

проектирование метчиков
.pdf
|
61 |
|
ω arctg |
6 |
= arctg 0,07° = 4°. |
3,14 27,247 |
Шаг винтовых стружечных канавок (1.58)
РК = 3,13 31,142 = 1387 мм. 0,0705
Смещение заднего центра резьбошлифовального станка для создания обратной конусности
S = 302 · 0,1/100 = 0,302 мм.
Результаты расчета метчика-протяжки приведены в табл. 1.31.
Результаты расчета метчика |
|
Таблица 1.31 |
|
|
|
||
|
|
|
|
Наименование параметра |
Обозначение |
Численное значение |
|
|
(рис.1.15) |
|
|
Расстояние от торца хвостовика до паза |
S, мм |
12 |
|
Длина паза под клин |
l, мм |
20 |
|
Ширина паза под клин |
e, мм |
8 |
|
Диаметр хвостовика (передней направляющей) |
dX, мм |
24 00,, |
04073 |
Длина хвостовика |
lХ, мм |
104 |
|
Наружный диаметр резьбы |
d, мм |
31,142–0,106 |
|
Средний диаметр резьбы |
d2, мм |
27,247–0,07 |
|
Внутренний диаметр резьбы |
d1, мм |
24+0,5 |
|
Шаг резьбы |
Р, мм |
6 |
|
Угол профиля резьбы |
α, градус |
30° |
|
Число перьев |
Z, шт |
4 |
|
Диаметр сердцевины |
dс, мм |
16 |
|
Радиус на дне стружечной канавки |
r, мм |
4 |
|
Ширина ленточки |
f, мм |
0,6 |
|
Ширина пера |
b, мм |
7,5 |
|
Углы заточки (задние углы) |
α1, градус |
14 |
|
α2, градус |
35 |
|
|
|
|
||
Передний угол |
γ, градус |
9 |
|
Угол заборного конуса |
φ, градус |
1°20' |
|
Угол наклона стружечных канавок |
ω, градус |
4 |
|
Длина режущей части (заборного конуса) |
lР, мм |
153 |
|
Длина калибрующей части |
lК, мм |
25 |
|
Длина задней направляющей |
lЗН, мм |
20 |
|
Диаметр задней направляющей |
dЗН, мм |
24 00,, |
04073 |
Расстояние до сварного шва |
lСШ, мм |
104 |
|
Общая длина метчика |
L, мм |
302 |
|
Размеры центровых отверстий |
d01, d02, l0, мм |
ГОСТ 14034–74 |
|
Шаг винтовых стружечных канавок |
РК, мм |
1387 |
|
Смещение заднего центра станка |
SК, мм |
0,302 |
|
62
1.7.Метчики-накатники
1.7.1.Назначение
Метчики-накатники (бесстружечные метчики) рекомендуют применять при получении резьбы методом пластической деформации в деталях из цветных и черных металлов, обладающих высокой пластичностью. К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали. По сравнению с обычными метчиками метчики-накатники обладают большей прочностью, обеспечивают получение точных резьб с низкой шероховатостью поверхности, повышение прочности резьбы (до 20 %) [1]. Наибольшая допустимая длина накатываемой резьбы в зависимости от материала приведена в табл. 1.32.
|
|
|
|
|
Таблица 1.32 |
|
|
|
Допустимая длина накатываемой резьбы |
||||
Материал детали |
|
Временное |
Относительное |
Наибольшая длина |
|
|
|
сопротивление |
удлинение |
резьбы lP, мм |
|
||
|
|
|
σв, МПа |
δ,% |
|
|
|
|
|
|
|
||
Алюминиевые |
сплавы |
|
до 300 |
8 |
5d, но не более 25Р |
|
АЛ 2, АЛ 9 |
|
|
|
|||
|
|
|
|
|
|
|
Стали 10, 15, 20; |
|
|
|
2,5–Зd, |
|
|
алюминиевые |
сплавы |
|
400...500 |
15...25 |
|
|
|
но не более 15–18Р |
|
||||
Д1, Д1Т, Д16 и др. |
|
|
|
|
||
|
|
|
|
|
||
Сталь А12; сталь 35; |
450...600 |
8 |
2d, |
|
||
латунь ЛС 59-1Т |
|
но не более 10–12Р |
|
|||
|
|
|
|
|||
|
|
|
|
|
|
|
Нержавеющие |
|
|
более 600 |
20 |
l,5d, |
|
и жаропрочные стали |
|
но не более 8–10Р |
|
|||
|
|
|
|
|||
Метчики-накатники целесообразно применять для получения резьб диаметром до 16 мм – в стальных заготовках и диаметром до 36 мм в заготовках из цветных металлов.
