

проектирование метчиков
.pdf11
1.3. Расчет и выбор конструктивных и геометрических параметров
Несмотря на большое разнообразие метчиков, их расчет имеет общие этапы [2].
1.Определение параметров резьбового соединения и параметров резьбы
детали.
2.Выбор типа метчика, определение числа метчиков в комплекте и распределение нагрузки между ними.
3.Выбор схемы резания и определение размеров режущий части метчика.
4.Расчет диаметров резьбы метчика и назначение на них допусков.
5.Расчет остальных конструктивных элементов метчика (форма и размеры стружечных канавок, геометрия режущих зубьев, размеры калибрующей и хвостовой части и др.).
6.Выполнение рабочего чертежа метчика.
7.Выбор или проектирование патрона для закрепления метчика на станке. Содержание и последовательность этапов в общей схеме расчета зависит
от типа и точности нарезания резьбы, размера и профиля резьбы и др.
Первый этап расчета имеет важное значение, так как в результате его выполнения определяются исходные данные для проектирования метчика. Размеры и допуски резьбовых соединений определяются ГОСТами:
размеры цилиндрических резьб: ГОСТ 9150–2002, ГОСТ 8724–2002, ГОСТ 24705–2004; допуски на резьбу по ГОСТ 16093–2004;
метрическая резьба с натягом: ГОСТ 4608–81; ГОСТ 9150–2002; допуски на резьбу по ГОСТ 4608–81;
метрические с переходными посадками: ГОСТ 24637–81; ГОСТ 9150–2002; допуски на резьбу по ГОСТ 24834–81.
1.3.1. Определение параметров внутренней резьбы детали (гайки)
Номинальный средний D2 и внутренний D1 диаметры резьбы гаек
определяются по формулам [3, табл. 4.24] например, при шаге |
Р = 1,5: |
|
D2 |
= D – 1 + 0,026; |
(1.1) |
D1 |
= D – 1 + 0,376; |
(1.2) |
где D – наружный диаметр резьбы гайки.
Зная наружный диаметр, по табл. 1.3 находится значение крупного (нормального) или мелкого шага резьбы P и диаметры D2, D1 в соответствии с ГОСТ 8724–2002.
Угол профиля метрической резьбы α = 60°.

12
Таблица 1.3
Параметры резьбы гаек
Наружный диаметр d(D), мм |
|
|
Средний и внутренний диаметры |
||||
Шаг P, |
мм |
|
резьбы |
||||
|
|
|
|
||||
1-й ряд |
2-й ряд |
3-й ряд |
d2 = D2 |
|
d1 = D1 |
||
|
|
|
|||||
|
|
|
|
|
5 |
|
|
1 |
2 |
3 |
4 |
|
|
6 |
|
0,25 |
– |
– |
0,075 |
|
0,201 |
|
0,169 |
0,3 |
– |
– |
0,08 |
|
0,248 |
|
0,213 |
– |
0,35 |
– |
0,09 |
|
0,292 |
|
0,253 |
0,4 |
– |
– |
0,1 |
|
0,335 |
|
0,292 |
– |
0,45 |
– |
0,1 |
|
0,385 |
|
0,342 |
0,5 |
– |
– |
0,125 |
|
0,419 |
|
0,365 |
– |
0,55 |
– |
0,125 |
|
0,469 |
|
0,415 |
0,6 |
– |
– |
0,15 |
|
0,503 |
|
0,438 |
– |
0,7 |
– |
0,175 |
|
0,586 |
