

проектирование метчиков
.pdf21
Число перьев зависит от типа метчика, обрабатываемого материала и размера резьбы. Рекомендации по выбору z даны в табл. 1.10.
Таблица 1.9
Длина режущей части метчика в зависимости от материала заготовки и вида отверстия
Тип метчиков |
|
Материал |
|
|
|
Вид отверстия |
|
Длина режущей |
|||||||
|
заготовки |
|
|
|
|
части L1 |
|||||||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сквозное |
|
|
(6–8)P |
||||
|
|
|
|
|
|
|
|
(один метчик) |
|
|
|
|
|
||
Машино-ручной |
|
|
|
|
|
|
Глухое, сквозное |
|
|
|
– |
||||
|
|
|
|
|
|
|
Черновой метчик |
|
(6–8)P |
||||||
|
|
|
|
|
|
|
Средний метчик |
|
(4–5)P |
||||||
|
Углеродистые |
|
|
Чистовой метчик |
|
(2–3)P |
|||||||||
Машинные |
|
|
|
Сквозное |
|
|
|
6P |
|||||||
стали, чугуны |
|
|
|
|
|
|
|||||||||
с укороченными |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
канавками |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машинные |
|
|
|
|
|
|
|
Сквозное |
|
|
|
6P |
|||
с винтовыми |
|
|
|
|
|
|
|
Глухое |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
3P |
|||||
канавками |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гаечные |
|
|
|
|
|
|
|
Сквозные |
|
|
12P |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сквозное |
|
|
(5–6)P |
||||
Машино-ручные |
Нержавеющие |
|
|
|
(один метчик) |
|
|
|
|
|
|||||
с шахматным |
|
|
Глухое, сквозное |
|
|
|
– |
||||||||
и жаропрочные |
|
|
|
|
|
||||||||||
расположением |
|
|
Черновой метчик |
|
(5–6)P |
||||||||||
|
|
стали |
|
|
|
||||||||||
зубьев |
|
|
|
|
Средний метчик |
|
(4–5)P |
||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
Чистовой метчик |
|
(3–4)P |
||||||
Машино-ручные |
Все, указанные |
|
|
|
Глухое |
|
|
|
12P |
||||||
с корригированным |
|
|
|
|
|
|
|||||||||
|
|
выше |
|
|
|
Сквозное |
|
|
|
20P |
|||||
профилем |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число перьев в зависимости от наружного диаметра метчика |
Таблица 1.10 |
||||||||||||||
|
|
|
|||||||||||||
|
|
и обрабатываемого материала [2] |
|
|
|
|
|
||||||||
|
|
|
|
|
Наружный диаметр метчика d, мм |
|
|
|
|||||||
Обрабатываемый материал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2–6 |
|
8–14 |
|
16–20 |
|
22–24 |
|
27–36 |
|
39–52 |
|
|||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Количество |
перьев z, |
шт. |
|
|
|
||
Сталь, чугун |
|
|
3 |
|
3 |
|
3 |
|
3–4 |
|
4 |
|
4–6 |
|
|
Легкие сплавы |
|
|
2 |
|
2–3 |
|
3 |
|
3–4 |
|
4 |
|
4–6 |
|
|
1.3.4. Расчет калибрующей части
Калибрующая (направляющая) часть служит для зачистки и калибрования резьбы. Окончательное формирование профиля резьбы в заготовке заканчивается после прохода зубьев первого витка калибрующей части. Остальные витки служат для центрирования, направления и
22
перемещения метчика вдоль оси, а также являются резервом для режущих зубьев при переточках. После всех переточек длина калибрующей части
должна составлять не менее 0,5D для средних и крупных метчиков |
и (1,0 – |
1,2)D для мелких. |
|
Длина калибрующей части может быть определена по формуле |
|
L2 = Lmin + i·Hп, |
(1.7) |
где Lmin = 0,5 d – минимальная длина калибрующей части; i – число переточек;
Hп – припуск на одну переточку.
