

проектирование метчиков
.pdf79
2.КРУГЛЫЕ ПЛАШКИ
2.1.Назначение и типы
Резьбонарезная плашка – это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев, передних и задних углов [1].
Круглые плашки предназначаются для нарезания наружной резьбы d = 1–60 мм, а также для калибрования резьбы, предварительно нарезанной другими инструментами (например, резцом), на заготовках из сталей, цветных сплавов, пластмасс и т. д. Резьбонарезание плашками осуществляется вручную или на токарных станках, многошпиндельных токарных автоматах и полуавтоматах, револьверных станках и на другом оборудовании. Резьба нарезается за один проход с реверсированием, которое необходимо для свинчивания плашки с заготовки.
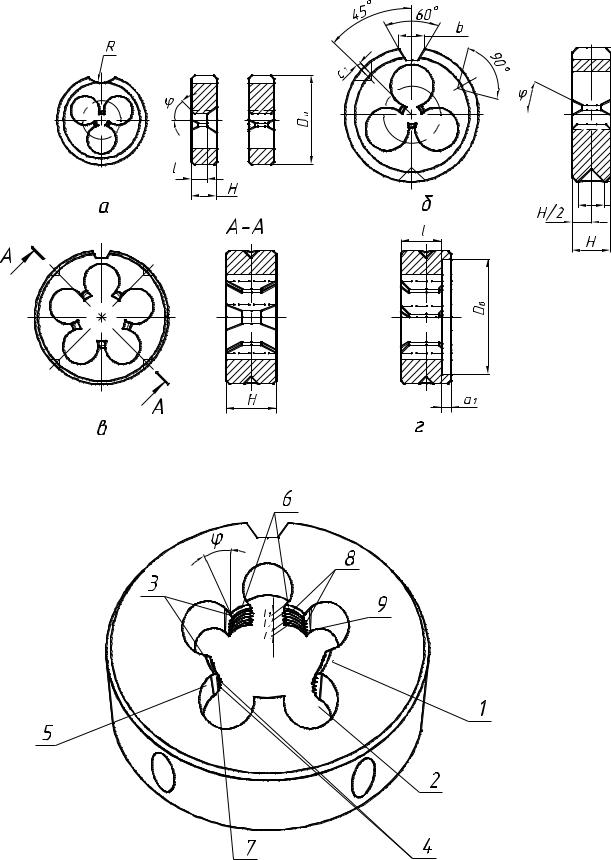
Инструментальной промышленностью выпускается несколько типов круглых плашек, представленных в табл. 2.1 и на рис. 2.1.
|
|
Таблица 2.1 |
|
|
Типы круглых плашек |
Тип плашек |
ГОСТ |
Назначение |
Круглые |
17587–72 |
Для нарезания метрической резьбы по ГОСТ 24705–2004 |
|
|
и трубной цилиндрической резьбы по ГОСТ 63Э7-7Б |
Круглые для |
6228–80 |
Для нарезания конической дюймовой резьбы по ГОСТ |
конической резьбы |
6111–52 и трубной конической резьбы по ГОСТ 6211–81 |
|
Круглые для |
|
Для нарезания круглой резьбы на трубах санитарно- |
круглой резьбы |
|
технической арматуры по ГОСТ 13536–68 |
Нарезание резьбы плашками из-за невысокого их периода стойкости производится при скорости от 2 до 4 м/мин, поэтому данный процесс является малопроизводительным. Плашки не шлифуют по профилю резьбы, и погрешности элементов резьбового профиля, возникшие при термообработке, сохраняются. Следовательно, плашками можно нарезать резьбу не выше степени точности 6h, 8h, т. е. резьбы с переходными посадками и 6e, 6d – резьбы с посадками с зазором.
2.2. Конструктивные и геометрические параметры
Круглая плашка состоит из следующих частей (рис. 2.2 и рис. 2.3):
1. Режущая часть, которая формирует профиль нарезаемой резьбы; на круглых плашках выполняются две режущие части (два заборных конуса – l1, l3), что позволяет использовать инструмент с любой стороны;
2.Калибрующая часть – l2 служит для центрирования, направления и самоподачи плашки;
3.Элементы базирования, крепления и регулирования плашки на размер.
