

Глава II
ОБОРУДОВАНИЕ КУЛИНАРНОГО ПРОИЗВОДСТВА
 Производство
кулинарной продукции складывается
из двух основных этапов — производства
полуфабрикатов и собственно кулинарии.
Полуфабрикаты можно реализовывать для
приготовления
в домашних условиях либо использовать
для производства кулинарной продукции
на промышленной основе.
Производство
кулинарной продукции складывается
из двух основных этапов — производства
полуфабрикатов и собственно кулинарии.
Полуфабрикаты можно реализовывать для
приготовления
в домашних условиях либо использовать
для производства кулинарной продукции
на промышленной основе.
Полуфабрикаты и кулинария могут вырабатываться из неразделанной, разделанной и порционированной и из измельченной рыбы. Из неразделанной, разделанной, порционированной рыбы, филе вырабатываются полуфабрикаты и рыба обжаренная и печеная, заливная и в маринаде, рыбные палочки и др.
Из измельченной рыбы вырабатываются полуфабрикаты в виде фарша, котлет, пельменей и готовая кулинарная продукция — обжаренные котлеты, пирожки, паштеты и пасты, колбасные изделия, палочки, соломка и др.
В производстве различных полуфабрикатов и кулинарных изделий можно выделить ряд общих процессов. Это процессы разделки и порционирования, измельчения, перемешивания с компонентами, порционное формование, термическая обработка и охлаждение, упаковка в потребительскую и групповую тару. В кулинарных участках устанавливается также оборудование для обработки овощей, приготовления соусов и заливок, теста. Разделка рыбы для производства полуфабрикатов и кулинарии практически ничем не отличается от аналогичных операций при производстве других видов продукции и рассматривается в соответствующем разделе. Ниже описано только специфическое оборудование кулинарного производства.
ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ РЫБЫ
Измельчение рыбы может быть предварительным, грубым или крупным, средним, мелким и тонким.
К машинам для предварительного измельчения можно отнести порционирующие машины, широко применяемые в консервной промышленности, ленточные пилы для разрезания крупных рыб на куски различных размеров, агрегат для измельчения мороженых блоков.
Для грубого и среднего измельчения и отделения костей при обработке разделанной на тушку рыбы применяются пресс-сепараторы типа «Фарш», для измельчения филе — волчки различной производительности.
Для тонкого измельчения применяются куттеры и агрегаты тонкого измельчения, а также коллоидные мельницы, на которых обрабатывается фарш среднего измельчения.
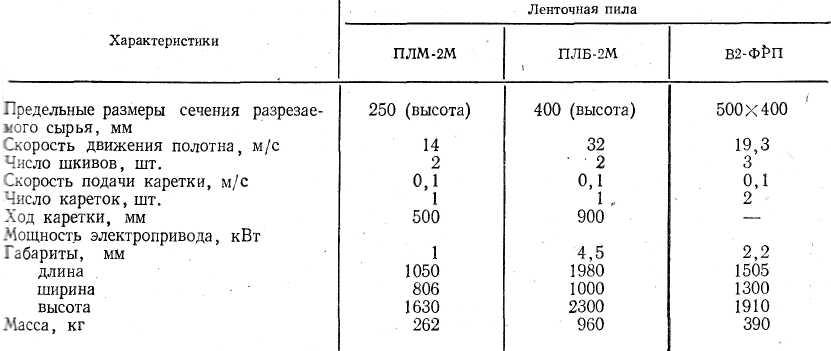
Ленточная пила ПЛМ-2М (рис. 60, а) служит для разрезания блоков мороженого филе и крупных рыб на куски. Размеры кусков или порций произвольные, направление разрезания выбирается оператором, обслуживающим пилу, исходя из требований дальнейшей обработки. Пилой можно разрезать любую рыбу, в том числе и мороженую, высотой до 250 мм.
Рабочий орган пилы представляет собой бесконечную стальную ленту с режущей кромкой на одной из сторон, движущуюся с линейной скоростью 14 м/с в вертикальном направлении. Лента натянута между двумя шкивами, один из которых натяжной, а другой приводится во вращение от электродвигателя. Лента проходит в прорези горизонтального стола, на котором смонтирована рабочая каретка, движущаяся по направляющим в горизонтальном направлении. На каретку вручную укладывают разрезаемое сырье, и она подается к режущей кромке пилы. Производительность пилы зависит от навыка обслуживающего персонала и размеров обрабатываемого сырья.
Ленточная пила ПЛБ-2М по конструкции аналогична пиле ПЛМ-2М, но её размеры позволяют разрезать рыб значительно больших размеров.
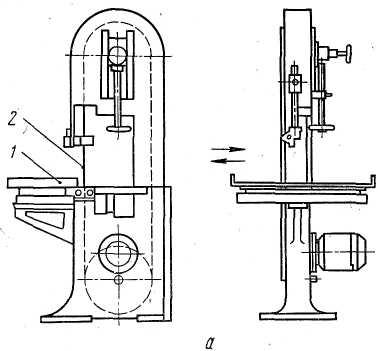
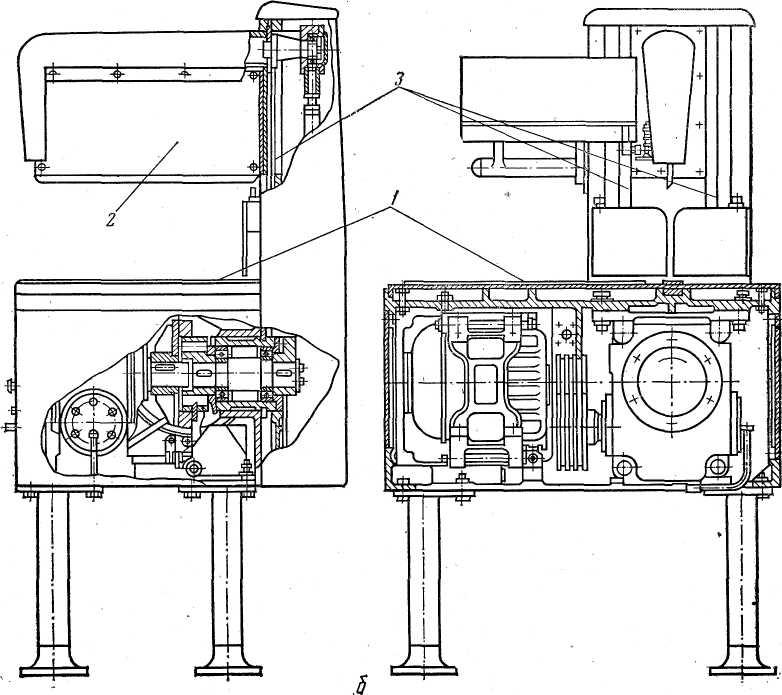
Рис. 60. Устройства для разрезания блоков мороженой рыбы:
а — ленточная пила ПЛМ-2М: 1—подающая каретка; 2—режущая лента;
б — машина МРЗП: 1 — стол; 2 — гильотинный нож; 3 — направляющие.
Это позволяет увеличить предельные размеры разрезаемого сырья и в то же время уменьшить общие размеры пилы.
Режущее полотно имеет две рабочие кромки, так как пила снабжена двумя подвижными каретками, расположенными по обеим сторонам рабочей зоны. Благодаря такому устройству пилу можно обслуживать поочередно с двух сторон, что увеличивает ее производительность.
Технические характеристики ленточных пил приведены в табл. 11.
Машина МРЗП (рис. 60,б) предназначена для разрезания на порции блоков мороженого рыбного филе, поперечное сечение которых не превышает 180X380 мм.
Машина представляет собой горизонтальный стол, в корпусе которого смонтирована группа привода. С боковой стороны стола закреплена колонна с вертикальными направляющими, по которым с помощью шатунно-кривошипного механизма со средней скоростью 0,1 м/с движется ползун с горизонтальным консольным гильотинным ножом. В группе привода установлена однооборотная муфта, включаемая электромагнитным механизмом.
Таблица 11


Производительность машины зависит от навыка обслуживающего персонала и составляет до 10 резов в минуту при ходе ножа 200 мм, мощность электропривода 1,7 кВт, габариты машины 1050Х1100Х1440 мм, масса 335 кг.
Машину МРЗП можно устанавливать . не только в кулинарных цехах, но и на предприятиях общественного питания и торговли.
Машина В2-ФДМ производительностью 3,6 т/ч предназначена для измельчения блоков мороженого сырья, например рыбного филе. Машина состоит из трех основных устройств — тележки для подвозки блоков, гидравлического подъемника и измельчителя.
Режущий механизм измельчителя представляет собой полый барабан, на наружной поверхности которого по спирали закреплены два ряда ножей, по 12 ножей в каждом. Барабан, приводимый во вращение с частотой 200 об/мин электродвигателем мощностью 5,5 кВт, заключен в кожух с прорезью для подачи к режущему инструменту мороженого сырья. Барабан имеет прорези у режущих кромок ножей, через которые стружка сырья попадает внутрь барабана и оттуда выводится из машины. Толщина стружки составляет 8—10 мм, ширина 45 мм,. длина обычно равна толщине обрабатываемого блока.
Суммарная мощность установленных электродвигателей машины 6,6 кВт, габариты: измельчителя 1370X970X1630, подъемника 1170X1200X2000, тележки 900X780X1460 мм, масса соответственно 422, 270, 70 кг.
Рыбный сепаратор «Фарш-4-500» предназначен для грубого измельчения рыбы и отделения кожи и костей от вырабатываемого рыбного фарша. Производительность сепаратора составляет 450—500 кг/ч, он перерабатывает рыбу, разделанную на тушку или пласт, длиной до 400 мм. С помощью сепаратора можно вырабатывать пищевой рыбный фарш на судах и береговых предприятиях.
Рабочая часть машины состоит из загрузочной воронки, барабана предварительного измельчения и перфорированного барабана с огибающей его эластичной резиновой лентой (рис. 61, а). В станине сепаратора расположена группа привода.
Рыба загружается в приемную воронку и попадает между барабаном предварительного измельчения и перфорированным барабаном. Перфорированный барабан и огибающая лента движутся в одном направлении, но с разными скоростями. После предварительного измельчения куски рыбы попадают между лентой и барабаном. Мясо рыбы продавливается через отверстия в барабане и попадает в его внутреннюю полость, а кости и кожа остаются между лентой и барабаном и при дальнейшем движении ленты и вращении барабана выносятся в отводящий лоток. Фарш из внутренней полости барабана по лотку передается на дальнейшую обработку.
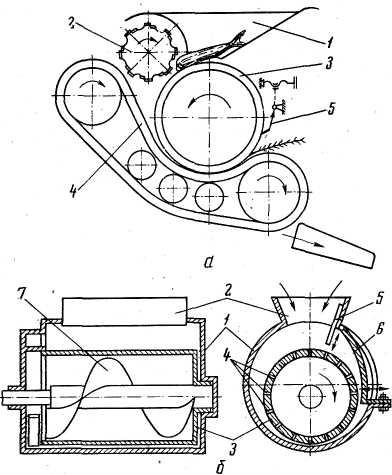
Рис. 61. Пресс-сепараторы для производства рыбного фарша:
а — «Фарш-4-500»: 1 — лоток; 2 — ножевой барабан; 3— перфорированный барабан; 4 — лента; 5 — нож для очистки барабана;
б — «Паоли»: 1 — корпус; 2—загрузочная воронка; 3— рабочий барабан; 4 — режущие элементы с отверстиями; 5 — заслонка; 6 — прижим; 7— шнек.
Усилие продавливания рыбы через перфорацию барабана регулируется прижимными роликами, установленными с обратной стороны ленты.
На этом же принципе основана работа и других сепараторов — «Фарш-2», ИРА-310, «Баадер-694» и «Баадер-695», «Неопресс». Их технические характеристики приведены в табл. 12.
Рыбные сепараторы «Паоли» (США) производительностью от 60 до 600 кг/ч предназначены для производства фарша из разделанной рыбы с одновременным отделением костей и кожи и раздельным их выводом. Сепаратор (рис. 61,б) состоит из неподвижного барабана с загрузочной воронкой, внутри которого находится вращающийся ротор. Ротор расположен внутри барабана эксцентрично и приводится во вращение от электродвигателя через редуктор. На внешней поверхности ротора винтообразно расположены режущие элементы с прорезями. Подача рыбы, загружаемой через воронку, регулируется специальной пластиной, перемещаемой на винтах. Давление на рыбу при продавливании через прорези режущих элементов можно регулировать подвижной щекой барабана, закрепленной на болтах. Мясо рыбы, поступившее через прорези в полость ротора, продвигается к выходному отверстию с помощью закрепленного шнека. Кости, плавники и т. д. не могут пройти через прорези режущих элементов в ротор, кроме того, размер прорезей по наружной поверхности ротора меньше, чем по внутренней. Отходы выводятся из барабана через торцевое отверстие.
Таблица 12


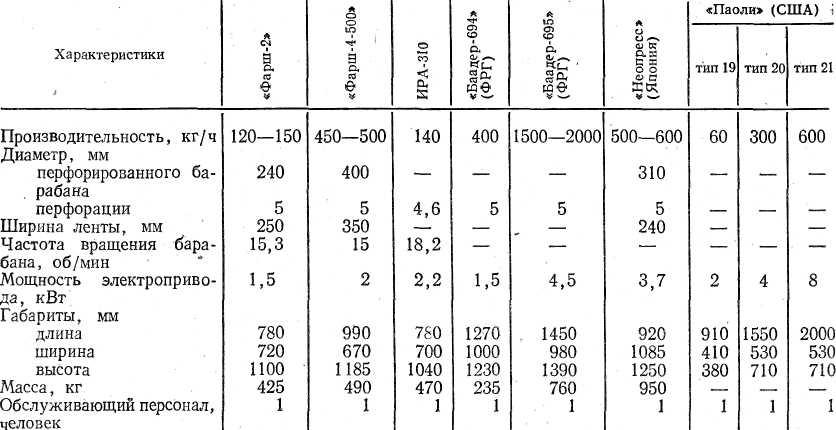
Таблица 13

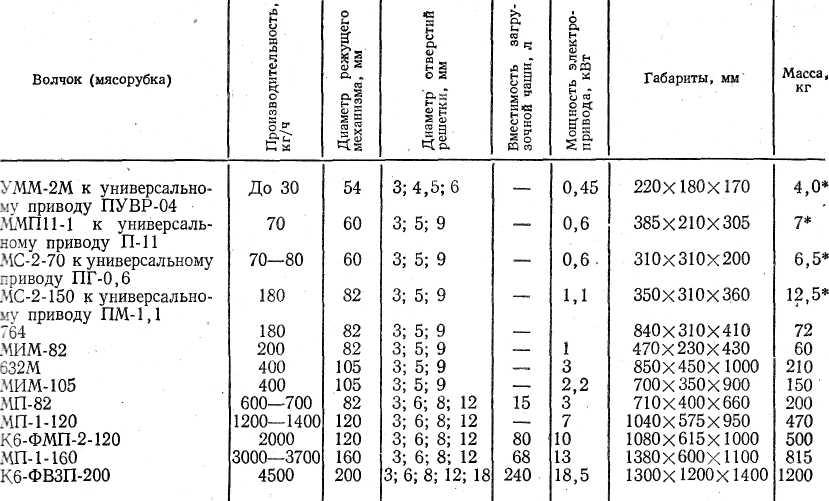

Волчки (мясорубки) различной производительности применяются для измельчения рыбного филе при производстве полуфабрикатов и кулинарии. Технические характеристики волчков приведены в табл. 13. По устройству волчки разной производительности подобны друг другу. Сырье подают в волчки вручную, подача к режущему устройству осуществляется шнеком. За основную характеристику волчков принимают диаметр решетки режущего механизма, который для волчков промышленных типов лежит в пределах 60—200 мм.
Волчок МП-82 средней производительности состоит из загрузочной чаши (рис. 62, а), питающего шнека, подающего червяка, режущего механизма, корпуса и группы привода.
Предназначенное для измельчения сырье загружается в чашу волчка и оттуда горизонтальным шнеком подается в рабочую часть волчка. Подающий червяк, являющийся продолжением шнека, продвигает сырье к режущему механизму. Диаметр червяка меньше диаметра шнека, что улучшает захват сырья и его подпрессовывание к режущей части.
Режущая часть состоит из неподвижной решетки с отверстиями и крестовидного вращающегося ножа, режущие кромки которого прилегают к решетке. Весь режущий механизм может набираться из нескольких пар решеток и ножей. В этом случае диаметр отверстий решеток может последовательно уменьшаться. Число режущих пар и диаметр отверстий в решетках выбирают из условий получения необходимой степени измельчения.
В волчках других типов несколько изменена конструкция подающей части. Так, в волчках МП-1-120 и МП-1-160 в загрузочной чаше дополнительно имеется подающая спираль, расположенная параллельно шнеку. В волчке К6-ФМП-2-120 такая спираль расположена над шнеком.
Волчки МС-2-70 и МС-2-150 являются элементами универсальных приводов, широко применяемых при небольших объемах производства.
Куттер ФКЧ-120 предназначен для тонкого измельчения рыбного фарша при производстве кулинарной продукции типа колбасных изделий, паст и пр. Производительность куттера составляет до 1000 кг/ч и зависит от необходимой степени измельчения обрабатываемого продукта. Продукт предварительно должен быть пропущен через волчок. Измельчение продукта происходит в специальной овальной чаше (рис. 62,б), вращающейся на вертикальном валу с частотой 5—20 об/мин. Частота вращения регулируется с помощью вариатора скоростей, установленного в группе привода. В чаше размещена ножевая головка с шестью серповидными ножами, вращающимися с Частотой от 1460 до 2940 об/мин, регулируемой с помощью вариатора скоростей. В процессе работы чаша закрыта крышкой, имеющей снизу скребки, улучшающие распределение обрабатываемого продукта в чаше.
Измельчение происходит при непрерывном вращении чаши и ножей, закрепленных на ножевой головке. Разгрузка чаши осуществляется с помощью выгружателя — грибовидной тарелки, опускаемой в чашу по окончании цикла измельчения. Тарелка вращается с частотой 61 об/мин на горизонтальном валу. Измельченный продукт, наталкиваясь на вращающуюся тарелку, поднимается вверх, скребком снимается с тарелки и направляется в отводящий лоток.
Куттер Л5-ФК1-Н по принципу работы подобен описанному. Некоторые конструктивные усовершенствования позволили измельчать в нем мороженое сырье и сырье в кусках массой 0,3—0,5 кг без предварительного пропускания через волчок. В случае обработки мороженого сырья общая производительность куттера уменьшается вдвое и составляет около 500 кг/ч при соответствующем увеличении продолжительности измельчения.
Куттер Л5-ФКН предназначен для обработки блоков мороженого сырья размерами до 190X190X75 мм и температурой не ниже —8°С.
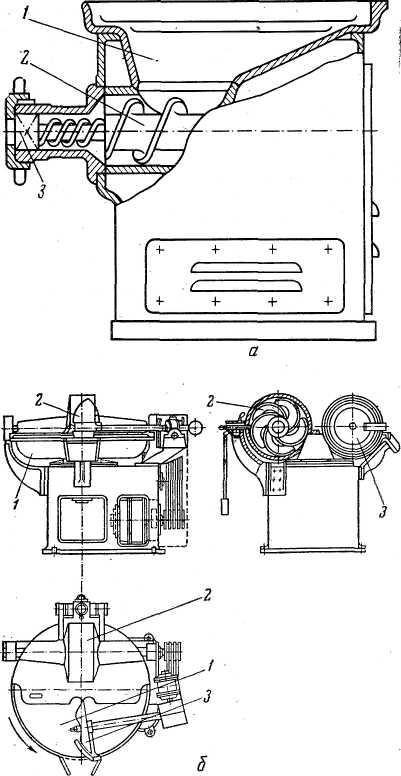
Рис. 62. Измельчители:
а — волчок МП-82: 1—загрузочная чаша; 2— подающий шнек; 3 — измельчительная головка;
б — куттер ФКЧ-120: 1 — чаша для сырья; 2— ножевая головка; 3 — разгрузочный диск.
Для проверки температуры фарша в процессе измельчения на куттере установлен термометр, а для определения продолжительности измельчения — счетчик оборотов чаши.
Куттер РЗ-ФСЕ предназначен не только для измельчения сырья, но и для одновременного его перемешивания с необходимыми компонентами при производстве колбасных изделий, паштетов, паст и др. Куттер (рис. 63) состоит из мешалки, измельчительной части — собственно куттера, встроенного насоса для выгрузки готового фарша, гидроподъемника.
Подъемник расположен с боковой стороны измельчителя и представляет собой рычажную систему, обеспечивающую захват тележки с фаршем, предназначенным для измельчения и перемешивания, ее подъем и опрокидывание для перегрузки фарша в мешалку. Подъемник перемещается с помощью гидросистемы.
Мешалка выполнена в виде прямоугольной емкости с овальным днищем, в которой вращаются два горизонтальных месильных шнека, обеспечивающих не только тщательное перемешивание фарша с компонентами, но и его непрерывное перемещение и передачу в измельчительную часть, расположенную за торцевой стенкой рабочей емкости мешалки.
Измельчительная головка состоит из шести серповидных ножей, вращающихся на горизонтальном валу. Фарш из мешалки поступает к ножам через специальное окно в стенке, перекрываемое регулируемой заслонкой. Через другое окно с заслонкой фарш после измельчения переходит обратно в мешалку. Таким образом осуществляется непрерывный цикл перемешивания и измельчения.
В днище мешалки имеется отверстие, через которое фарш попадает к эксцентриковому насосу, передающему его по трубопроводу в промежуточную емкость.
Технические характеристики куттеров приведены в табл. 14.
Агрегат К6-АТИМ-2 предназначен для смешивания фарша с компонентами и его тонкого измельчения. Загружаемый в него фарш должен быть предварительно пропущен через волчок. Агрегат состоит из шнекового смесителя, накопителя, встроенного лопастного насоса, фаршепровода и измельчителя вертикального типа (рис. 64, а).
Смеситель Кб-ФММ-150 представляет собой прямоугольную емкость с двумя горизонтальными спиральными мешалками, вращающимися з разные стороны. Обрабатываемое сырье и необходимые компоненты загружаются в смеситель и тщательно перемешиваются, после чего открывается окно в перегородке смесительной емкости и готовая масса при вращении мешалок перегружается в накопитель. Мощность электропривода мешалки составляет 3 кВт, ее
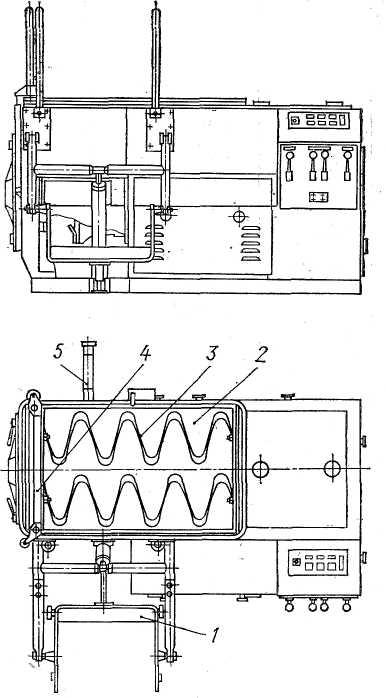
Рис. 63. Куттер РЗ-ФСЕ:
1 — подъемник; 2 — корыто; 3 — спиральные мешалки; 4 -секция измельчения (кутгерования); 5 — фаршепровод.
габариты 1450X630X1110 мм, масса 490 кг. В накопителе К6-ФНФ-200 емкостью 200 л имеется одна спиральная мешалка, перемешивающая массу и подающая ее к лопастному насосу. Насос расположен под накопителем, имеет производительность по фаршу до 5000 кг/ч и связан с измельчителем фаршепроводом диаметром 72 мм. Мощность электропривода накопителя и насоса составляет 3 кВт, габариты 1350X870X760 мм, масса 280 кг.
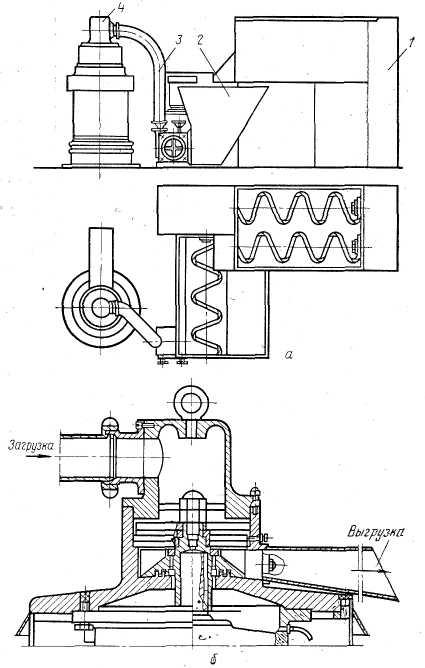
Рис. 64. Агрегат К6-АТИМ-2 для тонкого измельчения:
а — общий вид: 1 — мешалка; 2 — накопитель; 3 — фаршепровод; 4 — измельчитель К6-ФИ2-М; б — измельчитель К6-ФИ2-М.
Таблица 14