|
0,511 |
0,8 |
– |
– |
0,2 |
|
0,670 |
|
0,583 |
– |
0,9 |
– |
0,225 |
|
0,754 |
|
0,656 |
1 |
– |
– |
0,25 |
|
0,838 |
|
0,729 |
0,2 |
|
0,870 |
|
0,783 |
|||
|
|
|
|
|
|||
– |
1,1 |
– |
0,25 |
|
0,938 |
|
0,829 |
0,2 |
|
0,970 |
|
0,883 |
|||
|
|
|
|
|
|||
|
|
|
|
|
1,038 |
|
|
1,2 |
– |
– |
0,25 |
|
|
0,929 |
|
0,2 |
|
1,070 |
|
0,983 |
|||
|
|
|
|
|
|||
– |
1,4 |
– |
0,3 |
|
1,205 |
|
1,075 |
0,2 |
|
1,270 |
|
1,183 |
|||
|
|
|
|
|
|||
1,6 |
– |
– |
0,35 |
|
1,373 |
|
1,221 |
0,2 |
|
1,470 |
|
1,383 |
|||
|
|
|
|
|
|||
– |
1,8 |
– |
0,35 |
|
1,573 |
|
1,421 |
0,2 |
|
1,670 |
|
1,583 |
|||
|
|
|
|
|
|||
2 |
– |
– |
0,4 |
|
1,740 |
|
1,567 |
0,25 |
|
1,838 |
|
1,729 |
|||
|
|
|
|
|
|||
– |
2,2 |
– |
0,45 |
|
1,908 |
|
1,713 |
0,25 |
|
2,038 |
|
1,929 |
|||
|
|
|
|
|
|||
2,5 |
– |
– |
0,45 |
|
2,208 |
|
2,013 |
0,35 |
|
2,273 |
|
2,121 |
|||
|
|
|
|
|
|||
3 |
– |
– |
0,5 |
|
2,675 |
|
2,459 |
0,35 |
|
2,773 |
|
2,621 |
|||
|
|
|
|
|
|||
– |
3,5 |
– |
(0,6) |
|
3,110 |
|
2,850 |
0,35 |
|
3,273 |
|
3,121 |
|||
|
|
|
|
|
|||
4 |
– |
– |
0,7 |
|
3,545 |
|
3,242 |
0,5 |
|
3,075 |
|
3,459 |
|||
|
|
|
|
|
|||
– |
4,5 |
– |
(0,75) |
|
4,013 |
|
3,688 |
0,5 |
|
4,175 |
|
3,959 |
|||
|
|
|
|
|
|||
5 |
– |
– |
0,8 |
|
4,480 |
|
4,134 |
0,5 |
|
4,675 |
|
4,459 |
|||
|
|
|
|
|
|||
– |
– |
(5,5) |
0,5 |
|
5,175 |
|
4,959 |
|
|
|
|||||
|
|
|
|
|
|
|
|

|
|
|
13 |
|
|
|
|
|
|
|
|
Продолжение табл. 1.3 |
|
1 |
2 |
3 |
4 |
5 |
|
6 |
|
– |
– |
1 |
5,350 |
|
4,917 |
6 |
0,75 |
5,513 |
|
5,188 |
||
|
|
|
0,5 |
5,675 |
|
5,459 |
– |
– |
|
1 |
6,350 |
|
5,917 |
7 |
0,75 |
6,513 |
|
6,188 |
||
|
|
|
0,5 |
6,675 |
|
6,459 |
|
|
|
1,25 |
7,188 |
|
6,647 |
8 |
– |
– |
1 |
7,350 |
|
6,917 |
0,75 |
7,513 |
|
7,188 |
|||
|
|
|
|
|||
|
|
|
0,5 |
7,675 |
|
7,459 |
|
|
|
(1,25) |
8,188 |
|
7,647 |
– |
– |
9 |
1 |
8,350 |
|
7,917 |
0,75 |
8,513 |
|
8,188 |
|||
|
|
|
|
|||
|
|
|
0,5 |
8,675 |
|
8,459 |
|
|
|
1,5 |
9,026 |
|
8,376 |
|
– |
– |
1,25 |
9,188 |
|
8,647 |
10 |
1 |
9,350 |
|
8,917 |
||
|
|
|
0,75 |
9,513 |
|
9,188 |
|
|
|
0,5 |
9,675 |
|
9,459 |
|
|
|
(1,5) |
10,026 |
|
9,376 |
– |
– |
11 |
1 |
10,350 |
|
9,917 |
0,75 |
10,513 |
|
10,188 |
|||
|
|
|
|
|||
|
|
|
0,5 |
10,675 |
|
10,459 |
|
|
|
1,75 |
10,863 |
|
10,106 |
|
|
|
1,5 |
11,026 |
|
10,376 |
12 |
– |
– |
1,25 |
11,188 |
|
10,647 |
1 |
11,350 |
|
10,917 |
|||
|
|
|
|
|||
|
|
|
0,75 |
11,513 |
|
11,188 |
|
|
|
0,5 |
11,675 |
|
11,459 |
|
|
|
2 |
12,701 |
|
11,835 |
|
|
|
1,5 |
13,026 |
|
12,376 |
– |
14 |
– |
1,25 |
13,188 |
|
12,647 |
1 |