Особенно целесообразно применение накатников при получении резьб в деталях, изготовленных из листа с длиной нарезки менее диаметра, т. е. когда нарезается не более 2...4 витков.
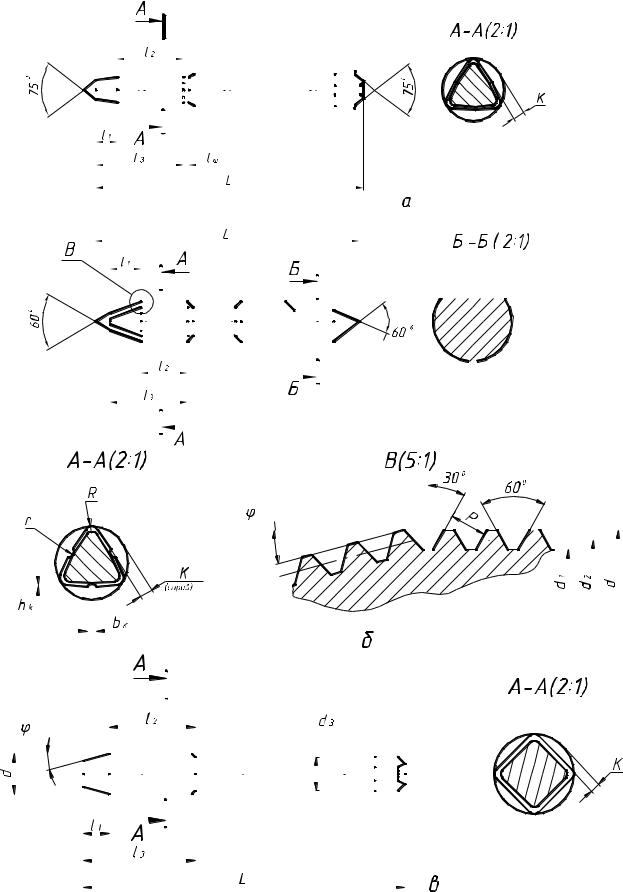
1.7.2. Типы метчиков-накатников
Вместо стружечных канавок рабочая часть метчиков-накатников в сечении имеет многогранник (рис. 1.17). На заборном конусе резьба шлифована. В процессе формирования (накатывания) резьбы происходит выдавливание ее по всему профилю. Метчики в процессе эксплуатации не перетачиваются [5, 11].
63
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На р |
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.17. Метчики-накатники: а, б – трехгранные; |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в – с квадратной рабочей частью |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||
64
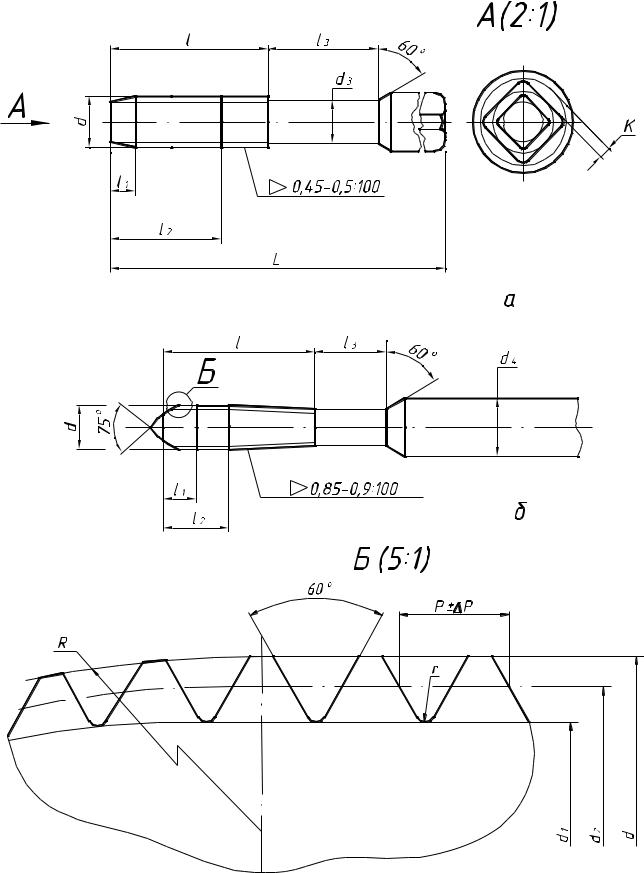
На рис. 1.18 изображены метчики-накатники для получения резьб диаметром до 6 мм в заготовках из титановых сплавов, а в табл. 1.33 представлены численные значения конструктивно-геометрических параметров таких метчиков [12].
