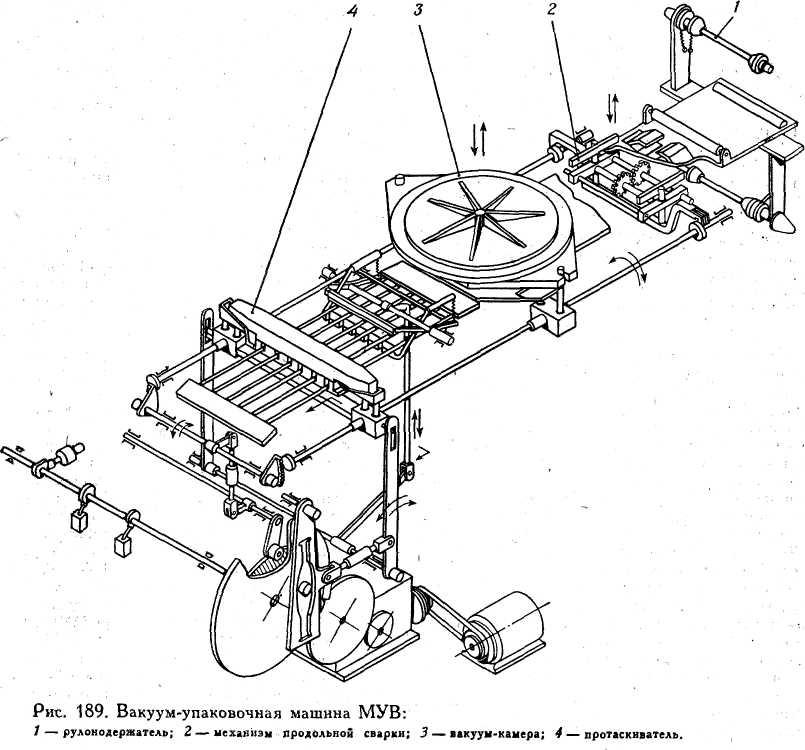
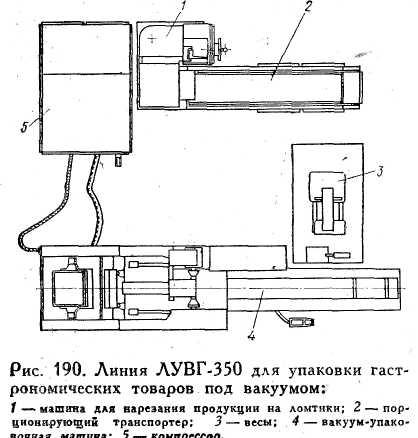
Две ленты упаковочного материала с верхнего и нижнего рулонов поступают к рукавообразователю, представляющему собой две пары неподвижно установленных створок, которые формирует рукав таким образом, что продольные кромки пленок соединяются друг с другом, а средняя часть упаковочного материала образует овал по высоте продукта, предназначенного для упаковки.
Продукт вручную укладывают на нижнюю пленку, перемещающуюся вдоль направляющего стола. Сформированный рукав подается к механизму сварки продольных швов. Основной рабочий орган механизма — нагреватель — совершает возвратно-поступательное движение в вертикальной плоскости.
Рукав, сваренный по продольным швам, с находящимся в нем продуктом протягивается на расстояние, равное длине пакета, механизмом протягивания, который представляет собой клещевидные захваты, открывающиеся и закрывающиеся от кулачка с помощью шарнирно-рычажных механизмов, зубчатых секторов и реечной передачи. Величина хода механизма протяжки и соответственно длина пакета регулируется кулисным механизмом и тягой.
Протянутый на заданный шаг рукав вместе с продуктом автоматически поступает в вакуум-камеру объемом 3,2 л. Крышка камеры открывается и закрывается с помощью реечного механизма. После герметизации камеры специальные полые иглы прокалывают рукав, обеспечивая связь внутренней полости пакета с вакуум-камерой.
Время вакуумирования 2—3 с при производительности вакуум-насоса 18,3 л/с. При достижении заданной глубины разрежения с помощью специального мембранного механизма осуществляется окончательная заделка поперечных швов упаковки способом тепловой термоимпульсной сварки. Далее производится разгерметизация камеры: давление выравнивается до атмосферного и автоматически открывается крышка. Затем механизм протяжки протягивает рукав на заданную величину порции, готовый пакет отрезается и выдается из машины.
Машина «Дарвак А-300» (Италия) применяется для упаковки балыка, семги, кеты и другой высококачественной рыбы в пакеты из упаковочной пленки. Пакет образуется из пленок, подаваемых с двух рулонов. Сварка производится по периметру пакета. Продукт закладывают вручную во время выстоя транспортера одновременно в два пакета.
Линия ЛУВГ-350 предназначена для упа-. ковки гастрономических товаров.
Выполняемые технологические операции; нарезание гастрономических товаров на ломтики, порционирование нарезанных товаров по числу ломтей, взвешивание порций на весах с довеской до определенного для продажи веса, упаковка продукта под вакуумом в полиэтилен-целлофановую пленку типа ПЦ. В состав линии входят (рис. 190) машина МРГУ-370М для нарезания гастрономических товаров с порционирующим транспортером, производственный стол с весами, упаковочная машина МУВГ-350.
Упаковочная машина МУВГ-350 производительностью 350 пакетов в час линейного типа цикличного действия упаковывает продукт в пленку, подаваемую с двух рулонов, без картонной подложки. Полученные пакеты вакуумируются.
Две пленки упаковочного материала с рулонов пропускаются через механизм продольной сварки. Упаковываемый продукт толщиной не более 30 мм вручную укладывают на горизонтальный участок нижней пленки, ограниченный специальной ячейкой, размеры которой регулируются в зависимости от размеров упаковываемой порции. При движении ленты порции накрываются верхней пленкой и обе пленки свариваются по кромкам нагревателями механизма продольной сварки. Далее лента с порциями продукта перемещается к механизму сварки поперечных швов, образующему два параллельных шва и прокалывающему отверстия в перемычке между ними. Затем пакеты поочередно попадают в вакуум-камеру, в которой из них отсасывается воздух. Далее происходят окончательная сварка поперечного шва и порционирование упаковок. Затем вакуум отсекается, в камеру подается воздух, она открывается, и готовые упаковки выводятся из рабочей зоны машины. Линию обслуживают три человека.
Линия ЛУВГ-450 производительностью до 450 упаковок в час предназначена для автоматической упаковки нарезанных ломтями толщиной от 2 до 5 мм гастрономических товаров, например балычных изделий, в пакеты из прозрачной термосвариваемой полимерной пленки, автоматического взвешивания порций, подсчета стоимости и этикетирования пакетов.
В отличие от линии ЛУВГ-350 линия ЛУВГ-450 включает автоматическое взвешивающее устройство.
МАШИНЫ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ТЕРМОФОРМОВАННЫЕ ПАКЕТЫ
Технические характеристики машин приведены в табл. 38.
Упаковочные машины «Мультивак» моделей Р-67, Р-70, 7000 линейного горизонтального типа цикличного действия (см. табл. 38) применяются для упаковки рыбной продукции под вакуумом или в среде инертного газа в фигурные пакеты, полученные способом термопневматического формирования. Возможна упаковка при атмосферном давлении.
Модели машин «Мультивак» отличаются друг от друга шириной используемой упаковочной пленки и соответственно, типоразмерами формируемых ячей. Выполняемые технологические операции: подача и нагрев пленки, фор-

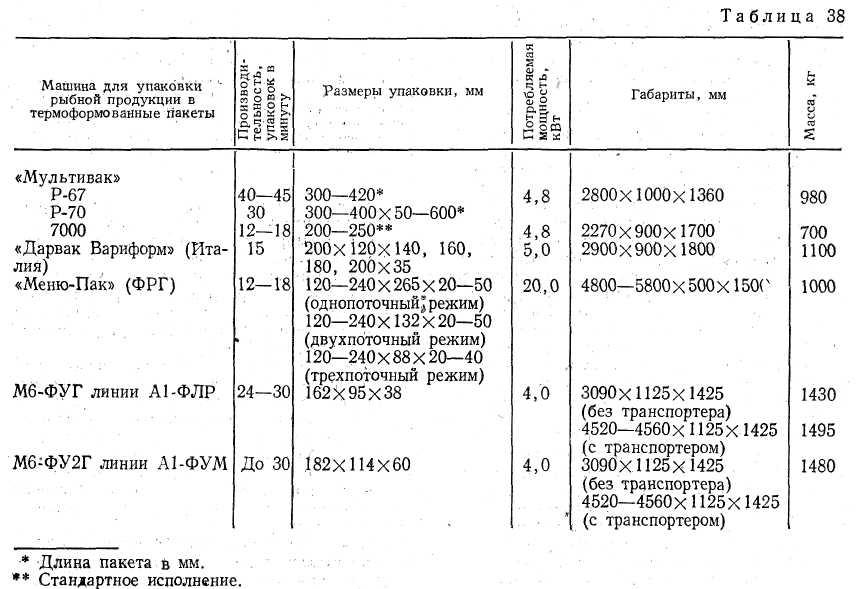
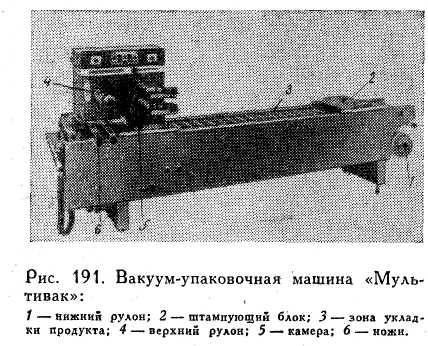
Основные узлы (рис. 191): рулонодержатели, камера формирования пакетов, рабочий транспортер, вакуум-камера, механизм порционирования упаковок.
Лента формируемой пленки, подаваемая с нижнего рулона, поступает в термокамеру, где нагревается до пластичного состояния. В камере формирования под действием сжатого воздуха, подаваемого в гнездо матрицы, из пленки формируется ячея по форме гнезда. На рабочем участке транспортера в ячеи укладывается продукт, предназначенный для упаковки. С верхнего рулона подается покровная пленка, которая накрывает ячеи с продуктом. Пакеты поступают в вакуум-камеру, где производится вакуумирование упаковки или ее заполнение инертным газом и одновременно термоимпульсная сварка пакета по его периметру. Одновременно в вакуум-камере поперечные ножи отрезают готовые пакеты в поперечном направлении. Продольный рез между пакетами производится дисковыми вращающимися ножами. Упакованные пакеты по течкам выводятся из машины.
Модель 7000 имеет устройство «Мультипринт» дли нанесения на ленту упаковочного материала способом горячего тиснения даты, массы и цены упакованного продукта, срока его годности.
Машина «Дарвак Вариформ» (Италия) упаковывает всевозможные кулинарные изделия, гарниры, салаты, мелкую жареную рыбу в заливках, мелкую соленую рыбу, ломтики и др. без вакуумирования пакетов. Воздух и пары из упаковки вытесняются инертным газом. Нагрев пленки в камере термоформирования осуществляется инфракрасными лучами. Готовые упаковки вырубаются из ленты блоком вырубки.
Имеется устройство для намотки отходов ленты. Машина обычно работает в одном режиме на упаковках одного формата. При переходе на упаковки другого формата требуется переналадка машины.
Машина «Меню-Пак» (ФРГ) линейного типа цикличного действия с пневмомеханическим приводом (рис. 192) предназначена для упаковки большого ассортимента продукции в полужесткие полимерные пакеты, полученные способом глубокой вытяжки.
Машина может быть использована для упаковки различных готовых блюд и их компонентов в горячем (до 100°С) состоянии, для чего предусмотрено устройство для вытеснения горячих паров из упаковки. На машине можно упаковывать также различные гастрономические товары под вакуумом, степень вакуумирования регулируется. Упаковка производится как в мягкую, так и в более жесткую пленку, способную выдерживать тепловую обработку продукта (пастеризацию, стерилизацию).
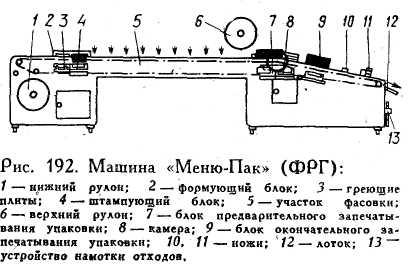
Подаваемая с нижнего рулона пленка, пройдя между контактными греющими плитами, поступает в формирующий блок для глубокой вытяжки. Пластифицированная пленка формируется в штампующем устройстве пневмомеханическим способом. В рабочей зоне продукт вручную укладывают в сформованные ячеи. С обеих сторон рабочего полотна транспортера имеются места для двух укладчиц.
С верхнего рулона подается покровная пленка. В сварочном механизме происходит предварительное запечатывание упаковки, затем вытеснение газа или вакуумирование упаковки, которая перемещается к нагревателям для окончательной герметизации. Готовые упаковки вырезаются из ленты последовательно в поперечном и продольном направлениях. Готовые пакеты отводятся лотком, отходы пленки — специальным устройством.
Линия упаковки полуфабрикатов А1-ФЛР производительностью 200 кг/ч предназначена для нарезания, упаковки и взвешивания мелко-
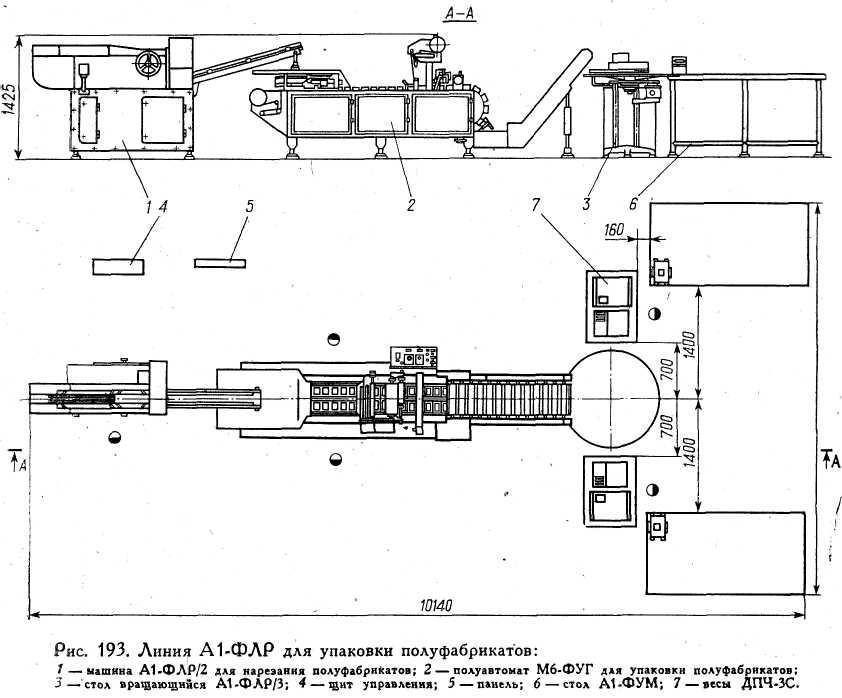
В состав линии (рис. 193) входят машина А1-ФЛР/2 для нарезания полуфабрикатов в комплекте с транспортером, полуавтомат Мб-ФУГ для упаковки полуфабрикатов, вращающийся стол, весы ДПЧ-ЗС, стол готовой продукции. Оборудование, комплектующее линию, может работать вне линии, автономно.
Сырье, предназначенное для обработки, направляется к машине для нарезания Полуфабрикатов А1-ФЛР/2 линейного горизонтального типа, которая выдает полуфабрикаты двух видов: порционные толщиной от 10 до 14 мм и мелкокусковые размерами 16x16; 5X11; 20x20 мм.
На подающий транспортер сырье укладывают вручную. Нарезание фабрикатов на порции производится механизмом порционирования. Для мелкокусковых устанавливаются соответствующие ножевые рамки.
Нарезанные полуфабрикаты подаются отводящим транспортером на стол упаковочного полуавтомата.
Упаковочный полуавтоматМ6-ФУГ двухлинейного горизонтального типа периодического действия упаковывает пирожки, сосиски, наборы для ухи, тушки порциями по 200—250 г и 250—350 г в фигурные пакеты, изготовляемые способом глубокой вытяжки из полиэтиленовой плёнки толщиной 0,12 мм с последующим запечатыванием дублированной полиэтилен-целлофановой пленкой марки ПЦ-2 толщиной 0,07 мм с нанесенным обезличенным непрерывным рисунком.
Основные узлы (рис. 194): транспортер, механизмы размотки формуемой. и покровной пленок, механизмы формирования и порционирования упаковок, отводящий транспортер.
Выполняемые технологические операции: вытяжка основания упаковки способом термопневматического формирования, ручная укладка продукта, запечатывание упаковки способом контактно-тепловой сварки прессованием, нарезание ленты упаковок в продольном и поперечном направлениях.
Базовой группой автомата является станина с формирующим транспортером, совершающим прерывистое движение; над транспортером смонтированы рабочие органы автомата.
Транспортер представляет собой 53 матрицы прямоугольного сечения, смонтированные на двух бесконечных втулочно-роликовых цепях. С рулонодержателя механизмом разматывания пленки подается лента упаковочного материала шириной 324 мм, которая покрывает движущиеся матрицы и перемещается вместе с ними.
Размотка формируемой пленки происходит следующим образом: в начале каждого нового цикла пленка зажимается валиком прижима, после чего механизм разматывания, поворачиваясь против часовой стрелки с помощью гидроцилиндра, вытягивает на определенную длину пленку с рулона и образует петлю. Далее разматыватель возвращается в исходное положение, оставляя свободной петлю пленки, подготовленную для протяжки пленки на один шаг. При протягивании пленки между матрицами транспортера и механизмом подогревания пленки происходит формирование фигурных пакетов в гнездах матриц сжатым воздухом.
Механизм подогревания формируемой пленки выполнен в виде рамы, к продольным стенкам которой прикреплен нагреватель, представляющий собой пластину с шестью керамическими электронагревателями, контакто-держательными планками и змеевиком с охлаждающей водой. Ниже нагревателя в пазах продольных стенок рамы подвижно установлен экран-пластина со змеевиком для охлаждающей воды. Назначение экрана — перекрытие теплового потока, поступающего от нагревателя на формуемую пленку во время остановки полуавтомата.
Механизм формирования пакетов имеет траверсу с формовочной головкой с двумя камерами, соединенными каналом с пневмосистемой полуавтомата. Формовочная головка охлаждается водой. Траверса по двум направляющим, закрепленным в станине, совершает возвратно-поступательное движение в вертикальном направлении.
На нижней траверсе, также перемещающейся в вертикальной плоскости, смонтирована опора для фиксации матриц транспортера в процессе формирования пакета.
В начале цикла формовочная головка поднята, нижняя траверса с опорой находятся в нижнем положении, пленка, нагретая до температуры 120°С, вместе с матрицами находится под. формовочной головкой. При работе вала нижняя траверса, соединенная с валом эксцентриковым механизмом, перемещается в верхнее положение, опора подпирает матрицы, а формовочная головка прижимает к матрице пленку. В образованное пространство между головкой и прижатой к матрице пленкой через отверстие подается сжатый воздух, который, раздувая пленку, отжимает ее к стенкам и дну гнезда матрицы.
Пленка принимает форму гнезда, после чего охлаждается водой, подаваемой в змеевики. После прекращения подачи воздуха формовочная головка верхней траверсой перемещается вверх, нижняя траверса с опорой возвращается
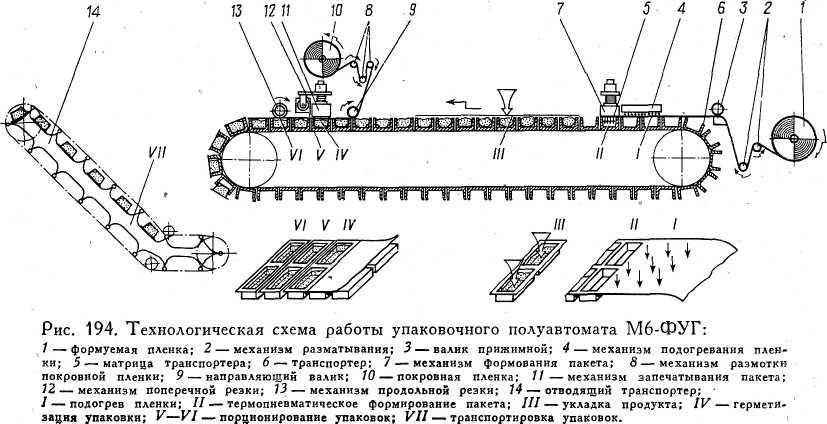
Механизм подачи покровной пленки по конструкции и принципу действия подобен механизму подачи формуемой пленки.