13,350 |
|
12,917 |
|||
|
|
|
|
|||
|
|
|
0,75 |
13,513 |
|
13,188 |
|
|
|
0,5 |
13,675 |
|
13,459 |
– |
– |
15 |
1,5 |
14,026 |
|
13,376 |
(1) |
14,350 |
|
13,917 |
|||
|
|
|
|
|||
|
|
|
2 |
14,701 |
|
13,835 |
16 |
– |
– |
1,5 |
15,026 |
|
14,376 |
1 |
15,350 |
|
14,917 |
|||
|
|
|
0,75 |
15,513 |
|
15,188 |
|
|
|
0,5 |
15,675 |
|
15,459 |
– |
– |
17 |
1,5 |
16,026 |
|
15,376 |
(1) |
16,350 |
|
15,917 |
|||
|
|
|
|
|||

|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
5 |
Продолжение табл. 1.3 |
||
1 |
2 |
3 |
4 |
|
|
6 |
|
|
|
|
|
2,5 |
|
16,376 |
|
15,294 |
|
|
|
|
2 |
|
16,701 |
|
15,835 |
|
– |
18 |
– |
1,5 |
|
17,026 |
|
16,376 |
|
1 |
|
17,350 |
|
16,917 |
|
|||
|
|
|
|
|
|
|||
|
|
|
0,75 |
|
17,513 |
|
17,188 |
|
|
|
|
0,5 |
|
17,675 |
|
17,459 |
|
|
|
|
2,5 |
|
18,376 |
|
17,294 |
|
|
|
|
2 |
|
18,701 |
|
17,835 |
|
20 |
– |
– |
1,5 |
|
19,026 |
|
18,376 |
|
1 |
|
19,350 |
|
18,917 |
|
|||
|
|
|
|
|
|
|||
|
|
|
0,75 |
|
19,513 |
|
19,188 |
|
|
|
|
0,5 |
|
19,675 |
|
19,459 |
|
|
|
|
2,5 |
|
20,376 |
|
19,294 |
|
|
|
|
2 |
|
20,701 |
|
19,835 |
|
– |
22 |
– |
1,5 |
|
21,026 |
|
20,376 |
|
1 |
|
21,350 |
|
20,917 |
|
|||
|
|
|
|
|
|
|||
|
|
|
0,75 |
|
21,513 |
|
21,188 |
|
|
|
|
0,5 |
|
21,675 |
|
21,459 |
|
|
|
|
3 |
|
22,051 |
|
20,752 |
|
|
– |
– |
2 |
|
22,701 |
|
21,835 |
|
24 |
1,5 |
|
23,026 |
|
22,376 |
|
||
|
|
|
1 |
|
23,350 |
|
22,917 |
|
|
|
|
0,75 |
|
23,513 |
|
23,188 |
|
– |
– |
|
2 |
|
23,701 |
|
22,835 |
|
25 |
1,5 |
|
24,026 |
|
23,376 |
|
||
|
|
|
(1) |
|
24,350 |
|
23,917 |
|
– |
– |
(26) |
1,5 |
|
25,026 |
|
24,376 |
|
|
|
|
3 |
|
25,051 |
|
23,752 |
|
– |
|
– |
2 |
|
25,701 |
|
24,835 |
|
27 |
1,5 |
|
26,026 |
|
25,376 |
|
||
|
|
|
1 |
|
26,350 |
|
25,917 |
|
|
|
|
0,75 |
|
26,513 |
|
26,188 |
|
– |
– |
|
2 |
|
26,701 |
|
25,835 |
|
(28) |
1,5 |
|
27,026 |
|
26,376 |
|
||
|
|
|
1 |
|
27,350 |
|
26,917 |
|
|
|
|
3,5 |
|
27,727 |
|
26,211 |
|
|
|
|
(3) |
|
28,051 |
|
26,752 |
|
30 |
– |
– |
2 |
|
28,701 |
|
27,835 |
|
1,5 |
|
29,026 |
|
28,376 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1 |
|
29,350 |
|
29,917 |
|
|
|
|
0,75 |
|
29,513 |
|
29,188 |
|
– |
– |
(32) |
2 |
|
30,701 |
|
29,835 |
|
1,5 |
|
31,026 |
|
30,376 |
|
|||
|
|
|
|
|
|
|||
--- |
--- |
35 |
1,5 |
|
34,026 |
|
33,376 |
|

|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 1.3 |
||
1 |
2 |
3 |
4 |
|
5 |
|
6 |
|
|
|
|
|
|
30,727 |
|
|
|
|
|
|
3,5 |
|
|
29,211 |
|
|
|
|
|
(3) |
|
31,051 |
|
29,752 |
|
– |
33 |
– |
2 |
|
31,701 |
|
30,835 |
|
1,5 |
|
32,026 |
|