|
|
|
|
|
|
|
|
Таблица 1.33 |
Конструктивные параметры метчиков-накатников в мм (рис. 1.18) |
||||||||
Параметры |
|
|
Номинальный диаметр резьбы d, мм |
|
||||
метчика |
2,0 |
|
2,5 |
3,0 |
4,0 |
|
5,0 |
6,0 |
P |
0,40 |
|
0,45 |
0,50 |
0,70 |
|
0,80 |
1,00 |
∆P |
0,008 |
|
0,012 |
|
||||
L |
40 |
|
45 |
48 |
52 |
|
55 |
65 |
l |
8 |
|
10 |
9 |
10 |
|
12 |
15 |
l1 |
2,0 |
0,20 |
3,5 0,25 |
3,5–0,35 |
|
4,0–0,10 |
5,0–0,30 |
|
l2 |
3,7–0,60 |
6,0–0,75 |
6,5–1,05 |
|
6,5–1,20 |
7,5–1,50 |
||
l3 |
5,5 |
|
6,0 |
10,0 |
10,0 |
|
13,0 |
14,0 |
R |
|
10 |
|
|
20 |
|
||
d |
2,062–0,015 |
|
2,577–0,015 |
3,088–0,015 |
4,414–0,02 |
|
5,150–0,02 |
6,170–0,08 |
d1 |
1,547 |
|
1,988 |
2,429 |
3,202 |
|
4,084 |
4,868 |
d2 |
1,820–0,014 |
|
2,294–0,015 |
2,764–0,016 |
3,650–0,019 |
|
4,590–0,02 |
5,480–0,024 |
d3 |
– |
|
– |
2,12–0,12 |
2,80–0,12 |
|
3,55–0,16 |
4,50–0,09 |
d4 |
2,5–0,02 |
|
2,8–0,02 |
3,15–0,025 |
4,00–0,025 |
|
5,00–0,025 |
6,30–0,09 |
rmax |
0,04 |
|
0,05 |
0,05 |
0,08 |
|
0,10 |
0,13 |
K+0,013 |
0,10 |
|
0,12 |
0,15 |
0,20 |
|
0,25 |
0,30 |
1.7.3. Материалы для изготовления накатников
Для изготовления метчиков-накатников применяются быстрорежущие стали Р18, Р12М, Р12, P6M3, P6M5, Р9К5 и другие При получении резьб в деталях из цветных металлов можно применять также углеродистые и легированные инструментальные стали: У12А, 9ХС, ХВГ и другие.
1.7.4. Выбор числа граней и других параметров рабочей части метчиков-накатников
Трехгранные накатники (см. рис. 1.17, а и б) рекомендуется применять для получения резьб диаметром до 6 мм. Метчики (см. рис. 1.17, в) – с трехгранной рабочей частью (на рис. 1.17, в не показана) применяют для накатывания резьб диаметром до 10 мм [5], а метчики такой же конструкции, но с квадратной рабочей частью рекомендуются для получения резьб диаметром более 10 мм. В работе [11] для изготовления резьб диаметром 6–20 мм рекомендуется применять шестигранные накатники, а для резьб диаметром более 20 мм – восьмигранные. Квадратные накатники позволяют получать резьбы до степени точности 4Н5Н. При работе трехгранных накатников – более благоприятные условия для подачи СОЖ в зону контакта. Метчики-накатники имеют огранку.
65
Рис. 1.18. Метчики для накатывания резьб диаметром:
а – до 2,5 мм; б – до 3–6 мм в заготовках из титановых сплавов

66
Такая форма позволяет уменьшить площадь контакта рабочей поверхности инструмента с обрабатываемой заготовкой.
Величина огранки метчика-накатника К = 0,04d, a радиус кривизны при вершине R равен: для 3-гранных метчиков d/2,72; для 4-гранных d/3,28; для
6-гранных d/3,94; для 8-гранных d/4,72.
