

12. Гидропривод вентилятора холодильной камеры
Устройство и принцип работы. Гидропривод вентилятора передает мощность от дизель-генератора к вентилятору холодильной камеры. Он состоит из регулируемой гидромуфты переменного наполнения и углового редуктора с передаточным отношением 2,087. Регулируемая гидродинамическая муфта переменного наполнения обеспечивает соответствующие режимы работы холодильной камеры изменением частоты вращения турбинного вала независимо от частоты вращения коленчатого вала дизель-генератора. Изменение режимов работы холодильной камеры достигается взаимодействием с автоматическим приводом, управляющим работой гидромуфты переменного наполнения, что позволяет автоматически поддерживать оптимальную температуру воды и масла в системах дизеля, рационально расходовать мощность для привода вентилятора.
Для того чтобы понять принцип работы гидродинамической муфты (рис. 76, 77), необходймо вначале ознакомиться с основными ее сборочными единицами, которые обеспечивают бесступенчатое изменение частоты вращения и вращающего момента турбинного вала 27 и соответственно вертикального вала 23 привода осевого вентилятора холодильной камеры через коническую пару шестерен. Основным конструктивным элементом, передающим вращающий момент без механической связи валу вентилятора от коленчатого вала дизель-генератора, является гидроаппарат, включающий
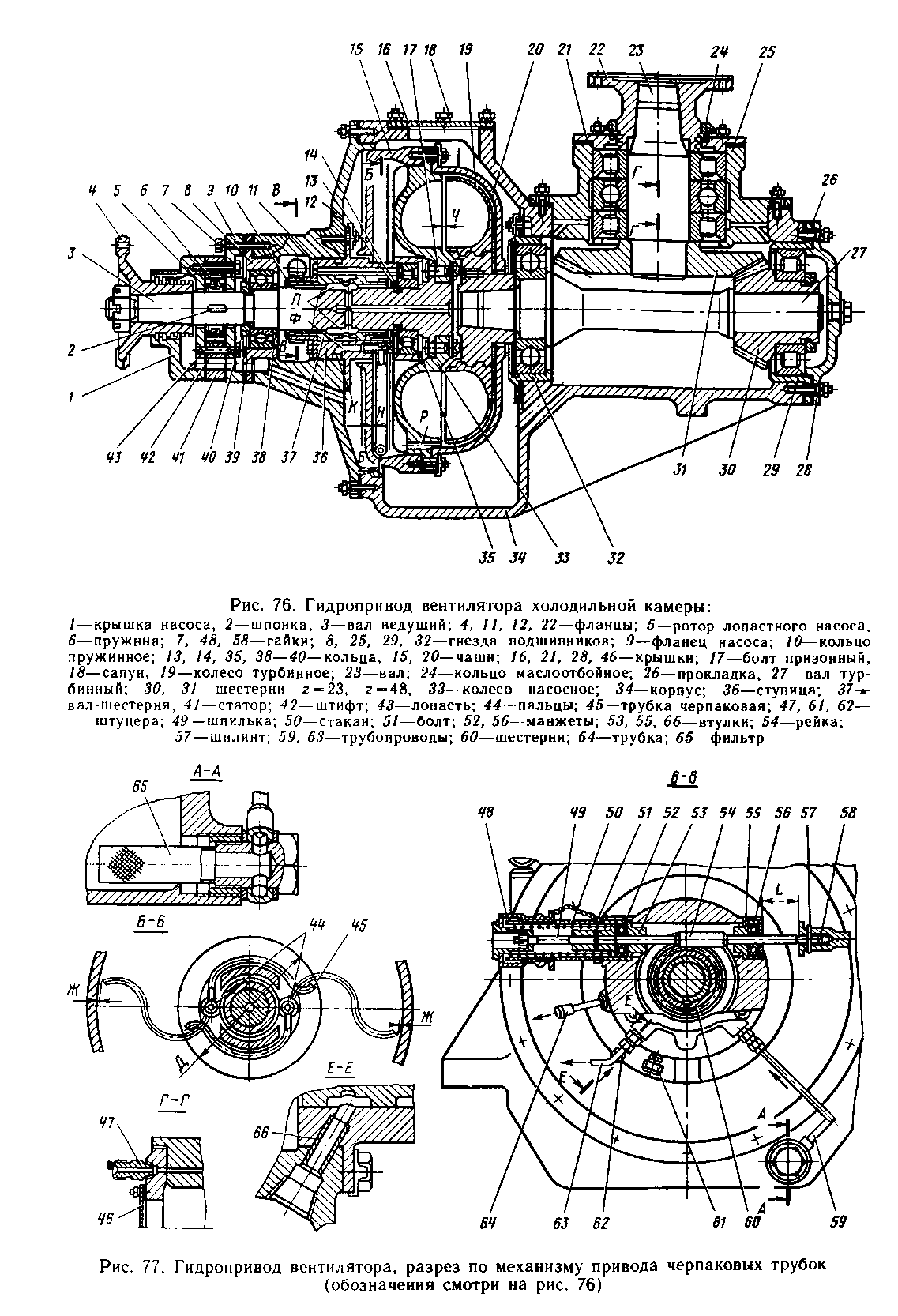
насосное колесо 33, жестко связанное с ведущим валом 3, турбинное колесо 19, жестко связанное с турбинным валом 27, две чаши 15, 20, жестко связанные с насосным колесом.