Запечатывание пакетов производится способом контактно-тепловой сварки прессованием. Сварочный шов — по периметру пакета. Механизм запечатывания пакетов по конструктивному исполнению подобен механизму формования с той разницей, что вместо формовочной головки он снабжен термозапечатывающей плитой, в которую вмонтированы трубчатые электронагреватели и термометр сопротивления, являющийся датчиком электрического автоматического регулятора температуры, установленный на пульте управления.
В процессе запечатывания пакета термозапечатывающая плита, нагретая до температуры 170°С, прижимает покровную пленку к кромкам фигурного пакета. При этом снизу матрицу транспортера подпирает опора нижней траверсы, находящейся в верхнем положении. Лен- . та заполненных запечатанных пакетов транспортером перемещается к механизму поперечной резки пакетов. В качестве режущего инструмента используется пластинчатый нож, закрепленный на планке. Механизм резки крепится к механизму запечатывания пакетов и перемещается в верхнее и нижнее положение совместно с ним. При ходе вниз механизма запечатывания планка механизма поперечной резки, опираясь на матрицу транспортера, прижимает пленку, а пластинчатый нож просекает ее между смежными матрицами. Продольный рез пакетов осуществляется механизмом продольного реза, основным рабочим органом которого служит непрерывно вращающийся дисковый нож. Порционированные упаковки при огибании транспортером матриц ведомой звездочки падают на транспортер готовых пакетов, имеющий горизонтальный участок для загрузки пакетов и наклонный для их отвода.
Полуавтомат обслуживают три человека. Отводящий транспортер упаковочного авто-мата направляет заполненные пакеты на вращающийся стол А1-ФЛР/3, откуда два весовщика по заданной предварительно на электронных весах ДПЧ-ЗС стоимости, соответствующей 1 кг полуфабриката, взвешивают пакет и получают чек с указанием массы и цены упакованного полуфабриката. Чек вручную наклеивают на пакет.
Электронные настольные весы ДПЧ-ЗС с цифровой индикацией и документированной регистрацией массы, цены и стоимости производительностью до 20 отвесов в минуту предназначены для взвешивания пищевых продуктов в пределах от 40 до 3000 г с погрешностью значения массы отдельных отвесов ±3 г, вычисления стоимости взвешенной дозы, документированной регистрации и цифровой индикации массы, цены и стоимости взвешенной дозы, а также для суммарного учета массы или стоимости продукта.
Основные узлы (рис. 195): весоизмеритель, цифропечатающее устройство, вторичный прибор, счетчик суммарного учета массы или стоимости.
Весоизмеритель включает рычажную систему с грузоприемной платформой, клавишный переключатель для задания цены за 1 кг и электросиловой преобразователь, служащий для преобразования усилия, создаваемого взвешиваемый продуктом, в электрический сигнал.
Вторичный, прибор выполнен в виде шкафа, в котором размещены блок питания и аппаратура для обработки данных, поступающих с весо-измерителя. Вторичный прибор также выдает соответствующую информацию на двустороннее световое табло весов и на цифропечатающее устройство.

Цифропечатающее устройство служит для печатания информации, поступающей со вторичного прибора, выдачи чека и Печатания значения массы, цены и стоимости на контрольной ленте. На отрезном чеке цифропечатающее устройство накатывает сменным клише наименование предприятия, номер весов, наименование продукта, а также дату, массу, стоимость. Весы обеспечивают диапазон устанавливаемых цен от 0 до 9 р. 99 к. Округление стоимости производится до 0,5 коп. в меньшую сторону, выше 0,5 коп. — в большую.
После взвешивания весовщики укладывают в ящики определенное количество пакетов, суммарный чек и закрывают ящик крышкой.
Габариты линии Al-ФЛР 10140Х4800Х1425 мм, масса 2872 кг. Установленная мощность электродвигателей 8,34 кВт, обслуживают ее пять человек.
Линия А1-ФУМ производительностью 30 упаковок в минуту предназначена для упаковки порционированных полуфабрикатов в пакеты из полимерных пленок с последующим взвешиванием упаковки на электронных весах с выдачей чека, на котором указаны масса порции, ее цена и цена 1 кг продукта.
В состав линии входят упаковочный автомат М6-ФУ2Г с отводящим транспортером, приемный стол А1-ФЛР/3, электронные весы ДПЧ-ЗС, нагреватель и стол.
Схемы работы линий А1-ФУМ и А1-ФЛР, описанной выше, подобны. Продукция, подлежащая упаковке, поступает на приемный стол упаковочного полуавтомата, который является модификацией полуавтомата М6-ФУГ.
Полуавтомат М6-ФУ2Г линейного горизонтального типа двухручьевой периодического действия обеспечивает упаковку кусковой рыбы массой по 500 г в фигурнке пакеты, образованные способом термопневматического формирования полиэтиленовой пленки толщиной 0,15— 0,03 мм, шириной 364 мм с последующим запечатыванием способом контактно-тепловой сварки комбинированной полиэтилен-целлофановой пленкой ПЦ-2 толщиной 0,07—0,01 мм, шириной 364 мм с нанесенным между полиэтиленом и целлофаном обезличенным непрерывным рекламным рисунком.
Привод полуавтомата М6-ФУ2Г комбинированный: пневмомеханический и электромеханический. Обслуживают его три человека.
Порции продукта, подлежащие упаковке, вручную снимают с приемного стола полуавтомата и укладывают в ячейки рабочего транспортера полуавтомата М6-ФУ2Г. Упакованные порции продукта отводящим транспортером направляются на вращающийся стол, рядом с которым размещены электронные весы ДПЧ-ЗС. На поворотном столе А1-ФЛР/3 установлена панель с розетками и клеммной коробкой, от которой осуществляется разводка проводов к электрическим аппаратам. Вся аппаратура, выполнена в пылевлагонепроницаемом исполнении. Управление столом осуществляется кнопочным постом, установленным на рабочем месте. Укладка упакованных порций на платформу весов для взвешивания и снятие взвешенных порций производятся вручную. Наклейка чека на взвешенную порцию продукции также ручная. Фасованные, упакованные и взвешенные порции с наклеенными чеками, на которых указаны масса, цена и другие реквизиты поступают на столы для укладки упаковки в транспортную тару для передачи на реализацию.
Установленная мощность электродвигателей 5,61 кВт.
МАШИНЫ ДЛЯ ГЕРМЕТИЗАЦИИ ПРЕДВАРИТЕЛЬНО ИЗГОТОВЛЕННЫХ ПАКЕТОВ С УЛОЖЕННЫМ В НИХ ПРОДУКТОМ
Машина «Дарвак-90Н» (Италия) линейного транспортерного типа цикличного действия (табл. 39) предназначена для упаковки под вакуумом рыбных и других пищевых продуктов, уложенных в предварительно изготовленные пакеты максимальной длиной 250 мм. Максимальная длина свариваемого шва 900 мм. За один цикл машина сваривает шесть пакетов размерами 130x250 мм или пять пакетов размерами 160X230 мм.
Основные узлы: ленточный транспортер, изготовленный из вакуумной резины, и вакуум-камера, внутри которой имеется нагреватель для сварки одного из швов пакета.
Пакеты с продуктом вручную укладывают на загрузочный транспортер, который имеет выступы для укладки горловины пакета. Транспортер, перемещаясь циклично, подает пакеты в камеру на позицию сварки. После опускания крышки камеры происходит вакуумирование пакета. После достижения заданного разрежения производится термоимпульсная сварка горловины пакета нагревателем, помещенным в камере. Готовые упаковки после подъема крышки выносятся из камеры транспортером. Средняя продолжительность цикла составляет 13 с.
Машина снабжена двухступенчатым вакуум-насосом, степень разрежения, сила импульса сварки, продолжительность сварки и охлаждений шва регулируются.
Машина «Супервак» (Италия) линейного транспортерного типа с вакуум-камерой предназначена для упаковки гастрономических товаров кусочками или ломтиками в пакеты размерами 100X150 мм под вакуумом или в среде инертного газа. Машина обеспечивает глубину разрежения в пакете до 99,8%. Длина свариваемого шва 680 мм.
По конструкции и принципу действия машины «Дарвак» и «Супервак» подобны.
Вакуум-упаковочная машина А1-ОПШ-3 камерного типа периодического действия предназначена для упаковки под вакуумом или в среде инертного газа пищевых продуктов, уложенных в предварительно изготовленные пакеты из полиэтилен-целлофановой пленки ПЦ-2. Высота продукта не должна превышать 50 мм. Пакеты в вакуум-камеру размером 740Х360Х70 мм укладывают вручную по три штуки.

Машина снабжена системой автоматической блокировки, контролирующей последовательность выполняемых операций и обеспечивающей требования техники безопасности. Предусмотрена возможность подачи в вакуум-камеру инертного газа. Специальный поддон с уложенными на него пакетами с продуктом вручную помещают в вакуум-камеру машины, смонтированную на верхней плоскости станины. Внутри вакуум-камеры установлен нагревательный элемент. Вакуум-камера состоит из двух частей — плиты и крышки, соединенной с плитой шарнирно. В верхней части крышки размещены клапаны сваривающего устройства, состоящие из мембраны и штоков с возвратными пружинами. Крышка вакуум-камеры соединена со штоком пневмоцилиндра двумя рычагами.
Пневмоцилиндр, предназначенный для открывания крышки вакуум-камеры, состоит из штока с поршнем, гильзы и торцевых крышек, одна из которых шарнирно укреплена на кронштейне, установленном на плите.
После нажатия кнопки «пуск» с помощью катушки магнита клапана крышка камеры опускается и камера сообщается с вакуум-системой. После достижения заданного разрежения в камере (не менее 96%) камера отсекается от вакуумной магистрали. Если предусмотрена упаковка в среде инертного газа, посредством электромагнитного клапана в камеру подается инертный газ; после достижения заданного давления газа клапан отсекает его подачу. Вслед за этим электроуправляемый клапан соединяет с атмосферой надмембранное пространство сваривающего устройства, сваривающая планка опускается, и производится термоимпульсная сварка горловин пакетов.
Планка сваривающего устройства, закреп, ленная на штоках вакуум-клапанов, снабжена нихромовой полосой для термоимпульсной сварки. Мощность импульса 2,0 кВт. Полоса изолирована от планки специальными прокладками. Изменение длины нихромовой полосы при ее нагреве компенсируется пружинами. Боковая резиновая прокладка, проложенная по всей длине планки, обеспечивает фиксацию горловины пакета во время сварки.
По окончании процесса сварки надмембранное пространство сваривающего устройства сообщается с вакуум-системой, и под действием пружин сваривающая шина поднимается. Далее камера автоматически сообщается с атмосферой, крышка поднимается, и поддон с запечатанными пакетами вручную удаляют из камеры.
Универсальная упаковочная машина конструкции ЭМЗ ВНИИМСа двухкамерного типа предназначена для упаковки под вакуумом или в атмосфере инертного газа различных гастрономических товаров в пленочные полимерные пакеты размерами 200X150 мм с заделкой горловины пакета способом термоимпульсной сварки. Максимальная высота упаковываемых продуктов 30 мм.
Основные узлы (рис. 197): вакуум-камеры, рабочий стол, сваривающее устройство, магистраль вакуум-системы, магистраль инертного газа, пневмосистема.
После включения двигателя вакуум-насоса и подачи сжатого воздуха в пневмосистему порция фасованного продукта в пакете укладывается на рабочий стол, при этом горловина пакета располагается над сваривающей шиной. В этом положении пакет фиксируется прижимной планкой. После закрытия крышки камеры вручную срабатывает микровыключатель и клапан ресивера вакуум-системы открывает воздухораспределитель, при этом под диафрагму сварочной шины подается сжатый воздух. Сварочная шина поднимается до упора в упругую подушку на крышке камеры, концы пакета сжимаются, в нагревательный элемент подается электрический импульс, и производится запечатывание пакета. После этого открывается электромагнитный клапан, через который атмосферный воздух поступает в камеру, охлаждая сварочные шины и сварной шов упаковки. После уравнивания давления воздуха снаружи и внутри камеры крышка ее открывается под действием пружины, присоединенной к рычагу. Перед закладыванием нового пакета оператор открывает фиксирующую планку, и ранее запечатанная упаковка соскальзывает вниз.
В период работы одной камеры другая камера подготавливается к работе. При упаковке
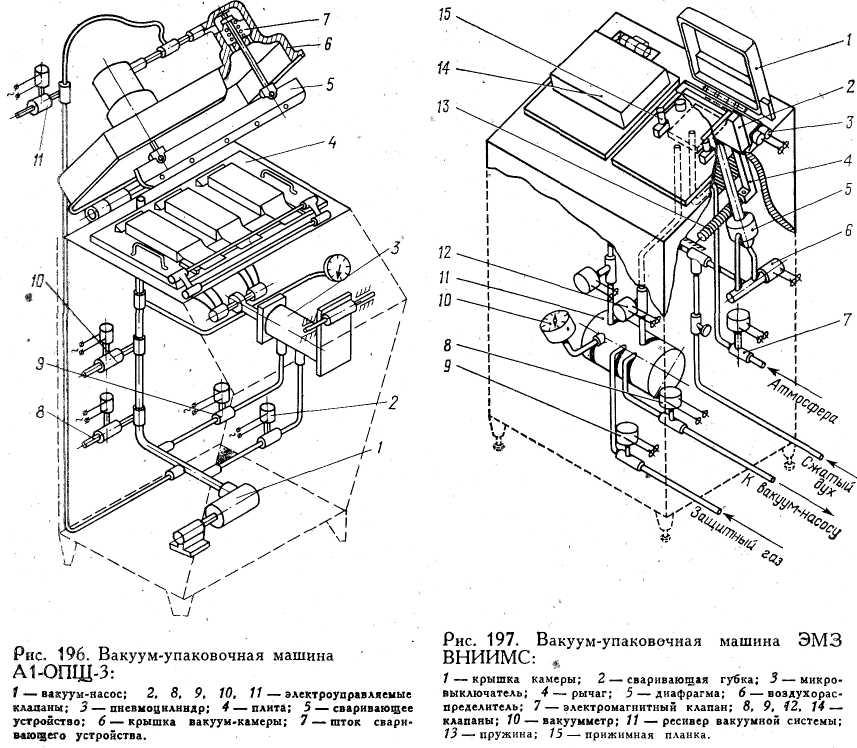
в среде инертного газа электроконтактный вакуумметр (после достижения заданного разрежения) закрывает вакуум-клапан и открывает газовый клапан, через который система заполняется защитным газом до заданного давления. Затем вся операция повторяется.
Машина А1-АУУ для упаковки сублимированных рыбных продуктов под вакуумом камерного типа периодического действия с последующим заполнением пакета инертным газом обеспечивают сварку плоских пакетов с продуктом, изготовленных из комбинированных полимерных пленок.
Основные узлы (рис. 198): станина, приемный стол, вакуум-камера, пневмосистема, стол выдачи готовых упаковок.
Выполняемые технологические операции: подача пакетов в полость камеры, вакуумирование пакетов, заполнение их инертным газом, герметизация пакетов, выдача пакетов из машины.
Пакеты с уложенным в них продуктом вручную укладывают по четыре в ряд между направляющими перегородками наклонной части приемного стола до упора в ограничительную поперечную планку. При включении машины ограничительная планка поднимается и пакеты под действием собственной силы тяжести соскальзывают в вакуум-камеру, смонтированную на наклонной по отношению к горизонтальной плоскости несущей плите. Вакуум-камера объемом 25 л имеет крышку, автоматически открывающуюся и закрывающуюся с помощью пневмоцилиндров, подача воздуха в которые осуществляется посредством электромагнитного клапана. Ограничительная планка приемного стола и ограничительные упоры пакетов вакуум-камере также смонтированы на опорной наклонной плите и приводятся в возвратно-поступательное движение пневмоцилиндрами.
После заполнения камеры пакетами, подлежащими вакуумированию, крышка камеры закрывается, при этом перекрывается клапан, сообщающий камеру с атмосферой. Одновременно с опусканием крышки камеры ограничительная планка, пропустив в камеру порцию пакетов, возвращается в исходное положение, закрывая доступ в камеру следующей партии пакетов.
После достижения заданного разрежения клапан, сообщающий камеру с вакуум-системой, закрывается и открывается клапан подачи инертного газа. Максимальное разрежение, обеспечиваемое вакуум-системой, 99,8% при производительности вакуум-насоса 59 л/с.
После достижения в камере заданного остаточного давления инертного газа его подача в камеру автоматически прекращается и срабатывает сваривающее устройство, состоящее из верхнего и нижнего нагревателей. Верхний нагреватель установлен с внутренней стороны крышки вакуум-камеры, нижний крепится к штокам трех пневмоцилиндров, смонтированных под опорной плитой. Нагреватели представляют собой планки, на рабочих плоскостях которых закреплены нихромовые полосы, изолированные специальными прокладками. Изменение длины нихромовой полосы при ее нагреве компенсируется пружинами. С боковых сторон планок установлены подвижные секторы для распределения пакетов перед термоимпульсной сваркой горловин.
После прекращения подачи инертного газа выдвигается нижний нагреватель, прижимая горловину пакета к верхнему нагревателю. При достижении необходимого давления сжатия нагревателей на них подается напряжение на время, необходимое для сварки горловин пакетов. Через определенное время, требуемое для охлаждения шва, нижний нагреватель возвращается в нижнее положение, вакуум-камера сообщается с атмосферой, и автоматически поднимается крышка камеры. Нижние упоры вакуум-камеры возвращаются в исходное положение, и цикл повторяется.
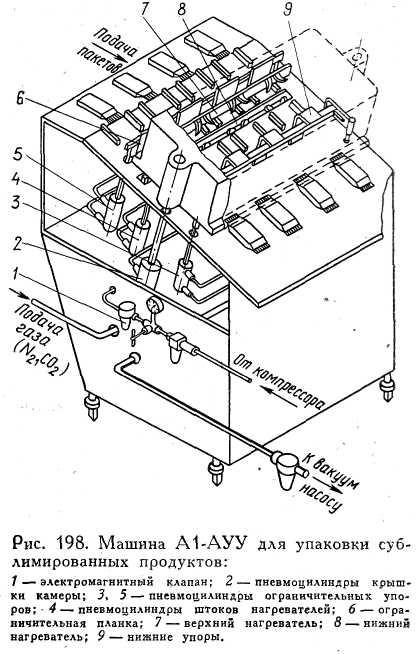
Установка А1-АЛУ камерного типа периодического действия предназначена для упаковки под вакуумом или при атмосферном давлении рыбопродуктов, уложенных предварительно в пакеты из полимерных пленок. Горловины пакетов заделывают ультразвуковой сваркой с помощью ультразвукового генератора мощностью 1,1 кВт с рабочей частотой 17,5—45 кГц.
Для создания разрежения в упаковочной камере установка комплектуется вакуум-насосом производительностью 18,3 л/с, обеспечивающим глубину разрежения в камере 98—99%. Разрежение в камере регулируется.
Основные узлы (рис. 199): вакуум-камера с крышкой, рама, механизм закрепления горловин пакетов, вакуум-система, маркировочное устройство, сварочная головка с механизмом передвижения, ультразвуковой генератор.
Пакеты с продуктом вручную укладывают на плиту вакуум-камеры объемом 28,4 л. Крышка камеры соединяется с плитой с помощью рычагов и поднимается за счет усилия пружин. Крышку опускают вручную. В крышке имеется окно, позволяющее наблюдать за пакетами в процессе вакуумирования. В крышку вмонтирована рейка, на которой располагается цифровыдавливающее устройство с электронагревателем.
Пакеты с продуктом укладывают так, чтобы горловины пакетов находились между упорной и прижимной планками, соединенными со штоками четырех мембранных' исполнительных механизмов. На прижимной планке имеется поворотная пластина для закрепления углов горловины пакетов.
Нажатием кнопки на щитке управления включается вакуумный насос, и вручную закрывается крышка вакуумной камеры. При этом открывается вентиль и вакуум-камера сообщается с вакуум-насосом. При достижении заданной глубины разрежения в камере срабатывает электроконтактный вакуумметр, который замыкает свой контакт и дает импульс на одновременное включение клапанов, подключающих верхние полости мембранных исполнительных механизмов к вакуум-насосу, а нижние сообщаются с атмосферой. Штанги мембранных исполнительных механизмов поднимаются кверху, и прижимное устройство пережимает горловины пакетов.