Допуск на величину R принимается для 3-гранных – 0,4ρ; для 4-гранных
– 0,6ρ; для 6-гранных – 0,7ρ; |
для 8-гранных – 0,8ρ. |
|
|
Для лучшего подвода СОЖ рекомендуется на каждой грани нерабочих |
|||
участков профиля метчика-накатника делать продольные канавки: |
шириной |
||
bк = 0,15d, глубиной hк = 0,5Р и радиусом r = hк [1]. |
|
||
1.7.5. Определение среднего, внутреннего и наружного диаметров |
|||
Средний диаметр |
|
0,06P P) Тd2 . |
(1.59) |
d 2 |
(D2 |
||
Внутренний диаметр |
(D1 |
0,6е) 0,4е . |
(1.60) |
d1 |
|||
Наружный диаметр |
|
|
|
d (D2 0,76Р) Тd , |
(1.61) |
||
где D2, D1 – соответственно средний и внутренний диаметры резьбы гайки; е – допуск на внутренний диаметр резьбы гайки по ГОСТ 16093–2004;
Td2 и Td – допуски на изготовление соответственно среднего и наружного диаметра метчика-накатника;
Тср = Т = 0,01 мм для диаметров до 10 мм; Тср = Т = 0,015 мм – для диаметров свыше 10 мм.
Отклонение половины угла профиля резьбы метчика-накатника рекомендуется принимать аналогично отклонениям метчика лезвийного (машинного или ручного).
1.7.6. Выбор параметров заборной части
По форме исполнения заборной части метчики-накатники можно разделить на две группы:
1)с конической полнопрофильной резьбой (см. рис. 1.17, б);
2)с цилиндрической резьбой, с конусом по наружному диаметру (витки срезаны под углом φ), т. е. когда заборная часть выполнена как у режущих метчиков – без полного профиля.
Наиболее простой и распространенной является вторая форма. Рекомендуемые углы заборного конуса при обработке различных
материалов – 1...20 для сквозных и 10...15° для глухих отверстий. Для получения резьбы в высокопластичных цветных металлах рекомендуется применять вторую форму исполнения с углом φ = 45°.
67 |
|
1.7.7. Определение длины заборной и рабочей частей |
|
Длина заборной части |
|
l1 = (d – dT)/2tg φ, |
(1.62) |
где dт = d0 – 0,15Р – диаметр переднего торца накатника; d0 – диаметр отверстия под раскатывание (табл. 1.34).
Таблица 1.34
Диаметры отверстия под накатывание
Резьба |
Диаметр отверстия под резьбу, мм |
||
|
|
|
|
d, мм |
Р, мм |
номинальный |
допуск |
|
|
|
|
3 |
0,5 |
2,72 |
+0,03 |
4 |
0,7 |
3,63 |
+0,04 |
5 |
0,8 |
4,58 |
+0,05 |
6 |
1,0 |
5,48 |
+0,06 |
8 |
1,25 |
7,34 |
+0,07 |
9 |
1,25 |
8,34 |
+0,07 |
10 |
1,5 |
9,20 |
+0,07 |
12 |
1,75 |
11,06 |
+0,08 |
14 |
2,0 |
12,90 |
+0,08 |
16 |
2,0 |
14,90 |
+0,09 |
18 |
2,0 |
16,90 |
+0,09 |
20 |
2,0 |
18,90 |
+0,09 |
Длина калибрующей части l2 выбирается в зависимости от шага резьбы по табл. 1.35.