Чаши вращаются совместно с насосным колесом и образуют так называемый колокол, который удерживает рабочую жидкость (масло) в гидроаппарате при передаче вращающего момента во всем диапазоне его изменения. Насосное и турбинное колеса, расположенные на одной оси и обращенные радиальными лопатками друг к другу, образуют совместно кольцевую полость, разделенную лопатками —40 шт. на насосном колесе и 42 шт. на турбинном колесе. Механическое движение от насосного колеса к турбинному передается маслом за счет его вращающего движения в межлопаточном пространстве, т. е. в плоскости поперечной кольцевой полости (в плоскости рисунка). Турбинное колесо получает вращение под напором масла, создаваемым насосным колесом в ту сторону, что и насосное колесо, но имеет отставание, называемое скольжением, величина которого зависит от степени заполнения круга циркуляции маслом. Через кольцевой зазор Ч между турбинным и насосным колесами, отверстия Р, просверленные в периферийной фланцевой части насосного колеса, масло попадает в кольцевую полость, образованную чашей 15 и тыльной поверхностью насосного колеса, где располагаются две черпаковые трубки 45 механизма регулирования степени заполнения круга циркуляции. От положения черпаковых трубок, их торцовых сопловых сечений зависит круг циркуляции. Положение сопловых сечений определяет механизм привода, состоящий из вала-шестерни 37, имеющей на одном наружном конце нарезанные зубья, а на другом — насаженную по напряженной посадке со шпонкой шестерню 60 с наружными зубьями, которые в собранном гидроприводе находятся в зацеплении с зубьями рейки 54, перемещающейся от штока сервопривода.
Вал-шестерня 37, получая угловые перемещения от рейки 54, соответственно передает движение шестерням, которые, поворачиваясь на пустотелых пальцах 44, разворачивают приваренные к ним черпаковые трубки 45.
Рабочей жидкостью гидромуфты, как было уже отмечено, является масло системы дизель-генератора. В круг циркуляции гидромуфты масло поступает под давлением от системы через штуцер 62, ввинченный в коническое резьбовое отверстие фланца 12 и далее через отверстие в ступице в кольцевую выточку П вала-шестерни 37. Из кольцевой выточки по радиальным и продольному отверстиям в валу 3 масло попадает в круг циркуляции гидромуфты. В процессе регулирования и на номинальном режиме работы гидромуфты масло из круга циркуляции откачивается черпаковыми трубками 45 через отверстия в пальцах 44, два канала Ф и кольцевую наружную проточку К ступицы 36, а затем через канал во фланце 12, трубку 64, ввинченную в резьбовое отверстие фланца, в масляную систему дизель-генератора.
В случае отказа элементов системы автоматического управления режимом работы гидромуфты в конструкции гидропривода вентилятора предусмотрен механизм, позволяющий вручную управлять положением черпаковых трубок и задать с его помощью любой режим работы вентилятора холодильника. Достигается это свинчиванием гайки 48 со стакана 50. Гайка 48 связана с рейкой 54. При свинчивании гайки рейка, перемещаясь, передает движение валу-шестерне 37, которая выводит черпаковые трубки на больший диаметр расположения сопел, что уменьшает степень заполнения круга циркуляции и соответственно снижает частоту вращения турбинного вала.
С помощью этого механизма черпаковые трубки можно развести на наибольший диаметр их расположения, что будет соответствовать нулевой степени заполнения круга циркуляции и соответственно минимальным остаточным
оборотам колеса вентилятора в пределах 70—100 об/мин при номинальной частоте вращения коленчатого вала дизель-генератора 850 об/мин.