31,376 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1 |
|
32,350 |
|
31,917 |
|
|
|
|
0,75 |
|
32,513 |
|
32,188 |
|
|
|
|
4 |
|
33,402 |
|
31,670 |
|
|
– |
– |
3 |
|
34,051 |
|
32,752 |
|
36 |
2 |
|
34,701 |
|
33,835 |
|
||
|
|
|
1,5 |
|
35,026 |
|
34,376 |
|
|
|
|
1 |
|
35,350 |
|
34,917 |
|
– |
– |
(38) |
1,5 |
|
37,026 |
|
36,376 |
|
|
|
|
4 |
|
36,402 |
|
34,670 |
|
– |
|
– |
3 |
|
37,051 |
|
35,752 |
|
39 |
2 |
|
37,701 |
|
36,835 |
|
||
|
|
|
1,5 |
|
38,026 |
|
37,376 |
|
|
|
|
1 |
|
38,350 |
|
37,917 |
|
– |
– |
|
(3) |
|
38,051 |
|
36,752 |
|
40 |
(2) |
|
38,701 |
|
37,835 |
|
||
|
|
|
1,5 |
|
39,026 |
|
38,376 |
|
|
|
|
4,5 |
|
39,077 |
|
37,129 |
|
|
|
|
(4) |
|
39,402 |
|
37,670 |
|
42 |
– |
– |
3 |
|
40,051 |
|
38,752 |
|
2 |
|
40,701 |
|
39,835 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1,5 |
|
41,026 |
|
40,376 |
|
|
|
|
1 |
|
41,350 |
|
40,917 |
|
|
|
|
4,5 |
|
42,077 |
|
40,129 |
|
|
|
|
(4) |
|
42,402 |
|
40,670 |
|
– |
45 |
– |
3 |
|
43,051 |
|
41,752 |
|
2 |
|
43,701 |
|
42,835 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1,5 |
|
44,026 |
|
43,376 |
|
|
|
|
1 |
|
44,350 |
|
43,917 |
|
|
|
|
5 |
|
44,752 |
|
43,578 |
|
|
|
|
(4) |
|
45,402 |
|
43,670 |
|
48 |
– |
– |
3 |
|
46,051 |
|
44,752 |
|
2 |
|
46,701 |
|
45,835 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1,5 |
|
47,026 |
|
46,376 |
|
|
|
|
1 |
|
47,350 |
|
46,917 |
|
– |
– |
|
(3) |
|
48,051 |
|
46,752 |
|
50 |
(2) |
|
48,701 |
|
47,835 |
|
||
|
|
|
1,5 |
|
49,026 |
|
48,376 |
|
|
|
|
5 |
|
48,752 |
|
46,578 |
|
|
|
|
(4) |
|
49,402 |
|
47,670 |
|
– |
52 |
– |
3 |
|
50,051 |
|
48,752 |
|
2 |
|
50,701 |
|
49,835 |
|
|||
|
|
|
|
|
|
|||
|
|
|
1,5 |
|
51,026 |
|
50,376 |
|
|
|
|
1 |
|
51,350 |
|
50,917 |
|

|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
Окончание табл. 1.3 |
|
1 |
2 |
3 |
4 |
|
5 |
6 |
|
|
|
|
|
|
52,402 |
|
|
|
|
|
(4) |
|
50,670 |
|
|
– |
– |
55 |
(3) |
|
53,051 |
51,752 |
|
2 |
|
53,701 |
52,835 |
|
|||
|
|
|
|
|
|||
|
|
|
1,5 |
|
54,026 |
53,376 |
|
|
|
|
(4) |
|
52,402 |
50,670 |
|
– |
– |
55 |
(3) |
|
53,051 |
51,752 |
|
2 |
|
53,701 |
52,835 |
|
|||
|
|
|
|
|
|||
|
|
|
1,5 |
|
54,026 |
53,376 |
|
|
|
|
5,5 |
|
52,428 |
50,046 |
|
|
|
|
4 |
|
53,402 |
51,670 |
|
56 |
– |
– |
3 |
|
54,051 |
52,752 |
|
2 |
|
54,701 |
53,835 |
|
|||
|
|
|
|
|
|||
|
|
|
1,5 |
|
55,026 |
54,376 |
|
|
|
|
1 |
|
55,350 |
54,917 |
|
|
|
|
(4) |
|
55,402 |
53,670 |
|
– |
– |
58 |
(3) |
|
56,051 |
54,752 |
|
2 |
|
56,701 |
55,835 |
|
|||
|
|
|
|
|
|||
|
|
|
1,5 |
|