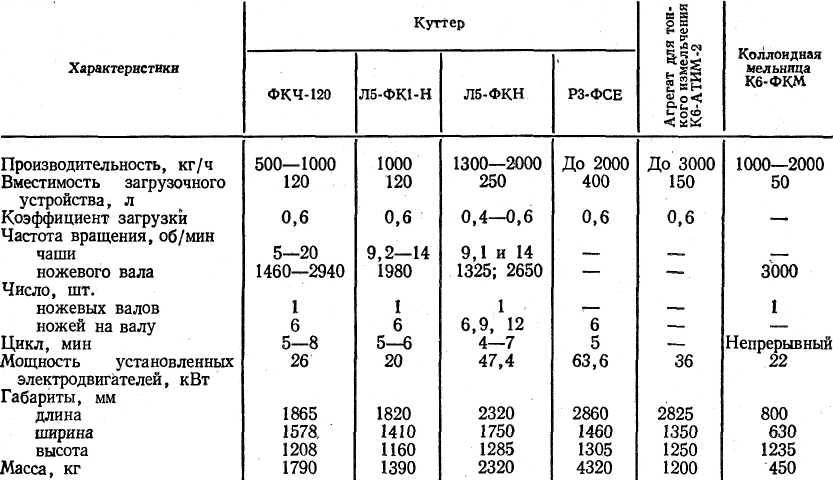
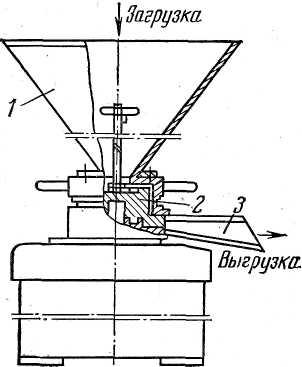
Рис. 65. Коллоидная мельница К6-ФКМ:
1 — бункер; 2 — режущий узел; 3 — выходной патрубок.
Со стороны приемной камеры на валу установлены короткий шнек и нож пропеллерного типа, прилегающий к решетке. Фарш, перекачиваемый насосом, проходит через измельчающую пару нож — решетка и попадает в выпускную камеру, в которой на валу вращается диск, выгружающий фарш в выпускной лоток. Зазор между ножами н решеткой можно регулировать с помощью специального маховика. Мощность электропривода измельчителя 30 кВт, габариты 950X600X1180 мм, масса 680 кг.
Коллоидная мельница К6-ФКМ (рис. 65) предназначена для особо тонкого измельчения фарша, уже перемешанного с компонентами. Режущий инструмент мельницы состоит из ротора и статора. Вращающийся ротор выполнен в виде косозубой шестерни, с шагом нарезки, уменьшающимся в направлении движения сырья. Благодаря наклонному профилю зубьев и возникающей при вращении ротора центробежной силе сырье последовательно проходит зоны измельчения. В последней зоне происходит окончательное измельчение фарша. Зазор между ротором и статором регулируется в пределах от 0 до 1,5 мм, что позволяет изменять степень измельчения фарша и производительность мельницы.
Таблица 15

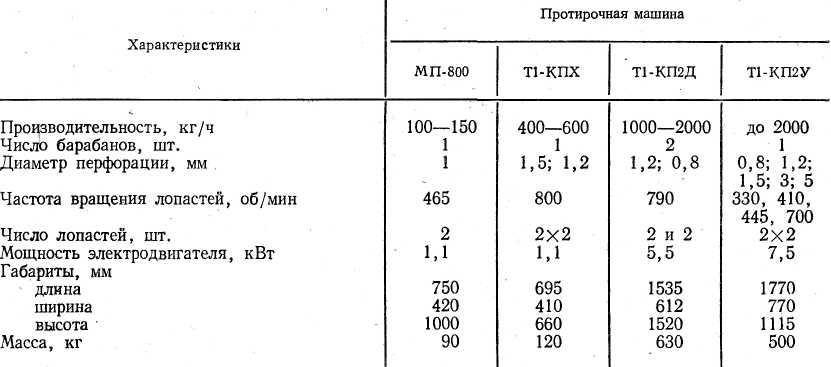

Протирочные машины предназначены для тонкого измельчения сырого и вареного рыбного фарша, при этом происходит разделение фарша и костей. Принцип работы всех машин основан на протирании сырья через перфорированный барабан с помощью специальных вращающихся лопастей.
Протирочная машина МП-800 имеет вертикальный перфорированный неподвижный цилиндрический барабан, внутри которого вращается ротор с двумя наклонными лопастями, прижимающими сырье к перфорированной поверхности барабана и протирающими его через отверстия.
Технические характеристики протирочных машин приведены в табл. 15.
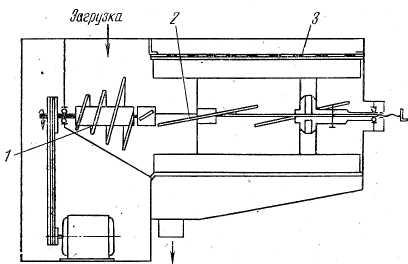
Рис. 66. Протирочная машина Т1-КПХ:
1 — шнек; 2 — режущий узел; 3 — перфорированный барабан.
Протирочная машина Т1-КПХ (рис. 66) имеет горизонтальный перфорированный барабан, во внутреннюю полость которого через торцевую открытую часть загружается сырье. Внутри барабана на горизонтальном валу вращаются две группы протирочных лопастей. Лопасти можно сдвигать относительно друг друга, регулируя влажность конечного продукта и производительность машины. На пути сырья перед лопастями установлен пропеллерный нож для разрыхления и предварительного измельчения сырья.
Протирочная машина Т1-КП2Д имеет два горизонтальных перфорированных барабана с вращающимися лопастями. Измельчение происходит в две ступени, сначала в первом барабане, затем во втором. Барабаны расположены один под другим.
Протирочная машина Т1-КП2У имеет один горизонтальный перфорированный барабан, внутри которого вращается вал с протирочными лопастями. В зависимости от вида сырья можно устанавливать барабан с перфорацией различного диаметра и изменять частоту вращения лопастей с помощью сменных шкивов.
ОБОРУДОВАНИЕ ДЛЯ ПЕРЕМЕШИВАНИЯ И ПЕРЕДАЧИ ФАРША
Из всех возможных способов перемешивания (механический, гидравлический, пневматический и др.) наибольшее распространение в рыбообрабатывающей промышленности получил механический.
Перемешивание может производиться в открытых емкостях при нормальном давлении и в закрытых под давлением или при вакууме. Вакуумные мешалки применяются, когда готовый продукт необходимо деаэрировать.
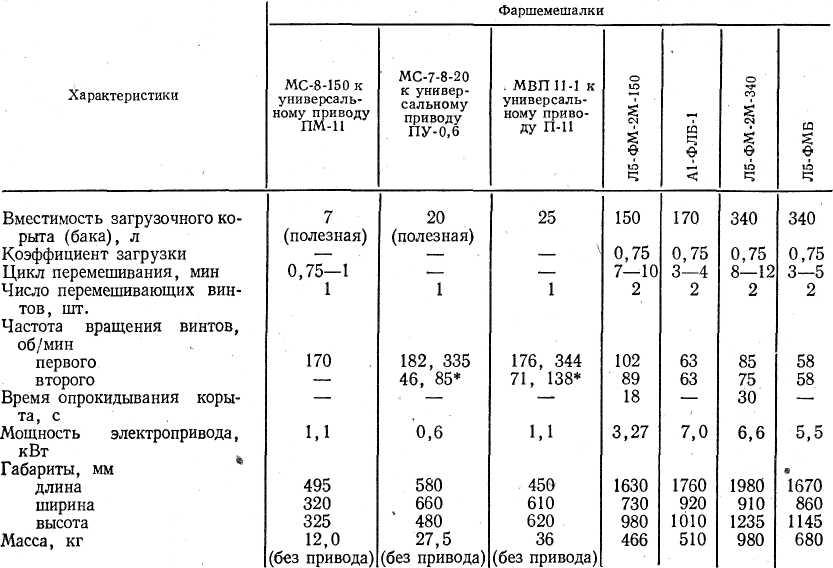
В промышленности для перемешивания применяются машины различной производительности. Их технические характеристики приведены в табл. 16.
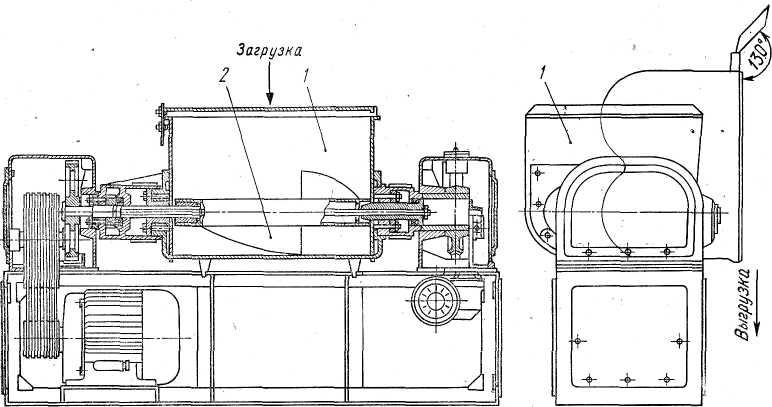
Фаршемешалка Л5-ФМ-2М-150 предназначена для перемешивания фарша с необходимыми по рецептуре компонентами при производстве колбасных изделий и кулинарии. Производительность мешалки составляет до 500 кг/ч, загрузка и выгрузка продукции циклические.
Основные узлы (рис. 67): корыто для фарша, месильные винты, механизм опрокидывания корыта, группа привода.
Таблица 16


Фарш и необходимые компоненты загружаются в месильное корыто, в котором находятся два горизонтальных вращающихся параллельных вала с месильными винтами. Валы с винтами, вращаются в противоположные стороны. Корыто имеет откидную крышку, выполненную в виде решетки. По окончании цикла перемешивания привод винтов отключается и включается привод опрокидывания корыта. Готовый фарш из корыта выгружается в транспортную емкость. Опрокидывание производится с помощью червячной пары.
Фаршемешалка Л5-ФМ-2М-340 по конструкции и принципу работы подобна описанной выше, но имеет большую вместимость корыта и, следовательно, производительность.
Ранее выпускавшиеся и широко применявшиеся фаршемешалки ФММ-150 и ФММ-300 по конструкции не отличаются от фаршемешалки типа Л5-ФМ-2М.
Фаршемешалка А1-ФЛБ-1 имеет в комплекте два приемных бункера: в одном происходит перемешивание, в другом набирается необходимая доза фарша и компонентов. Имеется насос-дозатор, подающий в смеситель жидкие компоненты.
Фаршемешалки малой емкости типа МС входят в комплект универсальных приводов, широко применяемых в кулинарном производстве при выработке различной продукции.
Фаршемешалка МС-7-8-20 представляет собой вертикальный бачок, в котором размещена рамка-мешалка, вращающаяся на вертикальном валу. Бачок съемный, загружается и разгружается вручную. Вал рамки помимо вращения вокруг собственной оси описывает вместе с рамкой круговые движения.
Фаршемешалка МС-7-8-20 представляет собой горизонтальную цилиндрическую емкость, сверху имеется загрузочная воронка с защитной решеткой.
1 — корыто; 2 — спиральные мешалки.
Внутри цилиндрической емкости вращается горизонтальный вал с винтообразными лопастями-мешалками. Разгрузочное отверстие, закрытое заслонкой, расположено с одной из торцевых сторон емкости. По окончании перемешивания заслонка открывается, фарш при вращении вала с мешалками выгружается и передается на дальнейшую обработку.
* * *
Помимо промежуточных передвижных емкостей для передачи фарша между агрегатами и машинами, производящими его обработку, применяются насосы различной конструкции. Обычно насос смонтирован в виде агрегата, в составе которого имеются электропривод с редуктором, приемный бункер, собственно насос, патрубок для подсоединения нагнетательного фаршепровода (табл. 17).
Насос ФНВ (рис. 68) имеет корпус, в котором эксцентрично установлен вращающийся ротор с радиальными пазами, с восемью подвижными лопастями, расположенными в пазах. Фарш из бункера попадает между лопастями и при вращении ротора и уменьшении объема между ними за счет эксцентриситета ротора нагнетается в фаршепровод.
Таблица 17


В корпусе насоса ФН2Д вращаются два ротора, форма которых обеспечивает увеличение объема между ними и верхней полостью насоса, благодаря чему происходит всасывание фарша из приемного бункера. Захваченная порция фарша перемещается в верхнюю часть насоса вдоль стенок и вытесняется в напорный фаршепровод.
В насосе А1-ФНК фарш из приемного трубопровода захватывается роторами, вращающимися в противоположные стороны.
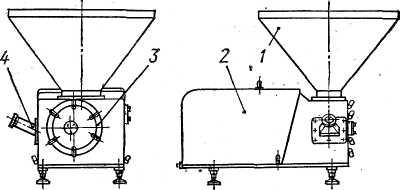
Рис. 68. Насос ФНВ для фарша:
1 — бункер; 2 — электродвигатель; 3 — лопастной насос; 4 — фаршепровод.
В то время как один ротор транспортирует порцию фарша к напорному трубопроводу, второй отсекает нагнетательную полость от всасывающей. Из нагнетательной полости фарш по трубопроводу передается к оборудованию, выполняющему последующие технологические операции.
Передача фарша по трубопроводам положительно влияет на его качество и исключает ручной труд при транспортировке.
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ПРОДУКЦИИ
С помощью оборудования для формования можно вырабатывать полуфабрикаты (котлеты, пельмени). Технические характеристики полуавтоматов для формования котлет приведены в табл. 18.
Полуавтомат МФК-2240 для формования котлет состоит из формующего стола с поршнями, бункеров для фарша и панировочных сухарей, корпуса с группой привода.
Рабочим органом полуавтомата (рис. 69, а) является горизонтальный вращающийся стол с тремя формовочными ячейками и поршнями, расположенными в них. Над столом расположены бункеры для фарша и панировочных сухарей. Внутри вертикального цилиндрического бункера вращается вертикальный вал со шнековидными лопастями. В донной части бункера имеется отверстие, через которое фарш подается к формовочному диску с ячеями. При вращении диска ячейки поочередно подходят под отверстие бункера и в них подается необходимая доза фарша. Поверхность диска соприкасается с днищем бункера. В момент наполнения ячейки поршень находится в нижнем положении. При вращении стола поршень под. действием копира совершает вертикальные перемещения. При вращении диска поршни вначале опускаются под бункером с сухарями, которые заполняют необходимое пространство в ячейке над поршнем, затем поршни опускаются под бункером с фаршем. При дальнейшем вращении наполненные фаршем ячейки выводятся из-под бункера, поршни поднимаются и выталкивают сформованные котлеты на поверхность стола, с которого котлету вращающимися лопастями сбрасываются в выводящий лоток. Стол вращается с частотой 12,4 об/мин. Котлеты панируются только с одной стороны. Массу формуемых котлет можно регулировать в пределах 49—95 г путем изменения положения копира, управляющего подъемом поршней.
Полуавтомат АК2М-40 для формования котлет производительностью 4000 шт./ч по принципу работы и конструкции подобен полуавтомату МФК-2240, но не имеет бункера для сухарей, и панировка в нем не производится. Котлеты со стола снимаются вращающимся диском.
Таблица 18