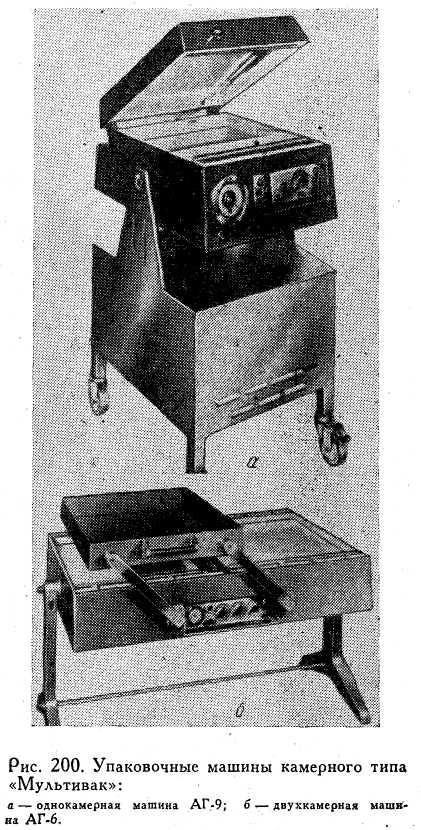
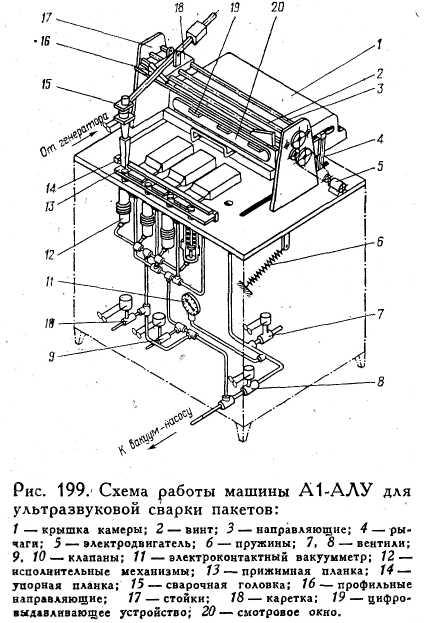
В этот момент цифровыдавливающее устройство прижимается к пакетам и наносит на них маркировку. После этого вентиль, сообщающий камеру с вакуум-системой, перекрывается и открывается вентиль, который сообщает камеру с атмосферой.
Как только давление внутри и снаружи камеры уравняется, крышка камеры под действием пружины откидывается и срабатывает механизм передвижения сварочной головки. Механизм состоит из каретки, передвигающейся с помощью винта по двум направляющим. К каретке крепится рычаг, несущий сварочную головку. Направляющие и винт закреплены в стойках. Вращение винта передается от электродвигателя через клиноременную передачу и шестеренчатую пару.
Рычаг головки может поворачиваться в подшипниках и поднимать сварочную головку при подходе ее к крайним положениям с помощью профильных направляющих и скользящего по ним ролика. На стойках установлены концевые выключатели, отключающие электродвигатель в крайних положениях каретки.
Одновременно с движением каретки с ультразвукового генератора подаются высокочастотные колебания, и сварочный инструмент производит сварку горловины пакетов. В крайнем положении каретка останавливается. При этом клапаны не отключаются. Нижние полости мембранных механизмов сообщаются с вакуумным насосом, а верхние — с атмосферой. Штоки опускаются, и прижимное устройство освобождает горловины сваренных пакетов. Затем цикл повторяется.
Полуавтоматические машины «Мультивак» камерного типа цикличного действия применяются для упаковки в предварительно изготовленные пакеты рыбы, а также кулинарных изделий из нее с гарнирами. На машине можно упаковывать порционные блюда на две, пять, десять персон.
Машины имеют одну или две камеры (рис. 200). Пакеты с продуктом укладывают в машину вручную. В камере производится ваку-умирование пакетов, возможно заполнение их инертным газом, термосварка горловины пакетов и их запечатывание. После открытия крышки камеры упаковки вручную извлекают из машины. Машины камерного типа в зависимости от размера камеры имеют несколько типоразмеров.
Для упаковки блюд с соусами камера может быть наклонена, чтобы жидкие компоненты не выливались. Упакованные продукты направляются в холодильник или в морозильные установки для низкотемпературного замораживания.
Для упаковки продуктов разных размеров в одной и той же камере имеется комплект наборных пластин. Время вакуумирования, термоимпульсной сварки и степень разрежения регулируются. Технические характеристики полуавтоматических машин «Мультивак» камерного типа приведены в табл. 40.
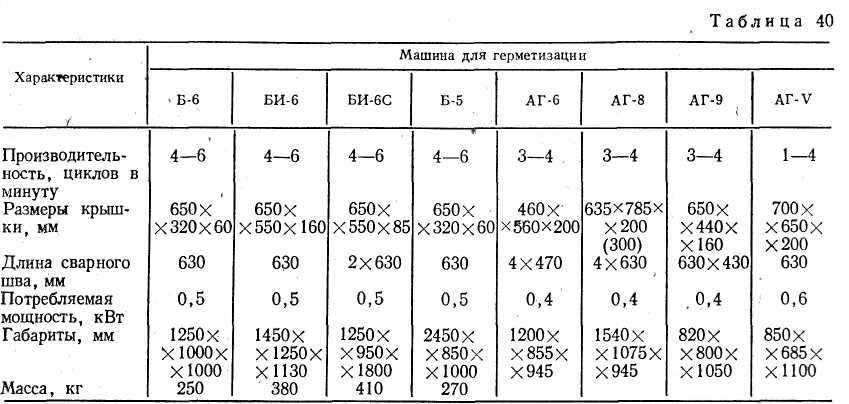
МАШИНЫ ДЛЯ ЗАПЕЧАТЫВАНИЯ ПОЛИМЕРНЫХ ПАКЕТОВ
Аппарат для термоимпульсной сварки и вакуумирования полимерных вкладышей конструкции Техрыбпрома (табл.41) предназначен для вакуумирования и заварки полимерных вкладышей (мешков), заполненных рыбой и уложенных в сухотарные бочки или ящики. Он устанавливается в линиях уборки сельди на судах и береговых предприятиях.
Аппарат периодического действия обеспечивает сварку пленок из термопластических материалов: полиэтилена, полиэтилен-целлофана, поливинилхлорида толщиной 0,25 мм; размеры свариваемого шва 860X3 мм. Основные узлы: основание с валом в подшипниках, на котором смонтированы вилка и педаль, механизм смыкания, транспортер, электронные реле, кронштейн со сварочной головкой, механизм вакуумирования.
После включения пакетного переключателя бочка устанавливается на ролики основания аппарата, ящики — на ролики верхней платформы. Высота платформы регулируется с помощью телескопической трубы, соединяющей кронштейн со сварочной головкой с основанием. Верхние кромки вкладыша пропускают между сварочными элементами. Сварочный элемент выполнен в виде металлической рейки с наклеенной изоляционной прокладкой и специальными коробками, имеющими натягивающие и контактные устройства.
После нажатия на педаль раскрываются сварочные губки и зажимается свариваемый вкладыш, предварительно правая сторона вкладыша надевается на иглу вакуум-отсоса. Основной частью механизма смыкания сварочных губок является пружина, уложенная в обойму. Сила давления пружины на сварочный элемент регулируется. Сила прижатия пленки к сварочному элементу регулируется маховиком, расположенным на верхней панели аппарата.
С помощью реле времени устанавливается величина термоимпульса, которая зависит от вида свариваемого материала, его толщины и других свойств. Максимальная длительность термоимпульса 10 с. Продолжительность охлаждения сварного шва устанавливается с помощью реле времени.
Механизм вакуумирования представляет собой трубку с прорезью для прохождения рукоятки, предназначенной для подъема и опускания иглы. Вакуумная станция устанавливается отдельно от аппарата и соединяется с ним гибким шлангом. После сварки горловины вкладыша бочка или ящик удаляется из зоны сварки.
Аппарат работает в двух режимах: автоматическом и кнопочном. При работе в автоматическом режиме включение сварочных элементов и вакуум-насоса сблокировано. При работе в кнопочном режиме осуществляется включение только сварочных элементов или только вакуум-насоса.
Продолжительность цикла сварки 12—15 с, сварки и вакуумирования 12—-45 с.
Полуавтомат ИКП-601 линейного транспортерного типа цикличного действия предназначен для вакуумирования и сварки полимерных вкладышей из термопластичных материалов (полиэтилен, полиэтилен-целлофан и др.), заполненных сельдью и уложенных в ящики. Толщина обрабатываемой пленки 0,15 мм, длина, сварного шва бесконечная, ширина 6 мм. Давление при сварке регулируется. Полуавтомат устанавливается на береговых предприятиях и плавбазах в цехах приготовления сельди прерванного посола.
Основные узлы (рис. 201): станина, внутри которой размещены привод полуавтомата, вакуумная станция и электрооборудование; рабочая головка, укрепленная в верхней части станины, транспортер подачи ящиков, смонтированный в нижней части станины.
В рабочей головке размещены устройство для вакуумирования вкладышей, сварочное устройство, транспортер подачи вкладышей, устройство обжима иглы, механизм разведения пленки, регулятор режима вакуумирования: Рабочая головка вручную или с помощью механизма подъема может перемещаться в вертикальной плоскости по направляющим станины, что позволяет настраивать полуавтомат на разную высоту ящиков. Максимальная высота подъема рабочей головки 150 мм.
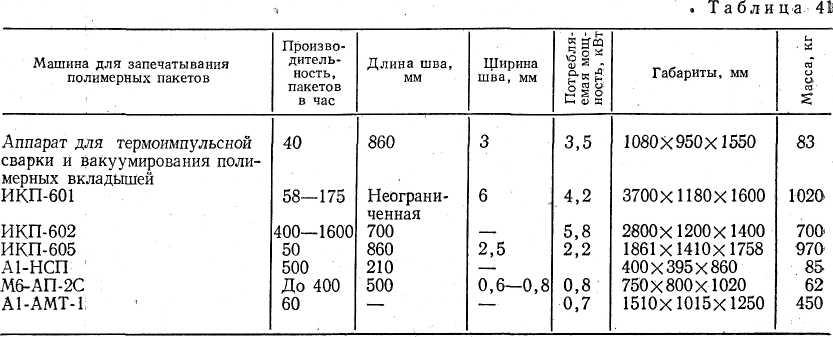
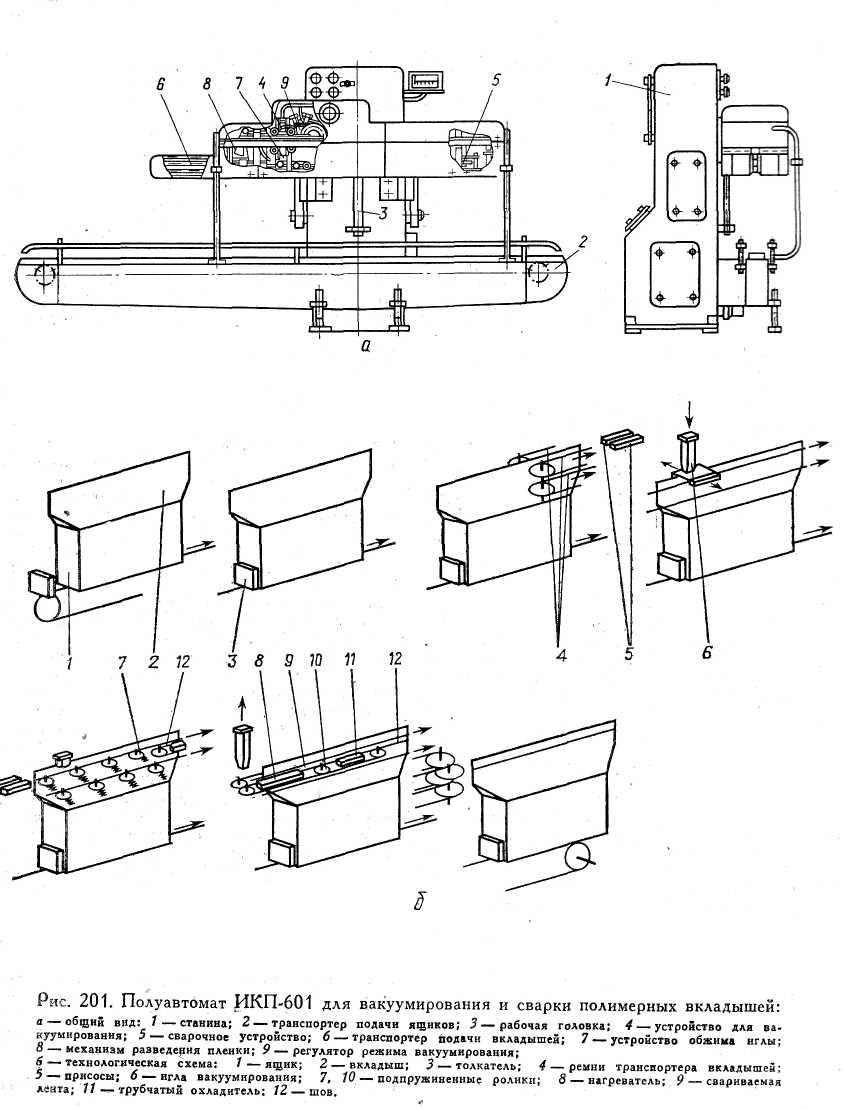
На транспортер устанавливается ящик с уложенным в него полимерным вкладышем, заполненным сельдью. Ящик захватывается толкателем транспортера подачи ящиков. Верхнюю часть вкладыша расправляют и вручную заводят между клиновыми ремнями транспортера подачи вкладышей. Ящик с вкладышем транспортируется к механизму разведения пленки с помощью вакуум-присосов.
Механизм разведения пленки имеет две неподвижные цилиндрические направляющие, укрепленные в неподвижной раме, вдоль которых возвратно-поступательно перемещается направляющий цилиндр, который кронштейном связан с кронштейном вакуум-присосов. Кронштейн перемещается по пазу неподвижной рамы в горизонтальной плоскости. Возвратно-поступательное движение направляющему цилиндру сообщается реечным механизмом. В разведенный вкладыш вводится игла вакуумирования. Во избежание потерь вакуума клиновые ремни в зоне вакуумирования поджимаются подпружиненными роликами. После вакуумирования вкладыш проходит через сварочное устройство, в котором производятся разогрев пленки через свариваемую ленту, формирование шва подпружиненными роликами, охлаждение шва трубчатым охладителем. Мощность нагревательных элементов составляет 0,5 кВт. Ящик с отвакуумированным и заваренным вкладышем выводится из полуавтомата. Работа всех механизмов и устройств полуавтомата осуществляется от общего привода, состоящего из электродвигателя, вариатора и двух червячных редукторов.
Вакуум в присосах создается водокольцевым вакуум-насосом производительностью 40 м3/ч. Электрическая схема полуавтомата предусматривает индивидуальное включение электродвигателей и нагревателей. Температура нагревательных элементов регулируется электроконтактным регулирующим милливольтметром, работающим в комплекте с термопарой. Обслуживает полуавтомат один человек.
Упаковочная машина ИКП-602 предназначена для сварки в вакууме и без вакуума пакетов из полимерных пленок толщиной до 0,15 мм, заполненных рыбными продуктами, размеры которых не превышают 380X700X70 мм.
Основные узлы: рабочие столы, вакуум-головка, привод, кассета, толкатель, система клапанов. В отличие от машины ИКП-601 машина ИКП-602 имеет наклонный стол, что позволяет производить упаковку с жидким консервантом; может осуществлять упаковку без вакуума; имеет специальную загрузочную камеру для ускорения цикла загрузки и выгрузки пакетов.
В загруженную на приемный стол кассету укладывают пакеты в два ряда (без жидкого консерванта) или в один ряд (с жидким консервантом). Кассета толкателем подается под вакуум-головку, находящуюся в верхнем положении. Вакуум-головка периодически поднимается над приемным столом с помощью пневмоцилиндра, приводимого в движение от кулачкового вала.
Вакуум-головка опускается на стол, где находится кассета, создавая герметичное пространство, которое системой клапанов соединяется с вакуум-насосом. Степень разрежения регулируется. После достижения заданного разрежения с помощью системы клапанов подается команда на включение верхних нагревательных планок и подъема нижних планок, при контакте которых с пакетом происходит термосварка. Время сварки устанавливается датчиком. После сварки нижние сварочные планки опускаются в исходное положение, вакуум-головка через систему клапанов сообщается с атмосферой и поднимается в исходное положение. Далее цикл повторяется. Выталкивание кассеты, находящейся под вакуум-головкой, осуществляется кассетой, направляемой к головке толкателем.
При работе без вакуумирования клапаны вакуум-головки отключены и головка работает как сварочная. При работе с продуктом, залитым жидким консервантом, стол наклоняется до 30° к горизонту с помощью маховика, винтовой передачи и системы рычагов.
Машина может работать как в автоматическом, так и в местном (наладочном) режиме, обслуживают ее два человека.
Машина ИКП-605 предназначена для герметизации полимерных вкладышей в деревянных бочках после упаковки тузлучной продукции и может быть использована для вакуумирования и сварки полимерных вкладышей при выпуске ящичной продукции.
Основные узлы: сварочная головка, главный привод, рольганг. На вакуумирование и герметизацию подают вкладыш с продуктом, уложенным в твердую тару. Тара вкатывается на приемные ролики рольганга машины. После включения привода рольганга тара перемещается к сварочной голойке и устанавливается под термогубками.
Рольганг отключается, подвижная губка отводится от неподвижной, натянутые кромки вкладыша заводят между губками и правый край вкладыша надевают на иглу вакуумирования. После отсоса воздуха вакуум отключа ют, выводят иглу из пакета и включают сварочные элементы.

Сварочная головка приводится в движение ножной педалью через систему рычагов и может перемещаться вверх по направляющим станины. Иглу вакуумирования можно вручную передвигать вверх и вниз в корпусе.
Машину обслуживает один человек.
Устройство А1-НСП цикличного действия с ручной подачей обрабатываемого изделия предназначено для изготовления пакетов из лавсан-полиэтиленовой, полиэтиленовой и полиэтилен-целлофановой пленки. Длина шва 210 мм.
Основные узлы (рис. 202): рулонодержатель и сварочное устройство для термоимпульсной сварки. Рулонодержатель представляет собой П-образный каркас с двумя роликами. В литом корпусе сварочного устройства смонтированы сварочный транспортер и реле времени нагревателей. Сварочное устройство снабжено прижимной планкой, управляемой от ножной педали.
Устройство работает в двух режимах: изготовление пакетов из пленки, поступающей с рулона в виде полурукава, и сварка горловин пакетов, заполненных продуктом. При работе в первом режиме пленку вручную протягивают с рулона, установленного на свободно вращающихся роликах, и подают под прижимную планку. Время импульса задается. Прижимная планка опускается на материал оператором при нажатии педали. При этом замыкается микропереключатель, обеспечивая подачу теплового импульса в нагревательный элемент. По истечении заданного времени импульса реле времени отключает питание нагревателя. После необходимой выдержки времени, равной двойной величине импульса, педаль отпускается, и прижимная планка поднимается, освобождая первый шов. Далее оператор протягивает пленку на необходимую ширину будущего пакета, и производится окончательная сварка.
При сварке горловины заполненного пакета оператор помещает горловину пакета под нагреватель. Процесс сварки аналогичен описанному выше. При необходимости сварка производится вручную с помощью рукоятки прижимной планки. При этом педаль и рычажные элементы могут быть демонтированы.
Машина М6-АП-2С предназначена для изготовления пакетов из полиэтилена и полиэтилен-целлофана, используемых для упаковки пищевых продуктов, и термоимпульсной сварки горловины пакетов.
Основные узлы (рис. 203): рама с рабочим столом, нижняя и верхняя сваривающие планки, ящик электрооборудования, рулонодержатель.
Горловину пакета укладывают на нижнюю сваривающую планку. При помощи педали опускают верхнюю планку и прижимают ее к нижней. Одновременно микропереключателем дается импульс для включения сварочного тока. Нагревательным элементом является нихромовая проволока диаметром 0,6—0,8 мм.
После прекращения импульса по сигналу лампы педаль отпускают. Под действием пружины верхняя планка поднимается, освобождая пакет. Длина свариваемого шва не превышает 500 мм, максимальная толщина свариваемого материала 125 мкм.
Машина А1-АМТ-1 предназначена для сварки ультразвуком полиэтиленовых вкладышей при упаковке сыпучих пылевидных продуктов (рыбная мука, рыбные суповые смеси) в крафт-мешки размерами 515ХЮ00 мм. Сварка производится непосредственно через бумажные слои крафт-мешка.
Основные узлы: рольганг, по которому передаются мешки, заполненные продуктом, механизм подачи сварочной головки с приводом, устройство для зажима мешка и генератор ультразвуковой частоты. Продолжительность заваривания вкладыша 20 с.
МАШИНЫ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИВ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ
Полуавтомат А1-ФУБ (табл. 42) линейного горизонтального типа прерывистого действия предназначен для упаковки порционных и мелкокусковых рыбных полуфабрикатов массой 0,5 и 1 кг, уложенных на лотки из полистирола или поливинилхлорида, в полимерную термоусадочную пленку. Он используется в составе линии производства и упаковки полуфабрикатов, а также самостоятельно.