Перемещение рейки 54 (см. разрез В—В) как от автоматического привода, так и от механизма ручного привода составляет 42 мм. Размеру «42» соответствует наименьший диаметр Д расположения сопел черпаковых трубок, равный 206 мм (сечение Б — Б). Наибольший диаметр расположения черпаковых трубок соответствует перемещению рейки L=42±l мм. В этом случае зазор Ж (сечение Б — Б) должен быть в пределах 3—4 мм, что достигается регулировкой при сборке механизма привода черпаковых трубок.
Конструктивные особенности. Гидропривод вентилятора, представленный на рис. 76, 77, изготавливается для тепловозов ТЭ10Л, ТЭ10В, ТЭ10М с 1970 г. Эта конструкция гидропривода вентилятора отличается от гидропривода, устанавливаемого до 1970 г., усовершенствованными сборочными единицами, значительно уменьшенной массой. Вследствие изменения конструкции гидроаппарата снижены остаточные обороты турбинного вала. Масса гидропривода по сравнению с прежней конструкцией снижена на 220 кг и составляет 352 кг. Необходимо иметь в виду, что за период серийного производства гидропривода с 1970 г. в его конструкцию был внесен ряд изменений, направленных на повышение эксплуатационной надежности как самого узла, так и узлов, взаимодействующих с ним. К таким изменениям относится: усиление подшипникового узла ведущего вала, где вместо ранее устанавливаемого шарикового подшипника № 312, который насаживался внутренним кольцом на промежуточную втулку с буртом, а затем совместно с гнездом
на ведущий вал, устанавливается непосредственно на вал шариковый подшипник, имеющий большую долговечность; с целью повышения долговечности и ремонтопригодности привода вспомогательных механизмов карданные валы заменены на валы с пластинчатыми муфтами и в этой связи ведущий фланец 4 установлен трехлепестковой формы под соединение с пластинчатой муфтой вместо круглого для соединения с фланцем кардана; проведены изменения по усилению центровочных выступов на фланце насоса; усилена площадь сечения алюминиевого фланца 12 в месте сопряжения по радиусу его ступичной части с фланцевой.
Гидропривод вентилятора состоит из четырех основных сборочных единиц: вала ведущего 3 с механизмом регулирования, вала турбинного 27, вала вертикального 23, насоса маслооткачивающего и ряда деталей, собираемых в корпус 34. Корпус представляет собой механически обработанную отливку из серого чугуна. Корпус имеет две полости. В первой при сборке монтируется гидроаппарат, во второй — конический редуктор с валами. Эти полости соединены отверстием для сбора масла в полости. Часть корпуса, образующая полость редуктора, имеет прямоугольную коробчатую форму, на боковой вертикальной стенке которой имеется прямоугольный проем — люк для регулировки и проверки качества зацепления конических шестерен при сборке редуктора. После окончательной сборки гидропривода люк закрывают крышкой 46 (см. сечение Г — Г) с прокладкой и затягивают гайки на шпильках. Другая часть корпуса, образующая полость гидроаппаратов, имеет цилиндрическую форму, переходящую внизу в прямоугольную. Наружная поверхность этой части корпуса имеет сбоку приливы, образующие после механической обработки лапы для крепления гидропривода на фундамент при установке на раму тепловоза. Вверху корпус имеет прилив, в котором выполнен люк-проем, служащий для соединения чаши 15 с насосным колесом при сборке и креплении ее гайками на шпильках. После сборки гидропривода люк-проем закрывают крышкой 16 с уплотнительной прокладкой и затягивают гайки на шпильках. Для соединения с атмосферой и уравнивания давлений в верхней точке корпуса установлен сапун 18. Внизу этой части корпуса имеется отверстие с резьбой, в котором через переходную
стальную втулку с наружной и внутренней резьбой укреплен сетчатый фильтр 65 (см. сечение А — А) с трубопроводом 59 всасывания к масляному насосу.
Для подъема и транспортировки как корпуса, так и гидропривода в корпусе имеются два прилива с отверстиями для рым-болтов. Торцы расточек корпуса имеют отверстия с резьбой для закрепления гнезд с подшипниками и фланца 12, несущего ведущий вал 3, с механизмом регулирования и масляным насосом.