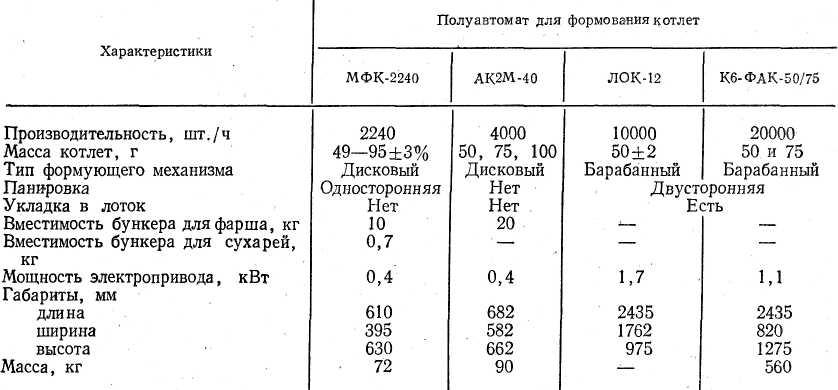
Автомат ЛОК-12 для формования котлет производительностью 10 000 шт./ч состоит из формующего барабана, питательной камеры с патрубком, двух бункеров для панировочных сухарей, магазина для лотков, конвейера для лотков, группы привода.
Лотки из магазина поочередно подаются на цепной конвейер и проходят под первым бункером с панировочными сухарями. Сухари из бункера равномерно дозируются на лоток для котлет.
Котлетная масса из смесителя ротационным насосом передается по патрубку в питательную камеру. Котлеты формуются с помощью барабана с пятью рядами ячеек. В каждом ряду находится по пять ячеек. Внутри каждой ячейки расположен поршень, движением которого управляет копир. Все пять поршней одного ряда ячей в любой момент времени находятся в одинаковом положении, так как связаны общей траверсой. Когда ячейки проходят питательную камеру, поршни находятся в нижнем положении и фарш заполняет ячейки. При выходе из зоны заполнения излишки фарша снимаются с барабана уплотняющими колодками.
При дальнейшем вращении барабана поршни под действием копира поднимаются к поверхности барабана и выталкивают ряд отформованных котлет на лоток, посыпанный панировочными сухарями. Для облегчения отделения котлет от барабана они подрезаются специальным вибрирующим ножом.
Движущиеся, на лотке котлеты посыпаются сверху панировочными сухарями из второго бункера. Лотки с котлетами с конвейера снимаются вручную.
Автомат К6-ФАК-50/75 для формования котлет (рис. 69, б) производительностью до 20 000 шт./ч по принципу работы и конструкции подобен автомату ЛОК-12. Формующий барабан имеет только два ряда ячеек по пять ячеек в каждом. Бункер для панировочных сухарей один, но с двумя выходами — перед формующим барабаном и после него.
Автомат ФФП для формования фрикаделей производительностью 900 шт./ч по принципу работы аналогичен двум описанным выше. Фрикадели массой 7-9 г формуются в ячейках вращающегося барабана. Из ячеек готовые фрикадели выталкиваются поршнями на ленту транспортера
Габариты автомата 3240X1460X1570 мм, масса 840 кг. Панировка фрикаделей не производится.
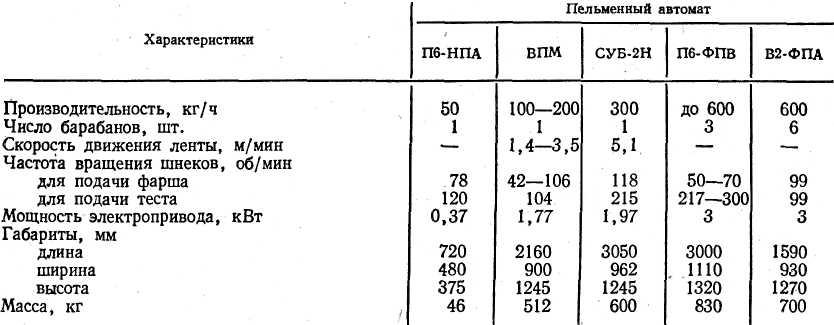
Настольный пельменный автомат П6-НПА производительностью до 50 кг/ч (рис. 70, а) предназначен для небольших кулинарных цехов. Автомат, формующий пельмени массой 12±1,2 г, состоит из транспортера для лотков, бункеров для теста и начинки, формующей головки, штампующего барабана, устройства для просеивания муки и группы привода.
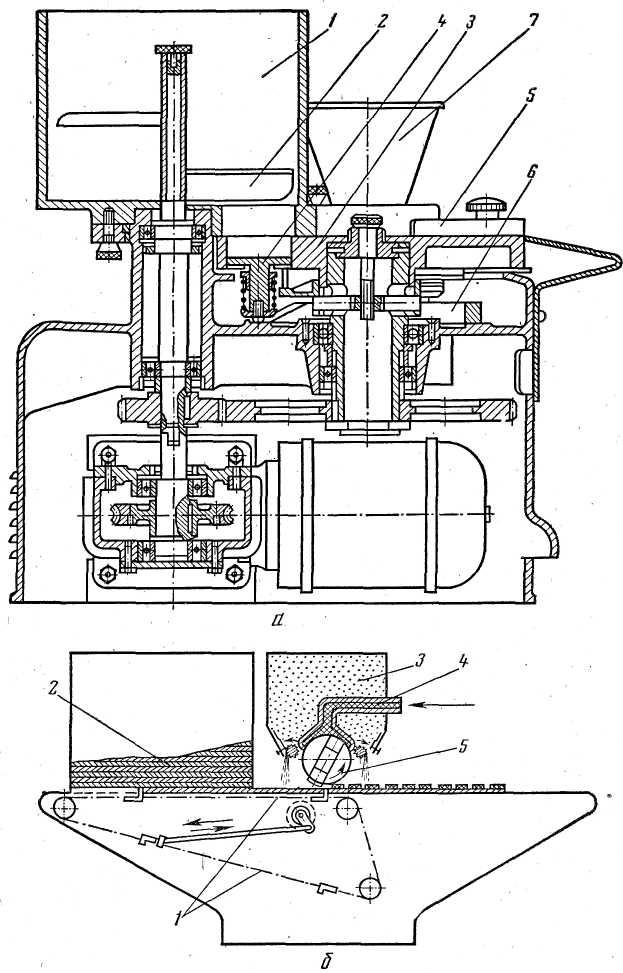
Рис. 69. Машины для формования котлет:
а — МФК-2240: 1 — бункер; 2 — лопасти; 3 — диск; 4 — поршень; 5 — съемник; б — копир; 7 — бункер для панировки.
б — К6-ФАК-50/75: 1 — транспортер; 2 — лотки; 3 — бункер для панировки; 4 — питатель фарша: 5 — формующий барабан.
Пельмени штампуются на лотках, движущихся на горизонтальном ленточном транспортере, в начале и конце которого установлены поддерживающие ролики. С боковой стороны транспортера установлен сдвоенный бункер, одна половина которого предназначена для теста, другая — для фарша. В нижней части каждого бункера расположены шнеки, подающие тесто и начинку к формующей головке.
Формующая головка состоит из двух камер. В камере для теста имеется отверстие, в которое концентрично входит трубка, сообщающаяся с камерой для начинки. При нагнетании теста и фарша в камеры из отверстия выходит тестовая трубка, внутри которой размещается фаршевая начинка. Выходя из формующей головки, трубка с начинкой ложится на подкладной лоток, движущийся на транспортере.
Перед формованием пельменей трубка посыпается мукой из специального устройства для предотвращения прилипания пельменей к штампующему барабану. Устройство для посыпания мукой выполнено в виде бункера с перфорированным дном, в нижней части которого вращается ворошитель, приводимый в движение от формующего барабана.
Посыпанная мукой трубка с начинкой на лотке поступает к штампующему барабану — массивному диску, вращающемуся вокруг горизонтальной оси. Под действием пружин диск прижимается к трубке с начинкой, лежащей на лотке. На цилиндрической поверхности диска имеются штампующие ячейки, которые формуют пельмени, соединяя их края и отделяя готовые пельмени друг от друга. Под штампующим барабаном расположен поддерживающий ролик. Автомат имеет один штампующий барабан с двумя рядами штампующих ячеек, расположенных в шахматном порядке. Готовые пельмени на лотках передаются на замораживание.
Пельменные автоматы СУБ-2Н и П6-ФПВ (рис. 70, б), предназначены для формования пельменей. По конструкции эти автоматы подобны друг другу, но различаются числом штампующих барабанов и соответственно производительностью.
В нижней части бункеров для фарша и теста расположены шнеки, подающие тесто в формующее устройство и фарш к ротационному насосу, нагнетающему его также в формующее устройство. Подача фарша и теста к формующему устройству регулируется, что позволяет регулировать соотношение теста и начинки в готовых пельменях. Формующая головка состоит из цилиндрических камер по числу штампующих барабанов. Устройство их подобно устройству формующей головки автомата П6-НПА.
Выходящая из формующей головки тестовая трубка с фаршевой начинкой укладывается на металлические или деревянные съемные лотки, движущиеся на транспортере. Лотки с трубками направляются к штампующим барабанам с двумя рядами ячеек, расположенных в шахматном порядке.
Для предотвращения прилипания пельменей к штампующим барабанам в автомате СУБ-2Н предусмотрено их смазывание растительным маслом и обдув с помощью центробежного вентилятора. В автомате П6-ФПВ трубка с начинкой посыпается мукой. Установка и съем лотков с пельменями с транспортеров производятся вручную.
Автомат ВПМ для формования пельменей и вареников по принципу работы и конструкции подобен описанным выше. Пельмени штампуются одним барабаном с двумя рядами ячеек. Для штампования вареников устанавливается специальный барабан.
Пельменный автомат В2-ФПА предназначен для формования пельменей на непрерывно движущейся стальной ленте, на которой они направляются в морозильный аппарат. Автомат состоит из формующей и штампующей частей, транспортер в комплект автомата не входит, так как используется стальная лента морозильного аппарата.
Формующая часть включает два бункера— для теста и для фарша, подающие шнеки, насос для фарша, формующие головки. Одновременно формуются шесть трубок с начинкой. Шесть формующих барабанов с двумя рядами ячеек устанавливаются на раму транспортера.
Технические характеристики пельменных автоматов приведены в табл. 19.
Гидравлический шприц ГШУ-2 предназначен для наполнения фаршем оболочек при выработке колбасных изделий. Основные узлы:
цилиндр для фарша, две цевки для оболочек, гидроцилиндр и гидросистема с группой привода.
Фарш, предназначенный для набивки в оболочку, загружается в вертикальный цилиндр, который сверху закрывается герметичной крышкой. Дно цилиндра представляет собой подвижный поршень-вытеснитель, связанный штоком с поршнем гидроцилиндра. В верхней части цилиндра имеются две цевки для надевания оболочек, в которые дозируется фарш. Обе цевки соединены с цилиндром одним фаршепроводом с краном. После загрузки фарша и герметизации цилиндра начинает двигаться поршень гидроцилиндра, поднимающий поршень фаршевого цилиндра, который выдавливает фарш через цевки в оболочку. По окончании дозирования фаршевый цилиндр вновь загружается, и цикл повторяется.
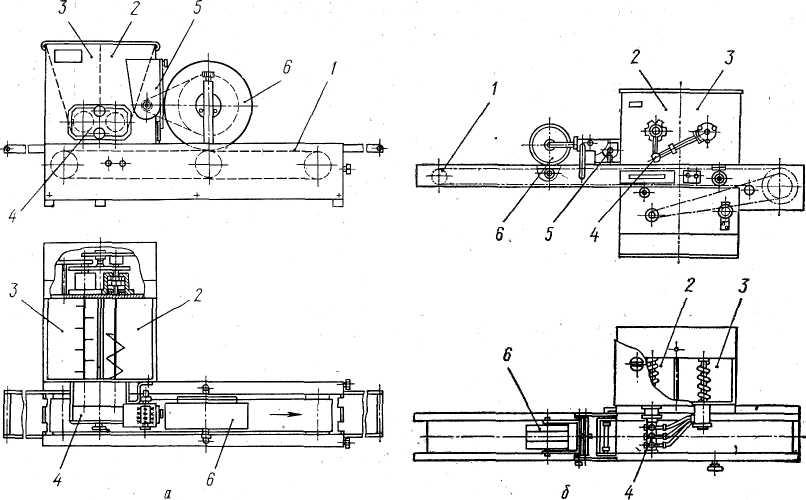
а — настольный П6-НПА; 6 — стационарный П6-ФПВ(РПВ): 1—транспортер; 2 — бункер для теста; 3-бункер для фарша; 4—формующая головка; 5 — мучной бункер; 6 — штампующий барабан.
Таблица 19


Шприц ФША оборудован шнековым вытеснителем фарша в оболочку. Дозирование фарша производится при нормальном атмосферном давлении.
Шприц ФШ2-Л дозирует фарш в оболочку под вакуумом.
Основные узлы: сдвоенный бункер для фарша, два двухшнековых вытеснителя, два вакуум-насоса, группа привода (рис. 71, а).
Фарш загружается в открытый бункер. В нижней части бункера расположены два горизонтальных шнековых вытеснителя. Рабочие шнеки — сдвоенные и имеют однозаходные винты с левой и правой навивкой, причем витки одного шнека входят в витки второго. Шнеки вращаются навстречу друг другу. На выходном конце шнековых вытеснителей имеются вакуум-камеры, далее расположены цевки, на которые надевается оболочка.
Таблица 20


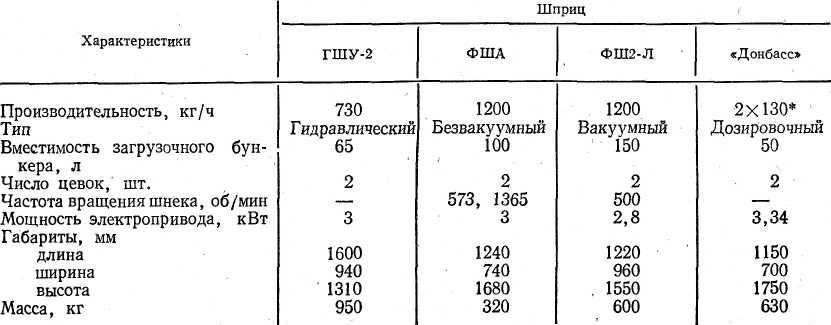
*130 доз в минуту на каждую цевку.
Воздух отсасывается из фарша на участке, расположенном между бункером и цевкой. Глубина вакуума контролируется вакуумметром. Шнековые вытеснители работают независимо друг от друга.
Шприц «Донбасс» предназначен для дозирования фарша в оболочку порциями заранее заданной массы в пределах 13—125 г и применяется при производстве штучных сосисок. Дозирование ведется в две цевки, на которые надевается оболочка.
Основные узлы (рис. 71, б) открытый бункер для фарша со шнековым питателем, шестеренчатый насос, дозирующие диски с поршнями, две вращающиеся цевки, группа привода. Фарш загружается в бункер, из которого вертикальным шнековым питателем передается в приемную камеру насоса, расположенную в нижней части бункера. Нагнетание фарша в камеру двух дозаторов производится шестеренчатым насосом.
Устройство для дозирования представляет собой два горизонтальных вращающихся диска. Каждый диск имеет сквозное горизонтальное отверстие в направлении его диаметра, в котором под действием фарша, нагнетаемого насосом, движется поршень. Диски вращаются в цилиндрических стаканах, с одной стороны сообщающихся с цевкой, с другой — с камерой, в которую нагнетается фарш. Давление фарша заставляет поршень двигаться в сторону от камеры и забирать дозу фарша в отверстие. При дальнейшем вращении диска вход в отверстие перекрывается стаканом, а затем доза фарша передается под давлением поршня в цевку. Давление на противоположную сторону поршня оказывается фаршем, при этом с одной стороны доза вытесняется в цевку, с другой стороны набирается очередная доза.
Цевка вращается и периодически, в момент подхода очередной дозы, сообщается с помощью специального отверстия с дозирующим устройством. При вращении цевки в промежутках между дозами происходит скручивание оболочки и разделение соседних доз.
Полуавтомат ФВ-2С предназначен для перевязки сосисок или сарделек. Выполняемые операции: пережим оболочки, перевязывание и протаскивание готовой продукции на новую позицию.
Полуавтомат одноканальный, оболочка пережимается пластинами, механизм обвязки делает три оборота, обматывая ниткой оболочку в месте пережима. Затем пластины освобождают оболочку и специальный рычаг протягивает ее за перемычку на длину, необходимую для следующей перевязки.
Полуавтомат ФВ-2Д, предназначенный для перевязки сосисок или сарделек, по принципу работы подобен описанному выше, но имеет три канала с перевязывающими устройствами.
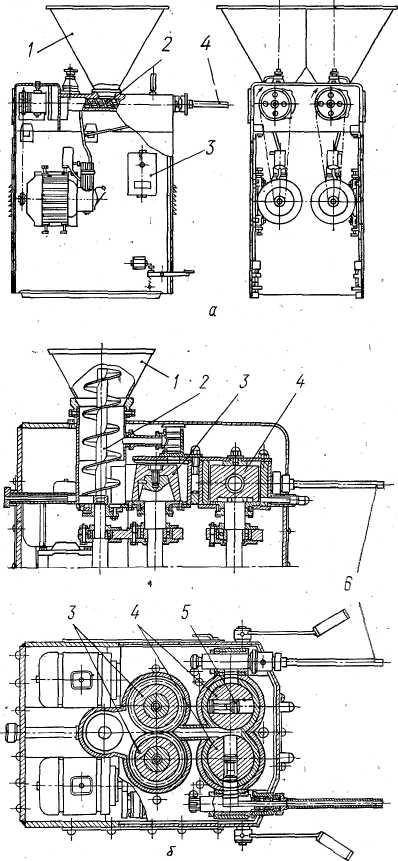
Рис. 71. Шприцы:
а — сдвоенный вакуумный ФШ2-Л: 1 — бункер; 2 — подающий шнек; 3 — вакуум-насос; 4 —. цевки; б — дозировочный «Донбасс»: 1 — бункер; 2 — подающий шнек; 3— насос; 4 — дозирующие диски; 5 — поршень; 6 — цевки.
Транспортирующий орган полуавтомата — барабан с шестью лопастями, каждая из которых имеет по три прорези, которыми оболочка протаскивается за цикл на шаг перевязки. Цикличное и синхронное вращение барабана производится с помощью механизма мальтийского креста. Технические характеристики перевязочных полуавтоматов приведены в табл. 21.
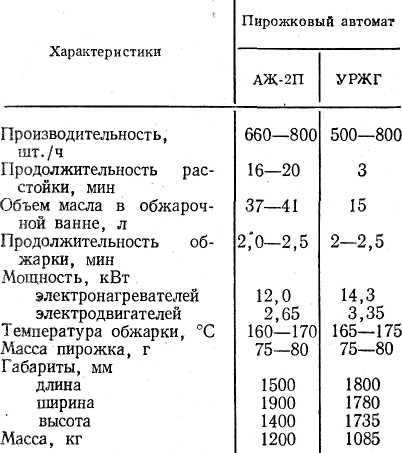
Автомат АЖ-2П предназначен для приготовления и жарения пирожков с начинкой, в том числе с рыбным фаршем, производительность его 800 шт./ч. В автомате осуществляются формовка, начинка пирожков фаршем и их жарение.
Основные узлы (рис. 72): бункер для теста с пневматическим питателем и дозатором, бункер для фарша со шнековым питателем и дозатором, формующий патрон с механизмом отрезания заготовок, конвейер расстойки, обжарочная ванна, система подачи пищевого масла, группа привода, механизм для передачи продукта между технологическими узлами.
Тесто с помощью сжатого воздуха загружается в герметически закрывающийся бункер, а рыбный фарш подается вертикальным шнеком в специальную конусную емкость с мешалкой.
Таблица 21



Дозатор теста предназначен для деления теста на куски равной массы и подачи их в формующий патрон. В цилиндрическом корпусе дозатора вращается диск со сквозным цилиндрическим каналом, в котором перемещается плавающий поршень. Цикл работы диска дозатора состоит из поворота на 180° и выстоя и осуществляется с помощью механизма мальтийского креста. Во время остановок диска плавающий поршень принудительно перемещается вниз, забирая порцию теста в верхнее пространство над поршнем и выталкивая дозу теста, находящуюся внизу с обратной стороны поршня, за один цикл дозатор передает в формующий патрон одну тестовую заготовку для пирожка.
Дозатор фарша работает по такому же принципу. Из дозаторов тесто и рыбный фарш поступают соответственно в наружную кольцевую полость и центральную трубку формующего патрона, которые движутся прерывисто,' но с одинаковой скоростью, причем период движения теста больше, чем период движения начинки, поэтому последняя отделяется и размещается в средней части порции тестовой трубки.
Выходя из формующего патрона, трубка теста с начинкой во время выстоя разрезается на равные по длине заготовки, которые увлекаются стальной лентой к сбрасывателю. При прерывистом движении пирожков между ними образуются примерно равные промежутки. Под действием поперечного перемещения сбрасывателя пирожки с ленты попадают в ковши конвейера расстойки. В процессе расстойки, которая продолжается 16—20 мин, тесто в концах заготовки расплывается, в результате чего торцевые части пирожков закрываются.
По окончании расстойки ковши поворачиваются на 90° и пирожки выпадают в ячейки барабана обжарочной ванны, при вращении которого производится обжаривание в ванне емкостью 37—41 л в масле температурой 160— 170°С. Обжаривание продолжается 2—2,5 мин.
Масло нагревается электронагревательными приборами мощностью 12 кВт. При дальнейшем вращении барабана готовые пирожки выпадают в лоток и передаются для упаковки в изотермические емкости.
Ковши и стальная лента смазываются пищевым маслом для предотвращения прилипания к ним заготовок. Постоянный уровень масла в ванне обеспечивается реле уровня. Имеется система вентиляции.
Технические характеристики пирожковых автоматов приведены в табл. 22.
Автомат УРЖГ предназначен для формования и обжаривания пирожков с начинкой, но может быть использован и для обжаривания котлет, кусков рыбы, однако укладка обжариваемого продукта в ячейки ротора производится вручную. Автомат по конструкции и принципу работы узлов дозирования теста и начинки, формования и др. подобен автомату АЖ-2П.
Отличия заключаются в применении косвенного обогрева обжарочной ванны с помощью промежуточного теплоносителя — минерального масла «Вапор», уменьшении емкости обжарочной ванны и продолжительности расстойки. В автомате установлен сдвоенный тестовой бункер, обеспечивающий непрерывную работу автомата, предусмотрена фитильная смазка пирожков вместо струйной.
Таблица 22 Таблица 23