Основные узлы (рис. 204): транспортер подачи лотков с продуктом, упаковочно-сварочное устройство, термоусадочная камера, шкаф с пультом управления.
Выполняемые технологические операции: подача лотков с предварительно уложенным продуктом, обертка лотка сверху и снизу полимерной пленкой с одновременной подачей- лотка в зону сварки, сварка пленки по четырем сторонам, размотка пленки с рулонов, отрезание сваренного пакета от полотна пленки, усадка пленки в усадочной камере под действием горячего воздуха, охлаждение упаковки, выдача упакованной продукции из машины.
Лотки с продуктом, уложенные вручную на стол загрузочного транспортера, перемещаются толкателями в зону сварки пленки. Упаковочно

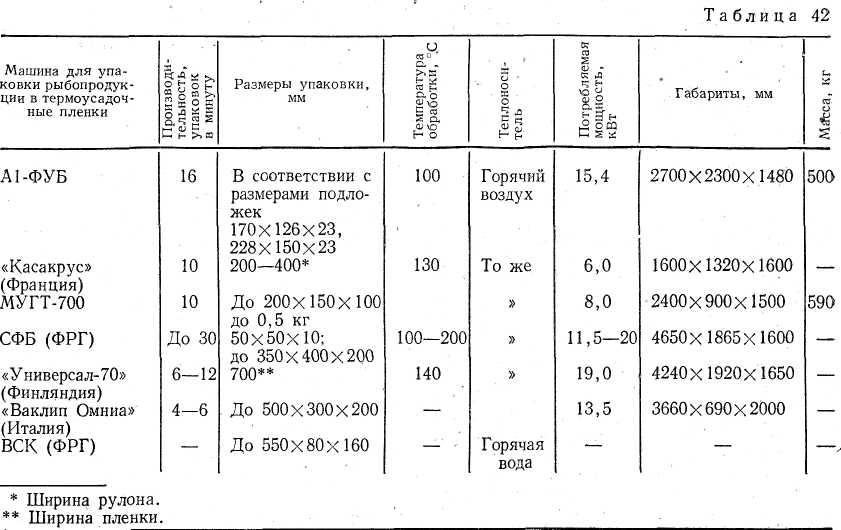
сварочное устройство, состоит из . нижнего и верхнего, бобинодержателей с направляющими роликами, и разматывающим устройством, механизма толкателя, лотков и зоны сварки, механизма сварки и прижима пленки к нагревательным элементам, механизма выталкивания лотков из зоны сварки, пневмопривода и механизма блокировки.
При нажатии лотка на контакт микропереключателя, установленного на транспортере, последний останавливается и включается привод толкателя, с помощью которого лоток проталкивается в зону сварки. Упаковочный материал подается с верхнего и нижнего рулонов. Лоток поступает между свободными торцевыми кромками, пленок, предварительно сваренными между собой. При дальнейшем движении лоток натягивает на себя пленку, протягивая ее с разматывающих устройств. При этом происходит обертка лотка с продуктом.
Пленка разматывается с помощью двух специальных рычажных механизмов, управляемых толкателем. Разматывающее устройство верхней бобины представляет собой систему рычагов, помещенных на общем валу. Сдвоенный двуплечий рычаг с тормозной колодкой, контактирующей с бобиной, несет на себе систему свободно вращающихся роликов и уравновешивающий груз, положение которого на рычаге регулируется. Разматывающее устройство нижней бобины имеет рычаги, сидящие на валу, тормозное устройство и механизм управления — периодически вращающийся кулачок со смонтированным на его торцевой части роликом.
Толкатель снабжен подпружиненным упором, который при движении толкателя взаимодействует с рычагом с тормозной колодкой. Тормозная колодка отклоняется от рулона, высвобождая верхнюю пленку. На рычаге смонтированы направляющие ролики, которые при отклонении рычага от рулона поднимаются, также высвобождая верхнюю пленку.
Нижняя пленка подается с рулона с помощью рычага с роликами, управляемыми копиром. При опускании рычага направляющие ролики, укрепленные на его плече, опускаясь вместе с рычагом, освобождают нижнюю пленку.
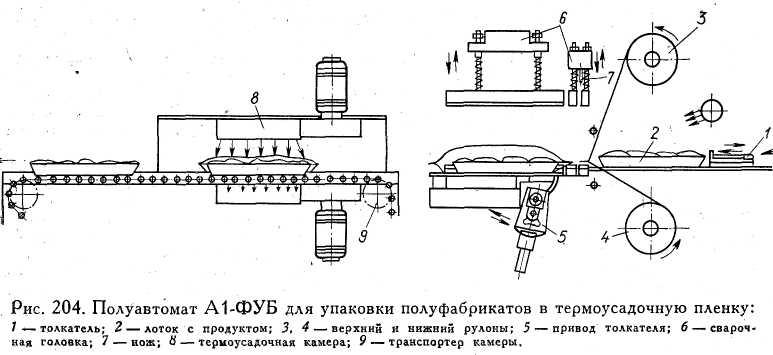
После освобождения контакта микропереключателя электромагнитный клапан, связанный с нижней полостью пневмоцилиндра, отключается и прижимы с поршнем под действием собственной силы тяжести опускаются на пленку, прижимая ее к нагревательным элементам. При опускании поршня тяга, связанная с рычагом толкателя, с помощью системы рычагов с копирами заставляет толкатель, закрепленный на рычаге, опуститься ниже уровня стола транспортера и пройти под лотком.
В момент опускания прижимов на планку включается электромагнитный клапан, связанный с верхней полостью пневмоцилиндра. В верхнюю полость подается сжатый воздух под давлением 0,4 МПа. Одновременно подается напряжение (импульс) на нагреватели механизма сварки продольных и поперечных швов.

Механизм сварки совмещен с механизмом резки и состоит из двух продольных и двух поперечных сварочных элементов, установленных стационарно, и подвижных подпружиненных прижимов, закрепленных на траверсе, соединенной с поршнем пневмоцилиндра. Между двумя поперечными нагревателями смонтирован нож. Положение прижимов и ножа относительно траверсы регулируется. После сварки прижимы остаются в нижнем положении до охлаждения шва.
По истечении заданного времени автоматически включается электромагнитный клапан, связанный с нижней полостью цилиндра, и отключается, клапан, связанный с верхней полостью. В нижнюю полость подается сжатый воздух, а верхняя сообщается с атмосферой. Поршень пневмоцилиндра поднимается, увлекая за собой прижим. Одновременно сталкивателем упаковка сталкивается на транспортер усадочной камеры.
Термоусадочная камера включает станину, транспортер с приводом, нижний и верхний блоки нагревателей, нижний и верхний вентиляторы с приводами. Воздух в камере нагревается ТЭНами, смонтированными в съемных коробках. Циркуляция воздуха осуществляется вентиляторами. Температура воздуха устанавливается до 180°С. Расход воздуха составляет до 40 л/мин.
В усадочной камере пленка сжимается и плотно обтягивает лоток с продуктом. Упакованный продукт транспортером выдается из полуавтомата. Привод полуавтомата осуществляется от нескольких двигателей.
Ширина используемой пленки 250 и 210 мм.
Полуавтомат входит в состав линии А1-ФЛУ по производству и упаковке натуральных полуфабрикатов в комплекте с автоматом А1-ФЛУ/1 для взвешивания и этикетирования упаковки.
Установка «Касакрус» (Франция) предназначена для упаковки в термоусадочную пленку разнообразных штучных пищевых продуктов — рыбы, мяса, фруктов, овощей и др.
Основные блоки установки (рис. 205): рабочий стол, два или три рулона с пленкой разной ширины для упаковки продуктов и изделий разного формата без смены рулона, туннель для усадки пленки. Продукт, предназначенный' для упаковки, укладывается на подложку и устанавливается на рабочий стол. Оператор натягивает на продукт пленку с одного из трех рулонов, отсекает нужную порцию пленки, натянутой вдоль рабочего стола горячей проволокой, и подгибает продольные и боковые кромки пленки под основание подложек. На столике с вмонтированными в него электрическими нагревателями оператор производит сварку кромок в основании подложки, далее упаковка транспортируется в усадочный туннель. Температура греющей плиты для сварки кромок упаковки 130°С.
Установка может быть укомплектована вращающимся круглым столом-накопителем для готовых упаковок перед операцией взвешивания. Стол разделен перегородками на три отделения для упаковок, различающихся по массе и цене. Стол поворачивается вручную. Высота стола регулируется до 600 мм. Диаметр стола в основании 1200 мм, в верхней части 1500 мм.
Линия ЛРГТ производительностью 700 упаковок в час предназначена для упаковки предварительно нарезанных гастрономических товаров в термоусадочную пленку отечественного производства толщиной до 40 мкм.
Выполняемые технологические операции: нарезание продукта на куски максимальных размеров 200X150X100 мм массой от 300 до 500 г, упаковка в термоусадочную пленку, взвешивание упакованного продукта, автоматическое определение стоимости товара по заданной цене и печатание этикетки, наклейка этикетки на автоматически поданный пакет. -
В состав линии входят (рис. 206) машина МРЗП для нарезания твердых продуктов, упаковочная машина МУГТ-700, взвешивающее устройство УВЭ-700. .
Продукт, предназначенный для упаковки, нарезается на резательной машине, работающей по принципу гильотинного ножа. Нарезанные куски складываются на промежуточном столе, затем вручную подаются в загрузочную ячейку упаковочной машины.
Машина МУГ Т-700 автоматически изготавливает пакет из двух пленок, подаваемых с двух рулонов, осуществляет сварку двух поперечных швов пакетов, усадку пленки в термокамере, выдает готовую упаковку из машины.
Основные узлы (рис. 207): каркас, механизм перемещения продукта, термокамера, механизм подачи продукта, конвейер, механизм сварки пакетов, верхний и нижний рулонодержатели, компрессор, пневмопанель, пульт управления. Привод механизма сварки пневматический.
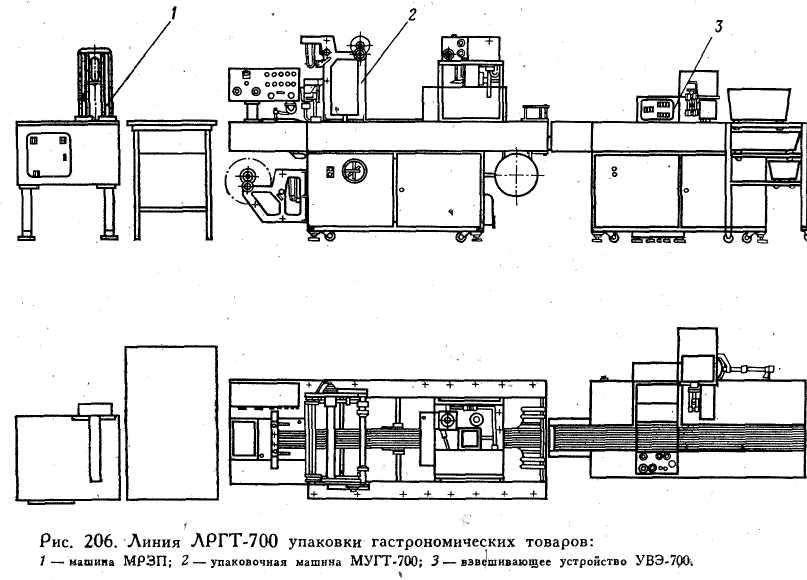
После сварки двух сторон пакета предусмотрено дополнительное формирование упаковки двумя пластинчатыми формирователями, совершающими встречное возвратно-поступательное движение и обжимающими торцы упаковки. Перемещение пакета с продуктом на позицию сварки и в термоусадочную камеру осуществляется с помощью шагающего конвейера от электромеханического привода.
Упакованный продукт автоматически передается на взвешивающую установку УВЭ-700, где определяются масса упакованного товара, его стоимость, печатается разовая этикетка с указанием цены за 1 кг, стоимости товара с упаковкой и даты. Этикетка автоматически наклеивается на пакет. Упакованный товар с этикеткой сбрасывается в подставленный контейнер. Печатающее устройство кроме разовой выдает групповую этикетку на заранее установленное количество порций с обозначением этого количества, суммарного веса, суммарной стоимости и даты.
Групповую этикетку приклеивают на контейнер вручную.
Производительность установки 700 взвешиваний в час. Пределы взвешивания от 40 до 3000 г с точностью ±3 г.
Линия ЛРФП-600 (рис. 208) производительностью 600—700 упаковок в час предназначена для упаковки в термоусадочную пленку разнообразных штучных продуктов, уложенных на подложку.
Линия создана на базе линии ЛРГТ-700 и в отличие от нее имеет механизм выдачи подложек размерами 200X150 мм вместо резательной машины, а также два рабочих стола и конвейер укладки продукта на подложку и подачи его в упаковочную машину МУГТ-700.
Обслуживают линию три человека.
Машина СФБ (ФРГ) цикличного действия предназначена для упаковки блоков консервных банок, туб, коробок с упакованным в них продуктом, штучных изделий. Машина группирует упаковки в штабель, обертывает его упаковочной пленкой, подаваемой с двух рулонов, сваривает два поперечных шва, отрезает порцию упаковочного материала и производит усадку пленки в усадочном туннеле под действием горячего воздуха.
Загрузка машины производится автоматически или полуавтоматически. Предназначенные для упаковки предметы группируются в блок на транспортере и толкателем направляются в зону сварки (рис. 209).
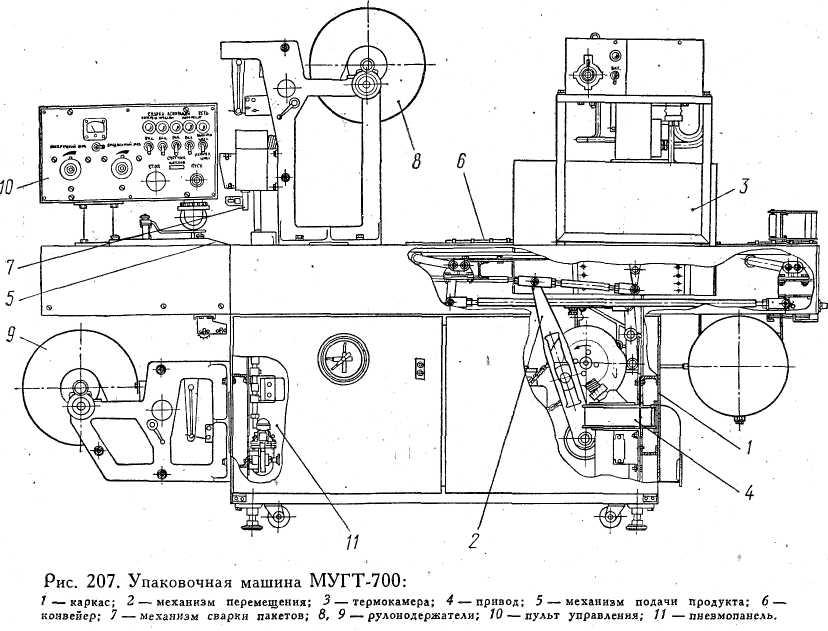
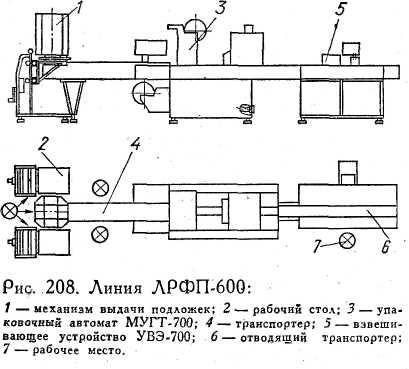
В усадочном туннеле продукт непрерывно перемещается транспортером. Теплоноситель — горячий воздух. Температура в туннеле регулируется в пределах от 90 до 220°С. Продолжительность нахождения продукта в туннеле регулируется изменением скорости транспортера от 0,17 до 0,85 м/мин.
Машина «Универсал-70» (Финляндия) цикличного действия горизонтального типа предназначена для групповой упаковки коробочек в блоках. На упаковочном столе коробочки формируются в блок, который сталкивается толкателем в петлю, образованную из ленты упаковочного материала.
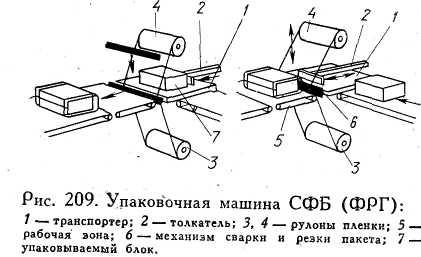
Ленточный нож, опускаясь в нижнее положение, отрезает порцию ленты.. Одновременно производится сварка поперечного шва. Далее продукт поступает в усадочную камеру, в которой при температуре 140°С происходит усадка пленки. Продолжительность нахождения продукта в камере 2—3 с. Температура в камере и продолжительность усадки регулируются. В качестве теплоносителя используется горячий воздух, нагреваемый калорифером.
Упаковочный агрегат «Ваклип Омниа» (Италия) используется для упаковки в пакеты, изготавливаемые из термоусадочной пленки, соленой, копченой рыбы и других продуктов.
Машина (рис. 210) включает упаковочный стол, камеру вакуумирования, промежуточный транспортер и камеру для усадки пленки.
Пакет натягивается на формующие планки, смонтированные на упаковочном столе. Продукт вручную сталкивают в раскрытый пакет, который направляется в вакуум-камеру, где после вакуумирования горловина пакета автоматически запечатывается металлической скрепкой. Промежуточный транспортер передает упаковку в ванну усадочной камеры. Усадка производится в горячей воде. Объем усадочной ванны 120 л. В качестве теплоносителя используется пар. Расход пара 24 кг/ч. Для подогрева воды могут быть установлены электронагреватели общей мощностью 12 кВт. Предусмотрено вытяжное устройство.
Размеры вакуум-камеры 500X300X200 мм. Ширина используемых пакетов от 200 до 385 мм. Потребляемая мощность (кроме нагревателей) 1,5 кВт.
Вакуум-камера может быть заменена вакуум-упаковочным станком, который состоит из рабочего стола для укладки продукта, вакуум-насадок, на которые вручную надевают
горловину пакета, и устройства для запечатывания горловины, пакета металлической скрепкой. Далее пакет проходит обработку по схеме, описанной выше.
Производительность станка 3—5 пакетов в минуту.
Упаковочный агрегат ВСК (ФРГ) предназначен для упаковки продуктов под вакуумом в пакеты из термоусадочной пленки. Принцип действия агрегата подобен описанному выше. На упаковочном столе пакет вручную 'заполняют продуктом и передают в вакуум-камеру, снабженную рабочей головкой для запечатывания горловины пакета металлической скрепкой. После достижения в пакете заданного разрежения камера автоматически открывается и пакет выгружается на роликовую дорожку, которая передает его в усадочную ванну, где под действием горячей воды в течение 2—3 с происходит усадка пленки. Готовый продукт автоматически выдается на рабочий стол или отводящий транспортер.
МАШИНЫ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ЭЛАСТИЧНУЮ ПОЛИМЕРНУЮ ПЛЕНКУ
Устройство фирмы «Касакрус» (Франция) (табл. 43) предназначено для упаковки рыбы и других продуктов, уложенных предварительно на специальные лотки, в вытягивающуюся пленку. Порцию пленки вручную вытягивают с рулона и отрезают нагретой проволокой. На формирующем столе продукт, уложенный на лоток из бумажной массы или полистирола, обтягивают пленкой, свободные края ленты подгибают под дно лотка и сваривают на нагревательном столике. Ширина пленки 200— 460 мм.
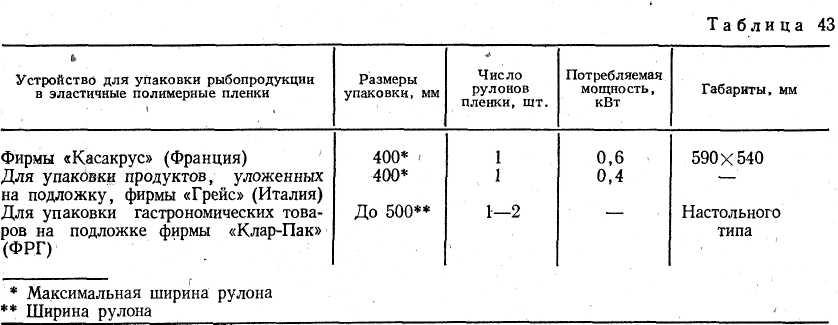
Лотки
могут иметь разнообразную форму и
размеры. Температура сварки при заделке
кромок
пленки около 130°С. Производительность
устройства
зависит от навыка оператора.
