

проектирование метчиков
.pdf
|
|
|
|
51 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
4 |
|
31,4 |
|
|
31,4 |
|
|
|
|
|
48 |
5 |
|
42,2 |
|
|
42,2 |
|
|
|
|
|
26. По формуле (1.28) определяем длину метчика |
|
|
|
|
||||||
|
L = 14 + 4 + 14 + 50 + 8 + 57 = 147 мм. |
|
|
|
|
||||||
27. |
Зная |
длину |
метчика, находим величину смещения заднего |
||||||||
центра |
резьбошлифовального станка для создания |
обратной |
конусности |
||||||||
Ко = 0,05–0,1 мм на условной длине резьбы Lу = 100 мм по формуле (1.29) |
|||||||||||
|
S = 147 · 0,1 / 100 = 0,147 мм. |
|
|
|
|
||||||
|
Расстояние до сварного шва определяем по формуле |
|
|
||||||||
|
Lс = Lц + Lк + L1 + L2 + 10 = 14 + 4 + 14 + 7 + 10 = 49 мм. |
(1.47) |
|||||||||
Радиус дна канавки R, диаметр дна канавки dз и расстояние от торца до середины дна канавки Lз принимаем по ГОСТ 3266–81 (R = 6 мм, dз = 18 мм,
Lз = 28 мм).
Результаты расчета метчика представлены в табл. 1.28.
Результаты расчета метчика |
Таблица 1.28 |
|
|
|
|
Шаг резьбы Р, мм |
3,5 |
|
Средний диаметр резьбы d2, мм |
27,884–0,045 |
|
Наружный диаметр d, мм |
30,157–0,067 |
|
Внутренний диаметр d1, мм |
26,211–0,19 |
|
Число перьев z |
4 |
|
Диаметр хвостовика d3, мм |
25 |
|
Сторона квадрата b, мм |
19 |
|
Высота квадрата h, мм |
22 |
|
Подача на зуб aZ, мм |
0,12 |
|
Угол профиля зуба αК/2, градус |
28 |
|
Длина заборного конуса L1, мм |
14 |
|
Угол заборного конуса φ, градус |
8 |
|
Длина калибрующей части L2, мм |
7 |
|
Ширина пера b, мм |
6,33 |
|
Диаметр сердцевины dC, мм |
12,96 |
|
Передний угол γВ, градус |
8 |
|
Задний угол αВ, градус |
6 |
|
Падение затылка на режущей части К, мм |
2,5 |
|
Угол наклона стружечных канавок ω, градус |
0 |
|
Диаметр ролика для контроля среднего диаметра резьбы метчика dr, мм |
2,886 |
|
Диаметр метчика по роликам dК, мм |
33,443 |
|
Длина цапфы LЦ, мм |
14 |
|
Диаметр цапфы dЦ, мм |
26 |
|
Ширина канавки LК, мм |
4 |
|
Расстояние до сварного шва LC, мм |
49 |
|
Длина метчика L, мм |
147 |
|
Диаметр дна канавки dЗ, мм |
18 |
|
52 |
|
|
|
Радиус дна канавки R, мм |
6,0 |
Расстояние от торца до середины канавки L3, мм |
28 |
Смещение заднего центра станка S, мм |
0,147 |
1.6.Метчики-протяжки
1.6.1.Назначение и область применения
Всовременном машиностроении используется много деталей с внутренней резьбой круглого, трапецеидального, прямоугольного и других профилей. Например, трапецеидальная резьба диаметром 8–640 мм предназначена для передачи движения в различных винтовых механизмах: ходовых винтах станков и различных отсчетных устройствах, винтах суппортов, грузовых винтах домкратов, прессов и т. д. Такое применение объясняется малым углом профиля (30 вместо 60° у метрической резьбы), что обеспечивает повышение КПД за счет снижения коэффициента трения.
Профиль трапецеидальной резьбы регламентирован ГОСТ 9484–81 (СТСЭВ 146–78). Диаметры и шаги – ГОСТ 24738–81 (СТСЭВ 639–77), [10,
табл. 4.39], основные размеры – ГОСТ 24737–81 [10, табл. 4.40]. Для нарезания таких резьб используется метчик-протяжка. Особенностями этого инструмента являются: расположение хвостовика впереди режущей части; длина режущей части (заборного конуса) в 10–20 раз больше, чем у ручных и машинно-ручных метчиков, зубья не затылуются, а затачиваются по задней поверхности по двум
плоскостям под углами: α1 = 12–15°; α2 = 30–40°.