Значение i и Hп приведены в [6]. ГОСТ 3266–81 рекомендует принимать L2 в зависимости от наружного диаметра резьбы (табл. 1.11).
Таблица 1.11
Длина калибрующей части метчика в зависимости от наружного его диаметра
Номинальный наружный диаметр метчика |
Длина калибрующей части L2, мм |
d, мм |
|
|
|
d < 6 |
(1,2–1,5)d |
|
|
d = (8–16) |
d |
|
|
d = (18–32) |
(0,6–0,8)d |
|
|
Резьбу калибрующей части выполняют с обратной конусностью (уменьшение диаметров d, d1, d2 в направлении к хвостовику).
Обратная конусность является обязательным конструктивным элементом метчика, так как ее отсутствие вызывает повышенное трение и схватывание между зубьями метчика и резьбовой поверхностью заготовки, что приводит к заклиниванию и поломке метчика. Обратная конусность находится в пределах 0,04–0,08 мм на 100 мм условной длины резьбовой части метчика. Метчики малых диаметров 1–3 мм, у которых не произведено затылование по профилю зубьев, имеют увеличенную обратную конусность в пределах 0,16–0,2 мм на 100 мм длины. Из-за наличия обратной конусности диаметры метчиков оказываются переменными. Поэтому для определения предельных отклонений устанавливается участок, где измеряются диаметры. Для машинно-ручных метчиков таким участком является начало калибрующей части, у гаечных метчиков измерение производятся на расстоянии одного–двух шагов от начала калибрующей части.
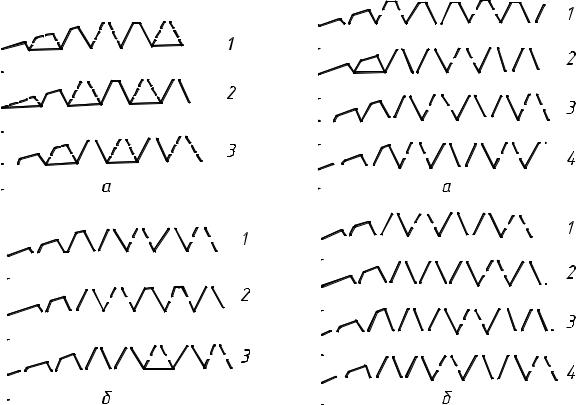
При нарезании резьбы в заготовках из нержавеющих и жаропрочных сталей и сплавов рекомендуется применять метчики со срезанными в шахматном порядке зубьями. Вырезание зубьев производится на режущей и калибрующей частях. При этом каждый оставшийся зуб работает с увеличенной толщиной срезаемого слоя. Если это приводит к возрастанию нагрузки, то срезание зубьев производится только на калибрующей части (рис. 1.4, 1.5). Срезание зубьев производится шлифовальным кругом на резьбошлифовальном станке.
23
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.4. Схема вырезания зубьев |
|
|
Рис. 1.5. Схема вырезания зубьев |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
на метчике с тремя перьями: |
|
|
|
на метчике с четырьмя перьями: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
а – на режущей и калибрующих частях; |
а – на режущей и калибрующих частях; |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
б – только на калибрующей части |
|
б – только на калибрующей части |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1.3.5. Форма и направление стружечных канавок
Стружечные канавки являются важным элементом метчиков. Часть профиля канавки является передней поверхностью, которая при пересечении с задней поверхностью образует режущие кромки (лезвия) зубьев метчика.
Размеры канавок должны быть достаточными для свободного размещения и удаления стружки. Канавки должны обеспечивать рациональную геометрию зубьев и быть простыми в изготовлении. Профиль канавок должен быть очерчен плавной линией во избежание появления трещин при термической обработке. Если канавки прямые (не винтовые), то их профиль полностью соответствует профилю дисковой фасонной фрезы.