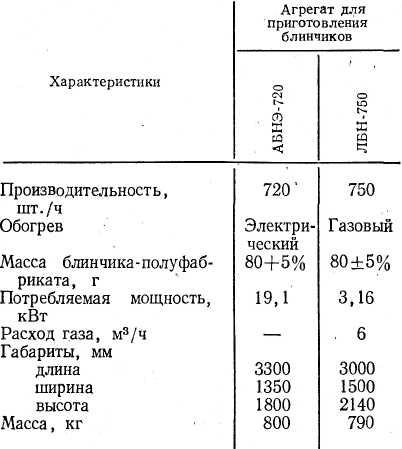


Предварительно подготовленное тесто заливают в бак блинной печи. Непрерывная лента выпекается на вращающемся барабане и в дальнейшем разрезается на квадратные заготовки размером 220—280 мм. Заготовки укладываются на конвейер, проходят под дозатором, который выдает на заготовку необходимую дозу начинки, и поступают на автомат формования блинчиков. Дозатор устроен по типу дозаторов в пирожковых автоматах.
Автомат формования блинчиков с помощью трех створок закрывает заготовку, затем двумя лопатками окончательно формует их и передает на каретку автомата укладки в лоток.
Лотки загружаются в магазин автомата вручную, затем автоматически по одному подаются к механизму укладки. На лоток автоматически укладывается 12 блинчиков в четыре ряда, после чего лоток передается в стопоукладчик, который укладывает по 14—15 лотков в стопу. Стопу вынимают из агрегатов вручную.
Агрегат ЛБН-750 также предназначен для приготовления блинчиков и по конструкции подобен агрегату АБНЭ-720.
Технические характеристики автоматов для приготовления блинчиков приведены в табл. 23.
Аппарат АП-ЗМ предназначен для формования и жарения пончиков из теста, в которое можно добавлять рыбный белковый концентрат. Производительность аппарата до 580 шт./ч при массе одного пончика 40—45 г. Аппарат работает автоматически. В корпусе аппарата смонтированы кольцевая обжарочная ванна с лопастным карусельным транспортером, нагревательная система и группа привода. В верхней части корпуса установлены бак для теста с до-затором и бак для масла, в котором происходит обжаривание.
Бак для теста закрывается герметично крышкой и сообщается трубопроводом с компрессором, давление воздуха от которого нагнетает тесто в дозирующую головку. Дозирующая головка выполнена в виде патрубка, в котором концентрично расположена трубка с конусной насадкой. Сверху по патрубку движется возвратно-поступательно стакан, периодически сообщающийся нижней кромкой с конусной насадкой. Тесто выдавливается через формующую насадку трубкой, которая циклично разрезается стаканом на порции. Порция теста в виде кольца падает в кольцевую обжарочную ванну с маслом, нагреваемым трубчатыми электронагревателями.
Порции транспортируются по кольцу ванны с помощью лопаток, которые приводятся во вращение вокруг центра ванны от электродвигателя через редуктор.
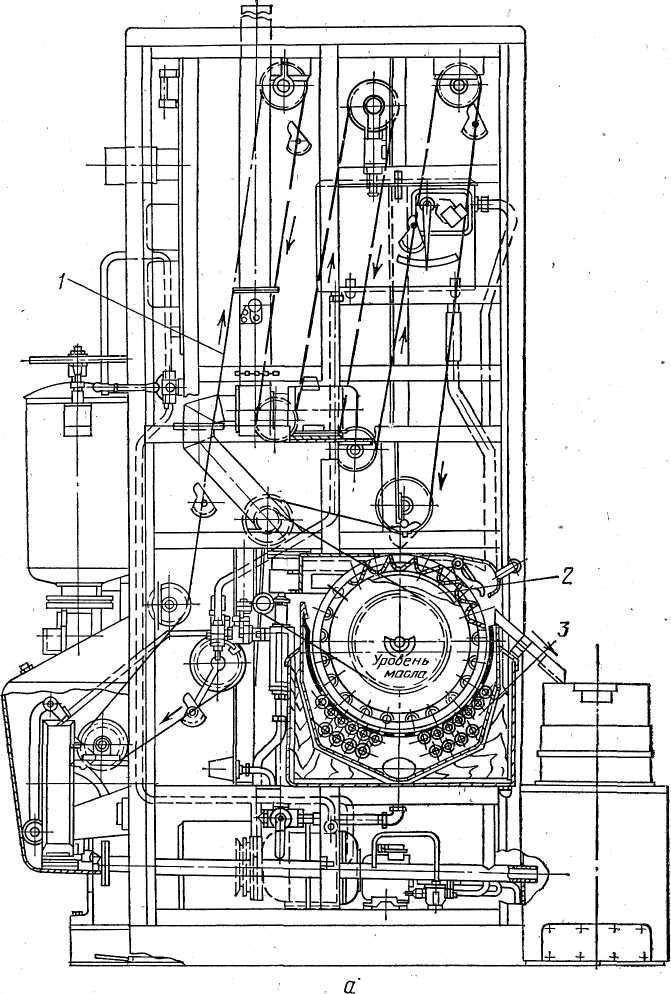
Рис. 72. Пирожковый автомат АЖ-2П (а) и его формующий узел (б):
1 — конвейер расстойки; 2 — барабан с ячейками; 3 — обжарочная ванна; 4 — бункер для теста; 5 — бункер
для фарша; 6—дозатор теста; 7 — дозатор фарша; 8 — формующий патрон.
В ванне закреплены две горки, проходя первую, порция переворачивается и начинает обжариваться со второй стороны, вторая горка выводит готовые пончики из ванны в выходной лоток. Температура масла при обжаривании 180—190°С.
Уровень масла в ванне и его температура регулируются автоматически, паровоздушная смесь, образующаяся при обжаривании пончиков, отсасывается через вентиляционную систему.
Мощность электропривода аппарата 0,45 кВт, мощность электронагревателей 8 кВт, габариты 1200X900X1500 мм, масса 250 кг.
Автомат АЖО-С также используется для формования и жарения изделий из теста, в которое можно добавлять рыбный белковый концентрат. Конструкция его во многом подобна конструкции описанного выше автомата для жарения пончиков. Масса порции регулируется в пределах 35—55 г, производительность автомата 7000 шт./ч.
Из герметичного бака тесто подается воздухом от компрессора в дозатор объемного типа цикличного действия. Порции теста попадают на вращающуюся с частотой 0,58 об/мин сковороду, смазанную маслом, обжариваются с одной стороны и при дальнейшем движении специальной лопаткой переворачиваются на вторую сторону. Обжаренные порции сбрасывателем передаются в приемный лоток и далее в накопительную емкость. Обжаривание происходит при температуре 160—170°С, на сковороде одновременно находится 35 порций.
Мощность электродвигателей автомата 7,8 кВт, электропривода 0,4 кВт, габариты 1350Х1150Х1750 мм, масса 565 кг.
Автомат АВТ предназначен для формования и выпечки блинов из теста, в которое можно добавлять рыбный белковый концентрат. Производительность автомата 750 изделий в час при массе одной дозы теста не менее 38 г.
Автомат состоит из бака для теста, двух весовых дозаторов, двух сковород, двух печей с электронагревателями, системы управления и привода.
Тесто из бака с мешалкой по трубопроводу с электромагнитными клапанами поочередно поступает в весовые дозаторы, смонтированные на базе циферблатных весов. После заполнения стакана дозатора стрелка весов через электромагнитную систему дает сигнал на перекрытие патрубка подачи теста. Затем через нижний клапан тесто выливается на сковороду, находящуюся в этот момент под дозатором.
Сковорода с тестом поворачивается на 90° в горизонтальной плоскости и попадает в печь. По окончании цикла выпекания сковорода поворачивается в горизонтальной плоскости, выходит из печи и, поворачиваясь на 180° вокруг собственной горизонтальной оси, сбрасывает готовый блин в специальный сборник. Далее сковорода переворачивается и на нее поступает новая порция теста. Выпекание блинов производится одновременно на двух сковородах, закрепленных на противоположных концах ротора. Мощность электронагревателей может регулироваться при постоянной продолжительности выпекания, которая составляет 1,5 мин. Суммарная мощность электронагревателей автомата 13,4 кВт, габариты автомата 1450Х X1400X1500 мм, масса 580 кг.
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ КОМПОНЕНТОВ
В качестве компонентов при производстве полуфабрикатов и кулинарных изделий применяются различные продукты — овощи, соусы, специи, маринады и заливки. Необходимой составляющей пирожков, пельменей является тесто, которое также применяется в качестве панировочного или обволакивающего материала при производстве рыбных палочек, рыбы в тесте.
В кулинарных цехах и на участках устанавливается разнообразное оборудование для механизации обработки овощей, приготовления теста, маринадов, заливок, соусов. Как правило, это оборудование небольшой производительности периодического действия и в поточные линии не объединено. Имеется универсализированное оборудование, предназначенное для резания и измельчения, протирания, перемешивания, рыхления и выполнения других процессов обработки сырья. К этой группе машин относятся также универсальные приводы с комплектами различного оборудования.
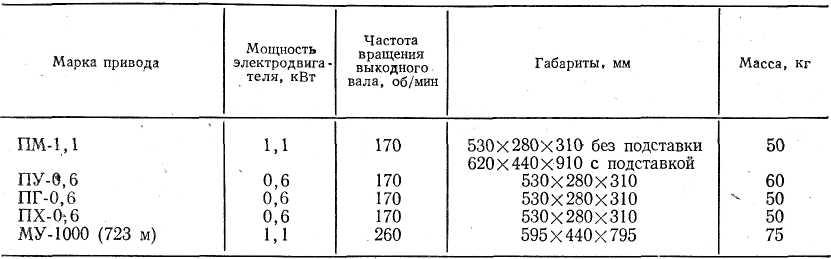
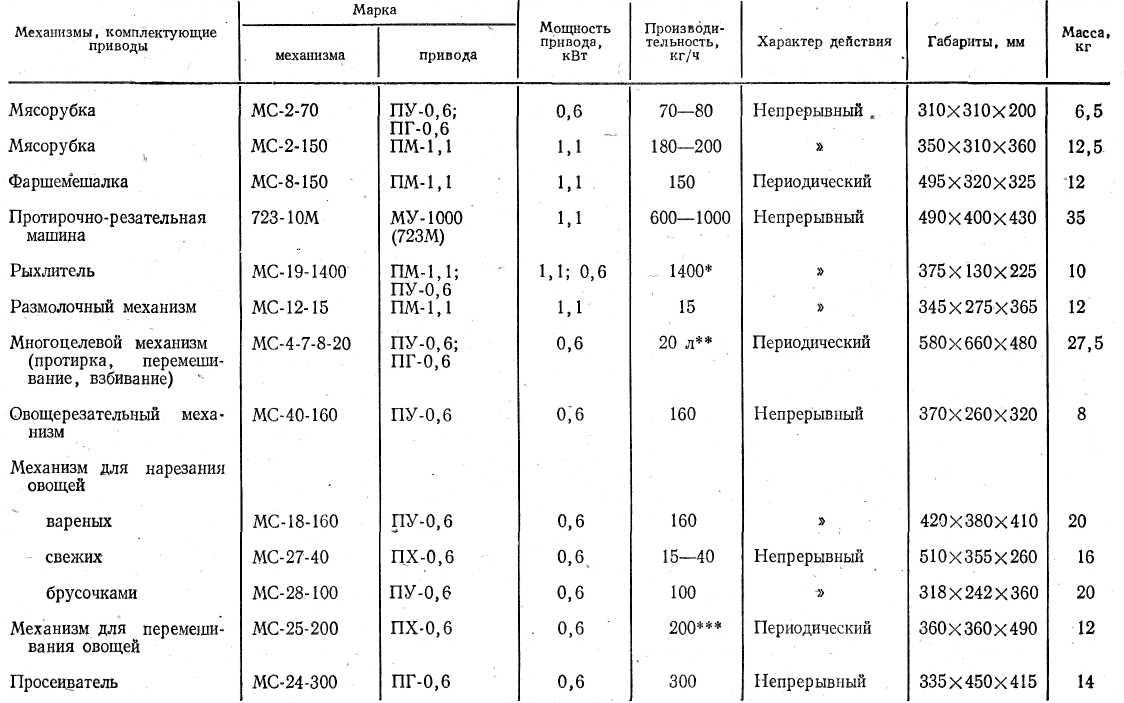
Универсальные приводы предназначены для работы в составе кулинарных участков при производстве продукции широкого ассортимента. Привод ПМ-1,1 представляет собой электродвигатель с редуктором, на выходной вал которого можно устанавливать сменные механизмы различного назначения.
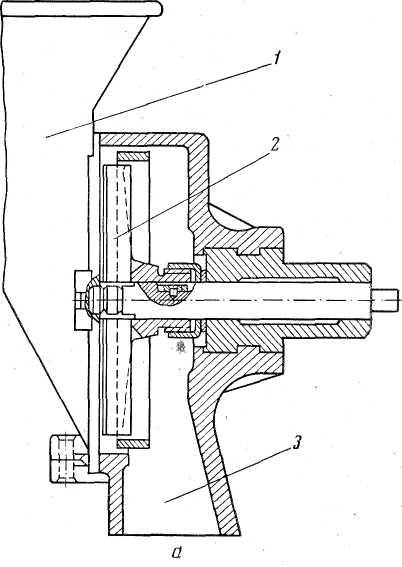
В комплект механизмов к приводу ПМ-1,1 входят мясорубка, фаршемешалка, рыхлитель, размолочный механизм. В составе универсального привода ПУ-0,6 (рис. 73) общего назначения мясорубка, рыхлитель, механизм для протирки, перемешивания, взбивания, овощерезка и механизм для нарезания на кубики вареных овощей, механизм нарезания овощей на брусочки.
В комплект специализированного (для горячих цехов) привода ПГ-0,6 входят мясорубка, многоцелевой механизм, просеиватель. В составе специализированного (для холодных цехов) привода ПХ-0,6 механизмы для нарезания свежих и вареных овощей, перемешивания овощей, сокодавилка и др.
Технические характеристики собственно приводов приведены в табл. 24, а комплектующих их механизмов — в табл. 25.
Таблица 24
Картофелечистки производительностью 125—800 кг/ч применяются на участках подготовки овощей, используемых в качестве гарниров.
Технические характеристики их приведены в табл. 26.
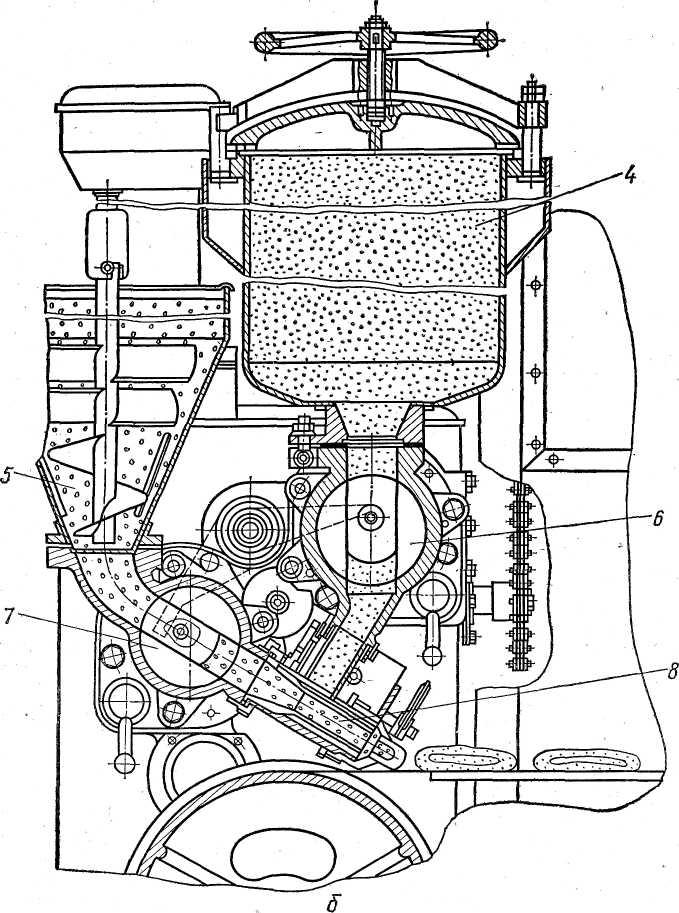
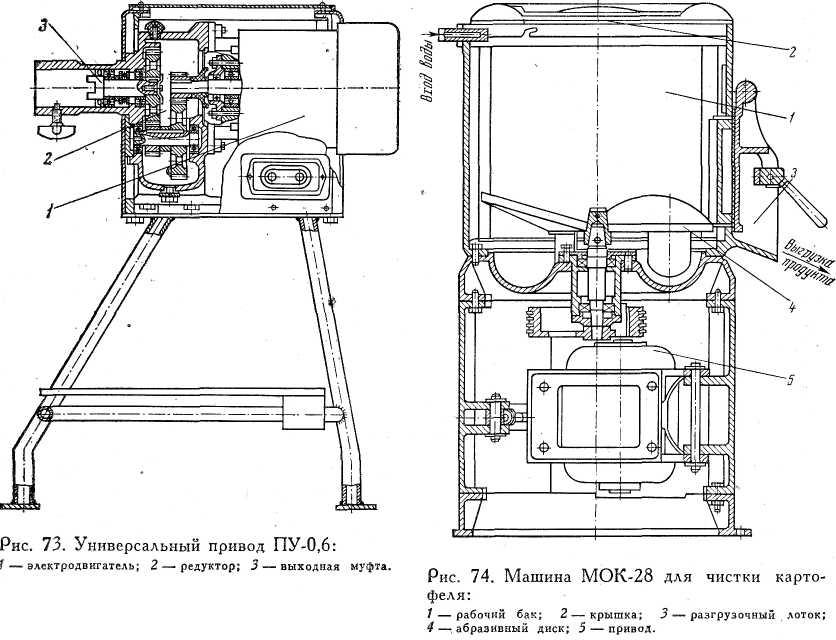
Картофелечистки МОК периодического действия представляют собой вертикальный цилиндрический бак, дно которого выполнено в виде вращающегося конуса с фигурными выступами и покрыто абразивным материалом. Внутренняя поверхность бака также выложена из абразивного материала (рис. 74). Картофель загружается в бак сверху и очищается в результате трения об абразивные поверхности при вращении конуса-дна. Для удаления отходов в бак во время работы непрерывно подается вода, отходы удаляются в специальный сборник, расположенный под баком.
N


*Порций в час.
** Емкость бачка.
*** Цикл действия 0,75—1 мин.
Таблица 26


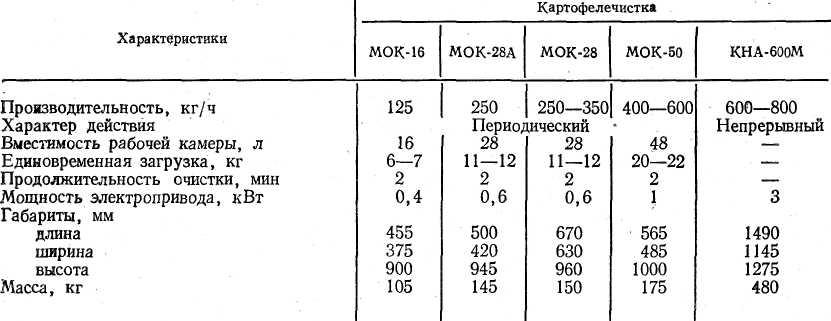
Очистка картофеля в машине КНА-600М непрерывного действия происходит на транспортере, выполненном в виде параллельных вращающихся валиков с фигурными роликами из абразивных материалов. Очищаемый картофель движется вдоль валиков, поочередно переходя из секции в секцию. Пройдя четыре секции, очищенный картофель выводится из машины.
Машина Т1-КУН предназначена для мойки зелени — петрушки, укропа, сельдерея, листьев хрена, мяты и др. Производительность ее 30— 60 кг/ч в зависимости от вида зелени и степени ее загрязненности.
Машина представляет собой прямоугольную ванну с наклонным дном и перфорированным ложным дном, заполненную водой. Зелень загружается в ванну сверху, промывается в потоках воды и постепенно перемещается в мелкую часть ванны. В конце ложного дна установлен лопастной выбрасыватель, частота вращения которого может составлять 3; 6,5; 11 об/мин. Зелень лопастными выбрасывателями передается на короткий наклонный ленточный транспортер, который выводит ее из машины. Габариты машины 200X1035Х980 мм, мощность электропривода 0,4 кВт, расход воды 1 м3/ч, масса 330 кг. Эта машина может быть использована и для мойки других овощей.
Таблица 27