Устройство
для упаковки продуктов в эластичную
пленку фирмы «Грейс» (Италия)
(рис. 211) настольного
типа имеет одну бобину с упаковочной
пленкой. Температура сваривающей
плиты регулируется от 0 до 200°С.
Потребляемая мощность 0,4 кВт.
Приспособление может
быть выполнено с двумя и тремя рабочими
рулонами.
Модернизированное
упаковочное устройство
фирмы «Касакрус» (Франция)
имеет четыре одновременно
установленных рулона, укрепленных
на поворотном горизонтально расположенном
барабане. Устройство снабжено магазином
с четырьмя секциями, в котором находится
запас
подложек четырех типоразмеров.
Используется
пленка шириной от 200 до 460 мм.
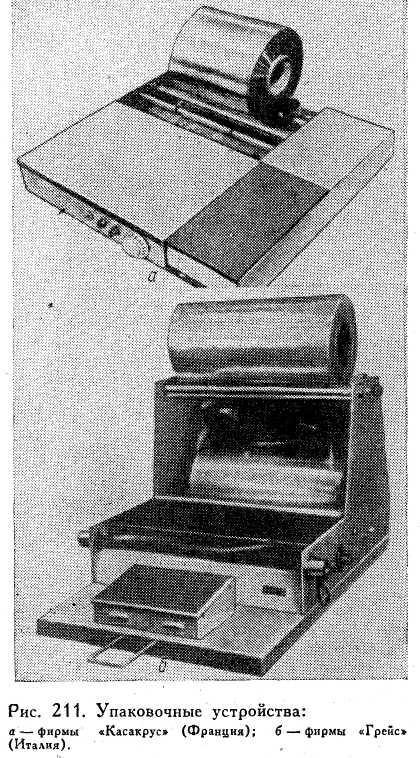
Упаковка продукта производится способом, описанным выше. Поверхность сварочного столика покрыта антиадгезионным покрытием, исключающим прилипание пленки. В стопкодержателях уложены подложки разного формата для рулонов разных типоразмеров.
Устройство фирмы «Клар-Пак» (ФРГ) (рис. 212) предназначено для упаковки блюд, уложенных в лотки, в растягивающуюся пленку без последующего запечатывания.
Устройство представляет собой два рулона пленки, смонтированных на одном кронштейне, и нож для отрезания пленки нужной длины. Пленку нужной длины вытягивают с рулона, покрывают ею тарелочку или лоток с продуктом и концы пленки заправляют под тарелочку или лоток. Продукты прямоугольной формы упаковывают по диагонали.
Для упаковки применяется пленка из полихлорвинила толщиной 0,012 высокой прочности, водо-, жиро- и газонепроницаемая, позволяющая сохранить аромат и вкус упакованного продукта.
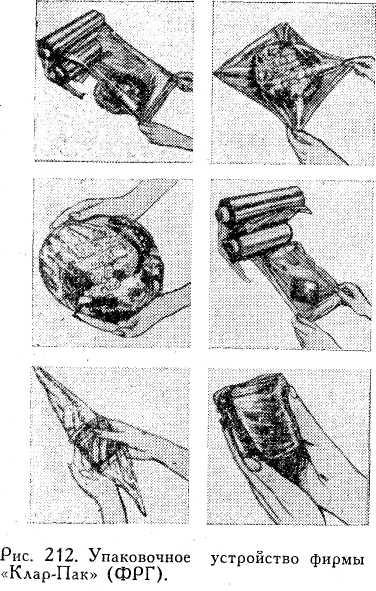
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ФОРМОВАННУЮ ПОЛИМЕРНУЮ ТАРУ
Машины этой группы используются для упаковки широкого ассортимента рыбной кулинарии: пастообразных, композиционных, твердых изделий, кусками, вторых блюд с гарнирами.
Упаковка производится в тару из полимерных материалов (полистирол, поливинилхлорид и др), из фольги и фольги с полимерным покрытием. В качестве покровного материала в основном применяется полипропилен.
Для упаковки рыбопродукции в формованную полимерную тару применяются автоматы (или автоматизированные линии), полуавтоматы и приспособления. Упаковочные автоматы могут работать на заранее отформованной таре. Полуавтоматы работают только на заранее отформованной таре.
Приспособления используются для запечатывания упаковки из заранее сформованной тары с предварительно уложенным в нее продуктом. Крышка для запечатывания может быть изготовлена на приспособлении в основном вырубкой ее из ленты рулонной покровной пленки или готовой подаваться в рабочую зону.
При использовании тары из алюминия крышка соединяется с банкой обжимом с помощью обжимных штампов или других обжимных приспособлений.
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ФОРМЫ ИЗ ПОЛИСТИРОЛА И ДРУГИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Автомат М6-ОРВ (табл. 44) горизонтального линейного типа периодического действия может быть использован для упаковки пастообразной рыбопродукции дозами по 250 и 500 г в прямоугольные коробки размерами 170Х110Х Х43 и 110X90X43 мм из ударопрочного полистирола толщиной 0,6—0,8 мм. Коробки изготавливаются автоматом способом термопневматического формования. В качестве покровного материала для запечатывания коробок используется фольга толщиной 0,05 мм и бумага толщиной 0,05—0,1 мм, ламинированные термосвариваемым полимерным материалом.
Выполняемые технологические операции: пневмомеханическое формование коробки из предварительно нагретой ленты полистирола, дозирование продукта, подача покровного материала, запечатывание способом контактно-тепловой сварки прессованием, вырубка готовой упаковки из ленты упаковочного материала, выдача готовых упаковок, намотка отходов пленки с одновременным ее протягиванием через исполнительные механизмы автомата.
Основные узлы (рис. 213): механизм формования коробок, механизм протягивания пленки, дозатор, сваривающая головка, вырубной штамп.
Упаковочная пленка, поставляемая в рулонах шириной 190 и 206 мм и диаметром до 500 мм, устанавливается на рулонодержателе автомата и подается к механизму формования. При этом поддерживающие ролики образуют петлю, создающую запас пленки для ее протягивания на один шаг. Нагреватели, смонтированные в верхней и нижней плитах, между которыми протягивается пленка, нагревают ее до пластичного состояния.


Нагретый участок пленки попадает в формующий сдвоенный штамп, где формуются одновременно две коробки. Нагреватели, матрицы и пуансоны штампов, смонтированные на плитах, приводятся в возвратно-поступательное движение в горизонтальной плоскости от пневмоцилиндров. Механизм формования коробки имеет пуансон пневмоформовки и пуансоны механической формовки коробок. Во время выстоя пленка зажимается штампом, пуансоны механического формования опускаются и выдавливают нагретую пленку в матрицы. Для калибровки коробки во внутреннее пространство пуансона, пневматического формования подается от компрессорной установки сжатый воздух. Отформованные коробки охлаждаются водой. Далее коробки поступают к дозатору и получают заданную дозу продукта. Дозатор устанавливается отдельно: дозирующая головка дозатора крепится кронштейном К раме автомата.
Дозатор состоит из бункера с двумя шнеками, дозирующего устройства, привода кулачка и дозирующей головки, которая соединяется с дозирующим устройством гибкими шлангами.
Дозирующее устройство представляет собой четырехцилиндровый блок, в цилиндрах которого перемещаются, поршни. К передней части цилиндрового блока крепится корпус крана дозатора, работой которого управляет кулачок.
Дозирующая головка состоит из четырех цилиндров, в которых перемещаются четыре поршня, приводимые в возвратно-поступательное движение пневмоцилиндром. Для равномерного заполнения коробок в каждую из. них продукт подается из двух цилиндров. Поршни служат для открывания и закрывания отверстий, через которые поступает продукт, и выталкивания продукта в коробку.
В дозирующее устройство продукт постоянно подается шнеками, которые забирают его из бункера. При движении поршней дозатора в крайнее заднее положение кран дозатора поворачивается в такое положение, что бункер соединяется с цилиндрами дозирующего устройства и цилиндры заполняются продуктом. После заполнения цилиндров кран поворачивается от кулачка и соединяет заполненные цилиндры с гибкими шлангами, через которые продукт подается в цилиндры дозирующей головки, откуда . порции поршнями выталкиваются в коробки.
Запечатывающая фольга разматывается с верхнего рулона и, проходя через поддерживающие ролики, образует петлю, создавая запас фольги для одного шага протягивания. Фольга накрывает коробку, которая попадает в сварочную головку под штамп запечатывания.
Когда пуансон и матрица штампа зажаты, пленка, находящаяся между нагревателями, нагревается до определенной температуры и производится контактная тепловая сварка крышки и коробки. Дальше фольга протягивается вместе с .упаковочной пленкой.
В следующей позиции заполненные коробки попадают в штамп, который предназначен для вырубки готовых пакетов из ленты упаковочного материала. Для выдачи готовых упаковок служит лоток. Трафарет (отходы пленки) наматывается на барабан с помощью механизма протягивания. Одновременно происходит протягивание упаковочной и покровной пленок на один шаг.
Все технологические операции осуществляются во время выстоя автомата. Рабочий цикл автомата складывается из двух этапов: первый — когда штампы формовки, запечатывания и вырубки зажаты. В это время происходит разматывание упаковочной и запечатывающей пленок, нагрев формуемой пленки, формование коробок, дозирование, запечатывание наполненных коробок, вырубка готовых упаковок. Второй этап — когда штампы открыты. В это время происходит протягивание формуемой и запечатывающей пленок и следовательно, готовых пакетов.
Привод автомата комбинированный: электромеханический и пневматический. Все основные рабочие механизмы автомата получают движение от пневмоцилиндров, которыми управляют воздухораспределители. В автомате использованы воздухораспределители, только с электропневматическим управлением. Электрический управляющий сигнал воздухораспределители получают' от командных выключателей, которые управляются кулачковым валом.
Автомат «Хассия» (ФРГ) линейного горизонтального типа цикличного действия предназначен для фасовки и упаковки пасто- и желеобразной продукции, например креветочного и селедочного масла, крилевой пасты, паштетов, дозами от 20 до 500 см3 в прямоугольные формы из полистирола, штампуемые на автомате. Крышка изготовляется из алюминиевой фольги с полимерным покрытием.
Выполняемые технологические операции: подача нижней пленки для формования основания упаковки, нагрев ленты и изготовление упаковки способом термопневматического формования, выдача дозы продукта, подача покровной пленки и герметизация упаковки способом контактно-тепловой сварки прессованием, вырубка упаковки из лент упаковочного материала, перемотка трафарета (отходов при вырубке) и одновременно протягивание лент упаковочного материала. По конструкции и технологической схеме работы автомат «Хассия» подобен автомату М6-ОРВ, описанному выше.
Упаковочная пленка разматывается с нижнего рулона и, проходя через поддерживающие ролики, образует петлю, создающую запас пленки дл5 протяжки на один шаг. Когда штампы зажаты, пленка, находящаяся между нагревателями механизма формования коробки, нагревается до определенной температуры. В следующем цикле, после протягивания пленки на один шаг, нагретый участок пленки попадает в штамп формовки, где с помощью сжатого воздуха, подаваемого от компрессора, формуются две коробки. Отформованные коробки охлаждаются специальным устройством и попадают под дозирующую головку, где заполняются продуктом.
Запечатывающая фольга разматывается с верхнего рулона, проходит через поддерживающие ролики, образует петлю, создавая запас фольги для одного шага протягивания, и попадает под штамп запечатывания, где сваривается с отформованной коробкой. Запечатанные коробки поступают под штамп вырубки, вырубаются из основного материала и лотком отводятся из машины. Оставшийся трафарет наматывается на барабан.
Автомат М6-АРФ карусельного типа цикличного действия предназначен для фасовки вязких пластичных продуктов в готовые стаканчики из ударопрочного полистирола порциями по 100, 150 и 200 г с точеюстью дозирования ±2%,
Выполняемые технологические операции: выдача стаканчиков, заполнение продуктом, выдача вкладыша, крышки, наклеивание этикетки на крышку. Основные узлы: станина с приводом, механизм выдачи стаканчиков, карусель, дозатор, механизмы подачи крышек, вкладышей, клея, транспортер.
Все исполнительные механизмы автомата смонтированы вокруг карусельного стола с восемью гнездами, расположенными равномерно по окружности. Готовые стаканчики, сложенные стопой, один в другой, закладываются в кассету для стаканчиков, откуда с помощью вакуум-присоса отделяются друг от друга и по одному вставляются в гнездо карусельного стола (рис. 214). Отсекатели кассеты в момент отделения стаканчика разомкнуты столько времени, сколько необходимо для прохождения вниз только одного стаканчика.
Рычаг блокировки двумя щупами опускается на поверхность карусельного стола, проверяет наличие в гнезде стаканчика и пуансоном с цифрами делает оттиск даты на его дне. При отсутствии в гнезде стаканчика срабатывают контакты блокировочного реле и автомат останавливается.
Продукт из бункера подается мерной камерой через кран в стаканчик. Вакуумный захват снимает с матрицы вырубного штампа, встроенного в машину, круглый вкладыш из ленты алюминиевой фольги и укладывает в стаканчик. При этом поверхность продукта разравнивается. Фольга подается под штамп с рулона.
Готовые крышки, сложенные стопой, закладываются в кассету для крышек. Вакуум-присос отделяет крышку от стопы, протаскивая ее через отсекатели, и, повернувшись на 180° при движении вниз, надевает на стаканчик. Буртик стаканчика совместно с буртиком крышки образует замок, удерживающий крышку. На верхнюю плоскость крышки клеевой лапкой в четырех точках наносится клей.
Готовые бумажные этикетки, сложенные стопой, закладывают в кассету для этикеток. Вакуум-присос отделяет этикетку от общей стопы, протаскивает ее через игольчатые отсекатели и, развернувшись при движении вниз на 180°, накладывает ее на верхнюю плоскость крышки.
Укупоренные стаканчики выталкивателем поднимаются вверх выше плоскости карусели стола и съемником подаются на транспортер, отводящий их от автомата. Все операции выполняются последовательно во время выстоя карусельного стола, который поворачивается на 45° после выполнения каждой операции.
Все рабочие органы автомата получают привод от электродвигателя через вариатор и кулачковые механизмы. Разрежение обеспечивается вакуум-насосом ВН-2МГ, входящим в комплект поставки автомата. Автомат обслуживают два человека.
Машина ТПБ-2 линейного горизонтального типа цикличного действия предназначена для закрывания заполненных рыбопродукцией круглых, прямоугольных и овальных банок из полиэтилена, поливинилхлорида, полистирола и других полимерных материалов крышкой или по кровной пленкой из поливинилхлорида или ламинированной фольги способом термосварки. Режим сварки обеспечивает прочность шва при суммарной толщине крышки и пленки от 0,2 до 2 мм даже при наличии на свариваемых поверхностях жира, солевого раствора, кусочков рыбной ткани.
Основные узлы (рис. 215): станина, привод, транспортер, сварочно-вырубная головка, устройство перемотки пленки.
Машина представляет собой горизонтальный транспортер с гнездами, выполненными по форме банки, над которым смонтированы рулонодержатели для пленок, сварочная и вырубная головки.
Банки с продуктом поочередно укладываются в гнезда транспортера и транспортируются к исполнительным механизмам. Поворотом мальтийского креста транспортер перемещается на один шаг. При работе с готовыми крышками ими вручную накрывают банки.
Транспортер состоит из двух бесконечных сменных (для банок разной формы) цепей; матрицы, закрепленные на цепях и имеющие по два гнезда для банок, выполнены из текстолита. Во время транспортирования банки накрываются покровной пленкой и поступают под сварочно-вырубную головку. Сварочно-вырубная головка имеет два нагревателя со сваривающими элементами, приваривающими как покровную пленку, так и крышки, сваривающие элементы заменяются только при переходе на работу с банками другой конфигурации. Для свободного доступа к сваривающим элементам головка может быть откинута на 90° и зафиксирована в этом положении. Температура (200—300°С) и продолжительность контактно-тепловой сварки прессованием по периметру банки (1— 7 с) поддерживается автоматически. Прижим пленки или крышки к банке по всей свариваемой поверхности осуществляется нажимным устройством головки.
Пря укупоривании пленкой на траверсе сварочно-вырубной головки устанавливаются вырубные устройства с игольчатыми ножами замкнутого различного контура в зависимости от конфигурации банки. Траверса и транспортер установлены и отрегулированы таким образом, что при перемещении транспортера на один шаг они останавливаются и фиксирующими штырями центрируются с нагревателями, причем опускание траверсы, осуществляемое под действием кулачковых механизмов, начинается еще до остановки транспортеров. Центрирующие штыри центрируют также матрицу с банками с вырубным устройством.
После вырубки банки из пленки остатки пленки наматываются на приемный рулонодержатель, а банки с приваренными крышками попадают под ролик, охлаждающий сварочный шов. Устройство перемотки пленки, установленное в верхней части станины, имеет две бобины — загрузочную и приемную. Ведущей является приемная бобина, которая получает вращение от индивидуального электродвигателя и редуктора.
Загрузочная бобина несет лавсановую пленку, которая служит прокладочным материалом
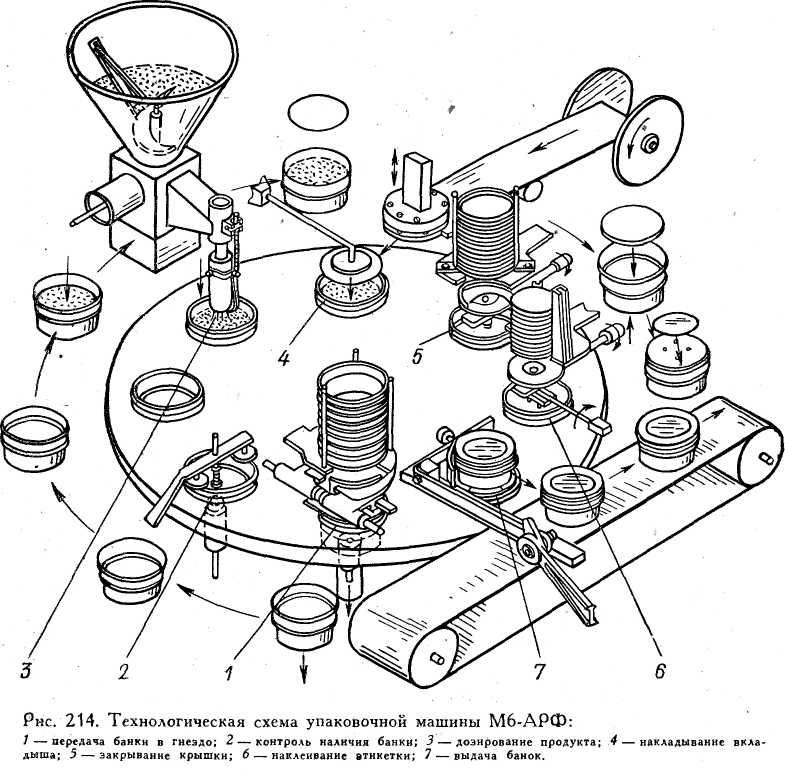

При опускании траверсы со сварочно-вырубной головкой электродвигатель перемотки пленки отключается, кулиса зажимает пленку и перемещает ее в направлении, противоположном подаче. Провисший участок пленки подтягивается подвижной направляющей с помощью пружины кручения на ведомую загрузочную бобину. Возврат пленки производится после укупорки каждой банки. Величина возврата устанавливается по шкале. При дальнейшем движении транспортера толкатели выталкивают укупоренные банки из матриц.
Машину обслуживают два человека.
Машины Н1-ИУА и Н1-ИУБ для укупоривания полимерной тары производительностью 10, 15, 20 банок в минуту являются модификациями машины ТПБ-2 и предназначены для герметизации прямоугольной банки размерами 110X90X40 мм и круглой диаметром 112 мм (высота 27 мм) крышками или покровными пленками способом контактно-тепловой сварки. В отличие от машины ТПБ-2 в машинах Ш-ИУБ и Н1-ИУА сварочные и вырубные головки не совмещены. Друг от друга машины отличаются конфигурацией матриц, сваривающих" элементов и ножей.
Машина Н1-ИУА работает в составе комплексно-механизированной линии производства заливных из рыбы, Н1-ИУБ—в составе линии ИТЛ-97 производства пресервов.
Основные узлы машин Н1-ИУА и Н1-ИУБ (рис. 216): станина, электропривод, несущий транспортер, сварочная головка, вырубная головка, механизм намотки пленки.
Заполненная продуктом банка матрицей транспортера периодического действия подается под нагреватель сварочного устройства, которое прижимает покровную пленку к буртику банки и сваривает их. Укупоренная банка подается под охладитель, а затем под вырубное устройство, где она вырубается из ленты. Банка выталкивается на лоток, отработанная пленка наматывается на приемную бобину и удаляется. Принцип работы основных узлов машин аналогичен принципу работы узлов машины ТПБ-2 за исключением узлов вырубки и намотки отработанной пленки.