|
|
|
|
|
|
|
Таблица 1.35 |
|
Длина калибрующей части накатника |
||||||
|
Р, мм |
|
0,5 |
|
0.5...1 |
> 1 |
|
|
|
|
|
|
|
|
|
|
l2 |
|
(15...20)P |
|
(10...15)P |
(8...10)P |
|
|
|
|
|
|
|
|
|
Длина рабочей части |
l3 = l1 + l2. |
|
(1.63) |
||||
1.7.8. Определение прочности поперечного сечения накатника (проверочный расчет)
Метчик-накатник во время работы испытывает деформацию скручивания. Из-за малой величины затылования поперечное сечение накатника с достаточной для практики точностью можно приравнять к круглому стержню с диаметром в опасном сечении
dmin= d – 2K. |
(1.64) |
||
Касательное напряжение при кручении определяется по формуле |
|
||
max |
M кр |
, |
(1.65) |
|
|||
|
Wp |
|
|

68
где Мкр – крутящий момент, Н·мм; |
|
Wp = 0,2(dmin)3 – момент сопротивления, мм3; |
|
[τ] = 170 МПа – допускаемое напряжение для быстрорежущей стали. |
|
Действительный крутящий момент определяется по формуле |
|
MKP CM dP1,95 (lr / l1 )m 0,65 k K ko , |
(1.66) |
где См – коэффициент, характеризующий материал обрабатываемой детали
(табл. 1.36);
lизд – длина резьбы;
m – показатель степени (см. табл. 1.36);
kK – коэффициент, учитывающий наличие у накатников смазочных канавок; при наличии канавок kK = 0,7...0,8, при отсутствии канавок kK = 1;
k0 – коэффициент, зависящий от СОЖ.
Таблица 1.36
Коэффициенты и показатели степени для расчета крутящего момента при накатывании
Материал |
Твердость НВ |
См |
m |
|
|
|
|
Сталь 10 |
137 |
1,4 |
0,9 |
Сталь 20 |
158 |
2,0 |
0,9 |
Медь МЗ |
50 |
0,82 |
1,5 |
Алюминий АО |
до 40 |
0,52 |
1,5 |
Дюралюминий Д1 |
до 118 |
1,0 |
1,3 |
При накатывании резьб в деталях из легких сплавов рекомендуется применять масло индустриальное (k0 = 1,8), в деталях из сталей – сульфофрезол
сдобавками олеиновой кислоты (k0 = 1). При работе без охлаждения k0 = 3.
1.7.9.Пример расчета метчика-накатника
Задание: накатать метрическую резьбу М10 5Н в сквозном отверстии длиной lr = 15 мм. Материал заготовки (гайки) – сталь 20 (σв < 400 МПа). Шаг резьбы Р = 1,5 мм (см. табл. 1.3).
1. По табл. 1.32 находим допустимую длину накатываемой резьбы lр = (2,5 – 3)d = 25–30 мм. Должно выполняться условие lr ≤ lр. Условие выполняется, т. к. 15 мм < (25–30) мм.
2.Материал метчика-накатника – сталь Р6М5 ГОСТ 19265–73.
3.В соответствии с рекомендациями в подразд. 1.7.4 принимаем: трехгранную рабочую часть метчика с величиной огранки К = 0,04·10 = 0,4 мм
ис радиусом при вершине ρ = d/2,72 = 10/2,72 = 3,676 мм; допуск на радиус Δρ = 0,4ρ = 1,47 мм. Принимаем конструкцию метчика с канавками для подвода
СОЖ (см. рис. 1.17, б): ширина bк = 0,15d = 1,5 мм; глубина hк = 0,5ρ = 0,75 мм; радиус r = 0,5ρ = 0,75 мм.
4.Диаметры резьбы метчика [11].
Средний диаметр рассчитываем по формуле (1.59) d2 = (D2 + 0,06P  Р) Тd2 ,
Р) Тd2 ,

69
где D2 = 9,026 мм – средний диаметр резьбы гайки (табл. 1.3); Td2 = 0,01 (см. подраздел 1.7.5).
d2 = (9,026 + 0,109)–0,01 = 9,135–0,01
Внутренний диаметр (1.60)
d1 = (D1 + 0,06е)–0,4е, где D1 = 8,376 (табл. 1.3);
е = 0,236 – поле допуска на D1 (табл. 1.16).
d1 = (8,376 + 0,141)–0,094 = 8,517–0,094
Наружный диаметр (1.61)
d = (D2 + 0,76P)–Td, где Td = 0,01 (см. подразд. 1.7.5)
d= (9,026 + 0,76·1,5)–0,01 = 10,168–0,01
5.Заборная, калибрующая и рабочая части метчика.
На основании рекомендации [11] (см. подразд. 1.7.6) выбираем вторую форму заборной части – со срезанными витками под углом φ (как у режущих метчиков). Принимаем φ = 2°.
Длина заборной части (1.62)
l1 = (d – dT) / 2 tgφ,
где dT = (d0 – 0,15Р) – диаметр переднего торца метчика, d0 = 9,2+0,07 (табл. 1.34). dT = (9,2+0,07 – 0,15·1,5) = 8,975+0,07
l1 = (10,162 – 8,975)/2 tg2° = 1,193/0,07 = 17 мм.