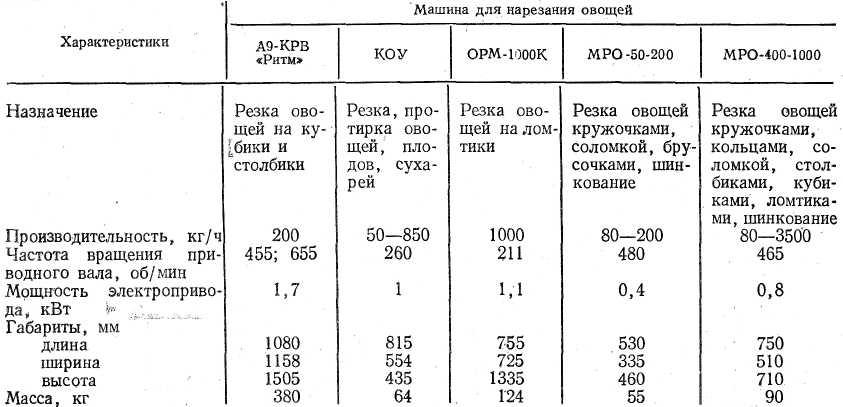
Машины для резки сырых и вареных овощей применяются в кулинарном производстве для подготовки различных однородных и комбинированных гарниров (табл. 27).
Машины КОУ, типа МРО, 723-10М привода МУ-1000, МС-18-160 привода ПУ-0,6 по принципу действия подобны друг другу. Овощи загружаются в бункер, донная часть которого представляет собой диск с режущими рабочими органами. Диск приводится во вращение, режущие элементы, соприкасаясь с овощами, режут их на части, которые через отверстия или щели в диске проходят в нижнюю часть машины и выводятся по лотку. Форма режущих элементов определяет форму нарезанных частиц овощей (пластины, брусочки, соломка). В некоторых машинах имеются лопасти, прижимающие овощи к рабочему диску. В машине МС-18-160 применяется комбинация решетки с плоским ножом, позволяющая резать вареные овощи на кубики.
В машине МС-40-160 привода ПУ-0,6 (рис. 75, а) диск с режущими элементами расположен вертикально, овощи подаются через боковой бункер и выходят с другой стороны рабочего, диска.
Механизм МС-27-40 (рис. 75, б) для нарезания свежих овощей на ломтики выполнен в виде вращающегося бункера, дном которого служат неподвижная опорная плоскость и вращающийся горизонтальный дисковый нож, входящий в зазор между, дном и бункером.
При вращении бункера происходит срезание ломтиков, которые попадают в подставляемую емкость.
Механизм МС-28-100 (рис. 75, в). для нарезания овощей на брусочки представляет собой горизонтальную неподвижную ножевую решетку, через которую овощи продавливаются специальным толкателем, приводимым в движение с помощью шатунно-кривошипного механизма.
Вмашине OPM-100-OK (рис. 76, а) овощи загружаются в бункер и попадают во вращающийся барабан с лопастями и горизонтальной осью вращения. Центробежная сила отбрасывает овощи к периферии барабана, а лопасти перемещают их к щели, образованной крышкой барабана и неподвижным ножом. Корнеплоды разрезаются на ломтики, толщина которых определяется зазором между ножом и крышкой, и по лотку выходят из машины.
В машине А9-КРВ «Р и т м» использован тот же принцип (рис. 76, б), но добавлена еще режущая гребенка, разрезающая ломтики на столбики. При резке на кубики столбики разрезаются третьим режущим инструментом, выполненным в виде вращающегося диска с режущими кромками.
Механизм МС-25-200 (см. табл. 25) для перемешивания овощей представляет собой цилиндрический бак с наклонной осью. Внутри бака на его стенках имеются лопасти-мешалки.
Бак загружается овощами сверху и приводится во вращение с частотой 28 об/мин. По окончании перемешивания вращение прекращается и бак разгружается. Полезная емкость бака составляет 10 л.
Размолочный механизм МС-12-15 (см. табл. 25) привода ПМ-1,1, предназначен для измельчения перца-горошка, сухарей и других продуктов и применяется не только в кулинарном производстве, но и на участках приготовления соусов в консервных линиях.
Механизм (рис. 77) представляет собой загрузочную воронку, в нижней части которой размещен горизонтальный вращающийся шнек. Шнек находится в горизонтальном барабане, на внутренней поверхности которого имеются грани. Размалываемый продукт через загрузочную воронку попадает в шнек, при трении продукта о грани вращающегося барабана происходит его предварительное измельчение и перемещение к терочному диску, укрепленному в выходной части шнека.
Терочный конусный диск с гранями вращается на валу шнека и образует с барабаном щель, проходя которую продукт окончательно измельчается и выходит из механизма по патрубку.
Просеиватель МС-24-300 (см. табл. 25) предназначен для просеивания муки, сухарей, соли и других продуктов и применяется в кулинарном и консервном производстве при подготовке муки к панировке, закладке в соусы, замесу и сухарей для панировки.
Просеиватель (рис. 78) представляет собой наклонный сетчатый барабан, приводимый во вращение с частотой 760 об/мин. Загрузка продукта в барабан производится сверху через воронку. Внутри барабана установлены неподвижные конусные лопасти, равномерно распределяющие продукт в барабане. Центробежная сила заставляет продукт проходить через сетку барабана, оставляя крупные частицы на его внутренней поверхности. Сетка барабана изнутри очищается неподвижными лопастями, снаружи — стойками барабана, выполняющими роль скребков. Просеянный продукт выводится через разгрузочный лоток, крупные частицы удаляются из барабана периодически вручную при его остановке.
Имеются три сменных барабана с сеткой с отверстиями 1,4; 2,8 и 4 мм.
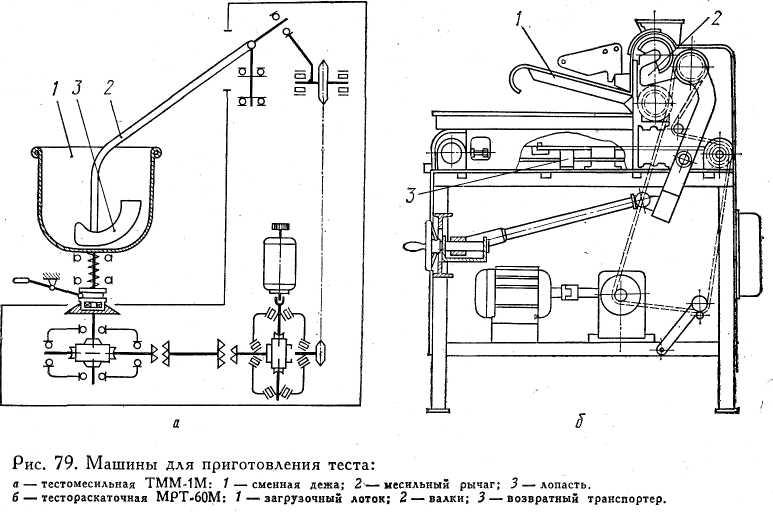
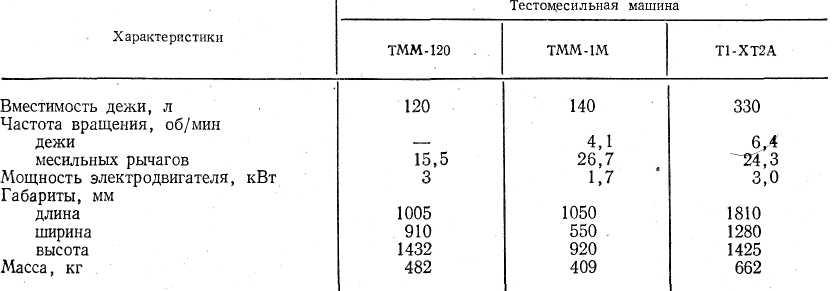
Тестомесильная машина ТММ-Ш применяется для приготовления теста при производстве пирожков, блинчиков с начинкой, жидкой панировки в кулинарном производстве.
Машина (рис. 79, а) периодического действия, рабочие органы — подкатная сменная дежа и месильный рычаг с лопастью, опускаемый в дежу. Дежа установлена на трехколесной тележке, в нижней части которой имеется цапфа, с помощью которой при накатывании дежа соединяется с приводным механизмом машины.
Во время замеса дежа вращается с частотой 4 об/мин. После накатывания дежи и соединения с приводом в дежу опускается месильный рычаг, вращающийся с частотой 27 об/мин. Месильный рычаг состоит из двух плеч — прямого короткого и длинного изогнутого, на котором укреплена лопасть, перемешивающая тесто. Плечи месильного рычага при движении описывают конусы, вершины которых лежат в точке опоры рычага. Для лучшего перемешивания теста ось вращения лопасти смещена относительно оси вращения дежи. При замесе дежа и месильный рычаг вращаются навстречу друг другу.
В комплекте тестомесильной машины три дежи, в которых поочередно производится замес.
Тестомесильная машина Т1-ХТ2А по принципу работы и конструкции подобна описанной выше.
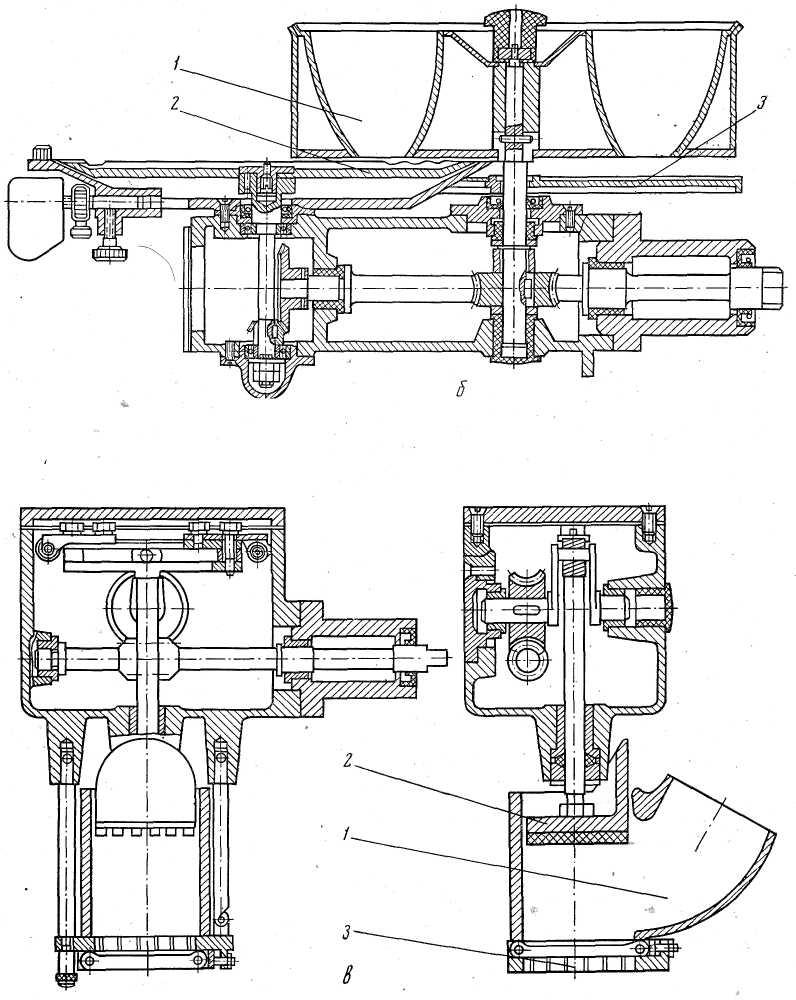
Рис. 75. Машины для резки овощей:
а — МС-40-160: 1 — загрузочная воронка; 2 — нож; 3 — выходной патрубок;
б — МС-27-40: 1 — бункер; 2 — дисковый нож; 3 — опорная платформа;
в — МС-28-100: 1 — загрузочный патрубок; 2 — поршень; 3 — режущая головка.
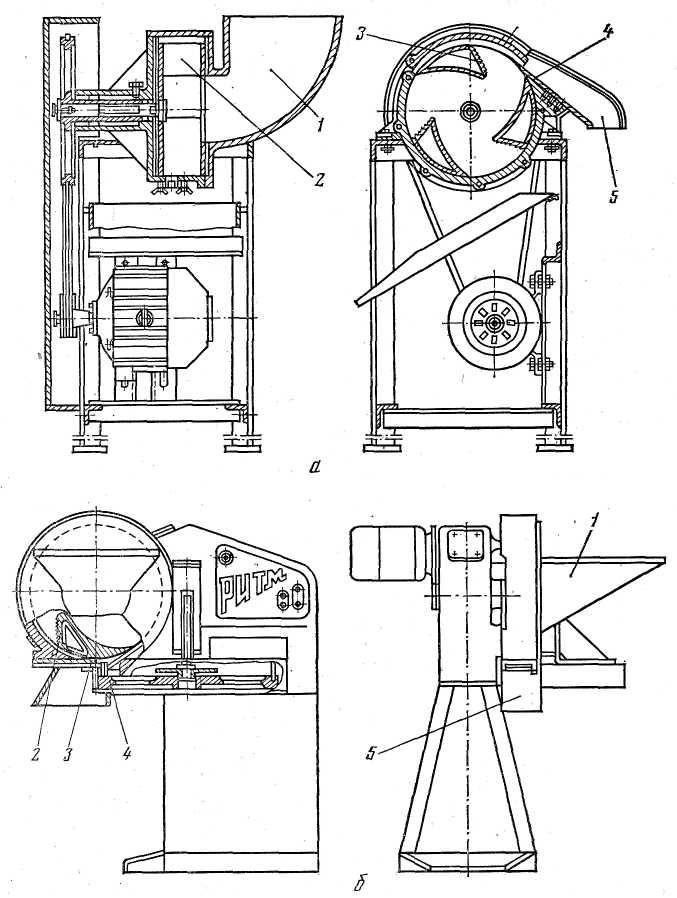
Рис. 76. Овощерезки:
а — OPM-1000K: 1 — загрузочный патрубок; 2 — барабан; 3 — лопасти; 4 — нож; 5 — выходной патрубок; б — А9-КРВ «Ритм»: 1 — загрузочный патрубок; 2 — барабан; 3 — нож; 4 — горизонтальное режущее устройство; 5 — выходной патрубок.
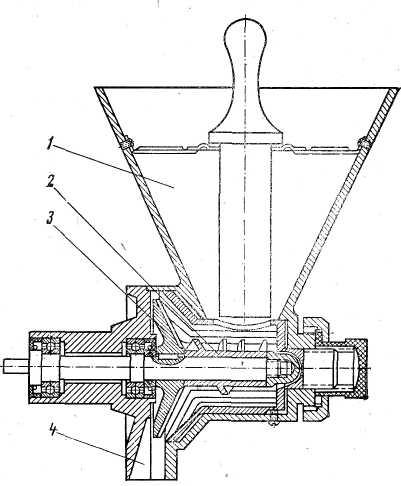
Рис. 77. Размолочный механизм МС-12-15:
1 — воронка; 2 — подающий шнек; 3 — измельчающий конус; 4 — выходной патрубок.
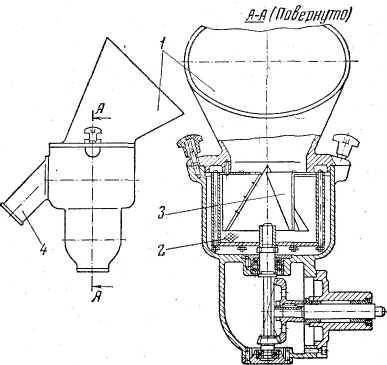
Рис. 78. Просеиватель МС-24-300:
1 — воронка; 2 — барабан; 3 — неподвижные лопасти; 4 — выходной патрубок.
Тестомесильная машина ТММ-120 представляет собой горизонтальную опрокидывающуюся емкость, внутри которой на горизонтальном валу закреплены лопасти, повернутые относительно друг друга на 90°. Тесто заливается в емкость и перемешивается при вращении лопастей с частотой 15,5 об/мин. После замеса емкость опрокидывается и тесто передается в транспортную тару.
Технические характеристики тестомесильных машин приведены в табл. 28.
Машина для раскатки теста МРТ-60М применяется в кулинарном производстве для подготовки теста при приготовлении печеных пирожков, пирогов, кулебяк и расстегаев с рыбной начинкой (рис. 79, б). Машина раскатывает обычное и слоеное тесто, производительность ее до 60 кг/ч при толщине, раскатываемого листа от 1 до 50 мм.
Раскатка порций теста массой до 10 кг производится двумя вальцами, установленными горизонтально один над другим и вращающимися с линейной скоростью 0,103 м/с. Тесто с наклонного столика направляется между вальцами.
Мощность электропривода машины 0,6 кВт, габариты 1050X740X1200 мм, масса 435 кг.
Таблица 28


ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ
К термическому оборудованию, которое применяется на кулинарных участках, относятся непрерывнодействующие обжарочные печи и обжарочные аппараты периодического действия, шкафы для производства печеной рыбы, тушения овощей, варочные котлы и аппараты, электроплиты, бланширователи для овощей.
Обжарочные печи непрерывного действия применяются в основном в консервных линиях и описаны в соответствующем разделе. Варочные котлы для приготовления соусов и заливок также описаны в разделе «Оборудование консервного производства». Ниже описано оборудование, применяемое только в кулинарном производстве.
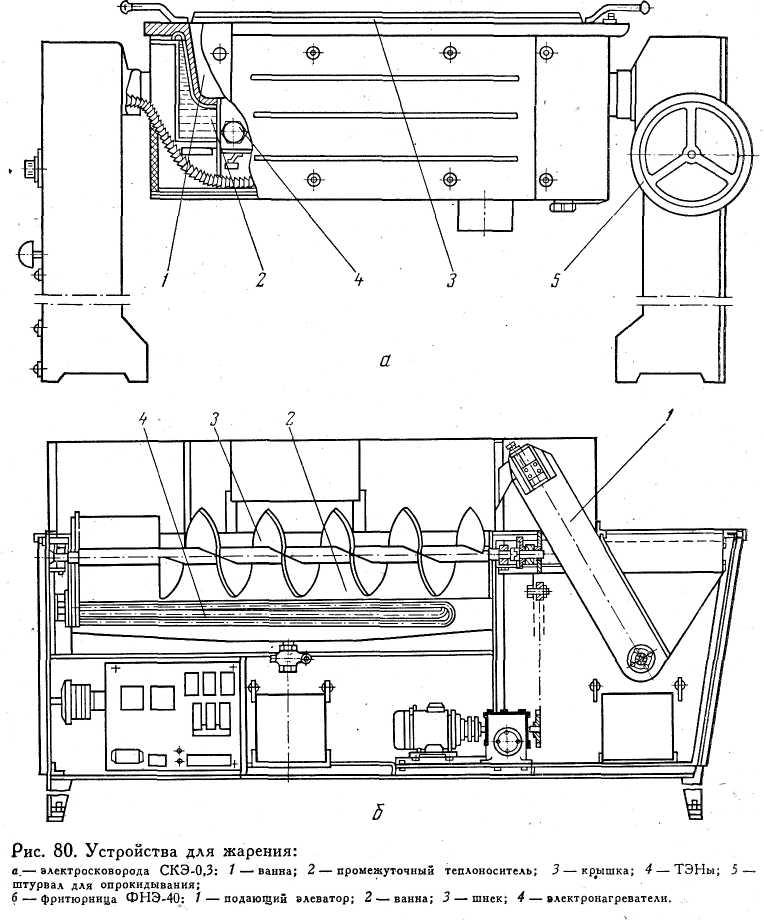
Электрообжарочные аппараты периодического действия применяются для обжарки рыбы, котлет, фрикаделей, лука, овощей и других продуктов при небольших производственных мощностях и различном ассортименте кулинарной продукции. Обычно применяются электросковороды и фритюрницы (рис. 80). Обжаривание производится в ванне с маслом. Продукт может размещаться либо непосредственно в ванне, обычно опрокидывающейся после окончания обжарки, либо в сетках, укладываемых в ванну с маслом, обычно не опрокидывающуюся. Нагревание масла производится с помощью электронагревателей при непосредственном обогреве или с помощью промежуточного теплоносителя. При необходимости обжаривания в небольшом количестве масла применяются противни, устанавливаемые на конфорки электроплит.
Технические характеристики электросковород и фритюрниц промышленного назначения приведены в табл. 29.
Непрерывнодействующая электрофритюрница ФНЭ-40 представляет собой прямоугольную ванну, масло в которой нагревается до 160—180°С с помощью электронагревателей мощностью 17 кВт. Предназначенный для обжарки продукт загружается в ванну из бункера ленточным транспортером с лопастями. В ванне расположен горизонтальный вращающийся шнек, перемещающий продукт. Готовый продукт выгружается из ванны автоматически опрокидывающимся лотком (см. рис. 80).
Производительность фритюрницы по рыбе составляет 17 кг/ч, по картофелю 16 кг/ч при продолжительности обжарки 4 мин, габариты 2080X450X1125, масса 210 кг.
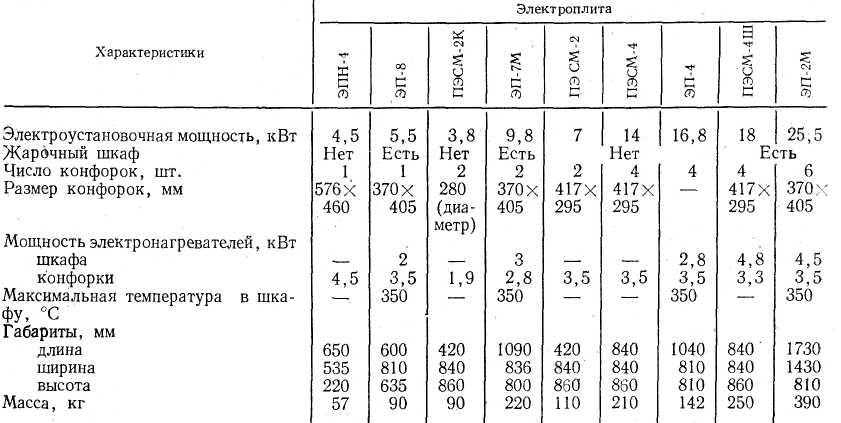
Электроплиты применяются для термической обработки различных продуктов в инвентарной посуде. На плитах можно производить обжаривание, варку, тушение. В некоторых электроплитах имеются жарочные (духовые) шкафы, в которых можно производить выпекание, запекание, жарение, тушение. Технические характеристики электроплит приведены в табл. 30.
Шкафные аппараты — пекарные и жарочные шкафы, пароварочные аппараты, печи с применением сверхвысокочастотного нагрева (СВЧ) — применяются при производстве печеной рыбы, для обжаривания, тушения, варки, выпекания, запекания и др.
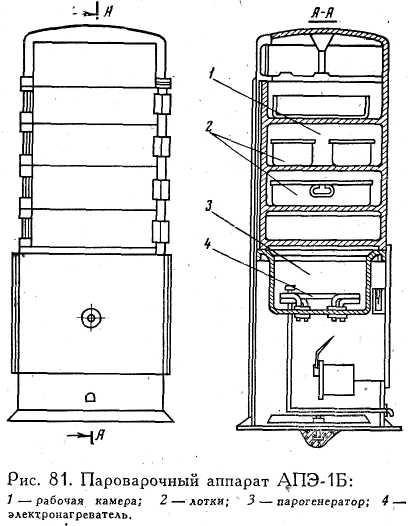
В жарочных и пекарных шкафах имеется несколько рабочих камер с электронагревателями. Продукт, обрабатываемый в них, размещается в противнях на полках. В пароварочных аппаратах продукт, уложенный в сплошные или перфорированные противни, помещается в камеры. Варка производится паром, поступающим из парогенератора, расположенного в нижней части аппарата. Парогенератор нагревается электронагревателями (рис. 81).
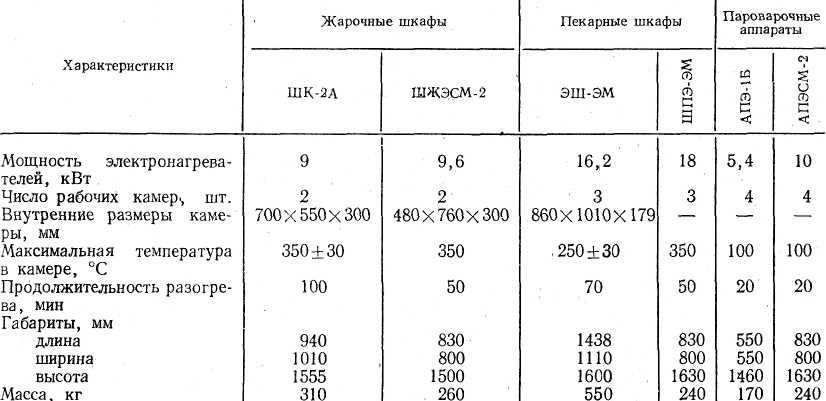
Технические характеристики шкафных термоаппаратов приведены в табл. 31.
Аппарат ИТА-201 конструкции Техрыбпрома предназначен для непрерывного производства печеной рыбы, производительность его 200 кг/ч. С помощью аппарата можно запекать неразделанную и порционированную рыбу, пироги и пирожки с рыбной начинкой. Размеры запекаемых изделий не должны превышать 450X190X80 мм для рыбы и 400X190x60 мм для пирогов.
Аппарат (рис. 82, а) представляет собой сварную коробчатую конструкцию, в которой можно выделить четыре зоны — загрузки, выпекания, охлаждения и разгрузки. Через все зоны проходят две ветви непрерывного цепного конвейера, на котором закреплены рамки с вкладными алюминиевыми горизонтальными пластинами, покрытыми антиадгезионным составом. В зоне выпекания конвейер располагается в три яруса, в зоне охлаждения — в пять ярусов, один под другим. Рамки на конвейере закреплены противолежащими сторонами по диагонали, на других сторонах находятся ролики, обкатывающиеся по направляющим. Такая конструкция позволяет при переходе с яруса на ярус сохранять горизонтальное положение рамки с пластиной. Скорость движения конвейера в зависимости от вида обрабатываемой продукции можно регулировать в пределах от 0,2 до 1,2 м/мин с помощью вариатора, установленного в группе привода.
Рыба, уложенная на алюминиевые пластины, в зоне загрузки вставляется в рамки конвейера и вводится в зону выпекания. Над и под ярусами конвейера размещены рефлекторы с инфракрасными излучателями различного типа. Комбинация ТЭНов, кварцевых и керамических излучателей обеспечивает наилучший термический режим обработки. Образующиеся в зоне выпекания испарения отсасываются вентиляционной системой.
Пройдя три яруса золы выпекания, продукция переходит в зону охлаждения, через которую проходит воздух, охлажденный батареей рассольных охладителей, размещенной между зонами выпекания и охлаждения.
Мощность установленных электронагревателей аппарата 120 кВт, электродвигателей — 5 кВт, габариты аппарата 7800Х1680Х2300 мм, масса 2900 кг.
Конвейерная печь ПКШ служит для выпекания продукции, в том числе и рыбной кулинарии, производительность ее 1000 порций в час. Зоны охлаждения печь не имеет. Через камеру печи проходит горизонтальный конвейер, на который устанавливаются противни с обрабатываемым продуктом. В камере над и под конвейером расположены инфракрасные нагреватели. Продолжительность обработки можно регулировать в пределах 5—14,5 мин с помощью вариатора, установленного в группе привода.
Температурный режим обработки также регулируется отключением части нагревателей.
Мощность электронагревателей печи 58,5 кВт, габариты 4400X900X1400 мм, масса 950 кг.
Ротационная печь ФПА с газовым обогревом (рис. 82, б) предназначена для запекания или обжаривания изделий из мясного или рыбного фарша, выпекания мучных изделий с рыбной начинкой, запекания кулинарных изделий типа бабки.
Печь представляет собой цилиндрический горизонтальный корпус с термоизоляцией. Внутренняя поверхность печи выполнена из нержавеющей стали. Корпус имеет три отверстия: нижним он сообщается с камерой сгорания, через верхнее выводятся продукты сгорания и испарения, боковое отверстие, закрываемое крышкой, служит для загрузки и выгрузки продукции. Под корпусом расположена камера сгорания, в которой размещены три инжекционные газовые горелки с системой зажигания и ручного регулирования количества подаваемого газа. Камера отделена от корпуса отсечной решеткой, предотвращающей попадание открытого пламени в корпус, в котором можно поддерживать температуру от 80 до 230°С. Количество отводимого из корпуса воздуха регулируется заслонкой.
Таблица 29


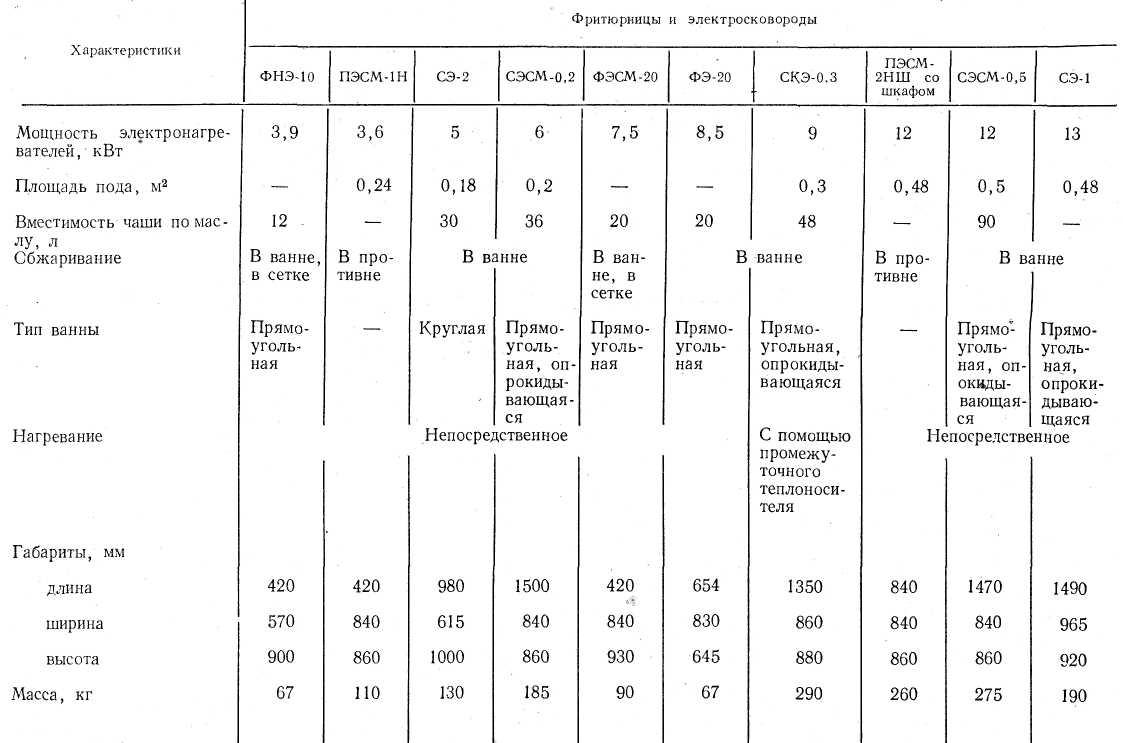
Таблица 30

Внутри корпуса эксцентрично его продольной оси с частотой 0,62 об/мин вращается ротор, на котором на шарнирах подвешены люльки. При вращении ротора люльки остаются в горизонтальном положении. Продукт, предназначенный для тепловой обработки, подается в люльки через загрузочное отверстие. Рыбная бабка загружается в формах, выпеченные изделия — на противнях. Тепловая обработка производится при непрерывном вращении ротора и закрытом загрузочном отверстии. Габариты печи 2620X1800X2035 мм, масса 1930 кг.
Печи «Волжанка» и «Славянка» выполнены в виде прямоугольного металлического шкафа, в верхней части которого расположена рабочая камера для обрабатываемого продукта. Нагревание продукции производится энергией сверхвысокой частоты.
Таблица 31