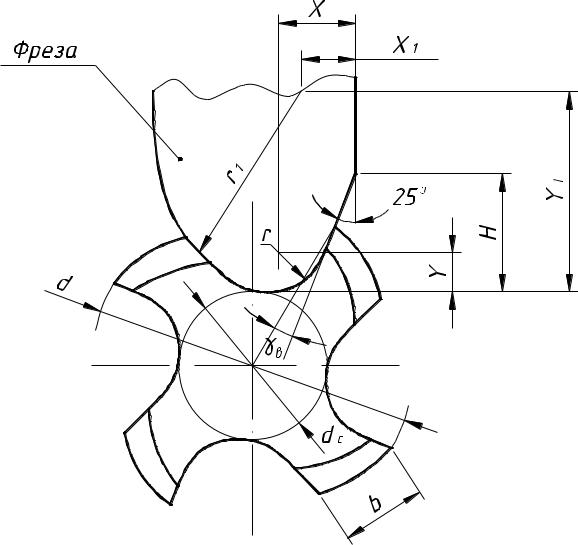
Наиболее полно перечисленным выше требованиям отвечает двухрадиусный профиль стружечных канавок (рис. 1.6).
Соотношение между основными параметрами профиля канавки приведены в табл. 1.12.
24 |
Рис. 1.6. Профиль стружечных канавок метчика и зубьев фасонной фрезы (стружечные канавки прямые)
Таблица 1.12
Диаметр сердцевины и ширины пера (в долях наружного диаметра метчика)
Число перьев метчика z, шт |
Диаметр сердцевины dС, мм |
Ширина пера b, мм |
|
|
|
2 |
(0,36–0,38)d |
(0,40–0,45)d |
|
|
|
3 |
(0,38–0,40)d |
(0,30–0,32)d |
4 |
(0,42–0,45)d |
(0,2–0,22)d |
5 |
(0,50–0,52)d |
(0,17–0,2)d |
6 |
(0,52–0,55)d |
(0,16–0,18)d |
|
|
|
Численные значения остальных параметров профиля канавки для метчиков диаметром d = 6–50 мм приведены в табл. 1.13.

|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1.13 |
||
|
|
Размеры профиля стружечных канавок [7] |
|
|
|
|
|||||
Наружный |
|
|
|
|
|
|
|
|
|
|
|
диаметр |
dC |
z |
x |
y |
r |
H |
X1 |
Y1 |
|
r1 |
|
метчика d, |
|
|
|
|
|
|
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
2,7 |
3 |
1,7 |
1,0 |
1,0 |
2,28 |
1,6 |
4,2 |
|
4,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
3,1 |
3 |
2,14 |
1,0 |
1,0 |
3,23 |
2,2 |
5,2 |
|
5,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
3,6 |
3 |
2,14 |
1,0 |
1,0 |
3,23 |
2,2 |
5,2 |
|
5,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
4,0 |
3 |
2,88 |
1,5 |
1,5 |
4,14 |
2,8 |
6,6 |
|
6,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10, 11 |
5,0 |
3 |
2,97 |
1,5 |
1,5 |
4,32 |
3,0 |
8,0 |
|
8,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
12, 14, 15 |
5,4 |
3 |
4,16 |
2,0 |
2,0 |
6,19 |
3,0 |
10,5 |
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
16, 17, 18 |
9,0 |
4 |
4,32 |
2,0 |
2,0 |
6,53 |
3,1 |
10,4 |
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
10,0 |
4 |
4,32 |
2,0 |
2,0 |
6,53 |
3,1 |
10,4 |
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
11,0 |
4 |
4,32 |
2,0 |
2,0 |
6,53 |
3,1 |
10,4 |
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
12,0 |
4 |
5,99 |
3,0 |
3,0 |
8,75 |
4,2 |
12,4 |
|
12,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
12,5 |
4 |
5,99 |
3,0 |
3,0 |
8,75 |
4,2 |
12,4 |
|
12,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
15,0 |
4 |
6,49 |
3,5 |
3,5 |
9,13 |
4,4 |