57,026 |
56,376 |
|
|
|
|
5,5 |
|
56,428 |
54,046 |
|
|
|
|
4 |
|
57,402 |
55,670 |
|
– |
60 |
– |
3 |
|
58,051 |
56,752 |
|
2 |
|
58,701 |
57,835 |
|
|||
|
|
|
|
|
|||
|
|
|
1,5 |
|
59,026 |
58,376 |
|
|
|
|
1 |
|
59,350 |
58,917 |
|
1.3.2.Выбор типа метчика, определение числа метчиков в комплекте
ираспределение нагрузки между ними
Выбор типа метчика производится в соответствии с рекомендациями, изложенными в подразд. 1.1 и в справочнике [4, табл. 11.7].
Для нарезания основной метрической резьбы (с крупным шагом) рекомендуются следующие комплекты: для глухих и сквозных отверстий диаметром 2–24 мм – два метчика; для глухих и сквозных отверстий диаметром 27–52 мм – три метчика.
При нарезании резьбы в сквозных отверстиях небольшой длины диаметром 2–24 мм можно применять один метчик, если его режущие и калибрующие зубья шлифованы по всему профилю.
Метчики с мелкой метрической резьбой, а также все машинные рекомендуется изготовлять: для глухих отверстий – комплект из 2 шт., а для сквозных – 1 шт.
Окончательное решение о количестве метчиков в комплекте принимается после проверки выполнения условия
Mр ≤ Mкр, |
(1.3) |
17
где Mр – крутящий момент резьбонарезания;
Mкр – критический крутящий момент, допускаемый прочностью метчика.
М |
р |
С |
dqм pум K' |
K |
з |
, |
(1.4) |
|
м |
м |
|
|
|
где d – номинальный наружный диаметр метчика (d = D); P – шаг резьбы;
CM, qM, YM – коэффициент и показатели степени, учитывающие материал заготовки и рабочей части метчика;
KM – коэффициент, учитывающий тип метчика и обрабатываемый материал;
K3 – коэффициент, учитывающий влияние затупления метчика (табл. 1.4)
Таблица 1.4
Значения коэффициентов и показателей степени для расчета крутящего момента при работе машинно-ручными и гаечными метчиками
Материал |
Материал |
|
|
|
|
|
|
режущей части |
CM |
qM |
YM |
KM |
K3 |
||
заготовки |
|||||||
метчика |
|
|
|
|
|
||
|
|
1,4; 1,7* |
|
|
|
||
|
Сталь 10 |
0,27; 0,41* |
1,5 |
0,7 |
2,3–3 |
||
|
Сталь 20 |
0,27; 0,41* |
1,4; 1,7* |
1,5 |
1,0 |
2,3–3 |
|
|
Сталь 45 |
0,27; 0,41* |
1,4; 1,7* |
1,5 |
1,0 |
2,3–3 |
|
Быстрорежущие |
Сталь 55 |
0,27; 0,41* |
1,4; 1,7* |
1,5 |
1,0 |
2,3–3 |
|
стали: Р9, Р18, |
Сталь 40Х |
0,27; 0,41* |
1,4; 1,7* |
1,5 |
0,8 |
2,3–3 |
|
Р6М5 |
Чугун серый |
|
|
|
|
|
|
|
180–200 НВ |
0,13 |
1,4; 1,7* |
1,5 |
0,5 |
2,3–3 |
|
|
Чугун ковкий |
0,13 |
1,4; 1,7* |
1,5 |
1,7 |
2,3–3 |
|
|
Силумины |
0,22 |
1,2 |
1,5 |
0,7 |
2,3–3 |
*) – для гаечных метчиков
Значение Mкр для машинно-ручных метчиков диаметров 6–20 мм приведены в табл. 1.5.