Ведущий вал 3 с механизмом регулирования и масляным насосом смонтирован в расточке фланца 12, закрепляемого на торце корпуса. Фланец 12 представляет собой механически обработанную отливку из алюминия марки АЛ9. Ступичная часть фланца имеет сквозную расточку, в которую с одной стороны впрессована по напряженной посадке и крепится на болтах ступица 36 с вмонтированным полым валом-шестерней 37, роликовым
подшипником, фланцем 11, шестерней 60 с другой стороны — подшипниковый узел с гнездом 8, шариковым подшипником и масляным насосом.
В поперечной расточке фланца смонтированы рейка 54, втулки 53, 55, являющиеся опорами для рейки, втулки с уплотнительными манжетами 52, 56. К обработанному приливу фланца прикреплен стакан 50 с механизмом ручного привода черпаковых трубок, включающий пружину, гайку 48, шпильку 49 с гайкой. Кроме того, фланец имеет три отверстия с резьбой, в которые ввернуты штуцер 62 для подвода масла в круг циркуляции гидромуфты, трубка 64 для отвода масла из круга циркуляции через черпаковые трубки, штуцер 61 для подвода масла на смазывание подшипника. Ведущий вал с механизмом регулирования включает непосредственно ведущий вал 3, опирающийся на подшипники, ведущий фланец 4, колесо насосное 33, выполненное отливкой в кокиль из алюминия, крепящееся на фланцевой части ведущего вала призонными болтами 17, алюминиевой чаши 15, центрирующейся на бурте насосного колеса и крепящейся совместно с алюминиевой чашей 20 шпильками и гайками при сборке вала с механизмом регулирования и корпусом.
На пальцах 44 (сечение Б — Б), вставленных по посадке скольжения в расточки ступицы, установлены черпаковые трубки 45. Вал турбинный 27 состоит из вала, конической шестерни 30 с круговыми зубьями (торцовый модуль 6, 5, число зубьев 23), подшипниковых узлов с шариковым подшипником и гнездом подшипника, роликовым подшипником.
Вертикальный вал 23 редуктора гидропривода представляет собой отдельную сборку, состоящую из вала, напрессованной на вал конической шестерни 31 с круговыми зубьями (торцовый модуль 6, 5, число зубьев 48), подшипникового узла, включающего шариковый подшипник, роликовые подшипники, гнездо подшипников 25, представляющего собой механически обработанную отливку из серого чугуна, бесконтактного лабиринтного уплотнения, состоящего из маслоотбойного кольца 24, напрессованного на фланец, крышки 21 с лабиринтной канавкой, фланца 22, напрессованного на вал по горячей посадке. Фланец имеет маслосгонную ленточную резьбу правого направления.
Смазывание гидропривода вентилятора происходит от масляной системы дизель-генератора. Для подвода масла к подшипникам ведущего вала во фланце 12 имеется штуцер 61, к которому подсоединяется трубопровод от масляной системы. Через штуцер масло для подшипника попадает в полость между гнездом 8 этого подшипника и торцом ступицы 36 и наполняет эту полость до уровня, обеспечивающего попадание масла на дорожку качения наружного кольца подшипника. В ступице 36 и фланце 11 выполнено отверстие (на рисунке показано условно), обеспечивающее попадание масла
Для подвода масла из масляной системы на смазывание подшипников вертикального вала, а также подшипников турбинного вала в гнезде подшипников 25 просверлено несколько каналов диаметром 3 и 10 мм. Масло по трубопроводу от системы через ввинченный в корпус штуцер 47 (см. сечение Г—Г), совмещенные радиальные отверстия в корпусе и гнезде подшипников 25 под давлением попадает в кольцевую внутреннюю проточку гнезда и по вертикальному отверстию в гнезде (не показано на рисунке) попадает в полость над подшипниками и, просачиваясь через них таким образом, смазывает подшипники вертикального вала. Чтобы не допустить утечку масла через лабиринтное уплотнение вала, в случае его накопления в полости над подшипниками через 120° от ^входного отверстия на подачу смазки по направлению вращения вала в гнезде имеется вертикальное отверстие диаметром 10 мм, предназначенное для сброса излишков масла в корпус редуктора. Подшипники турбинного вала смазываются маслом, поступающим через отверстия в гнезде подшипников. От этих отверстий и через подшипники вертикального вала масло попадает на смазывание контакта зубьев конических шестерен.