Вырубная головка смонтирована отдельно от сварочной и приводится в движение эксцентриковым механизмом. Вырубка в зоне сварного шва в машине Н1-ИУА происходит одновременно по контуру банки и покровной пленки. В качестве покровной пленки используется алюминиевая фольга, кашированная пленкой того же состава, что и материал банки (поливниилхлорид).
Режим сварки регулируется: продолжительность сварки — в пределах 0,8—1,0 с, усилие прижима пленки — по всей свариваемой поверхности, температура сварки — от 200 до 300°С.
Упаковочный автомат «Баадер-829» (ФРГ) (рис. 217) цикличного действия предназначен для укладки готовых блюд со сложным гарниром в двух- н трехсекционные готовые лотки из полистирола или другого полимерного материала н термозапечатывания лотков фольгой с полимерным покрытием или полимерной пленкой. Лотки четырех типоразмеров уложены в магазинах-накопителях на вращающемся столе. Лоток автоматически подается на участок наполнения. Наполнение продуктом и другие технологические операции производятся во время выстоя транспортера. Твердые компоненты укладывают вручную, для гарниров и подлив могут быть установлены дозаторы. Движущиеся лотки с продуктом накрываются пленкой, подаваемой с рулона. Далее производится термосварка прессованием и вырубка упаковки из ленты. Готовая упаковка нижними толкателями выталкивается из вырубного устройства, передается на столик готовых упаковок и далее на замораживание или термообработку.
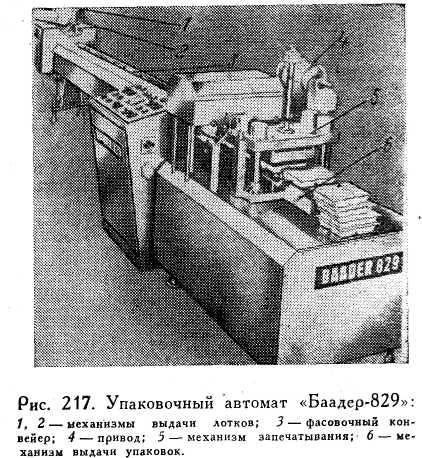
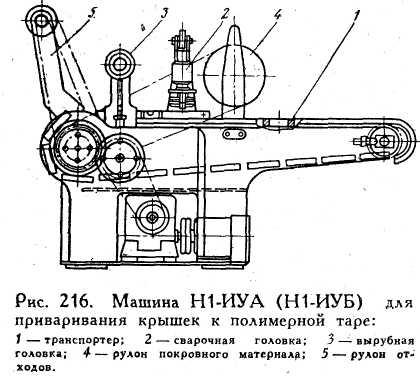
Скорость машины регулируется в зависимости от размеров лотков, свойств продуктов и необходимого времени термосварки. Температура термосварки до 400°С, время запечатывания регулируется в диапазоне 0,4—0,8 с.
Полуавтомат «Арок-830» фирмы «Арок» (ФРГ) (рис. 218, а) предназначен для запечатывания полимерных упаковок фольгой, дублированной полимерным материалом или пленкой.
Пленка подается с бобины и автоматически отрезается после запечатывания. Лотки, предназначенные для упаковки, уложены в металлические формы, которые пневмотолкателем и вручную перемещаются циклично по направляющим планкам. Во время работы полуавтомата используются четыре опорные формы. Управление режимом работы электронное. До начала работы на контрольном пульте управления задается режим работы машины: температура, давление, время запечатывания. После включения машины при достижении заданной температуры загорается сигнальная лампочка.
Машина работает по следующей схеме (рис. 218,6): порожняя форма устанавливается в положении I, следующая форма, загруженная лотком, с продуктом, — в положение запечатывания II, форма с лотком, готовым для запечатывания, — в положение III. Пленкой, вручную стягиваемой с бобины, накрывают все три формы, затем включают машину. Сварочная головка опускается на форму с коробкой в положении II. Происходит одновременное запечатывание и вырубка крышки из пленки. Лоток с продуктом вручную укладывают в форму. Форма из положения / перемещается в положение IV для загрузки, формы вторая и третья толкателем перемещаются в положения I и II. Заполненная форма перемещается в положение III, и цикл работы машины повторяется. Готовая упаковка выталкивается из формы толкателями, установленными в нижней части формы под лотком. Сматывание пленки с бобины достигается перемещением форм.
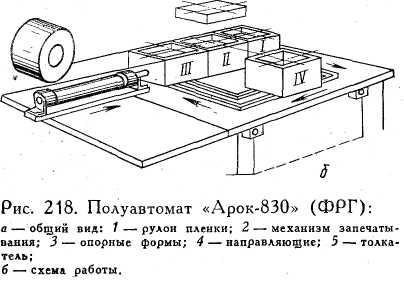

Во время запечатывания упаковки из формы в позиции IV выгружается готовая упаковка и закладывается новая. Опорные формы съемные и могут быть заменены при переходе на работу с лотками других форматов. Максимальная высота используемых лотков не должна превышать 95 мм.
Температура сварки регулируется в диапазоне 150—200°С, время — в пределах 0,2—1,5 с. Машина может быть изготовлена в специальном исполнении для упаковки продукта под вакуумом или в среде инертного газа.
Упаковочное приспособление «Клар-Пак» (ФРГ) (рис. 219) предназначено для запечатывания полужестких лотков из полимерных материалов. Качающуюся запечатывающую головку вручную за рукоятку подводят к лотку, установленному на плите. Пленка подается с рулона и направляется столиком. Одновременно с запечатыванием пластинчатый нож отрезает порцию упаковочной пленки.
Малогабаритное устройство просто в обслуживании. Можно использовать лотки прямоугольной формы разной высоты и красочную пленку для упаковки. Применяется пленка из полихлорвинила толщиной 0,012 мм, обладающая высокой прочностью, водо-, жиро- и газонепроницаемая. Устройства можно использовать в магазинах «Океан», в буфетах.
Комплексномеханизированная линия производства пастообразных продуктов в полимерной таре производительностью 4500 упаковок в час на базе технологического оборудования фирмы «Гастн» (ФРГ) упаковывает продукт в формы круглой и прямоугольной формы разной емкости.
В состав линии (рис. 220) входят маслорезательная машина, машина для дробления брикетов основного исходного сырья, весы, куттер, винтовой насос с приемным бункером, автомат ДФС 150/1 с водяным охладителем для производства полимерной тары, автоматическое устройство для подачи полимерной тары в магазин фасовочно-упаковочного автомата «Догатерм-21», фасовочно-упаковочный автомат
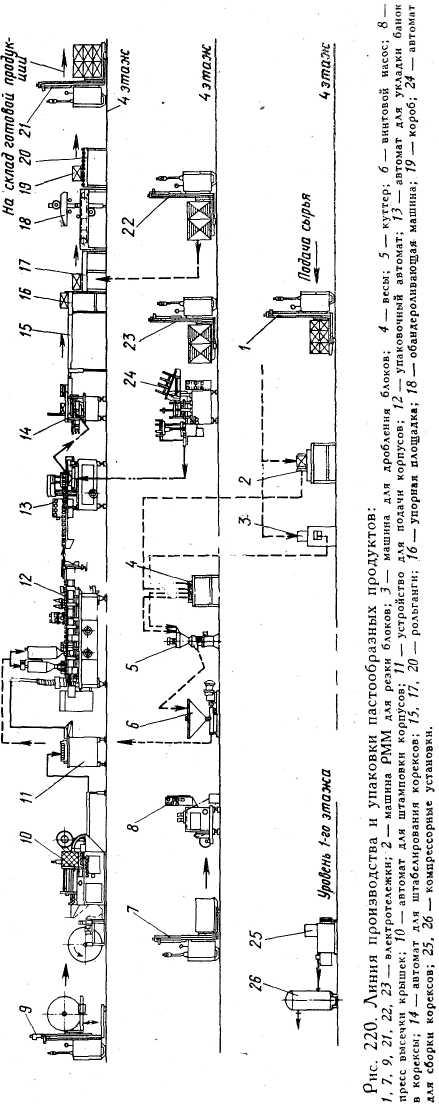
«Догатерм-21», пресс для изготовления плоских алюминиевых крышек, прибор для определения герметичности упаковки, автомат для сборки корексов (лотков с ячейками для последующей групповой упаковки), автомат для установки готовой продукции в корексы, штабелирующий автомат, рольганг, обандероливающая машина, два штабелеукладчика, компрессорная установка с ресивером для обеспечения воздухом машин, работающих в линии.
Сырье подается на поддоне с помощью электрической тележки. После растаривания блок сливочного масла поступает на машину РММ производительностью 375 кг/ч. Блоки основного исходного сырья поступают на машину для дробления. На весах взвешиваются сливочное масло и измельченное сырье, после чего производится загрузка куттера ИФК-1Н вместимостью 120 л. По окончании измельчения масса направляется в бункер винтового насоса, который подает ее в дозаторы фасовочно-упаковочного автомата «Догатерм-21».
Одновременно к машинам линии электротележками подаются упаковочные материалы: рулоны поливинилхлоридной пленки или полистирола для штамповки корпусов на автомате ДФС 150/1, рулоны алюминиевой фольги с полимерным покрытием для высечки красочных крышек и последующей их ручной передачи к фасовочно-упаковочному автомату, заготовки для сборки корексов, а также картонные короба для укладки корексов с готовой продукцией на рольганге.
Выштампованная тара загружается в автоматическое устройство подачи и в магазин фасовочно-упаковочного автомата «Догатерм-21», где и происходят ее заполнение и укупорка. В дальнейшем готовая продукция поступает на автомат рядовей укладки баночек в корексы, поступающие автоматически со сборного автомата. Наполненные корексы штабелируются и выталкиваются на рольганг, снабженный упорной площадкой.
Работница на этом участке формирует короб № 30, заполняет его штабелем корексов с готовой продукцией и по рольгангу передает в обандероливающую машину. Короба, пройдя через машину, снимаются с рольганга, укладываются на поддон и электротележкой передаются в экспедицию.
Автомат ДФС 150/1 предназначен для производства полимерной тары (рис. 221), с помощью сменных штампов изготовляет стаканчики размерами 57X57X20 и 57X57X50 мм с квадратным основанием и диаметром 78 и высотой 40—68 мм с круглым основанием, а также крышки диаметром 84 мм.
Основные узлы: рулонодержатель, транспортер, устройство для намотки высеченной ленты, магазин-накопитель, станина с опорными лапами, на которой размещена вся приводная часть автомата, и пульт управления.
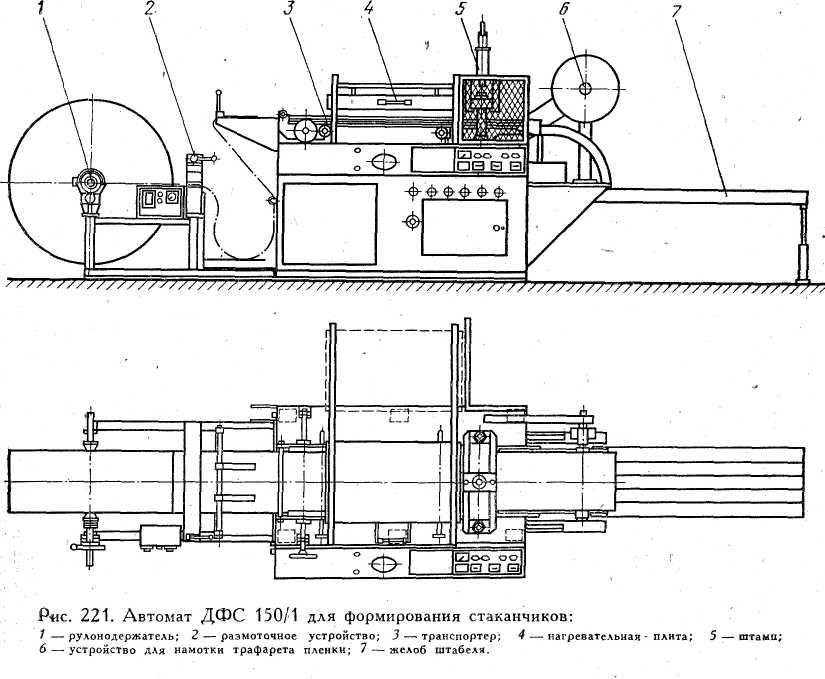
Разогретая пленка поступает под штамп, где происходят одновременно вытяжка и вырубка тары, которая поступает на штабелирование в лотки с помощью сжатого воздуха и салазок.
Трафарет (отходы пленки) сматывается в рулон до полного расхода пленки, затем рулон снимается с бобины. Автомат ДФС 150/1 укомплектован водяным охладителем типа К-133, в радиатор которого заливается 175 л воды.
Пресс для высекания плоских крышек изготовляет 15 000 крышек в час из алюминиевой пленки толщиной 0,040 мм. На пленке с одной стороны нанесены цветная печать и лаковое покрытие, с другой — лаковое покрытие из полистиролового сургучного лака.
Пресс (рис. 222) состоит из пульта управления с главным пакетным включателем, рулонодержателя с рулоном ленты, сборника для высечек, магазинов для крышек, маховика для регулирования скорости и фотореле.
Выполняемые технологические операции: протягивание алюминиевой ленты, фиксация ее с помощью фотоэлемента по фотометкам, вырубка и штабелирование крышек одновременно в двух магазинах. Число крышек в магазине (до 2000 шт.) задается датчиком.
Алюминиевая фольга непрерывно разматывается стягивающим роликом, приводимым в движение электродвигателем, и прерывисто подается под штамп роликом подачи. Разница в скоростях между роликом стягивания и роликом подачи фольги выравнивается с помощью компенсирующего валика. С компенсирующим валиком связан ступенчатый выключатель, который посредством регулятора частоты вращения корректирует скорость ролика стягивания фольги.
Автоматическое устройство для подачи стаканчиков загружает магазин фасовочно-упаковочного автомата. Оно состоит из станины, цепного транспортера и штабелеукладчика (рис. 223).
Из магазина автомата для производства полимерной тары работница забирает стопу стаканчиков и укладывает ее в промежутки между цепями транспортера. По мере расходования стаканчиков в магазине фасовочно-упаковочного автомата штабелеукладчик занимает горизонтальное положение, а транспортер приводится в движение и совершает ход, равный величине одной стопы. Штабелеукладчик забирает стопу и вновь занимает вертикальное положение. Стопа передается в магазин автомата. По мере расходования стаканчиков процессы повторяются.
Высота стопы до 420 мм, расход электроэнергии 0,6 кВт, расход сжатого воздуха 1 л/мин.
Фасовочно-упаковочный автомат «Дога-терм-21» (см. табл. 44) транспортерного линейного типа цикличного действия предназначен для наполнения стаканчиков жидкими и пастообразными продуктами (икорным маслом, рыбными пастами, томатным соусом и др.), и закупоривания их алюминиевыми плоскими или полистироловыми выпуклыми крышками.
Автомат (рис. 224) состоит из следующих основных узлов: станины, на которой размещены приводные механизмы с регулируемыми органами (магазин для стаканчиков, два дозатора, транспортеры со сменными гнездами в зависимости от конфигурации используемой тары), станции подачи алюминиевых плоских или полистироловых выпуклых крышек, станции термосварки, датирующего устройства.
Стаканчик из магазина с помощью стопоразъемника отсекается от стопы и направляется в гнездо транспортера, подающего его на заполнение в зависимости от вида продукта под один или сразу два дозатора. При дальнейшем движении стаканчики попадают к станции выдачи крышки и термосварки. После термосварки стаканчики поступают к датирующему устройству, с помощью которого наносится дата на крышке.
Диапазон дозирования дозатора для паст, масла и икры от 2 до 80 см3. Второй дозатор имеет диапазон дозирования 25—280 см3 и предназначен для заполнения стаканчиков пастообразными массами, рыбными салатами и другими продуктами.
Расход электроэнергии 3,5 кВт, расход сжатого воздуха 640 л/мин.
Винтовой насос предназначен для подачи продукта к дозаторам фасовочно-упаковочного автомата «Догатерм-21». На насосе смонтирован резервуар емкостью 150 л.
Запас загружаемого продукта регулируется с помощью регулятора уровня. Трубопровод диаметром 50 мм связывает винтовой насос с дозаторами. Насос состоит из корпуса, винта, подшипниковых узлов, загрузочного патрубка, электродвигателя и напорного трубопровода. Производительность его 200—250 кг/ч при бесступенчатом регулировании, расход электроэнергии 2,2 кВт, габариты 1475X950x830 мм, масса 160 кг.
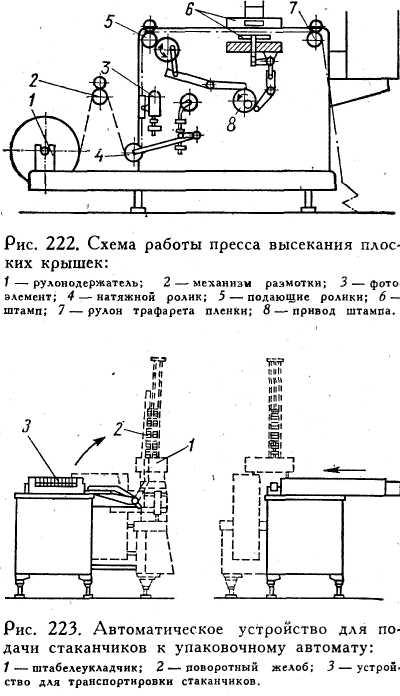
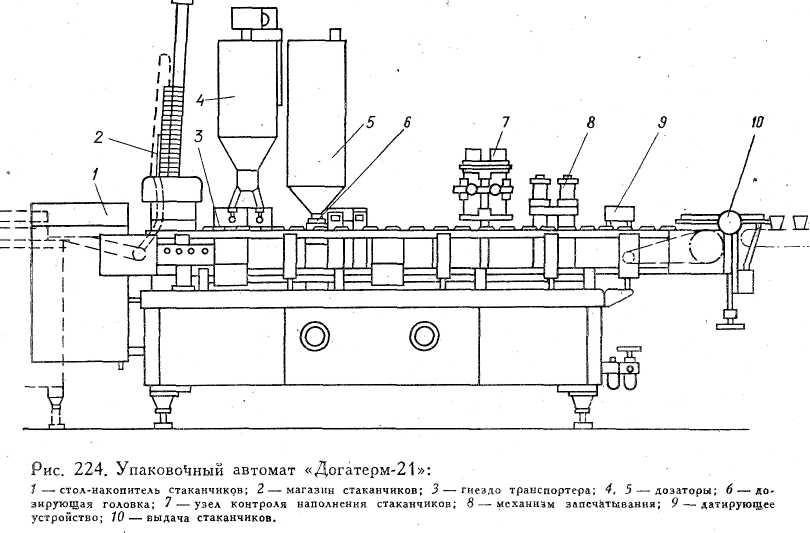
Основные узлы: питающий транспортер для подачи стаканчиков к грейферной головке, питающий транспортер для подачи корексов, станинах приводными механизмами, пульт управления.
Стаканчики подаются транспортером на распределительный шнек, который выравнивает поток и распределяет их по шагу. В таком порядке стаканчики поступают под грейферную головку. При движении вниз захваты грейферной головки расходятся и стаканчики входят в пазы захватов, при движении вверх происходят сжатие захватов и одновременно подача стаканчиков вперед и вниз в гнезда корексов. При возвращении в исходное положение грейферной головки корекс смещается на один ряд. Свободные корексы подаются по транспортеру к грейферной головке. Наполненные корексы передаются на штабелирующий автомат.
Расход электроэнергии 12 кВт, расход воздуха 30 л/мин, габариты 2010X1515X1640 мм, масса 900 кг.
Автомат для штабелирования корексов производительностью 6 штабелей в минуту предназначен для автоматического штабелирования корексов с готовой продукцией с помощью пневмоэлектрической системы.
Корексы с готовой продукцией, поступающие от укладочного автомата, нажимают на контакт пневмораспределительного устройства, в результате чего корекс поднимается на один ряд. При наборе соответствующего количества корексов срабатывает верхнее пневмораспределительное устройство и стопа сталкивается на рольганг. По мере набора стопы корексов процесс повторяется.
Расход электроэнергии 0,1 кВт, расход воздуха 150 л/мин, масса 200 кг.
Автомат для сборки корексов (рис. 225) производительностью 15 шт./мин состоит из следующих основных узлов: станины с расположенными там механизмами, двух магазинов, пульта управления.
Работница закладывает заготовки в магазины и включает машину. Из стопы отделяется заготовка корпуса, сгибается и подается на следующую операцию, на которой сгибается следующая заготовка, а предыдущая устанавливается в корпусе.