Таблица 1.5
Величина критического крутящего момента [4]
Диаметр метчика d, мм |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
|
|
|
|
|
|
|
|
|
Критический момент Mкр, H×м |
4,6 |
11,4 |
23,0 |
40,0 |
64,0 |
104 |
160 |
220 |
В начале расчета проверяется возможность нарезания резьбы одним метчиком, воспринимающим все 100 % нагрузки. Если условие (1.3) не выполняется, проверяют возможность нарезания резьбы комплектом метчиков из двух или трех штук. При этом учитывается распределение нагрузки между метчиками комплекта по объему снимаемого припуска (табл. 1.6). Если условие (1.3) выполняется для чернового первого метчика, то оно тем более выполняется для последующих второго (среднего) и третьего метчиков в комплекте.
18
Распределение нагрузки между метчиками, % |
Таблица 1.6 |
|||||
|
|
|||||
Название метчика в комплекте |
|
Количество метчиков в комплекте |
|
|
||
|
|
|
|
|
|
|
1 |
|
2 |
|
3 |
|
|
|
|
|
|
|||
Черновой |
– |
|
70 |
|
50 |
|
Средний |
– |
|
– |
|
35 |
|
Чистовой |
100 |
|
30 |
|
15 |
|
1.3.3. Выбор схемы резания и определение размеров режущей части метчика
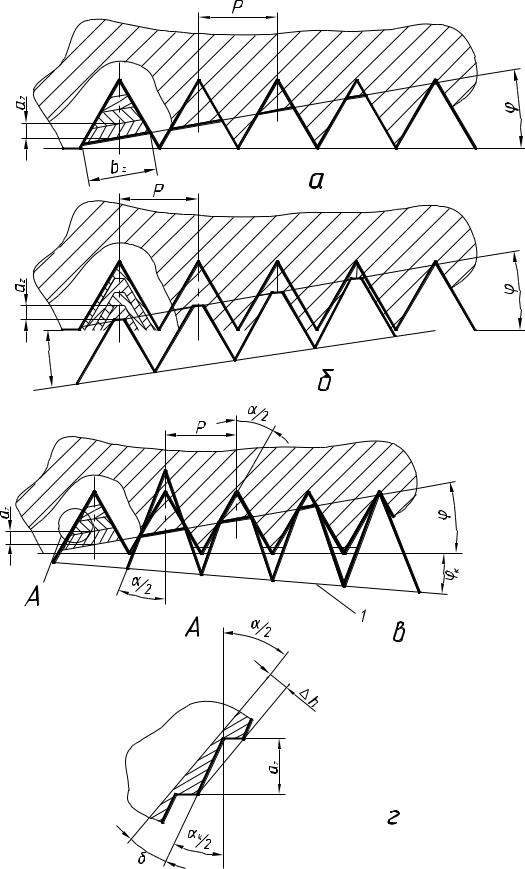
При формировании впадины резьбы режущая часть метчика может срезать припуск по одинарно-генераторной (рис. 1.3, а, в) или одинарнопрофильной (рис. 1.3, б) схемам. Большинство метчиков работает по первой схеме. Вторую схему резания применяют для калибрующих (плашечных) и конических метчиков [5].