В процессе работы гидропривода вентилятора масло после смазывания всех подшипников, контакта зубьев конических шестерен просачивается через уплотнения каналов питания круга циркуляции гидромуфты, скапливается в нижней части корпуса и через фильтр 65 (см. сечение А — А) откачивается лопастным насосом в масляную систему дизеля, в его поддон. Лопастной откачивающий насос установлен на шпильках фланцем к фланцу гнезда подшипника 8. Его корпусные детали: крышка 1 (рис. 78), статор фланец 3 концентрично охватывают ведущий вал гидропривода непосредственно за ведущим фланцем. Ротор насоса 4 по ходовой посадке центральным отверстием диаметром 50 мм насажен на ведущий вал на шпонке. В двух пазах ротора установлены диаметрально противоположно лопасти 5, имеющие центрирующие отверстия диаметром 7,5 мм для пружин 6. Такого же размера имеются центрирующие отверстия и в роторе. Пружины служат для поджатия лопастей к рабочей поверхности статора при начальном движении вала и создания всасывающего действия насоса. Корпусные детали насоса: крышка 1, статор 2, фланец изготовлены из антифрикционного чугуна марки АСЧ-1 и соединены восьмью шпильками 7, а окончательно зафиксированы двумя штифтами 8. Эксцентриситет, равный 2,5 мм, необходимый для получения всасывающего и нагнетательного объемов насоса, получен за счет смещения центра расточки отверстия статора по отношению к концентричному
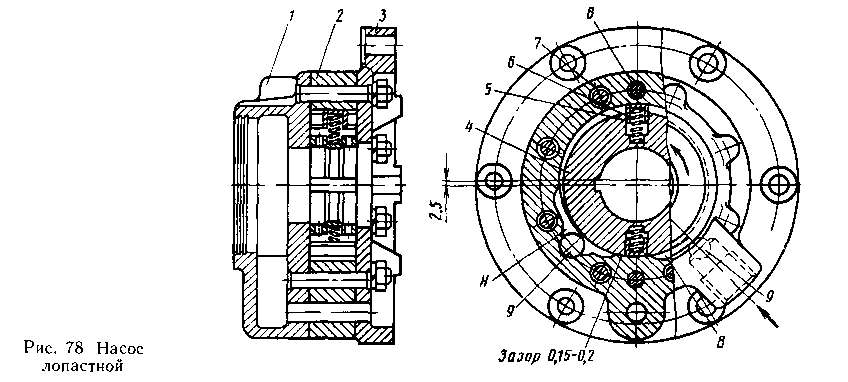
положению отверстий под соединительные шпильки и штифты. Рабочие поверхности крышки насоса, фланца насоса и статора по торцовым сопрягающимся поверхностям имеют высокий класс шероховатости и притираются на плите для получения надежной герметичности в соединении. Ротор насоса изготовлен из стали марки 12ХНЗА или 20Х и по торцовым поверхностям трения, наружному диаметру, поверхностям трения с лопастями цементирован и термообработан до твердости большей или равной HRC 50, глубина цементированного слоя в готовой детали должна быть 0,6—1,0 мм. Лопасти 5 изготовлены из стали 38ХС или 40Х и термообработаны до твердости, равной или больше HRC 50, а пружины 6, поджимающие лопасти насоса, — из специальной проволоки диаметром 0,8 мм с числом рабочих витков 12. В свободном состоянии размер пружины по высоте 25 мм, при сжатии пружины до 17 мм она должна развивать усилие 20 Н. Наружный диаметр пружины 6,8 мм. В статоре насоса в его средней части выполнены фрезерованием углубления, образующие всасывающую В и нагнетательную Н полости насоса, соединенные каналами 9 с отверстиями, имеющими резьбу, в приливах крышки 1. В отверстия крышки ввинчиваются штуцера для соединения с всасывающим и нагнетательным трубопроводом масляной системы. Насос работает следующим образом: ротор 4 получает вращение вместе с ведущим валом гидропривода от коленчатого вала дизель-генератора и вращаясь с лопастями 5 создает разрежение во всасывающей полости В, куда засасывается через фильтр масло по трубопроводу из корпуса гидропривода и далее лопастями перекачивается в нагнетательную полость Н, а затем по трубопроводу в поддон дизеля. Подача насоса при выбранной площади сечения всасывающего трубопровода диаметром 17 мм с толщиной стенки 2 мм при температуре масла 60—80 °С составляет 0,0037—0,0042 м3/с (22—25 л/мин). Указанной подачи насоса вполне достаточно дл* обеспечения нормальной работоспособности гидропривода на всех режимах.