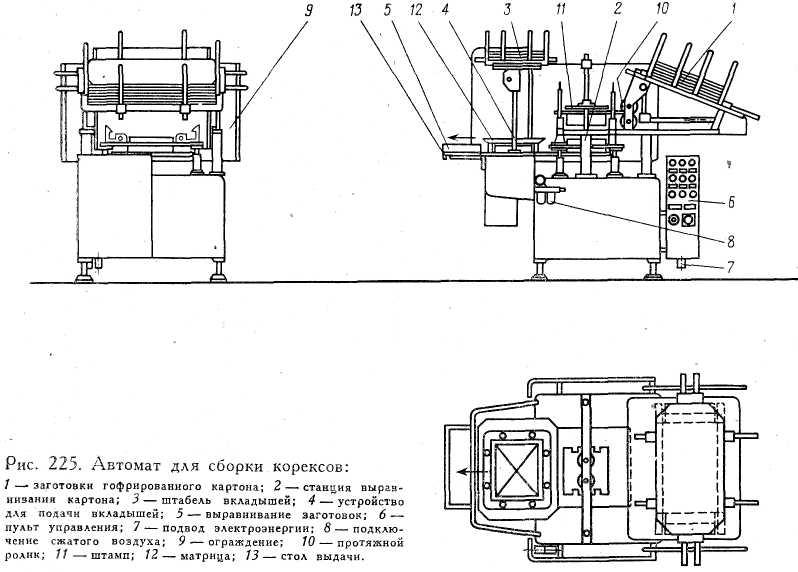
Расход электроэнергии 2 кВт, расход воздуха 275 л/мин, габариты 2150X1200x1750. мм, масса 850 кг.
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ШТАМПОВАННУЮ ТАРУ ИЗ ФОЛЬГИ И ФОЛЬГИ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ
Автоматический пресс А1-КРУ1 (табл. 45) предназначен для производства банок с гофрированной обечайкой из алюминиевой фольги толщиной 0,1—0,2 мм. Диаметр банок 126 мм, высота 49 мм.
Основные узлы: механизмы подачи фольги и удаления отходов, штампующие механизмы, вспомогательные устройства (для удаления банок, маслопровод, ограждения).
Выполняемые технологические операции: вырубка заготовки по контуру, вытяжка корпусов банок, удаление банок из-под штампа сжатым воздухом, подача ленты фольги под штамп, отделение банок от отходов фольги и смотка отходов фольги.
Фольга подается с рулонодержателя, снабженного колодочным фрикционным тормозом, который обеспечивает ее необходимое натяжение, и приспособлением для регулирования положения рулона.
Фольга периодически двумя циклично вращающимися валиками подается под штампы. Для гашения инерции подающих валиков используется фрикционный тормоз. Фольга разматывается с рулона непрерывно вращающимися роликами.
После поступления сигнала с датчика нижнего ролика при образовании максимальной петли фольги с помощью электромагнитной муфты включается тихоходная зубчатая передача для более медленного вращения нижнего ролика. Скорость разматывания регулируется вариатором. При минимальной петле фольги срабатывает верхний датчик, и электромагнитная муфта включает быстроходную зубчатую передачу, вследствие чего петля увеличивается.
Штампующее устройство обеспечивает вырубку из ленты фольги заготовки и формование из нее изделия. Штамп состоит из вырубного и формующего пуансонов и матрицы. Формующий пуансон имеет резиновую подушку для Занесения маркировочных знаков на донышке формочек. Вырубной пуансон смонтирован на наружном ползуне, а формующий — на внутреннем.
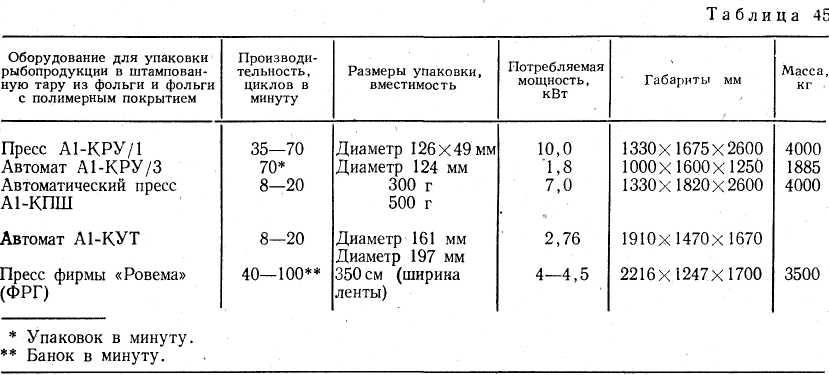
При ходе вниз наружного и внутреннего ползунов в начале к плоскости движения фольги подходит пуансон вырубки. При дальнейшем движении вниз пуансон входит в матрицу и вырубает заготовку. Опустившись ниже плоскости подачи фольги, пуансон останавливается. При этом высечка оказывается зажатой между пуансоном вырубки и формующей матрицей, поджимаемой к пуансону прижимами через формующее кольцо.
После остановки наружного ползуна к высечке подходит формующий пуансон и при дальнейшем движении вниз вытягивает фольгу из-под вырубного пуансона и формует изделие. Формочка из-под штампа удаляется сжатым воздухом.
Размотка рулона фольги производится механизмом размотки, а периодическая подача фольги под штамп — механизмом подачи. Необходимая для обеспечения точной подачи фольги под штамп петля фольги между механизмами размотки и подачи поддерживается с помощью двух датчиков механизма ролика, связанных с электромагнитной муфтой механизма размотки.
Изготовленные формочки сжатым воздухом, поступающим через два сопла, сдуваются со штампа и попадают поочередно то на одну ветвь транспортера, то на другую. За счет разности скоростей ветвей транспортера находящиеся на пуансоне формочки, смещенные первоначально друг относительно друга на полшага, к концу транспортера подходят одновременно. Возможное запаздывание отдельных формочек и вызванное этим несвоевременное их сбрасывание на транспортер линии предотвращается с помощью синхронизатора. Отходы фольги сматываются на барабане механизма перемотки фольги.
Разница в скорости вращения барабана и подачи фольги, увеличивающаяся по мере увеличения диаметра наматываемого рулона, компенсируется фрикционной муфтой привода механизма перемотки.
Готовая форма подается к дозирующей станции для ручного, автоматического или комбинированного дозирования продукта и далее к укупорочному автомату А1-КРУ/3.
Автомат А1-КРУ/3 линейного типа периодического действия предназначен для укупорки тары из алюминиевой фольги крышкой с гофрированной обечайкой.
Основные узлы: рулонодержатель с тормозом, механизм подачи фольги, системы центрирования рисунка, механизм вырубки крышек, механизм переноса крышки, укупорочный патрон, механизм перемотки отходов, транспортер, вакуум-система.
Выполняемые технологические операции: подача литографированной фольги с одновременной фиксацией рисунка, вырубка крышек диаметром 124 мм из алюминиевой пищевой отожженной литографированной фольги толщиной 0,1—0,2 мм, перенос крышки к месту укупорки, укупорка тары после ее заполнения продуктом, перемотка отходов.
Лента фольги протягивается подающими периодически вращающимися валиками с горизонтально установленного рулона и подается под вырубной механизм. Одновременно с подачей по. меткам, нанесенным при литографировании фольги, фиксируется рисунок и перематываются отходы, образующиеся после вырубки крышек. Одновременная подача ленты и перемотка ее отходов обеспечивают необходимое натяжение ленты.
Механизм вырубки крышки включает ползун с пуансоном и матрицу. Ползун совершает возвратно-поступательное движение в направляющих станины. Вырубка крышки осуществляется при ходе ползуна снизу вверх. В момент вырубки срабатывает вакуум-присос, размещенный в пуансоне, который обеспечивает фиксацию крышки при подъеме ее вверх и подаче в укупорочную головку.
Две укупорочные головки размещены в механизме кареток. Каждая головка крепится к носителю, который перемещается по неподвижным направляющим. Каретка с головками совершает возвратно-поступательное движение. Внутри укупорочной головки имеется вакуум-присос, который при контакте с крышкой, поднятой пуансоном, захватывает ее. Укупорочные патроны состоят из стаканов, укрепленных на штоках и связанных через систему рычагов с кулачковым валом.
Тара, поданная на позицию укупорки транспортером, захватывается снизу конусообразным укупорочным стаканом и поднимается вверх. При движении стакана вверх тара центрируется, опираясь отбортовкой на края стакана, и входит в укупорочную головку. При этом крышка укладывается в отбортованную часть тары и, поднимаясь вместе с ней, попадает в стакан укупорочной головки, который имеет заходную и формующую части. Заходная часть стакана предназначена для предотвращения смятия краев тары, а формующая обеспечивает подгибку краев тары на 90° и их поджим к крышке. Операция укупорки завершается при достижении укупорочным стаканом верхнего крайнего положения. Образуется круговой шов по контуру тары.
Укупоренная формочка опускается вниз до уровня транспортера, выносится им к наклонному лотку и по нему соскальзывает на сборный стол. Цикличное перемещение транспортера осуществляется храповым механизмом.
В автомате предусмотрена блокировка: нет тары — нет подачи фольги. Обслуживает автомат один человек.
Автоматический пресс А1-КПШ вертикального типа двойного действия с периодической подачей фольги предназначен для штамповки тары из алюминиевой фольги толщиной 0,1— 0,2 мм (форма круглая с гофрированной обечайкой).
Выполняемые технологические операции: вырубка заготовки по контуру, вытяжка корпусов банок с номинальной глубиной 55 мм, удаление банок из-под штампа сжатым воздухом, подача ленты фольги под штамп, отделение банок от отходов фольги, перемотка отходов ленты, смазка ленты для облегчения условий штамповки. Пресс работает в комплекте с укупорочным автоматом А1-КУТ. По конструкции и принципу действия пресс А1-КПШ подобен прессу АГ-КРУ, описанному выше.
Размотка рулона фольги производится механизмом размотки, периодическая подача, фольги под штамп — механизмом подачи. Петля фольги, необходимая для обеспечения точной подачи ленты под штамп, поддерживается между механизмами размотки и подачи с помощью двух датчиков механизма ролика, связанных с электромагнитной муфтой механизма размотки.
Изготовленные формочки сжатым воздухом, поступающим через сопло, сдуваются со штампа и попадают на ветвь транспортера.
Отходы фольги перематываются на барабан механизма перемотки фольги. Разница в скоростях вращения барабана и подачи фольги, увеличивающаяся по мере увеличения диаметра наматываемого рулона, компенсируется фрикционной муфтой привода механизма перемотки.
Укупорочный автомат А1-КУТ цикличного действия предназначен для укупорки тары из алюминиевой фольги с образованием кругового шва и работает в комплекте с автоматическим прессом А1-К.ПТТТ
Выполняемые технологические операции: подача литографированной фольги с одновременной фиксацией рисунка, вырубка крышки диаметром 161 и 197 мм, перенос крышки к месту укупорки, подача заполненной тары к месту укупорки, укупорка тары, перемотка отходов фольги. По конструкции и принципу действия автомат А1-КУТ подобен автомату А1-КРУ/3.
Пресс фирмы «Ровема» (ФРГ) предназначен для глубокой вытяжки форм из рулонной алюминиевой фольги (ширина ленты 350 мм) для упаковки пищевых продуктов, в том числе паштетов, рыбных пресервов, суповых концентратов, вторых готовых блюд. Для формирования емкостей разных типоразмеров предусмотрены сменные головки штампов.
Пресс полностью автоматизирован. В комплект поставки входят сменные части для его переналадки на различные типоразмеры банок, фотоэлемент для быстрого отключения в случае отсутствия фольги, накопители, обеспечивающие прием и штабелирование готовых банок, устройство для сбора отходов алюминиевой фольги после штамповки.
Основные узлы: рулонодержатель для подачи алюминиевой фольги, узел для двустороннего нанесения смазки на фольгу перед штампованием, накопитель готовых банок, собственно штамп и узел сбора отходов фольги.
Рулон фольги заправляется в рулонодержатель. Для обеспечения нормальной работы пресс снабжен центрирующим и натяжным устройствами. При помощи разматывающего устройства, двух подающих роликов и. поворотных рычагов алюминиевая лента поступает в подающее устройство. В момент прохождения через подающие ролики на ленту с двух сторон наносится смазочный материал. Штамп приводится в действие эксцентриковым механизмом, находящимся в станине пресса. Смазка пресса осуществляется централизованно. При смене штампа можно штамповать крышки. Готовые банки или крышки штабелируются в накопительном магазине. Пресс может быть укомплектован устройством для запечатывания банок контактно-тепловвй сваркой прессованием и дозатором.
Линия «Алюзеал» (ФРГ) для упаковки пастообразных и желеобразных продуктов (паст, селедочного масла) в коробочки из литографированного алюминия, дублированного полипропиленом, предназначена для фасовки продуктов малыми дозами от 30 до 150 г. Производительность линии 120—160 упаковок в минуту.
В состав линии (рис. 226) входят автомат для формования, наполнения и укупоривания алюминиевых стаканчиков, автомат для упаковки стаканчиков в картонные коробки, электронное весовое устройство, устройство для формирования блока коробочек для групповой упаковки, автомат для формирования картонных коробов, устройство для заделки и обандероливания коробов бумажной лентой.
В формующем блоке автомата «Алюзеал» штампуются на вытяжных штампах стаканчики из литографированного алюминия, подаваемого с рулона. Стаканчики в три потока поступают по течкам в ячеи рабочего вращающегося стола. Верхнее ограждение течек позволяет ориентировать банки вниз дном при их подаче на рабочий стол. Далее дозирующим устройством с тремя дозирующими головками стаканчики наполняются продуктом, выдается крышка и производится запечатывание стаканчиков контактной термосваркой прессованием. Готовые упаковки поступают на распределительный блок, где стаканчики разделяются на два параллельных потока для последующей укладки по два в картонные коробки, формируемые из сложенных плоских заготовок на автомате «Конти-на-160>. Готовая упаковка поступает на электронные контрольные весы, на которых отбраковываются коробки нестандартной массы.
После контрольного взвешивания передающий транспортер передает коробки в автомат фирмы «Хессер», где «коробки накапливаются в несколько рядов, штабелируются в блок по высоте картонного короба, который формируется на этом же автомате, и укладываются в короб. Короб, обандероленный бумажной лентой, с нанесенными на него реквизитами, выдается из машины. Производительность автомата до 25 упаковок в минуту.
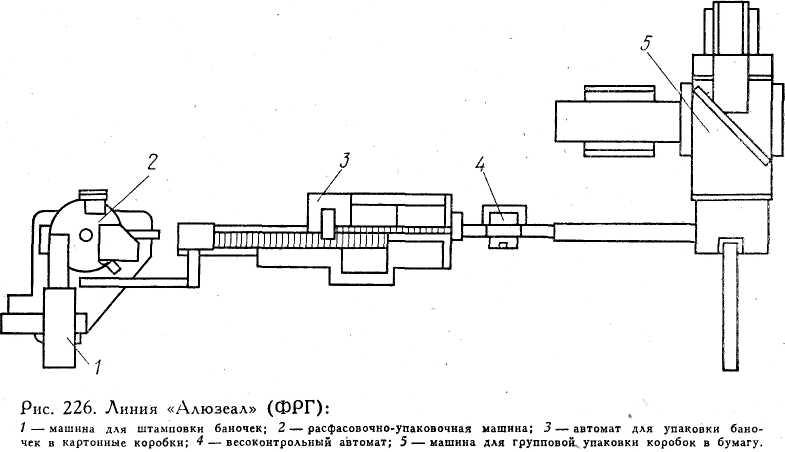
Пресс «А л ю з е а л-713» предназначен для глубокой вытяжки емкостей различной формы из лакированного рулонного алюминия или алюминиевой фольги, дублированной полипропиленом. Пресс имеет сдвоенный магазин-накопитель для готовых форм.
Процесс формования полностью автоматизирован. Вместимость формуемой упаковки 15—2000 см3, максимальная глубина вытяжки 45 мм (в отдельных случаях может достигать 50 мм). Максимальная ширина алюминиевой ленты 350 мм.
Потребляемая мощность 4—5,5 кВт, расход воздуха до 600 л/мин, величина подачи алюминиевой ленты регулируется, габариты 1600X1400Х1900 мм, масса около 2500 кг. Пресс укомплектован машиной «А л ю з е а л-731». Машина предназначена для автоматического запечатывания наполненных емкостей способом контактно-тепловой сварки прессованием.
Наполненные емкости подаются транспортером к рабочей головке машины. Передающие звездочки транспортируют емкость к механизму выдачи крышки, к Сварочной головке и на транспортер выхода готовой продукции.
Объем упаковочных емкостей, возможных для упаковки на машине «Алюзеал-731В», 100— 800 см3. Максимальные размеры прямоугольной упаковки 175x125x50 мм, квадратной — 130X130x50 мм, круглых банок — диаметром до 140 мм.
Производительность машины составляет 20— 65 упаковок в минуту. При использовании четырех сварочных головок производительность может быть увеличена до 130 упаковок в минуту. Суммарная потребляемая мощность около 32 кВт. Габариты машины (без подающего и отводящего транспортеров) ПЗОХПООХ1680 мм, масса 2000 кг.
Линия производства пресервов в таре из стералкона фирмы «Антон Олерт» (ФРГ) производительностью 2,5 туб в смену предназначена для фасовки филе-кусочков сельди, скумбрии в баночки из стералкона (алюминиевой фольги, ламинированной полипропиленом) с последующим запечатыванием их в картонные коробки.
В состав линии входят автомат «Баадер-815», штампующий банки, автомат для штамповки крышек «Декельмайстер», универсальный компостер, пластинчатый транспортер, дозирующий насос фирмы «Баадер», термосварочный автомат «Баадер-827», автомат «Картопак» Кк 11,3 фирмы ИВКА (ФРГ).
Сырьем для производства пресервов служат мороженая сельдь и скумбрия. После разделки соленого полуфабриката на филе на машинах СФД-300 фирмы «Аренко» (Швеция) или «Баадер-181» с полученных филейчиков снимается шкура на машине ФДС фирмы «Трио» (Норвегия). Выходящие из шкуросъемной машины филейчики поступают на ручную дозачистку, при которой удаляются остатки кожи и костей. Подготовленные таким образом филейчики укладывают в специальные кассеты с прорезями для дисковых ножей порционирующей машины и подают в порционирующую машину. Кассеты с кусочками филейчиков подаются на фасовочный конвейер, где производится их укладка в банки. Для изготовления тары применяется рулонная алюминиевая фольга, ламинированная полипропиленом. Толщина алюминиевой фольги 110 мкм, полипропиленового покрытия — 50 мкм. Ширина стералконовой ленты для изготовления овальной банки 209 мм, для крышки к этой банке—165 мм. Для штамповки круглой банки применяется лента шириной 170 мм, для крышки — 120 мм. В обоих случаях штампуется банка вместимостью 175 см3.
Штамповочно-вытяжной автомат «Баадер-815» предназначен для глубокой вытяжки банок из стералконовой рулонной ленты. Производительность его 40—60 банок в минуту.
Основные узлы: станина, пульт управления, гидравлический агрегат. В станине смонтированы узел крепления рулона, эксцентриковый вал, камера масляного тумана, штампующий механизм, механизм выталкивания готовых банок, устройство для штабелирования банок. Автомат снабжен системой контроля штампуемых банок. Привод пресса гидравлический, подача стералкона осуществляется пневматикой.
Протяжные валики вытягивают с рулона определенную порцию стералкона и подают ее в штампующий механизм. Величина подачи зависит от угла поворота протяжных валиков. Угол поворота валиков определяется давлением воздуха и ходом поршня в пневмоцилиндре. Регулирование подачи порции стералкона осуществляется изменением хода поршня в пневмоцилиндре.
Перед штампующим механизмом лента стералкона проходит камеру масляного тумана, где она смазывается специальным маслом марки ДАВ-7 для облегчения процесса вытяжки. Штампующий механизм представляет собой пуансон и матрицу. В процессе работы пуансон неподвижен, матрица совершает возвратно-поступательное движение. Отштампованные банки, прошедшие систему контроля, штабелируются в стопу и отводятся из машины.
Крышки штампуются из рулонного стералкона автоматом «Декельмайстер» производительностью 150 шт./мин.
Отштампованные банки поступают на универсальный компостер для маркировки, затем промываются горячей водой и подаются на фасовочный конвейер.
Кусочки филе укладывают в банки вручную, наполненные банки выборочно взвешивают и закладывают в них дозу овощей или специй в зависимости от вида выпускаемых пресервов. Наполненные банки шаговым транспортером цикличного действия передаются на пластинчатый конвейер также цикличного действия термосварочного автомата «Баадер-827», сагрегатированного с дозатором соуса.