80
Рис. 2.1. Типы и основные размеры круглых плашек для нарезания резьб диаметром: а – от 1 до 3 мм; б – свыше 3 до 5 мм; в – свыше 5 мм; г – плашка с выточкой
Рис. 2.2. Конструктивные элементы круглой плашки: 1 – перо; 2 – стружечное отверстие (5 отв.); 3 – режущая часть (заборный конус) (l1,l3); φ – угол заборного конуса;
4 – калибрующая часть (l2); 5 – передняя поверхность; 6 – задняя поверхность; 7 – режущие зубья
81
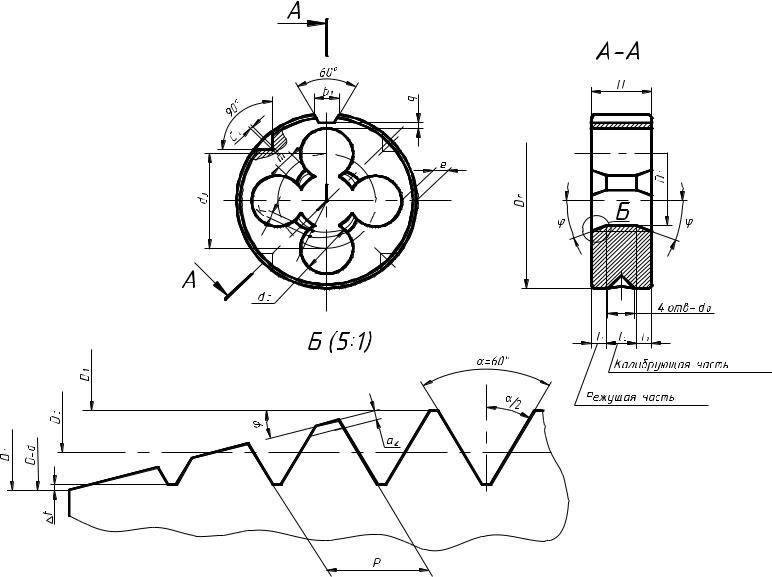
Рис. 2.3. Конструктивно-геометрические параметры круглой плашки
Базирование плашки осуществляется по одной из торцовых поверхностей. Для закрепления инструмента в плашкодержателе на наружной цилиндрической поверхности изготавливаются конические отверстия (углубления). Некоторые отверстия используются только для закрепления, остальные выполняют дополнительную функцию – регулирования плашки на размер после разрезания перемычки толщиной q (рис. 2.3).
Основные конструктивно-геометрические элементы круглых плашек показаны на рис. 2.2 и 2.3.
Параметры плашек, подлежащие выбору или расчету, представлены в табл. 2.2 (см. рис. 2.3 и 2.5).
|
Таблица 2.2 |
|
Конструктивные и геометрические параметры плашек |
||
Наименование параметра |
Обозначение |
|
|
|
|
Наружный диаметр плашки, мм |
DП |
|
Наружный диаметр резьбы, мм |
D |
|
Средний диаметр резьбы, мм |
D2 |
|
Внутренний диаметр резьбы, мм |
D1 |
|
Угол заборного конуса, градус |
φ |
|
Режущая часть, мм |
l1 |
|
Калибрующая часть, мм |
l1 |
|
Толщина плашки, мм |
H |
|
Число перьев, шт |
Z |
|
Диаметр стружечных отверстий, мм |
dC |
|
Диаметр окружности, определяющей положение осей стружечных |
dЦ |
|
отверстий, мм |
|
|
|
|
|
Ширина пера, мм |
m |
|
|
|
|
Ширина просвета, мм |
С |
|
Передний угол при вершине зуба, градус |
γв |
|
Задний угол при вершине зуба, градус |
αв |
|
Падение затылка, мм |
К |
|
Толщина стенки, мм |
е |
|
Ширина паза, мм |
b |
|
Толщина перемычки по дну паза, мм |
q |
|
Диаметр конусных крепежно-регулирующих отверстий, мм |
d0 |
|
Смещение оси конусных (крепежных) отверстий, мм |
C1 |
|
Диаметр выточки, мм |
Dв |
|
2.3.Расчет и выбор конструктивных и геометрических параметров
2.3.1.Наружный диаметр плашек
Наружный диаметр плашек Dп зависит от размера нарезаемой резьбы, диаметра стружечных отверстий dc и других конструктивных элементов плашек. С увеличением диаметра стружечных отверстий улучшаются условия отвода и размещения стружки, уменьшается опасность поломки зубьев.