Электроустановочная мощность печи «Славянка», составляет 2,5 кВт, печи «Волжанка»
Таблица 32


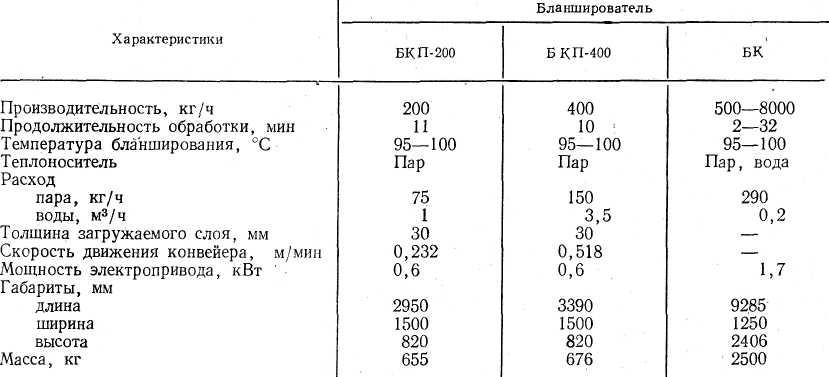
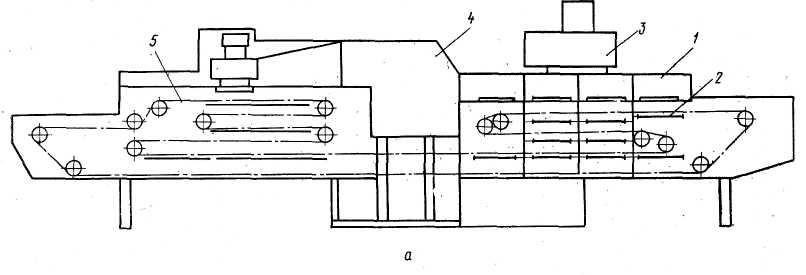
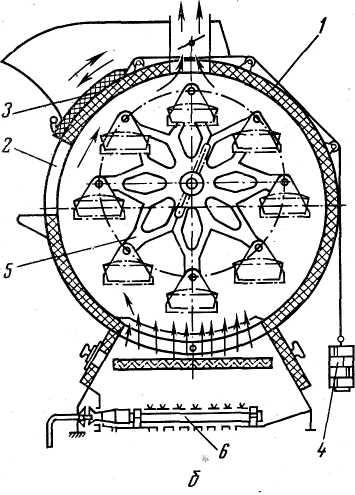
Рис. 82. Установки для термической обработки сырья в воздушной среде:
а — аппарат ИТА-201 для производства печеной рыбы: 1 — жаронная камера; 2 — конвейер; 3 — вентиляционная система; 4 — воздухоохладительные батареи; 5 — секция охлаждения;
б — ротационная печь ФПА: 1 — корпус; 2 — загрузочное окно; 3 — дверца; 4 — противовес; 5 — ротор с люльками; 6 — газовые горелки.
6 кВт, габариты 800X500X500 и 680X750X1210 мм, масса 85 и 180 кг соответственно.
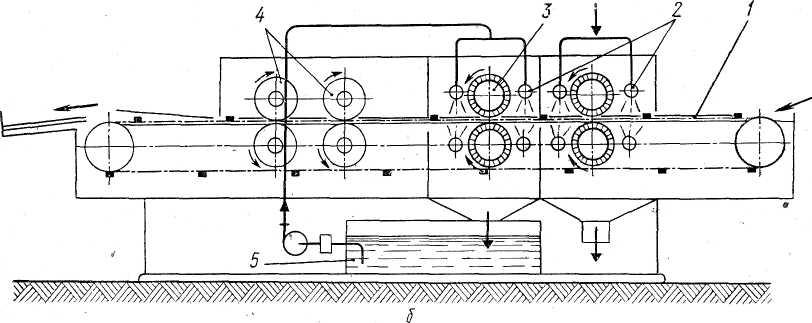
Бланширователь типа БКП предназначен для варки овощей для гарниров в водяной или паровой среде и представляет собой наклонный сетчатый транспортер, заключенный в кожух, который разделен на три камеры — промывочную, шпарительную и промывочно-охладительную. Продукт загружается в нижней части транспортера, разравнивается по сетчатому полотну шнековым разравнивателем и поступает в промывочную камеру. Промывка производится с помощью разбрызгивателей, установленных под транспортером, после чего продукт переходит в камеру, где производится его обработка паром, и поступает в промывочно-охладительную камеру, где готовый продукт промывается и охлаждается струями воды. Далее продукт выводится из бланширователя. Технические характеристики бланширователей приведены в табл. 32.
Бланширователь БК представляет собой ванну, в которой находится бесконечный цепной транспортер с перфорированными ковшами для укладки в них продукта. Кожух ванны образует рабочий туннель бланширователя. Нижняя часть ванны заполнена водой, здесь же установлены паровые барботеры.
В бланшировочном туннеле также имеются подводы пара. На входе и выходе туннеля бланширователя устроены водяные завесы, промывающие и охлаждающие продукт. В зависимости от уровня воды в ванне во время бланширования продукт подвергается обработке водой или паром или одновременно водой и паром. Продолжительность обработки регулируется с помощью вариатора скоростей, установленного в группе привода. Обратная нерабочая ветвь конвейера проходит под ванной бланширователя.
ОБОРУДОВАНИЕ ДЛЯ МОЙКИ ОБОРОТНОЙ И ИНВЕНТАРНОЙ ТАРЫ
В качестве оборотной тары применяются металлические, в основном алюминиевые, лотки и ящики с крышками и без них, а также полимерные и деревянные ящики. Часто оборотная или инвентарная тара используется для передачи полуфабрикатов на последующие процессы доработки.

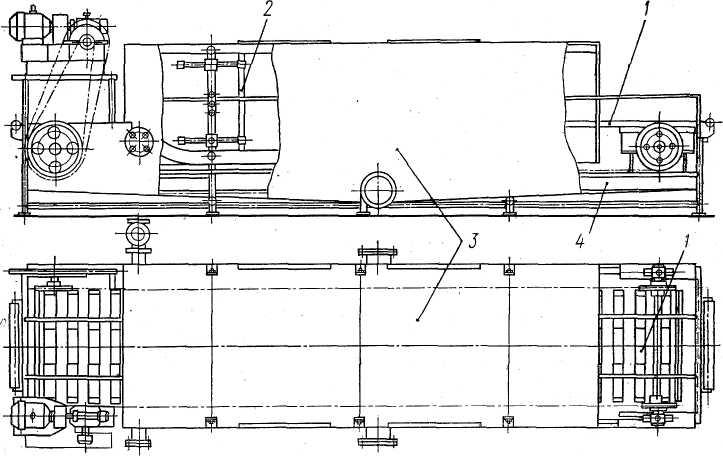
1 — загрузочно-разгрузочный транспортер для ящиков; 2 — загрузочно-разгрузочный транспортер для крышек; 3 — рабочий транспортер для ящиков; 4 — рабочий транспортер для крышек; 5 — коллекторы моющего раствора; 6 — щетки; 7—коллекторы ополаскивания; 8 — воздуховоды.
После очередного использования оборотная тара проходит санитарную обработку в моечных машинах. Мойка может осуществляться струями воды, моечного раствора, ошпариванием, с помощью щеток.
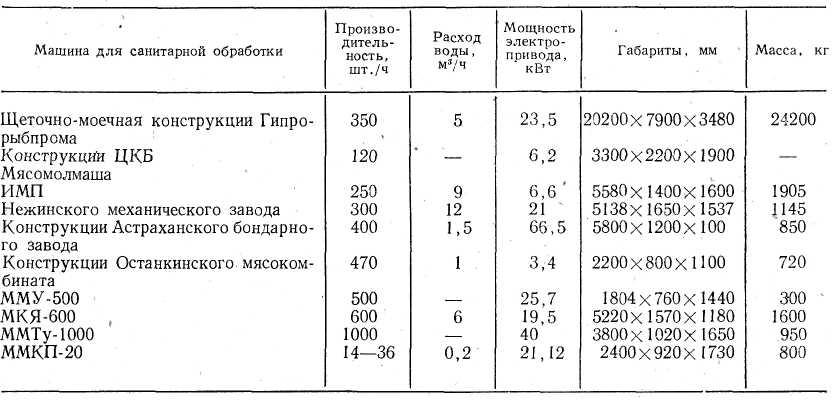
Щеточно-моечная машина конструкции Гипрорыбпрома предназначена для санитарной обработки оборотных ящиков размером 740Х Х425Х165 мм и крышек размером 740Х425Х Х3О мм. В машине производятся отмочка, мойка щетками внутренней и наружной поверхности, ополаскивание, обдув воздухом и подсушка.
Машина (рис. 83) состоит из двух параллельных рабочих секций с цепными транспортерами — одним для ящиков, другим для крышек, транспортеров для загрузки и выгрузки ящиков и крышек, щеточных узлов, систем подачи моющего раствора, воды и воздуха.
Машина выполнена в виде горизонтального прямоугольного туннеля, разделенного по длине вертикальной перегородкой на две части. В каждой из частей проходят в направляющих цепные транспортеры, две ветви каждого из которых соединены штангами и имеют толкатели для перемещения ящиков и крышек. В начале туннеля расположены два перпендикулярных рабочим загрузочно-разгрузочных цепных транспортера — один для ящиков, другой для крышек. Загрузочно-разгрузочные и рабочие транспортеры движутся синхронно и с выстоями, их цикличное перемещение осуществляется с помощью гидроцилиндров и рычажной системы.
Крышки по одной укладываются на транспортер, периодически вводятся в туннель и принимаются толкателями на нижнюю ветвь рабочего транспортера. В процессе обработки крышки движутся по направляющим. Вначале крышки в течение 2,5 мин моются струями мречного раствора температурой 60—80°С, затем попадают между двумя парами вращающихся щеток, которыми обрабатываются снизу и сверху в течение 0,7 мин. При переходе на верхнюю ветвь цепного транспортера крышки переворачиваются и поступают в зону ополаскивания струями воды температурой 60—80°С в течение 1,7 мин. При дальнейшем движении крышки обдуваются воздухом из специальных коллекторов и переходят в зону подсушки. После обратного перехода на нижнюю ветвь рабочего транспортера крышки принимаются толкателями загрузочно-разгрузочного транспортера и выводятся из машины.
Ящики устанавливаются на загрузочный транспортер по два и попарно переходят на рабочий транспортер. На нижней ветви ящики вначале заливаются моющим раствором, а их наружная поверхность моется струями раствора. Отмочка длится 3,7 мин, затем ящики передаются к щеточным узлам и обрабатываются внутри продольными и поперечными вращающимися щетками в течение 2,6 мин. При переходе ящиков с нижней на верхнюю ветвь рабочего транспортера они переворачиваются дном вверх, раствор выливается, одновременно наружная поверхность обрабатывается щетками. Затем ящики проходят струйное ополаскивание (3,3 мин), обдув воздухом (0,7 мин) и подсушку (3,7 мин). После перехода на нижнюю ветвь рабочего транспортера ящики попарно выводятся из машины загрузочно-разгрузочным транспортером. Машина снабжена системой рециркуляции для неоднократного использования моечного раствора и ополаскивающей воды.
Обработка загрязненных крышек длится 10,9 мин, ящиков 16,3 мин. При использовании систем рециркуляции расход моющего раствора составляет 0,1 м3/ч, ополаскивающей воды 5 м3/ч.
Технические характеристики машин для мойки оборотной и инвентарной тары приведены в табл. 33.
Таблица 33
Бочку вручную загружают в подъемный лоток загрузочного механизма, передающего ее в моечную камеру. В нижней части камеры расположены два вращающихся обрезиненных барабана, поддерживающих бочку. Попадая в моечную камеру, бочка размещается на барабанах и начинает вращаться. В верхней части камеры расположена вращающаяся фигурная щетка, очищающая наружную поверхность барабана. Со стороны дна бочки в камере также имеется дисковая вращающаяся щетка, очищающая дно. Внутренняя часть бочки обрабатывается вращающейся барабанной щеткой, которая после подачи бочки в камеру автоматически с помощью гидроцилиндра вводится внутрь бочки. Мойка производится горячей водой или моечным раствором, подаваемым через щетки. После окончания обработки щетки возвращаются в исходное положение и бочка по направляющим выкатывается из машины.
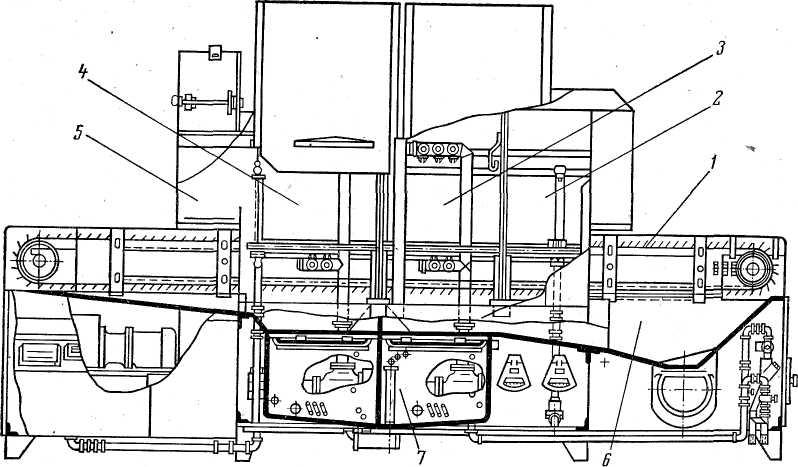
Машина ИМП предназначена для санитарной обработки противней длиной не более 800, шириной 500, высотой 140 мм. Обработка производится в три этапа — отмочка, ополаскивание моющим раствором и ошпаривание.
Машина представляет собой двухцепной бесконечный горизонтальный транспортер, нижняя часть которого проходит в ванне с водой (рис. 84, б). Загруженные в машину противни подхватываются нижней ветвью транспортера и проходят зону отмочки. Затем с помощью транспортера по направляющим противни вводятся в моечную камеру, где вначале проходят струйную" мойку щелочным раствором температурой 60°С, а затем ошпаривание паром из кольцевых коллекторов. Выгрузка и загрузка противней производятся вручную с одной стороны.
Машина конструкции Нежинского механического завода для мойки оборотных деревянных ящиков выполнена в транспортерном варианте.
Ящики, установленные на пластинчатом транспортере, огражденном направляющими, обрабатываются струями воды с наружной и внутренней сторон (рис. 85, а).
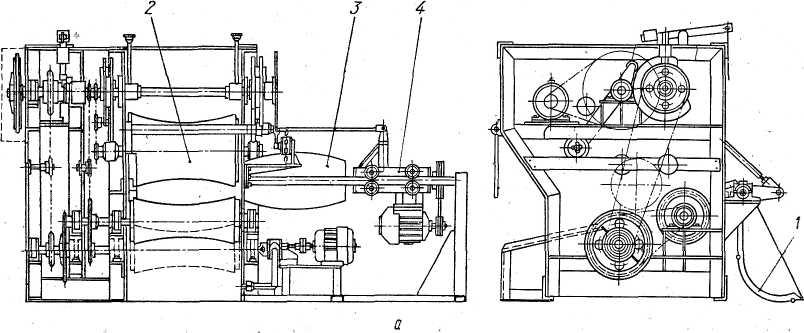
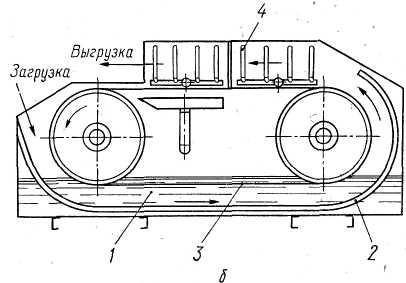
Рис. 84. Моечные машины:
а — для бочек: 1—загрузочная сетка; 2 — щетки для наружной обработки; 3 — щетки для внутренней обработки; 4 — подающая каретка;
б — для противней: 1—-ванна отмочки; 2—направляющие; 3 — транспортер; 4 — коллекторы.
Машина конструкции Астраханского бондарного завода для мойки деревянных ящиков по принципу работы и конструкции подобна машине конструкции Нежинского механического завода. Обработка производится сначала моечным раствором, а затем водой температурой 90— 95°С. Раствор и вода нагреваются паром.
Машина конструкции Останкинского мясокомбината предназначена для санитарной обработки и правки плоских алюминиевых лотков, применяемых при производстве формованных кулинарных изделий и полуфабрикатов — пельменей, котлет, фрикаделей и др.
Обработка лотков производится в три этапа — мойка холодной и теплой водой и правка. Лотки толкателями цепного транспортера (рис. 85, б) подаются к двум щеточным барабанам, вращающимся навстречу друг другу с частотой 71 об/мин, и проходят между ними. Перед щеточными барабанами и после них установлены коллекторы для подачи свежей воды. Далее лотки попадают во вторую пару щеточных барабанов, где они промываются теплой водой. После мойки лотки передаются на правку, которая производится двумя парами подпружиненных валиков, после чего лотки выводятся из машины. Валики вращаются с частотой 40 об/мин.
Машина ММУ-500 предназначена для, мойки лотков, тазиков, инвентарной посуды. Машина периодического действия с циклом обработки 1,75 мин, которая включает обработку моющим раствором через вращающиеся коллекторы, ополаскивание чистой водой, вторичное ополаскивание горячей водой температурой 95—98°С. Обработка инвентаря производится в специальных сетчатых корзинах, загружаемых и разгружаемых вручную.
По этому же принципу работает и машина ММКП- 20, но предназначена она для обработки гидроабразивным раствором инвентарной посуды — котлов, соусников, сковород и пр.
Машина ММТу-1000 применяется для мойки лотков, тазиков, инвентарной посуды и выполнена по конвейерной схеме (рис. 86).
Инвентарь, предназначенный для мойки, Загружается между фигурными элементами цепного транспортера. Моечная камера, через которую проходит транспортер, разделена на зоны. Вначале инвентарь проходит струйную очистку холодной водой от крупных загрязнений и далее обработку моечным раствором температурой 45—50°С, затем первичное ополаскивание чистой водой температурой 60—70°С и вторичное — водой температурой 95—98°С. После мойки инвентарь на транспортере выходит с противоположной стороны моечной камеры. Раствор и вода подаются насосами через коллекторы, ополаскивающая вода подогревается электронагревателями.
а — для ящиков: 1 — транспортер; 2 — коллекторы; 3 — туннель; 4 — ванна;
б —для мойки я правки алюминиевых лотков: 1 — транспортер; 2 — коллекторы; 3 — щетки; 4 — валки; 5 — сборник.
Установка РЗ-ФМД конструкции УкрНИИмясомолпрома предназначена для мойки и дезинфекции технологического оборудования и производственных помещений. Установка смонтирована на двухколесной тележке и может передвигаться вручную по производственным помещениям. В установку (рис. 87) входят двухплунжерный насос с электроприводом, бачки для моющего и дезинфицирующего растворов, бачок для воды, система трубопроводов, шланг со струйным пистолетом.
Питание установки горячей водой производится через гибкий шланг от сети производственного водоснабжения. Вода через бачок с поплавковым регулятором засасывается двухплунжерным насосом и нагнетается в напорный коллектор, где установлены демпферный бачок, переливной клапан, манометр. К коллектору подсоединен гибкий шланг со струйным пистолетом и запорным клапаном.
1 — конвейер; 2 — зона струйной мойки; 3 — зона горячей мойки; 4 — зона ополаскивания; 5 — зона обдува; 6 — сборная ванна; 7 — ванна для горячей воды.
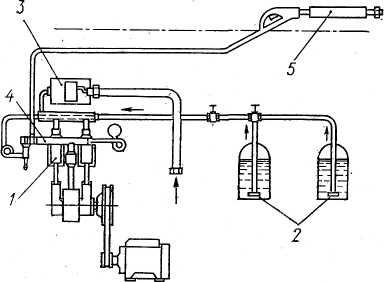
Рис. 87. Схема установки РЗ-ФМД для мойки и дезинфекции технологического оборудования:
1— насос; 2 — бачки для растворов; 3— бачок для воды; 4 — нагнетательный коллектор; 5 — струйный пистолет.
Струйный пистолет с клапаном позволяет производить мойку в труднодоступных местах оборудования и помещений. Насос обеспечивает давление рабочей струи 4—5 кПа.
Со всасывающим коллектором насоса соединен трубопровод, через который из бачков засасывается моющий или дезинфицирующий растворы. Емкость бачков для растворов 10—15 л, полиэтиленовые заборные трубы снабжены фильтрами.
Мощность электропривода насоса 2,2 кВт, габариты установки 1320X490X760 мм, масса — 26 кг.
ЛИНИИ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ И КУЛИНАРИИ
Линия производства пищевого рыбного фарша-полуфабриката из свежей рыбы устанавливается на судах промыслового флота. Линия перерабатывает на фарш такую рыбу, как минтай, длиной до 420 мм, производительность ее по готовому фаршу 300 кг/ч.
В состав линии входят машина для мойки рыбы, филетировочные машины, сепаратор для отделения кожи и грубого измельчения рыбы, промывочные и накопительные баки, ротационные сита, шнековый пресс, куттер, наполнитель, морозильные аппараты, а также транспортные средства, объединяющие отдельные машины в линию (рис. 88).
Рыба поступает в моечную машину системы Юдчица и после мойки системой транспортеров передается на две филетировочные машины для отрезания головы, вспарывания брюшка, удаления внутренностей, отрезания брюшных стенок, вырезания позвоночника. Выход филе составляет 42% от массы сырья, однако значительная часть филе требует ручной зачистки черной пленки.
Филе промывается водой, инспектируется и передается в сепаратор для отделения кожи и грубого измельчения рыбы. Фарш из сепаратора направляется на промывку пресной водой в промывочный бак емкостью 600 л. В процессе промывки фарш перемешивается лопастями, вращающимися с частотой 24 об/мин, в течение 7 мин при соотношении воды и фарша 3:1.
Из промывочного бака смесь передается насосом в накопительный бак и затем в ротационное сито для частичного обезвоживания. Сито представляет собой наклонный цилиндрический вращающийся барабан с отверстиями диаметром 0,8 мм.
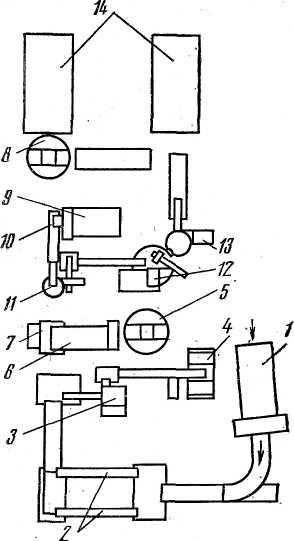
Рис. 88. Линия производства пищевого рыбного фарша:
1 — моечная машина; 2 — филетировочные машины; 3 — пресс-сепаратор; 4,7 — промывочные баки; 5, 8 — накопительные баки; 6, 9 — ротационные сита; 10— шнековый пресс; 11—-фильтр; 12— куттер; 13 — наполнитель; 14 — морозильные аппараты.
Частоту вращения и угол наклона барабана можно изменять, регулируя тем самым его производительность и степень обезвоживания фарша. Смесь загружается с одной торцевой стороны барабана, разгружается с другой.
После частичного обезвоживания (до влажности 93—95%) фарш проходит вторичную промывку в другом баке, который по конструкции не отличается от первого. Вторично промытая смесь проходит частичное обезвоживание с помощью второго ротационного сита и передается в шнековый пресс для окончательного удаления свободной воды.
Для тонкого измельчения промытого фарша в линии установлена протирочная машина в комплекте с куттером. В протирочной машине фарш протирается через цилиндрическое сито за счет центробежных сил и при вращении протирочного шнека с частотой 492 об/мин. В куттере (частота вращения чаши 8 об/мин, ножевой головки 1500 об/мин) происходят окончательное измельчение фарша и перемешивание его со стабилизаторами. Чаша куттера охлаждается. Цикл куттерования составляет 6 мин, содержание влаги в фарше после куттерования 83-84%.
После куттерования фарш фасуется в пленочные пакеты по 10 кг. Фасовка производится с помощью лопастного насоса под вакуумом через насадку с выходным сечением 60X250 мм. Продолжительность фасовки одной порции 6 с. После фасовки порции взвешивается и вручную доводится до стандартной массы.
Пленочные пакеты с фаршем укладывают в противни, которые передаются в плиточные морозильные аппараты периодического действия. Единовременная загрузка аппарата 100 противней, внутренние размеры блока 800Х250Х60 мм. За 2,5 ч фарш замораживается до —18°С.
Выход фарша составляет 12—14%от массы сырья. Производительность линии зависит от характера настройки рыборазделочных машин и составляет 3,6—4,5 т за 20 ч. Остальное оборудование линии обеспечивает производительность свыше 6 т фарша за 20ч.
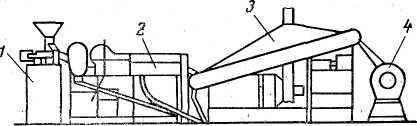
Рис. 89. Линия производства пищевого фарша из кильки:
1 — агрегат для резки рыбы; 2— агрегат для отделения внутренностей; 3 — транспортер подсушки; 4 — пресс-сепаратор.
Рыба загружается в приемную воронку агрегата для резки. В нижней части воронки расположен лопастной дозатор, передающий рыбу на горизонтальный диск-питатель. Рыба, попадающая на вращающийся диск, под действием центробежной силы отбрасывается к его неподвижной наружной обечайке, ориентируется в продольном направлении и перемещается к окну в обечайке, ведущему к режущему инструменту. Режущий инструмент выполнен в виде вращающегося винтообразного ножа, расположенного вплотную к окну диска-питателя. Рыба выходит в окно, попадает между винтообразными кромками ножа, разрезается и передается в выходной патрубок. Сменные ножи позволяют разрезать рыбу на куски длиной 10, 15 или 20 мм. Габариты агрегата для резки 810Х675Х1885 мм, мощность электропривода 1,6 кВт, масса 250 кг.
Из выходного патрубка куски рыбы попадают в приемную воронку агрегата для отделения внутренностей, смешиваются с водой и передаются в разделитель — цилиндрическую горизонтальную емкость, внутри которой расположено три горизонтальных вращающихся вала с лопастями. При перемешивании водорыбной пульпы происходит извлечение внутренностей из кусков рыбы. Из разделителя смесь воды, кусков рыбы и внутренностей по трубопроводу передается на перфорированную вибрирующую плоскость, смонтированную на четырех гибких опорах. В начале плоскости установлен ковшовый распределитель, разравнивающий слой рыбы на плоскости. Под действием вибрации куски рыбы перемещаются по плоскости, внутренности падают через перфорацию в поддон и водой смываются в канализацию. Куски рыбы с виброплоскости попадают на транспортер подсушки. Мощность электропривода агрегата для отделения внутренностей составляет 2,6 кВт, расход воды 12 м3/ч, габариты 2430Х850Х1550 мм, масса 510 кг.
На наклонном пластинчатом транспортере с кусков рыбы под действием воздуха удаляется влага. Транспортер заключен в кожух, через который с помощью вентилятора продувается нагретый калорифером воздух.
Длина транспортера 3200 мм, скорость движения полотна 4 м/мин, мощность электропривода 1,2 кВт.
Освобожденная от излишков влаги рыба передается далее в пресс-сепаратор «Фарш-4-500». Полученный на линии фарш можно использовать для выработки различных кулинарных изделий и консервов типа «Завтрак туриста», «Фрикадельки» и пр.
Линия производства котлет производительностью 18 000 шт. в смену включает два волчка МИМ-82, фаршемешалку Л5-ФМ-2М-150 и котлетный полуавтомат МФК-2240. Для предварительного измельчения мороженого филе или фарша в блоках без размораживания применяется ленточная пила ПЛМ-2М или машина В2-ФДМ. Для переработки на фарш размороженного филе или разделанной рыбы применяется пресс-сепаратор «Фарш-4-500».
Рыбное сырье после предварительного измельчения или разрезания пропускается через волчок МИМ-82 и далее зaгpyжaeтся в фаршемешалку. Хлебная масса, предварительно замоченная в какой-либо емкости, пропускается через второй волчок МИМ-82 и в необходимом сотношении к рыбному фаршу загружается в фаршемешалку, в которую также подаются необходимые компоненты котлетной массы и вода. После тщательного перемешивания котлетная масса выгружается в промежуточную емкость и далее в бункер котлетного полуавтомата.
Котлетный полуавтомат МФК-2240 производительностью 2240 шт./ч формует котлеты с заданной в пределах 49—95 г массой и производит их одностороннюю панировку. Готовые котлеты-полуфабрикаты вручную укладывают в лотки, затем в транспортную тару и направляют на реализацию.
При необходимости на этой линии можно выпускать фрикадели массой 7—9 г с производительностью 900 шт./ч. Для этого в состав линии включается автомат ФФП для формования фрикаделей. Отформованные фрикадели на лотках замораживаются в, шкафном морозильном аппарате типа МШ-3, упаковываются в картонные коробки и направляются на реализацию. Готовые фрикадели могут также направляться на термообработку — обжаривание, бланшировку — для производства готовых кулинарных изделий.
Линия К6-ФЛК-200 производства котлет устанавливается в кулинарных цехах рыбообрабатывающих предприятий, производительность ее 20 000 шт./ч. На линии производится измельчение сырья, приготовление хлебной массы, включая измельчение хлеба, дозирование воды и перца, перемешивание компонентов котлетного фарша, автоматическая подача лотков под формующее устройство, формовка котлет с двусторонней панировкой и укладка их на лотки.
В состав линии входят (рис. 90) мясорубка МП-1-160 для измельчения сырья, мясорубка МП-82 для измельчения хлеба, ванна ВХ-370 для замочки хлебной массы, дозатор воды АБР-20, фаршемешалка С-1-150 с дозатором перца ДП-60, фаршепровод, котлетный автомат К6-ФАК-50/75. Используются лотки размером 655x350 мм, на которые укладываются по 50 котлет.
Рыбный фарш загружается в мясорубку МП-1-160, сюда же подается лук. Измельченная масса поступает через насадку мясорубки в смеситель фаршемешалки. Хлеб, замоченный в ванне емкостью 370 л, измельчается мясорубкой. Мясорубка и дозатор воды работают периодически — за один цикл приготавливается хлебная масса на 100 кг котлетного фарша.
Мясорубка и смешивающая часть фаршемешалки работают периодически, за один цикл продолжительностью 6 мин приготавливается 100 кг фарша. Вместимость смесителя фаршемешалки 165 л. Масса перемешивается двумя спиральными вращающимися мешалками, готовый фарш передается в накопительную часть фаршемешалки емкостью 165 л.