Обеспечить работоспособность и подачу детали насоса могут при изготовлении с требуемой точностью. Собирают насос в специальном приспособлении, которое позволяет обеспечить сборку его деталей: крышки /, статора 2, фланца и их фиксацию штифтами таким образом, чтобы при установке насоса на гидропривод зазор между статором и ротором был в пределах 0,3—0,5 мм. Суммарный зазор между торцовыми поверхностями крышки, фланца и ротора в пределах 0,075—0,16 мм.
Как показали испытания, изменение радиального зазора между статором и ротором в пределах 0,15—0,5 мм практически не влияет на подачу иасоса. В связи с изложенным при сборке насоса не обязательно стремиться обеспечить этот зазор наименьшим. Более того, на тепловозах с кардаиным приводом вспомогательных механизмов в случае неправильной установки механизмов, когда не обеспечена параллельность фланцев промежуточной опоры и гидропривода, что приводит к появлению сил, изгибающих вал, наименьший радиальный зазор в насосе может привести к задирам поверхностей статора и ротора и в итоге вывести насос из строя.
В нижней части корпуса гидропривода установлен фильтр 65 (см. рис. 77, сечение А—А) резьбовым концом в стальную втулку, которая ввинчивается в отверстие корпуса на цинковых белилах или сурике для герметичности соединения. Фильтр представляет собой полый болт с осевым и радиальным отверстиями, к которому приварен стальной каркас с напаянной стальной или латунной сеткой, имеющей размер ячейки 1,5—2 мм. При установке фильтра между ниппелем всасывающего трубопровода и корпусом гидропривода, а также йод головку полого болта фильтра установлены уплотнительные медно-асбестовые прокладки.
Обкатка гидропривода. Качество сборки гидропривода вентилятора и его соответствие требуемой технической характеристике проверяют обкаткой на специальном стенде. Обкатку перед установкой на тепловоз проходит каждый собранный гидропривод. Обкаточный стенд позволяет имитировать условия работы гидропривода на режимах, указанных в табл. 3, соответствующих условиям работы узла на тепловозе.
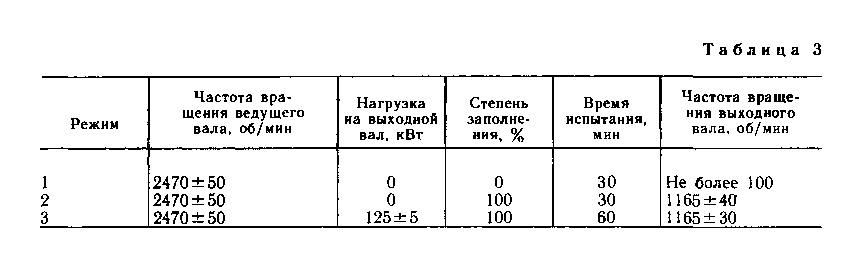
Ведущий вал приводится электродвигателем, а ведомый вертикальный вал через механическую передачу, состоящую из редукторов и валопровода, загружается генератором, потребляющим мощность 125 кВт при частоте вращения вертикального вала гидропривода 1165 об/мин. На стенде обеспечивается и контролируется манометрами давление питания круга циркуляции гидромуфты в пределах 0,07—0,12 МПа системы смазки 0,03—0,07 МПа.
Температура масла на выходе из круга циркуляции гидромуфты и от маслооткачивающего насоса контролируется термометрами и при нормальной работе гидропривода под полной нагрузкой при окружающей температуре 20—30 °С не должна превышать 90 °С. Местный нагрев подшипниковых узлов не выше 90 °С. Более высокая температура масла на выходе из круга циркуляции гидромуфты или от маслооткачивающего насоса, равно как и местный нагрев подшипниковых узлов, свидетельствует о ненормальной работе гидропривода, что может быть связано с переполнением круга циркуляции, более тугими, чем напряженная, посадками подшипников на вал или посадкой наружных колец подшипников в гнезда с натягом вместо посадки скольжения. В случае выявления и устранения дефектов с разборкой гидропривода вторично обкатывают его на всех режимах. Во время обкаточных испытаний контролируют работоспособность конического редуктора гидропривода. При нормальной работе редуктора наблюдается плавный ход, нет стуков, прерывистого шума и ударов.
После приемки на стенде и оформления технологического паспорта испытаний гидропривода передают на окраску наружных поверхностей и после сушки на сборку тепловоза или консервацию для отправки на склад запасных частей. Необходимо отметить, что в результате конструкторской доводки гидропривода, совершенствования технологии изготовления узлов и деталей, улучшения контроля при приемке случаи выявления недостатков при обкаточных испытаниях весьма редки.