83
Одновременно увеличивается наружный диаметр плашки Dп и уменьшается ширина перьев – m. Это влечет за собой увеличение коробления резьбовых поверхностей плашки при термообработке, повышенный расход материалов как на изготовление плашек, так и плашкодержателей, патронов и т. д.
При назначении наружного диаметра Dn необходимо стремиться к тому, чтобы плашками с одинаковым Dn можно было нарезать резьбы нескольких диаметров. Это способствует сокращению типоразмеров плашкодержателей и технологической оснастки для изготовления плашек.
Рекомендуемые значения наружных диаметров и других параметров круглых плашек для различных диаметров резьб согласно ГОСТ 9740–71 представлены в табл. 2.3 и 2.4.
Таблица 2.3
Значения наружных диаметров плашек
Диаметр |
1…2,5 |
5…6 |
7…9 |
|
10…11 |
12…14 |
|
16…20 |
|
22…26 |
27…36 |
39…42 |
|
45…55 |
55…60 |
>60 |
|
резьбы d, мм |
|
|
|
|
|
||||||||||||
нарезаемой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наружный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
диаметр |
16 |
20 |
25 |
|
30 |
38 |
|
45 |
|
55 |
65 |
75 |
|
80 |
105 |
120 |
|
плашки DП, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Номинальный наружный диаметр резьбы равен номинальному |
|||||||||||||||||
наружному диаметру резьбы болта (D = d). |
|
|
|
|
|
|
|
|
|||||||||
Номинальный средний диаметр вычисляется по формуле |
|
|
|
|
|||||||||||||
|
|
|
|
D2 = D – 0,6495 P. |
|
|
|
|
|
|
(2.1) |
||||||
Номинальный внутренний диаметр |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
D1 = D – 0,0825 P. |
|
|
|
|
|
|
(2.2) |
||||||
2.3.2. Режущая часть
Режущая часть плашек формирует профиль резьбы по одинарногенераторной схеме резания. Каждый режущий зуб срезает стружку разной ширины и одинаковой толщины аZ, как и при резьбонарезании метчиками.
Толщина срезаемой стружки определяется по формуле аZ = P/Z·sinφ.
Угол заборного конуса φ при принятых шагах резьбы и количестве перьев Z определяет толщину стружки.
Вцелях сокращения номенклатуры нормализованного инструмента, выпускаемого централизованно, по ГОСТ 9740–71 установлено значение угла
φ= 25° для резьбы d > 2,5 мм.
Втех случаях, когда сбег резьбы не лимитирован, при выборе значений угла φ исходят из повышения периода стойкости и надежности направления плашки, что возможно при уменьшении угла φ по сравнению со стандартным. Так, для резьб с шагом Р = 2...3 мм угол φ = 20°, для резьб с шагом Р > 3 мм угол φ принимается равным 15°. При обработке вязких и твердых материалов значения угла φ принимаются до 20°.
|
|
|
|
|
Конструктивные параметры круглых плашек для нарезания метрических резьб |
|
|
Таблица 2.4 |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
Диаметры |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ш а г и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
резьб |
|
|
|
|
|
|
|
|
|
|
метрические по ГОСТ 24705–2004 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
по ГОСТ |
DП |
крупные |
|
|
|
|
|
|
|
|
|
|
мелкие Р |
|
|
|
|
|
|
|
|
d0 |
b |
C1 |
R |
|
||||||
24705-2004 |
|
6 |
4 |
3 |
2 |
|
1,5 |
1,25 |
1,0 |
0,75 |
0,5 |
0,35 |
|
0,25 |
0,2 |
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
1-й |
2-й |
3-й |
|
Р |
Н |
l |
|
Н |
|
Н |
l |
H |
l |
H |
H |
l |
H |
l |
H |
l |
|
H |
H |
l |
|
|
|
|
|
|||
ряд |
ряд |
ряд |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
8 |
9 |
10 |
11 |
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
23 |
24 |
25 |
26 |
27 |
28 |
29 |
|
1 |
– |
– |
|
0,25 |
3 |
|
1,5 |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
1,5 |
|
|
|
|
|
– |
1,1 |
– |
|
0,25 |
3 |
|
1,5 |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
1,5 |
|
|
|
|
|
1,2 |
– |
– |
12 |
0,25 |
3 |
|
1,5 |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
1,5 |
|
|
|
|
|
– |
1,4 |
– |
0,3 |
3 |
|
1,5 |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