15,5 |
|
15,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
18,0 |
4 |
8,1 |
4,0 |
4,0 |
12,6 |
5,5 |
18,7 |
|
19,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
42 |
21,0 |
4 |
10,5 |
5,0 |
5,0 |
15,6 |
7,5 |
22,0 |
|
22,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
48 |
24,0 |
4 |
12,9 |
7,0 |
7,0 |
18,1 |
8,7 |
25,1 |
|
25,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
25,0 |
4 |
13,5 |
7,0 |
7,0 |
20,0 |
9,7 |
28,2 |
|
28,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
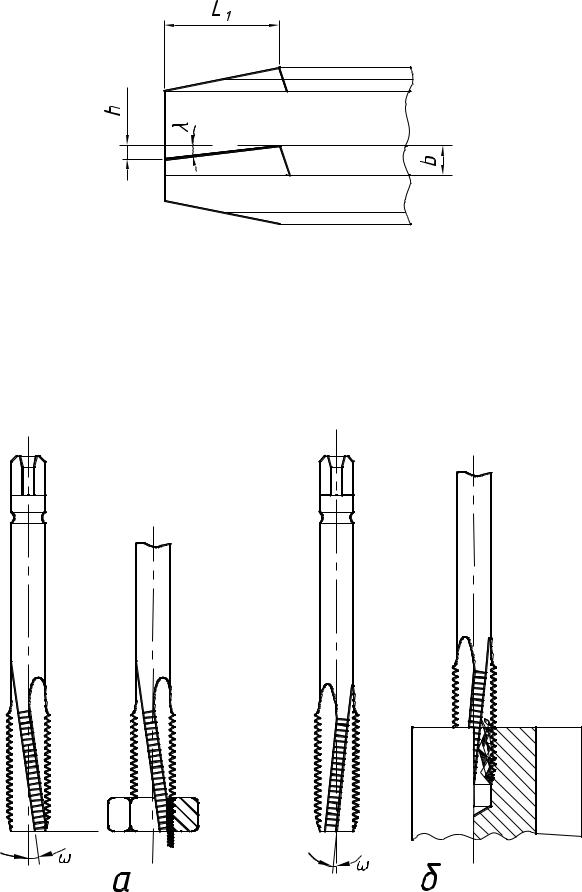
Метчики универсального назначения имеют обычно прямые канавки [1]. Для лучшего отвода стружки при нарезании правой резьбы в сквозных отверстиях прямые канавки расширяются к началу режущей части за счет скосов на перьях, выполняемых под углом λ (рис. 1.7).
В этом случае стружка для выхода направляется вперед, т. е. в отверстие. Такая конструкция режущей части уменьшает крутящий момент резьбонарезания за счет правильного отвода стружки.
Величина угла скоса определяется по формуле
λ arctg |
|
h |
, |
(1.8) |
|
L |
|
P |
|||
|
1 |
|
|
|
|
где h = (0,5 – 0,7)· b.
26
Рис. 1.7. Положение передней поверхности зубьев метчика при наличии скоса под углом λ
Если условия работы метчика заранее известны, то его лучше изготавливать с винтовыми стружечными канавками [1]. Метчики с левым направлением канавок принимаются для нарезания резьбы в сквозных отверстиях (рис. 1.8, а), с правым направлением (рис. 1.8, б) – для глухих отверстий.
Рис. 1.8. Метчики с винтовыми стружечными канавками
27
Благодаря углу наклона канавок стружка выводится вниз или вверх. Величина угла наклона зависит от вида обрабатываемого материала. Для конструкционных и малоуглеродистых сталей ω = 10–16°, для легких сплавов и вязких материалов ω = 25–30°.
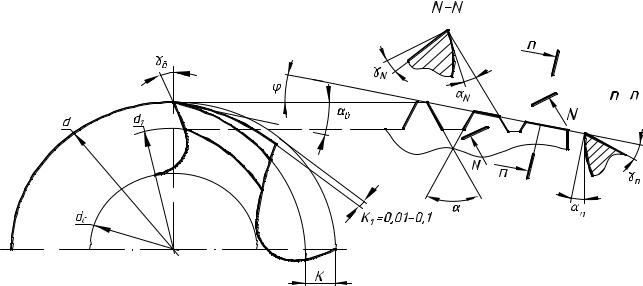
1.3.6. Передние и задние углы
Передний угол при вершине зубьев γв назначают с учетом материала заготовки и метчика и его размеров в пределах от 5° до 30° для режущей кромки, лежащей на наружном диаметре d. Угол γв меняется по мере изменения наружного диаметра метчика на заборном конусе. При форме канавки, изображенной на рис. 1.6, значение переднего угла определяется по формуле
tgγвх tgγв(d/dx), |
(1.9) |
где dx – диаметр окружности, проходящий через рассматриваемую точку режущей кромки зуба.