Рис. 90. Линия производства котлет:
1 — волчок; 2 — смеситель; 5— фаршепровод; 4 — котлетный автомат; 5 — дозатор перца; 6 — ванна для приготовления хлебной массы; 7 — волчок; 8— дозатор воды.
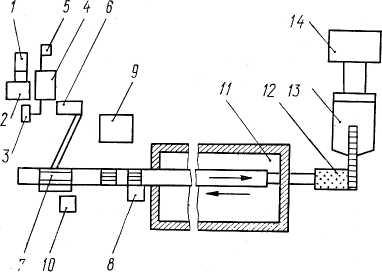
Рис. 91. Линия производства пельменей:
1—подъемник для загрузки волчка; 2— волчок; 3— дозатор соли; 4 — фаршемешалка; 5 — дозатор воды; 6 — накопитель; 7 — пельменный автомат; 8 — машина для формования фрикаделей; 9 — мешалка для меланжа; 10 — тестомесильная машина; 11 — морозильный аппарат; 12 — галтовочный барабан; 13 — автомат для фасовки и упаковки пельменей; 14—автомат для групповой упаковки пачек с пельменями.
Из накопителя фарш лопастным насосом непрерывно передается в котлетный автомат, формующий и панирующий котлеты и укладывающий их на лотки. На лоток размером 655X350 мм помещается 50 котлет. Лотки по 20 шт. вручную загружают в магазин автомата, откуда они по одному автоматически передаются к формующей части. Лотки с котлетами снимают вручную.
Габариты линии 4500X3100X2000 мм, масса 2000 кг, мощность установленных электродвигателей 23,3 кВт. Линия позволяет выпускать котлеты диаметром 60 мм и массой 50, 70 и 100 г.
Линия В2-ФПЛ производства замороженных пельменей и фрикаделей в коробках устанавливается в кулинарных цехах рыбообрабатывающих предприятий, производительность ее по пельменям 600 кг/ч, по фрикаделям 300 кг/ч.
В состав линии входят (рис. 91) пельменный автомат В2-ФПА, машина для формования фрикаделей В2-ФФЗ-М, скороморозильный аппарат В2-ФМА1, галтовочный барабан В2-ФГБ, машина для приготовления меланжа с рассолом В2-ФПЛ/1, дозировочный бачок В2-ФПЛ/4, весовой дозатор ЗДПН-0,5, фасовочно-упаковочный автомат А5-ФПА-3, автомат для групповой упаковки пачек А5-ФПА-4, подъемник К6-ФПГ-500, волчок МП-1-160, мешалка К6-ФММ-150, просеиватель «Пиорат», тестомесильная машина Т1-ХТ2А, тестопровод, фаршепровод и другие средства межоперационного транспорта.
Линия состоит из трех основных участков — подготовки компонентов и формования, замораживания, фасовки и упаковки. Рыбный фарш из разделочного отделения вместе с луком загружается в тележку подъемника, с помощью которого он передается в бункер волчка. Из волчка фарш попадает в корыто мешалки, в которое также подаются необходимые по рецептуре компоненты. После перемешивания готовый фарш для начинки насосом ФНВ по фаршепроводу передается в бункер пельменного автомата.
Мука для теста пропускается через просеиватель для отбора крупных частиц и ферропримесей и передается в приемную приставку тестомесильной машины. Дозатор приставки передает необходимое для замеса количество муки в дежу тестомесильной машины, в которую через дозировочный бачок подается также насосом смесь меланжа с рассолом.
Из тестомесильной машины готовое тесто передается в бункер пельменного автомата. Оборудование для подготовки фарша и теста работает циклично. При производстве фрикаделей тесто не приготавливается, а фарш передается из мешалки в бункер машины для их формования.
Пельменный автомат состоит из двух основных частей — формующей и штампующей. Обе части устанавливаются независимо друг от друга. Формующая часть устанавливается у транспортера морозильного аппарата таким образом, чтобы трубки с начинкой ложились на стальную ленту транспортера. При движении по ленте трубки проходят вентиляционное устройство, подсушивающее их поверхность. Далее трубки подходят под штампующие барабаны и из них формуются пельмени. Барабаны смазываются растительным маслом во избежание прилипания к ним пельменей. Машина, формующая фрикадели, устанавливается между пельменным автоматом и его формующими барабанами, которые при производстве фрикаделей не работают.
Пельмени или фрикадели на ленте транспортера вводятся в холодный контур морозильного аппарата, в котором имеются два транспортера— верхний и нижний, расположенные один под другим. Над транспортерами установлены воздухоохладители и вентиляторы с необходимыми направляющими для обдува транспортеров с пельменями в направлении, перпендикулярном их движению. Двигаясь на верхней ветви верхнего транспортера, пельмени подмораживаются и прилипают к ленте. После огибания барабана пельмени движутся на нижней ветви верхнего транспортера в обратную сторону и в конце ее срезаются ножом и переходят на нижний транспортер. На верхнем транспортере пельмени находятся 10 мин, на нижнем — 30 мин. За 40 мин пельмени замораживаются до температуры не выше —10°С и в конце нижнего транспортера по лотку выводятся из холодного контура морозильного аппарата.
На нижней ветви верхнего транспортера вне холодного контура установлены нож для срезания остатков, а также устройства для мойки и сушки ленты.
Замороженные пельмени передаются в галтовочный барабан, состоящий из двух концентрических наклонных перфорированных цилиндров, вращающихся с частотой 51 об/мин на общем валу. Пельмени вначале попадают во внутренний барабан, через его перфорацию переходят во внешний и выводятся из машины. Слипшиеся и крупные пельмени остаются во внутреннем барабане, мелкие частицы выходят через перфорацию внешнего барабана. Отсортированные частицы и пельмени выводятся отдельно. В процессе движения в барабанах с пельменей снимаются неровности, образующиеся при формовании, и их поверхность подшлифовывается.
После галтовки пельмени транспортером передаются в питатель, загружающий весовой дозатор. Из дозатора пельмени порциями по 350 г (фрикадели — 300 г) передаются в коробки, движущиеся на транспортере упаковочного автомата. После наполнения коробок клапаны закрываются и заклеиваются. Далее коробки передаются в автомат для групповой упаковки, набираются в группы по 24 коробки и упаковываются в бумагу.
Общая мощность установленного оборудования линии 80 кВт, ее габариты 27000X12000 Х8500 мм, масса 42 000 кг, обслуживают ее семь человек.
Линия производства концентрата сухого рыбного супа представляет собой комплекс оборудования для обработки рыбного сырья и необходимых компонентов, их смешивания и фасовки в пакеты. Линия рассчитана на переработку рыбного сырья в виде филе и фарша (промытого и непромытого) и состоит из следующих участков: обработки и сушки рыбы, подготовки, измельчения и сушки специй, овощей, вермишели, дозирования и смешивания компонентов, фасовки и упаковки концентрата в пакеты и транспортную тару.
Блоки мороженого сырья распаковываются и с помощью гидравлического подъемника загружаются в измельчитель, перерабатывающий сырье температурой до —30°С (рис. 92). Измельченная рыба передается в горизонтальный цилиндрический варильник, корпус которого имеет рубашку, обогреваемую паром. Внутри варильника смонтирован шнек, который перемещает и перемешивает отвариваемое сырье.
Из варильника сваренная масса шнековым транспортером направляется в бункер коллоидной мельницы, которая производит тонкое измельчение. Затем масса насосом передается в корундовые мельницы для окончательного измельчения, в процессе которого происходит также гомогенизация массы.
Измельченная рыбная масса собирается в два бака с мешалками, из которых попеременно направляется в распылительную сушилку вертикального типа. В верхней части цилиндрической камеры сушилки расположена вращающаяся форсунка, которая распыляет гомогенизированную рыбную массу. В камеру сушилки с помощью вентилятора из газогенератора подается горячий воздух температурой 215°С. Перемешиваясь с распыленным рыбным сырьем, горячий воздух высушивает его, превращая в порошок влажностью 5%.
Порошок падает в нижнюю часть сушилки и выводится из нее. Часть порошка вместе с воздухом выходит из сушилки и отделяется от него в циклоне. Далее оба потока порошка объединяются и собираются в циклоне, из которого он высыпается в передвижные бункеры, поступающие на участок дозирования и смешивания компонентов.
Сухие компоненты — специи — на специальном участке проходят инспекцию, измельчение и смешивание в необходимых пропорциях. Готовая смесь загружается в передвижные бункера или другие промежуточные емкости и передается на участок дозирования и смешивания.
Овощи и вермишель проходят дополнительное высушивание до влажности 7% в специальных воздушных сушилках на перфорированных подносах в потоке горячего воздуха, нагреваемого с помощью паровых калориферов. Циркуляция воздуха в камерах сушилок производится вентиляторами.
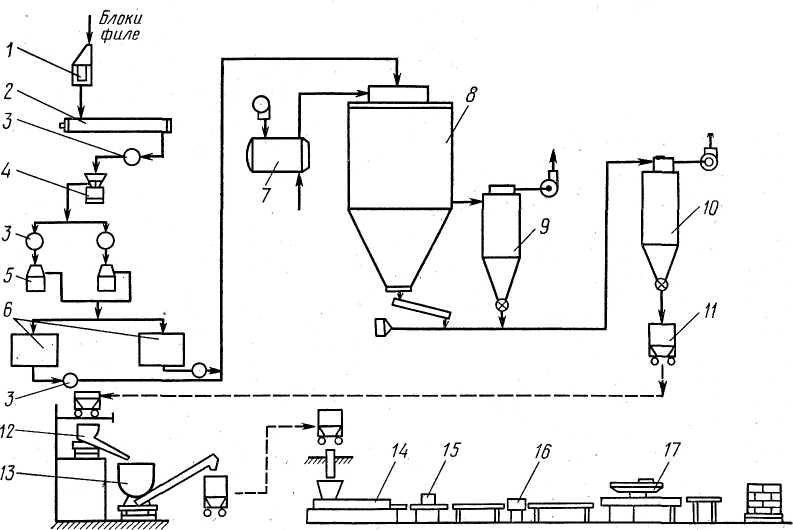
1— измельчитель; 2 — стерилизатор; 3 — насосы; 4 — коллоидная мельница; 5 — корундовая мельница; 6 — баки; 7 — генератор горячего воздуха; 8—-распылительная сушилка; 9, 10— циклоны; 11—тележка; 12 — дозирующие весы; 13 — мешалка; 14 — машина для дозировки и упаковки концентрата супа в пакеты; 15 — весо-контрольный автомат; 16 — устройство для раскрытия ящиков; 17 — машина для упаковки ящиков.
Режим сушки — температура и влажность среды — регулируются автоматически. После сушки продукт через охлаждающие желоба передается в передвижные бункера.
На участке дозирования и смешивания компонентов установлены два смесителя и четверо дозирующих весов, передвигающихся с помощью электродвигателей над смесителями. Из передвижных бункеров компоненты через нижний люк передаются в бункера весов, которые дозируют их в смесители со спиральными мешалками. Компоненты, задаваемые в небольших количествах, дозируют в смесители вручную. После смешивания, длительность которого зависит от рецептуры супа, готовая смесь передается в передвижные бункера, направляемые на участок фасовки и упаковки.
Концентраты упаковываются в пакеты шириной от 80 до 150 мм и длиной до 200 мм с производительностью 60—100 пакетов в минуту. Вначале с помощью машины из рулонного материала изготавливают пакеты, в них подается определенная доза концентрата, пакеты запечатываются с помощью термосварки.
Далее пакеты с концентратом супа проходят автоматические контрольные весы, которые отбраковывают пакеты с перевесом и недовесом,
и затем укладываются в транспортную картонную тару. С помощью машины картонные ящики закрываются и заклеиваются лентой. Имеются устройства для маркировки выходными данными каждого пакета в отдельности и картонного ящика с пакетами.
Линия Н10-ИЛЖ конструкции ЦПКТБ «Азчррыбы» предназначена для обжаривания мелкой неразделенной рыбы, крупной обезглавленной порционированной рыбы и филе, производительность ее по готовой продукции 300 кг/ч. В состав линии входят (рис. 93) транспортер стечки, питатель, панировочная машина, обжарочная печь, охладитель для рыбы, фасовочный конвейер, дозировочно-наполнительный автомат, система очистки масла.
После первичной обработки полуфабрикат передается на транспортер из перфорированных пластин, на котором с поверхности рыбы в течение 20 мин удаляется свободная влага. Затем рыба поступает на питатель, выполненный в виде горизонтального приводного рольганга, на выходе с которого имеется вращающийся барабан с радиальными пластинами. С помощью этих пластин происходит равномерная передача рыбы в панировочную машину.
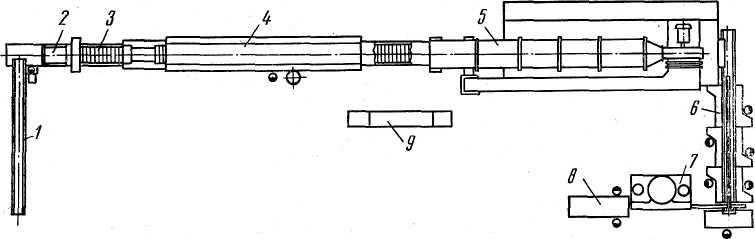
1—транспортер стечки; 2 — питатель; 3 — панировочная машина; 4 — обжарочная печь; 5—охладитель; 6-фасовочнын конвейер; 7 — дозировочно-наполнительный автомат; 8 — стол; 9 — щиты управления.
Мощность электропривода питателя 0,4 кВт, габариты 2150X2650X2200 мм.
Панировочная машина каскадно-роликового типа имеет пять ярусов приводных роликов, расположенных последовательно один под другим. Над ярусами находится бункер, из которого на рыбу подается мука. На трех верхних ярусах роликов рыба панируется, на четвертом с нее удаляются излишки муки, пятый выводит рыбу из машины. При переходе с яруса на ярус рыба переворачивается.
Далее панированная рыба передается на транспортер набухания обжарочной печи, представляющий собой приводное горизонтальное роликовое полотно, размещенное в кожухе, под который для ускорения набухания может подаваться насыщенный водяной пар, и являющийся продолжением нижнего яруса панировочной машины. Частота вращения роликов, а, следовательно, и продолжительность набухания слоя панировки постоянны.
После набухания рыба переходит на роликовое полотно обжарочной печи, выполненной по традиционной схеме с электронагревателями и слоем масла на водяной подушке. Рабочее приводное роликовое полотно, на котором находится рыба, проходит через слой масла. Мощность электронагревателей, смонтированных под полотном составляет 193 кВт. Продолжительность обжарки 15—25 мин. Предусмотрены грубая очистка масла в гидроциклоне и тонкая — с помощью сепаратора ИСА-3.
После обжаривания рыба попадает в охладитель, выполненный в виде термоизолированного туннеля с двумя приводными горизонтальными роликовыми дорожками. Рыба, выходящая из печи, поочередно подается на каждое из полотен с помощью питателя, наклон которого изменяется по высоте. Вначале рыбой заполняется одно полотно, затем второе. Во время заполнения одного полотна другое неподвижно — находящаяся на нем рыба охлаждается. Затем начинается разгрузка полотна с противоположной стороны. Общая продолжительность нахождения рыбы в охладителе составляет 40 мин, за это время рыба охлаждается от 85 до 15°С. Охлаждение производится в потоке воздуха, охлаждаемого рассольными охладителями. Охлажденная рыба поступает на фасовочный конвейер, вдоль которого расположено шесть рабочих мест. Рыбу фасуют в полимерную тару емкостью 250—500 см3 с соусом или в металлическую транспортную оборотную тару. Наполненные банки передаются к дозировочно-наполнительному автомату для заливки соусом и затем на специальный стол, где их вручную закрывают крышками. Обслуживают линию 10 человек, из них 4—6 человек заняты на фасовке. Мощность электрооборудования 218 кВт, расход воды 0,6 м3/ч.
Линия производства рыбных палочек выпускает панированные обжаренные замороженные рыбные палочки размером 83x28X11,6 мм из мороженого филе. Палочки упаковываются по 5 или 10 шт. в картонные коробки. Производительность линии по сырью 700 кг/ч. На линии производятся распиливание стандартных блоков мороженого филе без предварительного размораживания, панировка палочек тестом и сухарями, обжаривание, замораживание, укладка в коробки, упаковка коробок в ящики.
В начале линии (рис. 94) установлен агрегат для распиливания блоков мороженого филе на палочки. Блок проходит три комплекта режущих инструментов, поочередно распиливающих его на части. Передача осуществляется с помощью гидротолкателей. Нарезанные рыбные палочки специальными направляющими выравниваются в продольном направлении и передаются в панировочную машину.
Панировочная машина состоит из двух частей — для жидкой и сухой панировки. Рыбные палочки на проволочном полотне транспортера вначале проходят под поперечной щелью, из которой на них стекает жидкая панировка.
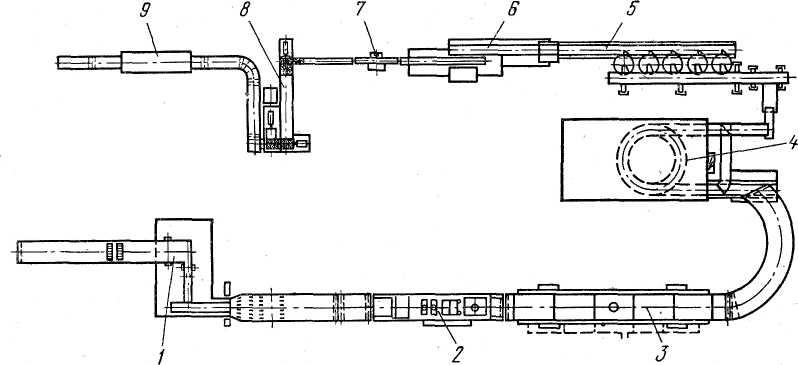
1—агрегат для распиливания мороженых блоков на палочки; 2 — панировочная машина; 3—обжарочная печь; 4,— морозильный аппарат; 5 — ориентирующе-группирующий агрегат; 6 — машина для упаковки палочек в коробки; 7 — весоконтрольный автомат; 8 — машина для упаковки коробок в ящики; 9—машина для упаковки ящиков.
Далее палочки посыпаются сухой панировочной смесью, которая затем приминается специальным устройством.
Панированные палочки передаются на стренговое полотно обжарочной печи, в которой при температуре около 185°С происходит их обжаривание. Нагрев масла осуществляется в специальном выносном устройстве, мощность электродвигателей составляет 190 кВт. Температуру масла можно регулировать от 144 до 220°С, а продолжительность обжарки — от 0,33 до 3,33 мин. Температура поддерживается автоматически. Из печи обжаренные палочки переходят на сетчатый транспортер спирального морозильного аппарата. В камере морозильного аппарата палочки на транспортере проходят по спирали вверх вокруг вращающегося барабана. Продолжительность замораживания можно изменять от 9 до 150 мин изменением скорости движения спирального транспортера с помощью вариатора. От 40 до —18°С палочки замораживаются примерно 13 мин.