– |
|
|
|
|
|
|
1,6 |
– |
– |
|
0,35 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
– |
– |
– |
– |
1,5 |
|
– |
1,8 |
– |
|
0,35 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
– |
3 |
– |
|
||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
2,0 |
– |
– |
|
0,4 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
3 |
– |
– |
|
|
|
|
84 |
– |
2,2 |
– |
16 |
0,45 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
3 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
2,5 |
– |
– |
0,45 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
3 |
|
– |
– |
– |
|
|
|
|
|
|
3,0 |
– |
– |
|
0,5 |
3 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
3 |
|
– |
– |
– |
|
|
|
|
|
– |
3,5 |
– |
|
(0,6) |
5 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
3 |
|
– |
– |
– |
|
|
|
|
|
4 |
– |
– |
|
0,7 |
5 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
5 |
– |
– |
|
– |
– |
– |
|
|
|
|
|
– |
4.5 |
– |
20 |
(0,75) |
5 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
5 |
– |
– |
|
– |
– |
– |
3,8 |
3,2 |
0,6 |
|
|
5,0 |
– |
– |
0,8 |
5 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
5 |
– |
– |
|
– |
– |
– |
|
|
||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
– |
– |
(5,5) |
|
– |
– |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
– |
– |
5 |
– |
– |
|
– |
– |
– |
|
|
|
– |
|
6,0 |
– |
– |
|
1,0 |
7 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
5 |
– |
5 |
– |
– |
|
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
– |
– |
7 |
25 |
1,0 |
7 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
– |
– |
7 |
– |
7 |
5 |
– |
|
– |
– |
– |
5,2 |
|
0,8 |
|
|
8 |
– |
– |
1,25 |
9 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
7 |
– |
7 |
– |
7 |
5 |
– |
|
– |
– |
– |
4,0 |
|
|
|||
– |
– |
9 |
(1,25) |
9 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
7 |
– |
7 |
– |
7 |
5 |
– |
|
– |
– |
– |
|
|
||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
10 |
– |
– |
30 |
1,5 |
11 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
11 |
8 |
– |
8 |
– |
8 |
5 |
– |
|
– |
– |
– |
6 |
|
1,0 |
|
|
– |
– |
11 |
30 |
(1,5) |
11 |
|
– |
– |
– |
– |
– |
|
– |
– |
– |
– |
8 |
– |
8 |
– |
8 |
5 |
– |
|
– |
– |
– |
6 |
4,0 |
1,0 |
– |
|
12 |
– |
– |
1,75 |
11 |
|
– |
– |
– |
– |
– |
|
– |
11 |
– |
11 |
8 |
– |
8 |
– |
8 |
5 |
– |
|
– |
– |
– |
|
|||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
– |
14 |
– |
38 |
2 |
14 |
|
– |
– |
– |
– |
– |
– |
10 |
– |
10 |
10 |
– |
10 |
7 |
10 |
7 |
– |
|
– |
– |
– |
6,5 |
5,0 |
1,2 |
– |
|
|
– |
– |
15 |
– |
– |
|
– |
– |
– |
– |
– |
– |
10 |
– |
– |
10 |
– |
– |
– |
– |
– |
– |
|
– |
– |
– |
|
||||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 2.4 |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
16 |
– |
– |
|
2 |
14 |
– |
– |
– |
– |
– |
– |
10 |
– |
– |
10 |
– |
10 |
7 |
10 |
7 |
– |
– |
– |
– |
6,5 |
5,0 |
|
|
– |
– |
17 |
45 |
– |
– |
– |
– |
– |
– |
– |
– |
10 |
– |
– |
10 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
1,2 |
|
– |
18 |
– |
2,5 |
18 |
– |
– |
– |
– |
14 |
– |
10 |
– |
– |
10 |
– |
10 |
7 |
10 |
7 |
– |
– |
– |
– |
7,5 |
5.3 |
|
||
20 |
– |
– |
2,5 |
18 |
– |
– |
– |
– |
14 |
– |
10 |
– |
– |
10 |
– |
10 |
7 |
10 |
7 |
– |
– |
– |
– |
|
||||
|
|
|
|
|
||||||||||||||||||||||||
– |
22 |
– |
|
2,5 |
18 |
– |
– |
– |
– |
14 |
– |
10 |
– |
– |
10 |
– |
10 |
7 |
10 |
7 |
– |
– |
– |
– |
|
|
|
|
24 |
– |
– |
|
3 |
22 |
– |
– |
– |
– |
16 |
– |
12 |
– |
– |
12 |
8 |
12 |
8 |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
25 |
55 |
– |
– |
– |
– |
– |
– |
16 |
– |
12 |
– |
– |
12 |
8 |
– |
– |
– |
– |
– |
– |
– |
– |
8,5 |
|
1,5 |
|
– |
– |
(26) |
– |
– |
– |
– |
– |
– |
– |
– |
12 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|||
|
|
|
|
|
||||||||||||||||||||||||
– |
27 |
– |
|
3 |
22 |
– |
– |
– |
– |
16 |
– |
12 |
– |
– |