Длина калибрующей части (табл. 1.35)
l2 = 9Р = 13,5 мм.
Длина рабочей части l3 = l1 + l2 = 30,5 мм.
6. Определяем прочность поперечного сечения метчика при
dmin = (d – 2K) = (10,168 – 2·0,4) = 9,368 мм.
Должно выполняться условие (1.65)
max M кр ,
Wp
где [τ] = 170 МПа;
Wp = 0,2 (dmin)3 = 0,2(9,368)3 = 164,4 мм3; Мкр = См·d·p1,95(lr/l1)m·2°–0,65·Kk·K0,
где См = 1,4; m = 0,9 (табл. 1.36); Kk = 0,8; K0 = 1
Мкр = 1,4·10,168·1,51,95(15/17)0,9·0,8·3/2˚ 0,65 = 42,87 ззхτmax = 164,442,87 = 0,26 МПа.
Условие (1.65) выполняется, так как 0,26 МПа < 170 МПа. 7. Диаметр хвостовика d3 = d1 – (0,25 – 1,5) мм.
d3 = (8,517 – 0,517) = 8 мм. 8. Размер (сторона) квадрата на хвостовике (1.26)
а = 8 – 2 = 6 мм. 9. Высота квадрата h = a + 3 = 6 + 3 = 9 мм.
10. Аналогично режущему метчику по ГОСТ 3266–81 находим длину метчика-накатника для резьбы М10 с шагом Р = 1,5 мм; L = 80 мм.
70
Проверяем L расчетом по формуле (1.28)
L = 0 + 0 + 17 + 3 + 15 + 8 + 25 = 68 мм Из двух значений принимаем большее, L = 80 мм.
Принимаем конструкцию метчика-накатника, изображенного на рис. 1.17, в, с трехгранной рабочей частью, с канавками для подвода СОЖ (см.
рис. 1.17, б).
Результаты расчета метчика-накатника приведены в табл. 1.37.
Таблица 1.37
Результаты расчета метчика
Наименование и обозначение конструктивного |
Численное значение параметра |
|
и геометрического параметра |
||
|
||
Шаг резьбы Р, мм |
1,5 |
|
Угол профиля резьбы α, градус |
60 |
|
Наружный диаметр d, мм |
10,168–0,01 |
|
Средний диаметр d2, мм |
9,135–0,01 |
|
Внутренний диаметр d1, мм |
8,517–0,094 |
|
Диаметр отверстия под накатывание резьбы d0, мм |
9,2+0,07 |
|
Число граней z, шт |
3 |
|
Величина огранки К, мм |
0,4 |
|
Радиус при вершине треугольника R, мм |
3,676 |
|
Размеры канавок для подвода СОЖ: |
|
|
Ширина bк, мм |
1,5 |
|
Глубина hк, мм |
0,75 |
|
Радиус rк, мм |
0,75 |
|
Длина заборной части l1, мм |
17 |
|
Длина калибрующей части l2, мм |
13,5 |
|
Длина рабочей части l3, мм |
30,5 |
|
Диаметр переднего торца dT, мм |
8,975 |
|
Диаметр хвостовика d3, мм |
8 |
|
Размер (сторона) квадрата а, мм |
6 |
|
Высота квадрата h, мм |
9 |
1.8. Разработка технических требований
Технические требования на метчики изложены в ГОСТ 3449–84 Е. Рассмотрим некоторые требования, которые не были рассмотрены выше. Для нарезания резьбы в заготовках из углеродистых сталей обычного
качества, конструкционных углеродистых качественных сталей, низколегированных сталей, цветных металлов, сплавов и пластмасс рекомендуются метчики из быстрорежущей стали марки Р6М5.
Для нарезания резьбы в заготовках из высоколегированных, труднообрабатываемых, жаропрочных, коррозионно-стойких сталей и сплавов рекомендуются метчики из быстрорежущих сталей марок: Р6М5К5 (основная), Р9М4К8 и Р9К10. Машинно-ручные метчики диаметром от 1 до 2,5 мм допускается изготавливать из углеродистой стали марок У11А и У12А.прямые хвостовики сварных машинно-ручных и гаечных метчиков должны изготавливаться из стали 45 или 40Х. Твердость рабочей части метчика приведена в табл. 1.38.