Замороженные палочки с транспортера морозильного аппарата передаются в пять круглых бункеров устройства для ориентирования и группирования. На спиральных дорожках бункеров палочки ориентируются и передаются на транспортер-накопитель, где группируются в ряды по 10 шт. в каждом и направляются в упаковочную машину. В упаковочной машине из плоской заготовки формируется коробка и в зависимости от ее размеров в нее подаются 5 или 10 палочек. Боковые клапаны закрываются и коробка передается на электронные автоматические весы, контролирующие массу упаковок. Отбраковка коробок с перевесом или недовесом производится автоматически.
Машина для групповой упаковки укладывает в картонные ящики по 48 коробок с пятью палочками или по 12 с десятью. Наполненные раскрытые ящики по рольгангу поступают к машине, закрывающей клапаны и заклеивающей их гуммированной лентой.
Линия производства обжаренных формованных изделий предназначена для формования, панировки и обжарки изделий из фарша типа котлет и фрикаделей, производительность ее по сырью составляет до 500 кг/ч. В состав линии входят (рис. 95) формовочная машина, установка для двойной панировки, питатель, обжарочная печь и морозильный' аппарат. Подготовка фарша и перемешивание его с компонентами производятся на специализированном участке.
Подготовленный фарш загружается в бункер формовочной машины и вращающимся шнеком нагнетается к формующей головке. Головка формует шарообразные изделия, массу которых можно регулировать от 2 до 150 г величиной открытия диафрагменного затвора-отсекателя. Отформованное изделие падает на ленточный транспортер, над которым установлено раскатывающее устройство. Это устройство представляет собой тяжелый вращающийся барабан, раскатывающий шарообразные изделия в плоские. Устройство включается тогда, когда необходимо формовать изделия типа котлет.
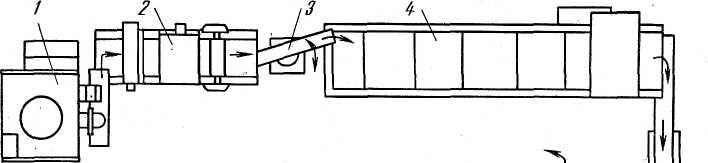
1 — формовочная машина; 2 — панировочная машина; 3 — питатель; 4 — обжарочная печь; 5 — морозильный аппарат.
Затем изделия передаются в машину, в которой предусматривается двойная панировка — вначале жидким тестом или жидкой белковой массой, затем сухарной смесью. Панировка приминается пластмассовыми кольцами, свободно висящими на горизонтальном валике, излишки ее сдуваются в специальном туннеле и возвращаются для повторного использования.
Панированные изделия питателем, представляющим собой горизонтальный транспортер, совершающий возвратно-поступательные движения в горизонтальной плоскости, равномерно перегружаются на стренговое полотно обжарочной печи и распределяются по нему. Масло в печи нагревается четырьмя группами электронагревателей, мощность каждой из которых можно регулировать. Это позволяет поддерживать в каждой зоне различную температуру в пределах от 100 до 220°С, что создает благоприятные условия для обработки продукта. Общая мощность электронагревателей составляет 162 кВт. Водяной подушки печь не имеет. Продолжительность обжарки можно регулировать от 0,66 до 8 мин изменением скорости движения транспортера. Масло очищается от крупных частиц с помощью проточного сетчатого фильтра. Масляная ванна, вмещающая 500—600 л, закрыта сверху крышками и оборудована системой вытяжной вентиляции.
Обжаренные изделия далее могут передаваться либо на упаковку, либо на замораживание с последующей упаковкой.
Линия Н1-ИЗА производства рыбных заливных состоит из двух участков — подготовительного и производственного (рис. 96).
В состав оборудования подготовительного участка входят пищеварочные котлы КПЭ-160 с электрическим обогревом для отваривания филе, моркови, яиц, ланспига. Филе отваривается в сетках, которые загружаются в котлы и. выгружаются из них с помощью передвижного подъемного механизма МПП. Морковь нарезается с помощью овощерезательной машины МРОВ-160. Готовый ланспиг насосами перекачивается в другой котел КПЭ-160, в котором производится повторная варка, но уже с необходимыми по рецептуре компонентами — специями, желатином. После повторной варки ланспиг насосом через фильтр перекачивается в третий котел — МЭС-2446, где он охлаждается до температуры 35—40°С. Котел оборудован мешалкой и рубашкой, охлаждаемой рассолом. Оборудование подготовительного участка обеспечивает отваривание 300—400 кг филе, 600— 700 кг ланспига, 15—20 кг моркови, 400—500 яиц в смену.
Основным агрегатом производственного участка является дозатор ланспига. Заливное выпускается в формах из поливинилхлорида толщиной 0,5—0,6 мм, вместимостью 300 см3 и размерами 120Х100Х40 мм. Компоненты подаются на участок в инвентарных противнях, филе после охлаждения — в сетках, ланспиг — самотеком из третьего котла.
В начале производственного участка находится фасовочный конвейер на восемь рабочих мест, на котором производится укладка рыбы и компонентов заливного в формы. Транспортер с гнездами передает формы с рыбой по 10 шт. под десять разливочных сопел, заполняющих их ланспигом. Затем формы рядами по 10 шт. передаются в туннель охладителя, где они в течение 40 мин охлаждаются холодным воздухом до 0—2°С и происходит желирование ланспига. Воздух охлаждается в рассольном трубчатом охладителе и продувается сквозь туннель замкнутой вентиляционной системой.
После охлаждения формы с заливным попадают на специальный стол, с которого их вручную устанавливают в матрицы транспортеров двух упаковочных машин Hl-ИУА. В качестве материала для крышек используется комбинированная пленка целлофан — алюминиевая фольга — поливинилхлорид, которая приваривается к форме при температуре 180—220°С, затем закрытые формы вырезаются из рулона покровного материала и выводятся из машины. Формы с заливным укладываются' в транспортную тару и направляются на реализацию. Производительность линии по готовой продукции составляет 1 т. в смену.
Линия ИПА-100 производства рыбной соломки конструкции НИКИМРП состоит из двух участков: сырьевого — для приготовления рыбного теста и производственного — для формования, выпекания, фасовки и упаковки соломки.
На сырьевом участке разделанная рыба вначале с помощью пресс-сепаратора «Фарш-2» перерабатывается на фарш, при этом отделяются кожа и кости. Затем фарш пропускается через волчок типа 632. Тонкое измельчение фарша производится куттером Л5-ФК1Н.
Измельченный рыбный фарш, мука и другие компоненты в соответствии с рецептурой загружаются в дежу тестомесильной машины ТММ-120 и тщательно перемешиваются до получения однородной массы. Сырьевой участок линии занимает площадь 25—30 м2.
Производственный участок (рис. 97) выполнен в виде единого агрегата, в котором последовательно осуществляются формование, выпекание, фасовка и упаковка соломки. Формующая, выпекающая и фасовочно-упаковочная части агрегата объединены горизонтальным сетчатым транспортером, который перемещает соломку от формующего устройства через сушильную печь к фасовочно-упаковочному устройству.
Формовочное устройство состоит из двух бункеров, в которые порциями 1-1,5 кг постепенно загружается тесто. В бункерах вращаются шнеки, нагнетающие тесто к фильерам, формующим соломку. Фильеры располагаются над сетчатым полотном цепного транспортера и периодически перекрываются пластинчатым ножом, отрезающим порции соломки, которые падают на транспортер. Скорость выдавливания теста регулируется изменением частоты вращения шнеков с помощью вариатора, длина порции также может регулироваться изменением периода возвратно-поступательного движения ножа.
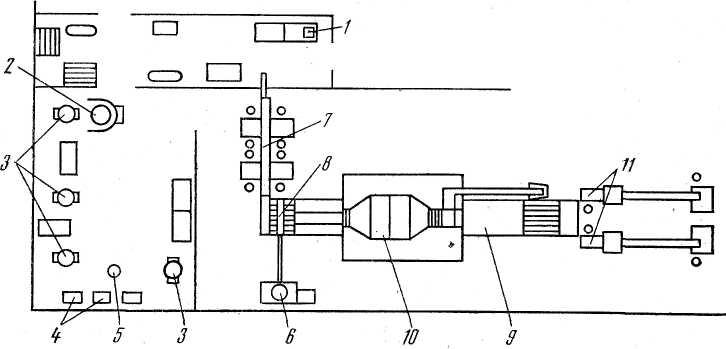
1 — овощерезка; 2—-механизм для подъема и перемещения сеток; 3 — пищеварочные котлы; 4— насосы; 5 — фильтр; 6 — котел с мешалкой; 7 — расфасовочный конвейер; 8 — дозатор ланспнга; 9—охладительный туннель; 10—система воздухоохлажденния; 11 — укупорочные машины.
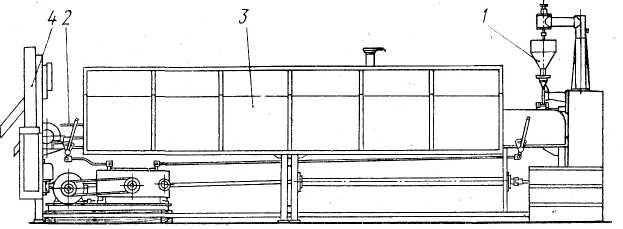
1—формующий узел; 2— сетчатый транспортер; 3 — печь; 4 — упаковочный узел; 5 — бобины с пленкой.
Сушильная печь агрегата представляет собой прямоугольный термоизолированный туннель, через который проходит транспортер с соломкой. Холостая ветвь транспортера проходит под печью. Над и под рабочей ветвью транспортера установлены трубчатые электронагреватели общей мощностью 44 кВт. По ходу транспортера в печи выделяют три условных термических зоны — подсушки, пропекания и умеренного нагрева, в каждой из которых автоматически поддерживается необходимый термический режим. Продолжительность выпекания соломки можно регулировать в пределах от 2,8 до 12 мин, изменяя скорость движения транспортера от 1,7 до 0,4 м/мин с помощью вариатора, установленного в группе привода.
16
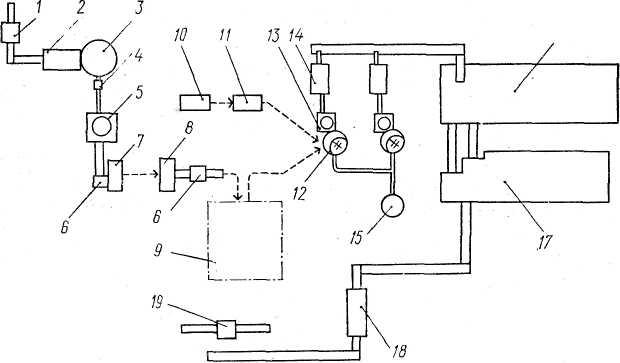
1— металлообнаружитель; 2, 10— устройства для разрезания сырья; 3, 5 — баки;, 4-—насос; 6 — весы; 7— волчок; 8—мешалка; 9— камера созревания; 11—измельчитель; 12—. куттер; 13 — питатель; 14 — шприц; 15 — мешалка для жидких компонентов; 16 — стерилизатор; 17— сушилка; 18 — упаковочная машина; 19 — машина для обвязки ящиков.
Выходящая из печи готовая соломка порциями по 9—11 шт. снимается с сетчатого транспортера специальными лотками и передается в дозировочные стаканчики. Стаканчики закреплены на цепном транспортере и передают порции в трубу упаковочной части агрегата. Через трубу соломка попадает в пакет, свариваемый специальными роликами с электронагревателями из двух лент полиэтилен-целлофана. После наполнения верх пакета заваривается и пакет отрезается. Имеется устройство для маркировки пакетов.
Габариты производственного участка (агрегата) 6850X1420X2485 мм, масса 3214 кг, производительность линии 100 кг в смену.
Линия производства рыбных сосисок производительностью 40 000 шт. в смену при массе одной, сосиски 125 г выпускает сосиски в полимерной оболочке, упакованные в полиэтилен-целлофановую пленку по 2 или 4 шт. В состав сосисок входит 55% фарша минтая, 12% китового мяса, 10% свиного жира, ,5% крахмала, яйца, чеснок, специи и другие добавки.
Линия (рис. 98) состоит из участков подготовки и измельчения сырья, подготовки компонентов, смешивания и формования, термической обработки и упаковки.
Блоки мороженого китового мяса распаковываются и размораживаются на воздухе до температуры не выше —10°С, что необходимо для их разрезания. Частично размороженные блоки сырья укладываются на ленточный транспортер и через металлообнаружитель подаются к машине, разрезающий блок на части. Куски сырья попадают в бак с водой, в котором происходит окончательное размораживание. Размороженное китовое мясо вместе с водой насосом перекачивается в бак мешалкой, в котором при непрерывном перемешивании происходит его обескровливание. Далее мясо шнековым транспортером передается в волчок для грубого измельчения. Измельченное мясо загружается в лотки и направляется в мешалку, где происходит его перемешивание с 0,167%-ным нитритом натрия, обеспечивающим характерную окраску мяса и ее стабилизацию. Стабилизация производится в лотках в специальном помещении в течение 5 сут при температуре 5°С, после чего мясо передается на дальнейшую обработку.
Блоки мороженого фарша минтая частично размораживаются до температуры не выше —6°С в естественных условиях, разрезаются на куски и далее передаются в волчок для измельчения. Измельченный фарш загружается в тележки и передается на дальнейшую обработку.
На участке подготовки компонентов установлены машина для разбивания яиц, мешалка для жидких компонентов и специй, столы, весы.
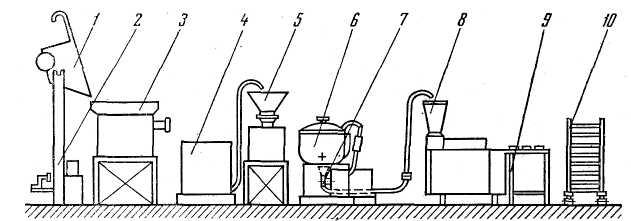
1—тележка; 2 — подъемник; 3 — волчок; 4 — фаршемешалка; 5 — коллоидная мельница; 6 — мешалка; 7 — насос; 8 — фасовочный автомат; 9 — столик для укладки брикетов в противни; 10 — тележка-этажерка.
На участке перемешивания и формования установлены два куттера и два дозировочных шприца (второй комплект — резервный). В куттер загружаются китовый и минтаевый фарш, свиной жир, остальные компоненты, все это тщательно перемешивается с одновременным тонким измельчением. Готовый сосисочный фарш перегружается в питатель и далее направляется в дозировочный шприц производительностью до 100 шт./мин. Шприц дозирует фарш в полиэтиленовую цилиндрическую оболочку порциями по 125 г и пережимает концы готовой сосиски алюминиевыми зажимами.
Сосиски после формования ленточным транспортером передаются на стерилизацию, которая производится в водяной ванне объемом 12,8 м3 при температуре воды 95°С в течение приблизительно 60 мин, после чего сосиски перегружаются в ванну с водой температурой 15°С для первого охлаждения. Из охладительной ванны сосиски попадают в отделочную ванну с водой температурой 98°С для предотвращения сморщивания оболочки. Продолжительность нахождения сосисок в отделочной ванне 15—30 с. Затем сосиски проходят под холодным водяным душем и ленточным транспортером направляются в сушилку.
В сушилке в течение 20 мин с сосисок потоком воздуха удаляется поверхностная влага, и они ленточным транспортером передаются па упаковку. Загрузка упаковочной машины (ориентирование и группирование) производится вручную. Производительность упаковочной машины составляет до 80 шт./мин при упаковке по 2 шт. и до 60 шт./мин при упаковке по 4 шт. в полиэтилен-целлофановую пленку. Упакованные сосиски вручную укладывают в картонный ящик, который затем с помощью специальной машины обвязывается проволокой и далее направляется на хранение и отгрузку.
Расход электроэнергии оборудованием линии 2590 кВт/ч, воды 268 м3/ч, пара 1080 кг/ч. Линия занимает площадь около 1000 м2.
Линия производства паштетов и паст из рыбного сырья предназначена для приготовления рубленой сельди, селедочного масла и их фасовки и упаковки.
В состав линии входят (рис. 99) подъемник для разгрузки сырья, волчок МП-1-160, фаршемешалка С-1-150, коллоидная мельница К6-ФКМ, мешалка ОПС-1, насос НШМ-10, фасовочный автомат ОЗА-1 или АР1М.
Сырье — филе сельди — подается на линию в напольной тележке, которая с помощью подъемника разгружается в приемную чашу волчка. Волчок измельчает сырье, которое далее попадает в смесительную часть фаршемешалки. При производстве рубленой сельди на волчке применяется решетка с отверстиями диаметром 8 мм, при производстве селедочного масла — 2—3 мм. В смесительную часть фаршемешалки дозируются необходимые по рецептуре компоненты, масса перемешивается и передается- в накопительную часть.
При производстве рубленой сельди из накопительной части фаршемешалки масса лопастным насосом сразу перекачивается в бункер фасовочного автомата при производстве селедочного масла масса проходит тонкое измельчение с помощью коллоидной мельницы К6-ФКМ и попадает в мешалку ОПС-1. В мешалке к массе добавляется сливочное масло и смесь тщательно перемешивается лопастями. Мешалка имеет косвенный паровой обогрев — перемешивание сельдяной массы со сливочным маслом производится при температуре 23—28СС, что обеспечивает однородность готовой массы, которая насосом перекачивается в бункер фасовочного автомата.
В линии может применяться автомат ОЗА-1 для фасовки и упаковки продукции порциями массой 100 г в лакированную фольгу или автомат АР1М для фасовки и упаковки продукции порциями массой 250 г в пергамент. Порции в упаковке формируются в виде прямоугольных брикетов. Упакованная продукция укладывается в металлическую оборотную тару и передается в камеру для охлаждения до 0—2°С в этажерочных тележках.
Производительность линии по готовой продукции до 600 кг в смену.