Задний угол αв на наружном диаметре заборного конуса метчика может иметь значение от 5° до 20° и образуется путем затылования задней поверхности по архимедовой спирали. Величина падения затылка определяется по формуле
K (π d/z) tgαв. |
(1.10) |
Задний угол, как и передний, изменяется по мере изменения диаметра конуса режущей части, и его значение в рассматриваемой точке x определяется по формуле
αвx arctg(d/dx) tgαв. |
(1.11) |
Рекомендуемые значения углов при обработке различных материалов метчиками из быстрорежущей стали представлены в табл. 1.14.
Таблица 1.14
Значение переднего и заднего углов метчика при вершине зуба в зависимости от обрабатываемого материала
Обрабатываемый материал |
Значение углов, градус [4] |
||
γв |
αв |
||
|
|||
1 |
2 |
3 |
|
Углеродистая сталь, МПа |
|
|
|
до 400 |
12–15 |
10–12 |
|
|
|
|
|
до 700 |
8–12 |
10–12 |
|
до 900 |
6–8 |
10–12 |
|
Стальное литье, поковки |
6–10 |
5–7 |
|
Легированные стали, Мпа: |
|
|
|
до 900 |
6–9 |
5–7 |
|
|
|
|
|
св. 900 |
3–6 |
5–7 |
|
28
|
|
Окончание табл. 1.14 |
1 |
2 |
3 |
Коррозионно-стойкие стали |
6–12 |
6–8 |
Чугун серый: |
|
|
HB < 180 |
2–3 |
5–7 |
|
|
|
HB > 180 |
0–2 |
5–7 |
Чугун ковкий |
6–8 |
5–7 |
Медь |
15–20 |
16–20 |
Бронза |
6–8 |
6–8 |
Цинк |
15–20 |
16–20 |
Мягкие сплавы |
16 |
7 |
Силумин |
8–12 |
10–12 |
1.3.7. Боковые стороны зубьев
Боковые стороны (кромки) режущих и калибрующих зубьев метчика, кроме резания, выполняют также функции ходового винта, т. е. обеспечивают осевую подачу на шаг резьбы за один оборот метчика.
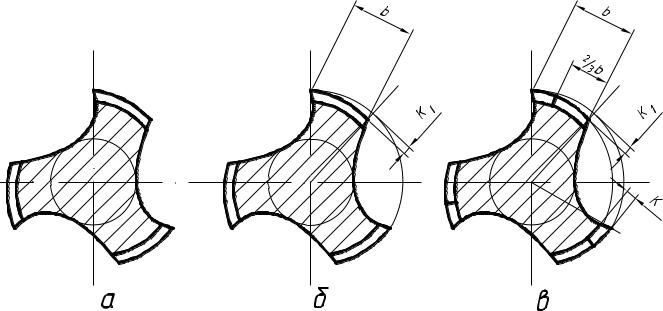
Существует три способа образования боковых сторон режущих и калибрующих зубьев (рис. 1.9, а–в).
1. Затылование по профилю зубьев метчиков с d < 3 мм отсутствует (см. рис. 1.9, а). При этом боковые поверхности режущих и калибрующих зубьев полностью соприкасаются с нарезаемой резьбой (впадиной). Такой контакт приводит к большей силе трения и к большему крутящему моменту резания. Резьбы, нарезаемые такими метчиками, получаются наиболее точными.