12 |
8 |
12 |
8 |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
(28) |
|
– |
– |
– |
– |
– |
– |
14 |
– |
14 |
– |
– |
14 |
10 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
30 |
– |
– |
|
3,5 |
25 |
– |
– |
– |
25 |
14 |
– |
14 |
– |
– |
14 |
10 |
14 |
10 |
– |
– |
– |
– |
– |
– |
|
6,5 |
|
|
– |
– |
(32) |
|
– |
– |
– |
– |
– |
– |
14 |
– |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
– |
33 |
– |
65 |
3.5 |
25 |
– |
– |
– |
25 |
14 |
– |
14 |
– |
– |
14 |
10 |
14 |
10 |
– |
– |
– |
– |
– |
– |
10 |
|
|
|
– |
– |
35 |
– |
– |
– |
– |
– |
– |
– |
– |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
1,8 |
|
||
|
|
|
|
|||||||||||||||||||||||||
36 |
– |
– |
|
4 |
25 |
– |
– |
– |
18 |
14 |
– |
14 |
– |
– |
14 |
10 |
14 |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
(38) |
|
– |
– |
– |
– |
– |
– |
– |
– |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
39 |
– |
|
4 |
25 |
– |
– |
– |
18 |
14 |
– |
14 |
– |
– |
14 |
10 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
40 |
|
– |
– |
– |
– |
– |
20 |
16 |
– |
16 |
12 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
– |
42 |
– |
– |
75 |
4,5 |
30 |
– |
– |
30 |
20 |
16 |
– |
16 |
12 |
– |
16 |
12 |
– |
– |
– |
– |
– |
– |
– |
– |
|
7,5 |
|
|
|
|
|
||||||||||||||||||||||||||
– |
45 |
– |
|
4,5 |
30 |
– |
– |
30 |
20 |
16 |
– |
16 |
12 |
– |
16 |
12 |
– |
– |
– |
– |
– |
– |
– |
– |
11,5 |
|
|
|
48 |
– |
– |
90 |
5 |
36 |
– |
– |
36 |
22 |
18 |
– |
18 |
14 |
– |
18 |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
9,0 |
|
|
|
|
|
|
||||||||||||||||||||||||||
– |
– |
50 |
– |
– |
– |
– |
– |
22 |
18 |
– |
18 |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
||
– |
52 |
– |
|
5 |
36 |
– |
– |
36 |
22 |
18 |
– |
18 |
14 |
– |
18 |
14 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
55 |
|
– |
– |
– |
– |
25 |
25 |
20 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
56 |
– |
– |
105 |
5,5 |
30 |
– |
– |
25 |
25 |
20 |
– |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
58 |
– |
– |
– |
– |
25 |
25 |
20 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
2,0 |
|
|
|
|
|
|
|||||||||||||||||||||||||
– |
60 |
– |
|
(5,5) |
30 |
– |
– |
25 |
25 |
20 |
– |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
13 |
10 |
|
|
– |
– |
62 |
|
– |
– |
– |
– |
30 |
25 |
25 |
20 |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
||
|
|
|
|
|
||||||||||||||||||||||||
64 |
– |
– |
120 |
6 |
36 |
– |
– |
30 |
25 |
25 |
20 |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
65 |
– |
– |
– |
– |
30 |
25 |
25 |
20 |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
– |
68 |
– |
|
6 |
36 |
– |
– |
30 |
25 |
25 |
20 |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
85
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 2.4 |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
|
– |
– |
70 |
|
– |
– |
– |
36 |
30 |
25 |
25 |
20 |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
|
72 |
– |
– |
120 |
– |
– |
– |
36 |
30 |
25 |
25 |
20 |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
|
10 |
|
|
|
– |
– |
75 |
– |
– |
– |
– |
30 |
25 |
25 |
20 |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
13 |
2,0 |
– |
|||
|
|
||||||||||||||||||||||||||||
– |
76 |
– |
|
– |
– |
– |
36 |
30 |
25 |
25 |
20 |
20 |
15 |
– |
20 |
15 |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
|
– |
– |
(78) |
135 |
– |
– |
– |
– |
– |
– |
25 |
20 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
12 |
|
|
|
86
87
Для обеспечения направления плашки при заходе на заготовку, диаметр конуса на торце плашки DT должен быть больше наружного диаметра d
нарезаемой резьбы на 2 t = 0,1...0,5 мм, т. е. |
|
DT = (d + 2 t). |
(2.3) |
Взаимосвязь длины режущей части l1 и угла φ определяется по формуле |
|
l1 = (DT – D1)/2tgφ, |
(2.4) |
где D1 – внутренний диаметр резьбы плашки.