При одинарно-генераторной схеме каждый зуб срезает стружку разной ширины bZ и одинаковой толщины az (см. рис. 1.3, a). Для некорригированных
машинно-ручных метчиков az определяется по формуле
или выбирают по табл. 1.7. |
az (P/z) sin |
|
(1.5) |
||||
|
|
|
|
|
|
||
|
|
|
|
|
|
Таблица 1.7 |
|
Рекомендуемые и предельные значения az для различных обрабатываемых |
|||||||
|
|
материалов |
|
|
|
||
Толщина |
|
Обрабатываемый материал |
|
|
|||
срезаемой |
|
|
|
|
|
|
|
стружки az , |
Чугун |
|
Сталь, |
|
Цветные |
Труднообрабаты- |
|
мм |
|
ковкий |
|
металлы |
ваемая сталь |
|
|
|
|
чугун |
|
и сплавы |
|
||
|
|
|
|
|
|
||
Рекомендуемая |
0,04–0,07 |
|
0,03–0,05 |
|
0,06–0,09 |
0,025–0,03 |
|
|
|
|
|
|
|
|
|
Предельная |
0,04–0,2 |
|
0,02–0,2 |
|
0,1–0,15 |
0,02–0,05 |
|
|
|
|
|
|
|
|
|
Для корригированных метчиков (см. рис. |
1.3, г) az рассчитывается с |
||||||
учетом заданной шероховатости поверхности резьбы ∆h.
Основными параметрами режущий части метчиков является угол φ и длина режущий части L1. Взаимосвязь между ними определяется по формуле
arctg[(d dТ)/(2L1)]. |
(1.6) |
19
Рис. 1.3. Схемы формирования профиля резьбы метчиками:
а, в – одинарно-генераторная; б – одинарно-профильная; г – формирование профиля резьбы корригированным метчиком; линия 1 – образующая обратного конуса
на рабочей части метчика
20
После определения угла по формуле (1.6), необходимо определить фактическую толщину срезаемой стружки – az по формуле (1.5) и сравнить ее
с рекомендуемыми по табл. 1.7. Диаметр переднего торца метчика dT должен быть меньше внутреннего диаметра его резьбы d1 на величину, приведенную в табл. 1.8.
Таблица 1.8
Значение диаметра переднего торца метчика в зависимости от наружного и внутреннего диаметров его резьбы
Наружный диаметр метчика d, мм |
Диаметр переднего торца dT, мм |
|
|
до 18 |
[d1–(0,1–0,15)] |
20–30 |
[d1–(0,2–0,25)] |
42–52 |
[d1–(0,3–0,35)] |
На величину φ и L1 оказывают влияние и конструктивные особенности отверстия под резьбу: для гаечных метчиков φ = 3–5°; для черновых φ = 4–7°; для средних (комплект из трех штук) 8–14°; для чистовых 18–23°. Для нарезания резьбы в сквозных отверстиях принимаются бόльшие значения φ.
Угол φ оказывает влияние на период стойкости метчика, определяет толщину срезаемой стружки, а следовательно, нагрузку, приходящую на зубья, условия теплоотвода и т. д. С уменьшением угла φ период стойкости метчиков повышается.
Длина режущий части L1 прямо пропорционально влияет на основное технологическое время. Она зависит от точности нарезания резьбы и свойств материала заготовки. Чем выше точность и ниже шероховатость резьбы, тем меньше должна быть толщина срезаемого слоя и тем больше, следовательно, будет L1. С увеличением твердости и прочности обрабатываемого материала, L1 должна уменьшаться.
Сравнительно большая L1 у корригированных метчиков объясняется меньшими силами резания и Mр.
Во многих случаях при расчете метчиков L1 задают и тогда φ уточняют по формуле (1.6); наиболее распространенные значения L1 приведены в табл. 1.9.
Бóльшие значения L1 из табл. 1.9 назначаются при нарезании резьбы в сквозных отверстиях.
Число перьев метчика z влияет на условия отвода стружки и толщину срезаемого слоя, а следовательно, на величину крутящего момента при резьбонарезании.
Наибольшее распространение получили метчики с тремя и четырьмя перьями, но может быть 5–6 перьев. Метчики, имеющие четыре пера, более склонны к заклиниванию в отверстии, особенно при обработке вязких материалов и крутящий момент при их работе больше, чем у метчиков с тремя перьями. Изготовление метчиков с тремя перьями дешевле, чем с четырьмя, но для их контроля требуются специальные приспособления.