Рис. 1.9. Способы образования боковых сторон зубьев
29
2. Метчики диаметром d = 3 ÷ 52 мм затылуются (шлифуются) по всему профилю зубьев режущей и калибрующей частей на величину K1 = 0,01– 0,1 мм (см. рис. 1.9, б), т. е. затылуются «наостро». При этом образуются задние углы и на боковых сторонах зубьев. Это приводит к резкому уменьшению налипания металла на боковые стороны зубьев метчика, снижению силы трения
иуменьшению крутящего момента.
3.Затылование по профилю на 2/3 ширины зуба (см. рис. 1.9, в). В этом случае создание задних углов позволяет уменьшить трение на боковых сторонах режущих и калибрующих зубьев и не ухудшить центрирование и направление метчика. Такая форма боковых поверхностей является наилучшей, но обработать ее гораздо труднее.
Набольшее применение нашел второй способ затылования – «наостро».
Задние углы αNx и αnx в сечениях перпендикулярных к боковым и вершинной режущим кромкам метчика определяются по формулам [5]
|
|
sin |
α |
|
(1.12) |
||
αNX arctg tgαВX |
2 |
|
|||||
|
|
|
|
|
|
||
αnx arctg tgαВX sin 90 . |
(1.13) |
||||||
Кинематический задний угол αвк на заборном конусе может существенно |
|||||||
отличаться от статического |
P |
|
|
|
|||
|
|
|
|
|
|||
αВКx |
arctg tgαВX |
|
|
|
tg . |
(1.14) |
|
|
πdx |
||||||
|
|
|
|
|
|||
При значительном |
уменьшении угла αвкх по отношению |
к αвх |
|||||
необходимо увеличить угол αв.
В сечениях N–N и n–n (рис. 1.10) передний угол определяется по двум формулам.
Рис. 1.10. Схема к определению передних и задних углов в нормальных сечениях на боковых и вершинных режущих кромках заборного конуса метчика
|
30 |
|
|
|
γNХ |
|
sin |
α |
(1.15) |
arctg tgγBХ |
|
|||
|
|
|
2 |
|
γВХ arctg tgγBХ sin 90 |
(1.16) |
|||
1.3.8. Параметры резьбы метчика и допуски на них
Назначение и расчет размеров и допусков на профиль резьбы метчика зависит от профиля, размеров и точности нарезаемой резьбы. Номинальные значения наружных диаметров резьбы метчика и гайки (d, D) одинаковы.
Допуски на параметры резьбы метчиков (d, d1, d2, P) назначают согласно стандартам. Класс точности метчиков выбирают в зависимости от степени точности нарезаемой резьбы по табл. 1.15 [1].
|
Рекомендации по назначению класса точности метчиков |
Таблица 1.15 |
||||||
|
|
|
||||||
Степень |
|
|
|
|
|
|
|
|
точности |
4Н, 5Н, |
5H6H*, 6Н |
6Н |
6Н, 7Н |
6G |
6G, 7G |
||
нарезаемой |
4Н5Н* |
|||||||
|
|
|
|
|
|
|||
резьбы |
|
|
|
|
|
|
|
|
Класс |
|
|
|
|
|
|
|
|
точности |
1 |
2 |
3 |
4 |
1 |
2 |
|
|
метчика |
|
|
|
|
|
|
|
|
* При двойном обозначении степени точности резьбы, например 4Н5Н, на первом месте ставится степень точности по d2 гайки, на втором – болта.
Метчики классов точности 1, 2, 3 изготавливаются со шлифованными по всему профилю зубьями.
Средний диаметр резьбы метчика является основным параметром, характеризующим степень точности метчика. Его величина рассчитывается по формуле
d2 (D2 eid2 Td2 ) Td2 , |
(1.17) |
где Td2 – допуск на d2, учитывающий погрешности d2, P, гарантирующие запас на износ и разбивку;
eid2 – нижнее отклонение на d2. |
|
Td2 = 0,2·TD2(5), |
(1.18) |
где TD2(5) – поле допуска на средний диаметр резьбы гайки степени точности
5H по ГОСТ 16093–2004 (табл. 1.16 и 1.17).
Таблица 1.16