2.3.3. Калибрующая часть плашек
Формирование резьбового профиля заканчивается при вступлении в работу первых зубьев калибрующей части, что можно назвать «калиброванием» резьбы. Остальные калибрующие зубья выполняют функции центрирования и подачи инструмента. Для выполнения этих функций достаточно иметь калибрующую часть из трех-четырех ниток. Увеличение длины l2 приводит к возрастанию деформации перьев плашки при термообработке, из-за чего уменьшается точность резьбы; одновременно ухудшаются условия отвода стружки.
Исходя из условий термообработки и учитывая основной способ переточки плашек (по передней поверхности), длину калибрующей части принимают равной
l2 = (4 – 5)·Р. |
(2.5) |
Общая длина рабочей части плашки определяется по формуле |
|
l = 2l1 + 12 . |
(2.6) |
2.3.4. Толщина плашки
Толщина плашки Н, как и наружный диаметр DП, унифицирована с целью сокращения количества размеров заготовок для изготовления плашек, а также патронов и плашкодержателей.
Толщина плашки выбирается из условия размещения достаточного количества ниток на режущей и калибрующей частях. С этой точки зрения достаточно принять толщину плашки (6–9)Р, что обычно выдерживается для резьб с крупным шагом. В этом случае длина рабочей части принимается
равной ближайшему стандартному значению Н (см. табл. 2.4). |
|
H = l = 2l1 + l2. |
(2.7) |
Необходимая корректировка размера l проводится за счет изменения длины калибрующей части l2 плашки.
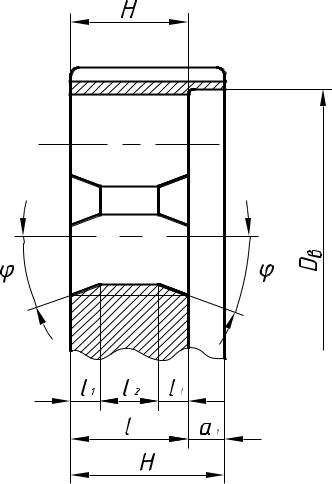
Для резьб с мелкими шагами с учетом унификации размера Н допускается увеличение длины рабочей части l до (9–14)Р. При этом в зависимости от ближайшего значения размера Н принимается или Н = l, или плашка изготавливается с выточкой глубиной а1 = Н – l (рис. 2.1 и 2.4).
88 |
Рис. 2.4. Конструкция плашки с выточкой |
Диаметр этой выточки равен
Dв = dц + dс + (0,5 – 1,0) мм, (2.8)
где dс – диаметр стружечных отверстий;
dц – диаметр окружности, на которой расположены оси отверстий.
2.3.5. Стружечные отверстия
Стружечные отверстия круглых плашек являются важным
конструктивным элементом. Их диаметр – dс, диаметр окружности dц, на которой расположены оси отверстий, и количество перьев – Z определяют ряд важных конструктивных параметров плашки: передний угол γ, ширину пера m , размер е и др. (рис. 2.5).
При определении количества перьев (стружечных отверстий) – Z, диаметров dс, dц необходимо обеспечить:
1)лучшее образование и отвод стружки, оптимальный передний угол γв в пределах высоты профиля нарезаемой резьбы (см. рис. 2.5);
2)достаточное пространство для свободного размещения стружки;
3)достаточную прочность стенки плашки (размер е);