В термосварочном автомате «Б а а д е р-827» карусельного типа цикличного действия стералконовые банки, заполненные кусочками филе сельди или скумбрии, заливаются яблочным, горчичным или другим соусом в зависимости от вида выпускаемых пресервов и герметизируются. Производительность автомата 12—15 банок овальной или круглой формы в минуту.
Заполненная банка с пластинчатого транспортера поступает на рабочую карусель автомата, приводимую в движение от шестипозиционного мальтийского креста. Все технологические операции осуществляются, во время выстоя карусели. Вначале банка поступает под головку дозатора объемного типа. Порция соуса из резервуара дозатором отпускается в мерный стакан, далее по трубам из синтетического мате-. ' риала в поршневой дозатор, и затем в банку. Подача дозы из резервуара регулируется путем изменейия полезного сечения профиля дозатора, подающего продукт. Цикл работы дозатора синхронизирован с циклом работы термосварочного автомата.
Готовая для термосварки банка поворотом карусели передается к механизму выдачи крышки. Вакуум-присос захватывает крышку из стопкодержателя, поворачивает ее на 180° и укладывает на банку. Во время следующего выстоя карусели сварочная головка опускается на банку и производится термосварка крышки. Температура сварки регулируется в пределах от 50 до 450°С, время сварки — до 4 с. На следующей рабочей позиции выталкиватель поднимает банку над рабочим столом и толкатель выдает ее из рабочей зоны автомата.
Для переналадки автомата на работу с банками круглой или овальной формы имеются сменные плиты карусели и сменные сварочные головки. Автомат снабжен счетчиком готовой продукции, а также устройством для проверки банок на герметичность. Управление основными исполнительными механизмами электронное программное.
. Потребляемая мощность привода автомата 3 кВт, габариты 1700X1150X1600 мм, масса 420 кг. Запечатанные банки поступают к автомату «Картопак» Кк 11.3 фирмы ИВКА для укладки в картонные коробки. Поскольку производительность этого автомата (45—120 упаковок в минуту) значительно превышает производительность термосварочного автомата, он включается в работу периодически по мере накопления банок, предназначенных для упаковки. Пресервы, упакованные в картонные коробки, укладывают в картонные короба и направляют на склад готовой продукции на хранение при температуре 0—5°С.
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ РЫБОПРОДУКЦИИ В ПАЧКИ И ТУБЫ
Автомат М6-АРУ карусельного типа цикличного действия (табл. 46) предназначен для фасовки и упаковки вязких и пастообразных продуктов в алюминиевую фольгу толщиной 0,014— 0,018 мм, формуемую в пачки размерами 50Х Х50Х24 и 71X52X26 мм. Масса дозы 62,5 и 100 г, точность дозирования ±2 г.
Механизм наклейки этикеток наклеивает бумажные этикетки на ленту упаковочного материала (рис. 227). Лента с наклеенной этикеткой секторами подается под штамп вырезки развертки. Пуансон, проходя внутри матрицы, образует пачку и оставляет ее в гнезде формующего стола. При повороте формующего стола гнездо с пачкой перемещается в позицию дозирования. Дозатор наполняет пачку определенной порцией продукта. Секторы подают ленту упаковочного материала для крышки. Нож отрезает крышку. Подающая лапка при помощи вакуума переносит крышку и накладывает ее на пачку с продуктом. Ползуны механизма заделки загибают края пачки. Механизм подпрессовки производит подпрессовку, придавая брикету окончательную форму, и одновременно наносит дату. Механизм съемки сталкивает готовые брикеты на транспортерную ленту.
Автомат АР1М карусельного типа цикличного действия предназначен для фасовки и упаковки рыбного фарша брикетами в пергамент толщиной 0,05—0,08 мм. Размеры брикета 100X75X34 мм. Масса дозы 250 г, точность дозирования ±2%.
Лента упаковочного материала с рулона попадает на направляющий валик, затем к механизму прижима и далее к компостеру, который наносит дату на упаковочный материал. С помощью регулируемых секторов упаковочный материал проходит между ножами, которые отрезают развертку заданной длины. Рычагами и секторами развертка подается на формующую матрицу под пуансон (рис. 228).
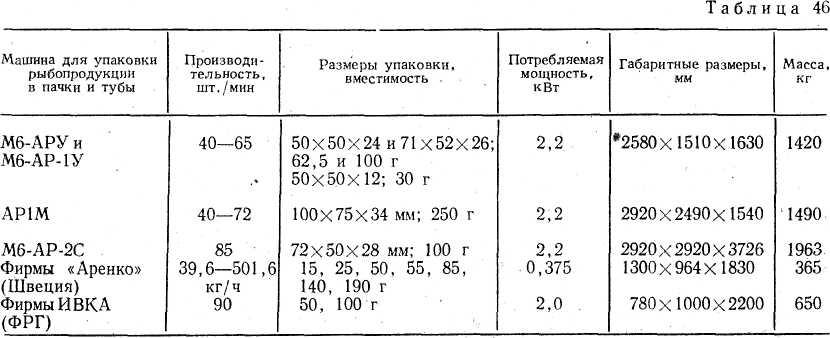
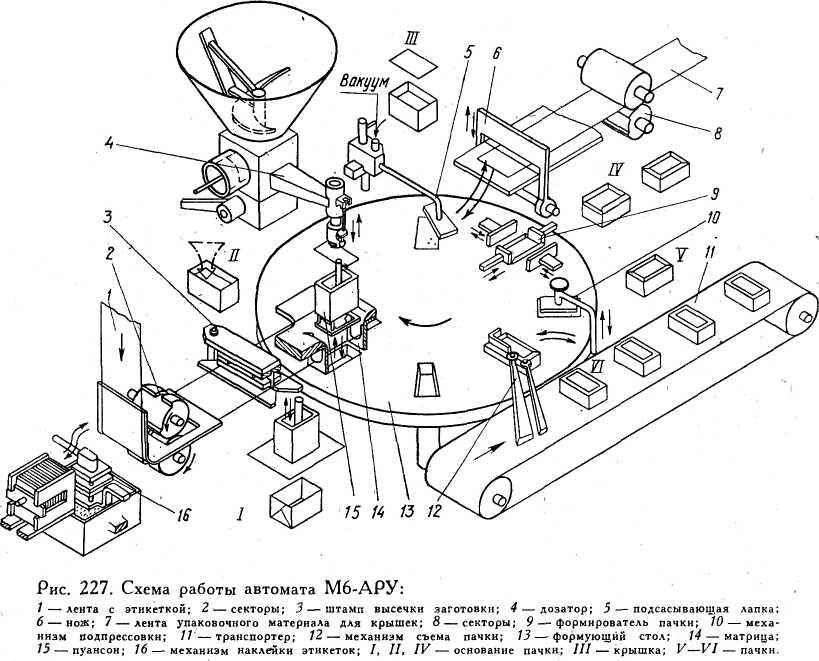
В корпусе дозатора смонтированы компенсационный поршень, цилиндр с поршнем, при помощи которых производится дозирование. Бункер заполняется продуктом, который шнеками подается в цилиндр. Заполненный продуктом цилиндр поворачивается отверстием в сторону крана. При открытии крана поршень выжимает заданную дозу в кран и далее в пачку, находящуюся в гнезде формующего стола. Отсекатель отрезает продукт от крана, после чего механизмы заделки закрывают створку пачки. Механизм подпрессовки окончательно формирует пачку.
Пачка выталкивается толкателем из гнезда формующего стола, передается съемником на кантователь, который переворачивает ее закрытой стороной вниз. С отводящего транспортера пачку снимают вручную и укладывают в транспортную тару.
Автомат М6-АР-2С карусельного типа периодического действия предназначен для упаковки пастообразных продуктов в пергамент и применяется на предприятиях рыбной промышленности для упаковки рубленой сельди дозами по 100 г в алюминиевую фольгу, дублированную полимерным материалом. Размеры пачек 75X50X28 мм.
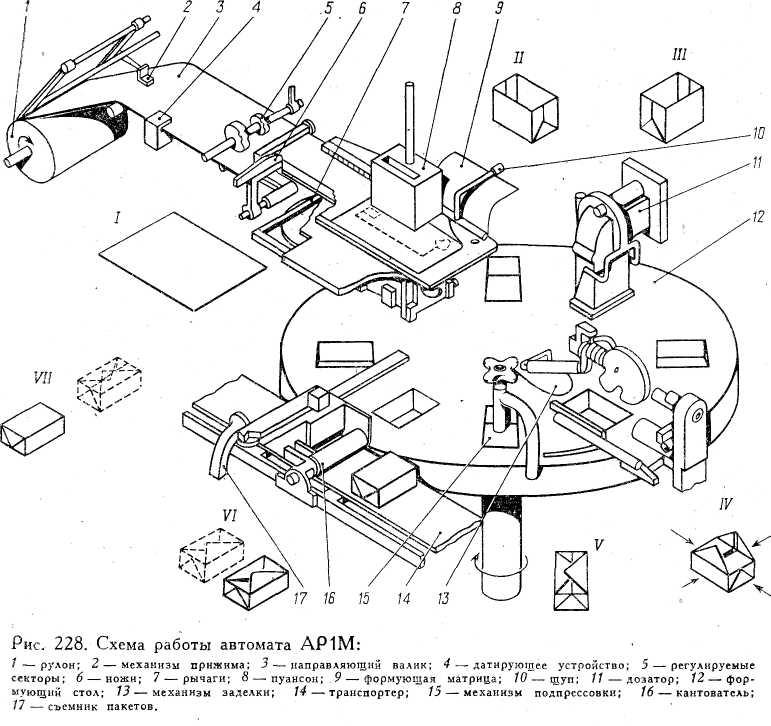
Конструкция и принцип действия автоматов М6-АР-2С и М6-АР1М подобны, различаются они конструкцией дозатора.
Дозатор автомата М6-АР-2С для наполнения пачек дозой продукта имеет гильзу, заполненную продуктом, которая поворачивается отверстием к крану. При совпадении отверстий через горловину крана под действием поршня продукт выдавливается в пачку, находящуюся в гнезде формующего стола. От крана продукт отсекается отсекателями, после чего поршень возвращается в исходное положение и производит отсос продукта для предотвращения выпирания его из крана.
Тубонаполнительный полуавтомат фирмы «Аренко» (Швеция) предназначен для наполнения рыбной пастой алюминиевых туб вместимостью 15, 25, 50, 55, 85, 140, 190 г. Производительность полуавтомата составляет соответственно 39,6; 66; 132: 224,4; 369,6; 501,6 кг/ч.
Основные узлы: стол с цепным конвейером, тубодержатели, загрузочный бункер, узлы затяжки, прочистки и заполнения пастой, закрытия и маркировки тубов, выталкиватель и опрокидыватель тубов, кулачковый вал, привод, станина (рис. 229).
Выполняемые технологические операции: затяжка тубы в держателе с удалением остаточной влаги из цилиндра пустой тубы, заполнение тубы рыбной пастой по объему и заданной массе, концевой обжим цилиндра наполненной тубы, загиб кромок тубы, герметическое закрытие, обжим и маркировка тубы, выталкивание наполненной тубы из держателя и опрокидывание ее на транспортерную ленту.
Перед загрузкой в полуавтомат пустые тубы тщательно отмывают в ванне горячей водой и пропаривают острым паром. Для работы автомата с различными дозами при фасовке имеются сменные комплекты тубодержателей. Полный комплект тубодержателей (22 шт.) вставляют в гнезда цепного замкнутого конвейера стола, который перемещается против часовой стрелки. В рабочей зоне загрузки во время выстоя конвейера пустые тубы вставляют вручную в держатели открытыми концами вверх.
Пустые тубы в гнездах стола периодически подаются к первой позиции, где в них опускается стержень для очистки цилиндра от капель влаги, остающихся после обмывки и пропарки. Величина хода стержня регулируется. Нижним валиком стола под гнездом цепи туба вращается для равномерной очистки ее внутренних стенок. Внутренний канал стержня соединен с вакуум-насосом, который забирает влагу со стенок тубы.
Цепной конвейер транспортирует тубы ко второй позиции выстоя, где они толкателем поднимаются вместе с держателем и надеваются на неподвижный мундштук. Цилиндрик упирается в кольцевую муфту, поднимает ее и через систему рычагов заставляет золотник наполнительной камеры подавать по внутреннему каналу мундштука рыбную пасту заданного объема. В следующий период толкатель с наполненным тюбиком опускается и тубодержатель садится в гнездо цепного конвейера, затем передвигается к следующей позиции.
Вертикальный подъем и опускание стержня толкателя обеспечивает наполнение тубы по ее размеру и высоте.
При отсутствии тубы в держателе рыбная паста из мундштука не подается в пустое гнездо, так, как туба не упирается в кольцевую муфту и система рычагов не воздействует ид золотник, и патрубок бункера закрыт. В бункер пасту загружают вручную. Заполненная туба конвейером стола перемещается к механизму закрытия, где происходит, концевой обжим наполненной тубы и постепенный концевой загиб кромок.
Герметичное закрытие завершается обжимом и маркировкой на закрытой ленточке конца тубы. Конвейер стола подает готовую тубу к последней позиции, где закрытая туба снимается с держателя выталкивателем и сбрасывается опрокидывающей планкой на транспортерную ленту, которая подает тубы на укладочный стол для фасовки в коробки.
Тубонаполнительная машина фирмы ИВКА (ФРГ) карусельного типа непрерывного действия предназначена для фасовки рыбных паст дозами в 50 и 100 г в алюминиевые тубы.
Продукт поступает в тубы через специальное наполнительное устройство, затем они поочередно подаются к укупоривающим механизмам. Последние закатывают хвостовую часть тубы одним из двух типов замков: четырехслойным в два загиба в одну сторону или пятислойным в три загиба в обе стороны типа «седло». Наполненные тубы укупориваются и выдаются из машины.
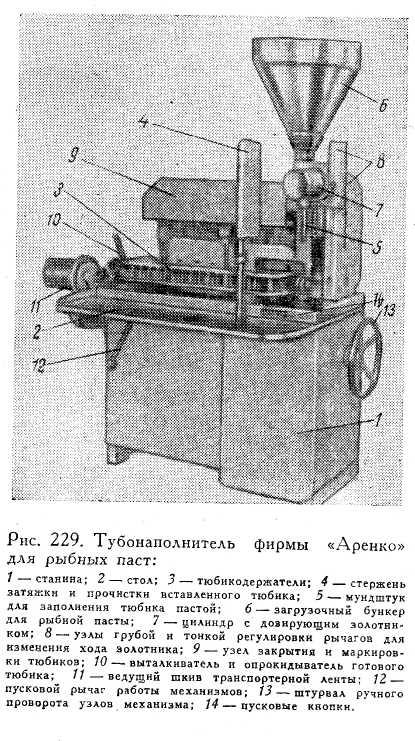
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
 Антипов
Н. В. Конвейерная
коптильная камера.
— М.: ЦНИИТЭИРХ, 1976. — 5-10с.
Антипов
Н. В. Конвейерная
коптильная камера.
— М.: ЦНИИТЭИРХ, 1976. — 5-10с.
Бунин Д. X., Головцов Н. Е., Никель-шпург И. Б. Коптильная установка «Ат-мос-200» фирмы «Миттельхойзер +Вальтер» (ФРГ) и результаты ее испытаний. — М.: ЦНИИТЭИРХ, 1977.— 1—7 с.
Бунин Д. X., Попов М. В. Совершенствование дымогенераторов, применяемых на предприятиях рыбной промышленности. — М.: ЦНИИТЭИРХ, 1976. — 1—18 с.
Бунин Д. X. Французская автоматическая коптильная камера «Пульсар-180».— М.: ЦНИИТЭИРХ, 1977. — 1—7 с.
Восилюс А. А., Жалдарис В. К., Дудене Ю. Т. Автомат для формовки вареных колбас с образованием оболочки из сарановой ленты. — В кн.: Материалы II Всесоюзной научной конференции «Основные задачи теории конструирования и исследования упаковочных автоматов». Каунас, 1975, с. 177—180.
Генин Э. С. Анализ функциональных и конструктивных схем вакуум-упаковочных машин с целью выбора базовых моделей.— М.: ЦНИИТЭИлегпищемаш, 1974. — 68 с.
Донецкая В., Габай М., Федько А. Линия обработки креветок на БМРТ «Иозас Витас». — Рыбное хозяйство, 1966, № 10, 69—71 с.
Жидонис В. Ю. Некоторые вопросы классификации упаковочных машин. — В кн.: Материалы II Всесоюзной научной конференции «Основные задачи теории конструирования и исследования упаковочных автоматов». Каунас, 1975, с. 9—14_ Кизеветтер И. В., Грюнер В. С. Евтушенко В. А. Переработка морских водорослей и других промысловых водных растений. — М.: Пищевая промышленность,. 1967. —415 с.
Козарович Н. В. Применение полимерных материалов для упаковывания рыбных продуктов. — М.: ЦНИИТЭИРХ. 1975.— 23 с.
Крутченский Г. В., Кулесова В. Е., Беляева Н. А. Получение кормовой муки из моллюска леды. — Рыбное хозяйство, 1974, № 8, с. 65—66.
Ларионов В. В. Полимерная тара и упаковка в рыбной промышленности. — М.: Пищевая промышленность, 1971.— 129 с.
Масленков Ю. П. Комплексно-механизированная линия производства пастообразных продуктов в полимерной таре. — М.: ЦНИИТЭИРХ, 1976. —с. 1—24.
Машины для укупоривания полимерной тары/[Н. С. Рыбалко, А. П. Макашев, Ю. П. Смоленцев и др.] —Рыбное хозяйство, 1975, № 11, с. 62—65.
Мейта В. И. Использование продуктов разделки крабов в пищевых целях. — Рыбное хозяйство, 1975, № 11, с. 77—78.
Михайлов Г. В., Осовец В. И. Машина для обрезки голов и хвостовых плавников Н1-ИРБ. — Рыбное хозяйство,'1977, № 7, с. 79—80. V
Новиков В. М. Производство полуфабрикатов, кулинарных изделий из рыбы и морепродуктов.— М.: Пищевая промышленность, 1973. — 180 с.
Оборудование для обработки морепродук-
тов/[С. Е. Губарь, И. Е. Зинина, В, И. Мейта, Л. М. Попов]. —М.: Пищевая промышленность, 1977. — 142 с.
Оборудование для убоя скота, птицы, производства колбасных изделий и птицепро-дуктов. — М.: Пищевая промышленность, 1975. — 464 с.
Опыт механизации копчения мелкой рыбы на Азово-Черноморском бассейне ДВ. В. Егоршин, А. С. Баяндин, Г. Н. Марьин и
. др.]. —М.: ЦНИИТЭИРХ, 1976.-е. 1—11.
Попов Л. М. Механизированная линия добычи и первичной обработки кальмара на судах. — Рыбное хозяйство, 1975, № 9, с. 62—63.
Попов Л. М. Механизированная линия производства солено-сушеной соломки из кальмара, — Рыбное хозяйство, 1976, № 3, с. 62—63.
Романов А. А. Комплексная механизация производства рыбных полуфабрикатов и кулинарии. — М.: Пищевая промышленность, 1977.— 230 с.
Романов А. А. Механизация производства рыбной продукции. — М.: Пищевая промышленность, 1974. — 200 с.
Романов А. А., Бунин Д. X., Куликов П. И. Печи для холодного и горячего копчения рыбы. —М.: ЦНИИТЭИРХ, 1976.— 40 с.
Романов А. А., Бунин Д. X. Современное оборудование для подготовки рыбы к копчению и упаковки готовой продукции.— М.:. ЦНИИТЭИРХ, 1977. — с. 72.
Романов А. А., Строганова Е. К. Упаковка рыбопродукции в мелкую потребительскую тару. — М.: ЦНИИТЭИРХ, 1976. — 164 с.
Рузгус Р. Б. Анализ функциональных схем горизонтальных автоматов для упаковки штучных изделий в пленочные материалы.— В кн.: Материалы конференции «Развитие технических наук в республике и использование их результатов». Каунас, 1974, с. 17—23.
Сипавичус А. К), Ринкявичус В. М., Пожера В. И. Автомат для фасовки диетического творога в пакеты из пленочного материала. — В кн.: Материалы II Всесоюзной научной конференции. «Основные задачи теории конструирования и . исследования упаковочных автоматов». Каунас, 1975, с. 9—14.
Современное оборудование для термической обработки колбасных изделий./[3. М. Карпова, М. Б. Ромейко, Р. Р. Барбёт-ти и др.]. — М.: ЦНИИТЭИлегпищемаш, 1975.— 44 с.
Справочник технолога рыбной промышленности. Под редакцией В. М. Новикова. — М.: Пищевая . промышленность, 1972, т. 3. — 500 с.
Хван Е. А. Обработка рыбы копчением. — М.: Пищевая промышленность, 1976. — с. 112.