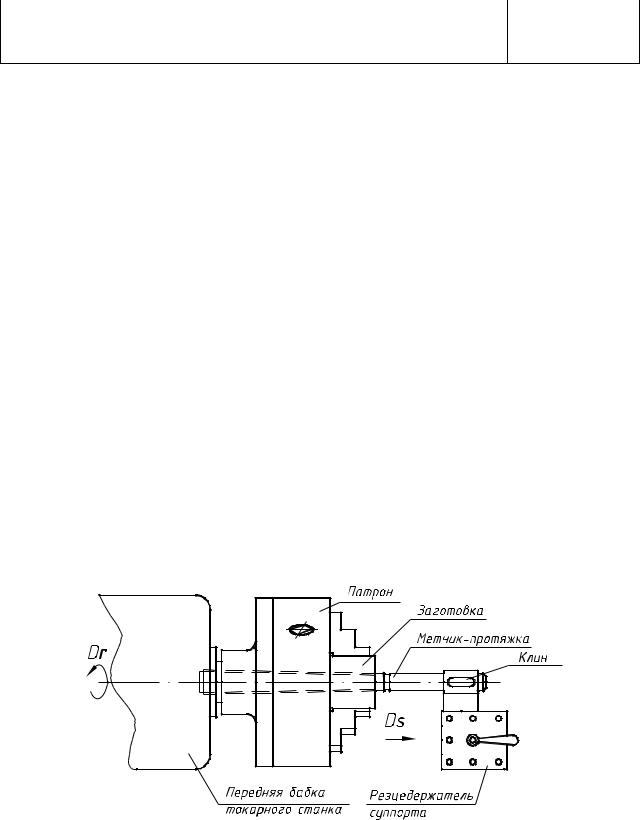
Нарезание резьбы метчиком-протяжкой производится на токарновинторезных станках при скорости резания 3–5 м/мин. Заготовку надевают на хвостовик метчика-протяжки и закрепляют в трехкулачковом патроне станка
(рис. 1.13).
Рис. 1.13. Нарезание резьбы при креплении заготовки в патроне
Хвостовик вставляют в отверстие державки, закрепленной в резцедержателе суппорта, и соединяют их с помощью клина. Устанавливают на станке величину продольной подачи, соответствующую шагу нарезаемой резьбы (Sпрод = Р), соединяют продольный суппорт с ходовым винтом и
53 |
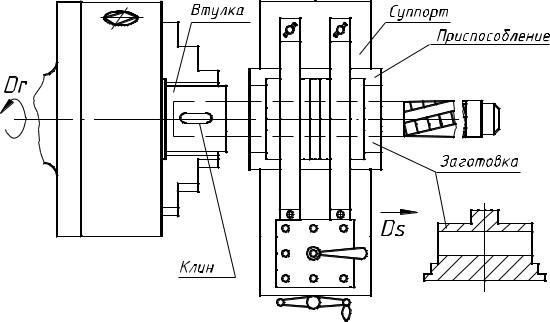
включают вращение шпинделя. Если заготовку нельзя закрепить в патроне, то |
ее крепят с помощью приспособления на суппорте, а хвостовик метчика- |
протяжки закрепляют в патроне с помощью втулки и клина (рис. 1.14). |
Рис. 1.14. Нарезание резьбы при креплении заготовки на продольном суппорте станка |
1.6.2. Конструктивно-геометрические параметры
Хвостовик (рис. 1.15)
Диаметр хвостовика равен начальному диаметру отверстия под резьбу
dX = d0 = D1. |
(1.48) |
Предельное отклонение dX назначают по е8. |
|
Длина хвостовика (расстояние до сварного шва) |
|
lX = S + C + l3 + (10–15) мм, |
(1.49) |
где S – расстояние от переднего торца до паза (табл. 1.29); |
|
С – длина паза под клин (табл. 1.29); |
|
l3 – длина заготовки. |
|
Режущая часть (заборный конус) |
|
При нарезании трапецеидальной резьбы метчиком-протяжкой |
снятие |
припуска (формирование впадины) происходит по одинарно-генераторной схеме резания.
Длина режущей части определяется по формуле |
|
lP = P·h/(Z·aZ), |
(1.50) |
где h – высота профиля нарезанной резьбы |
|
h = (d – d1)/2, |
(1.51) |
где d – наружный диаметр метчика
d = (D + eid + 2aC)–Td, (1.52)
где aC – зазор между наружным диаметром винта и внутренним диаметром резьбы гайки [10, табл. 4.40].
Число перьев Z выбирается по табл. 1.29.
54
Подача на зуб aZ определяется по формуле
aZ = (P/Z)·sin φ, (1.53)
где φ – угол заборного конуса (см. табл. 1.29).
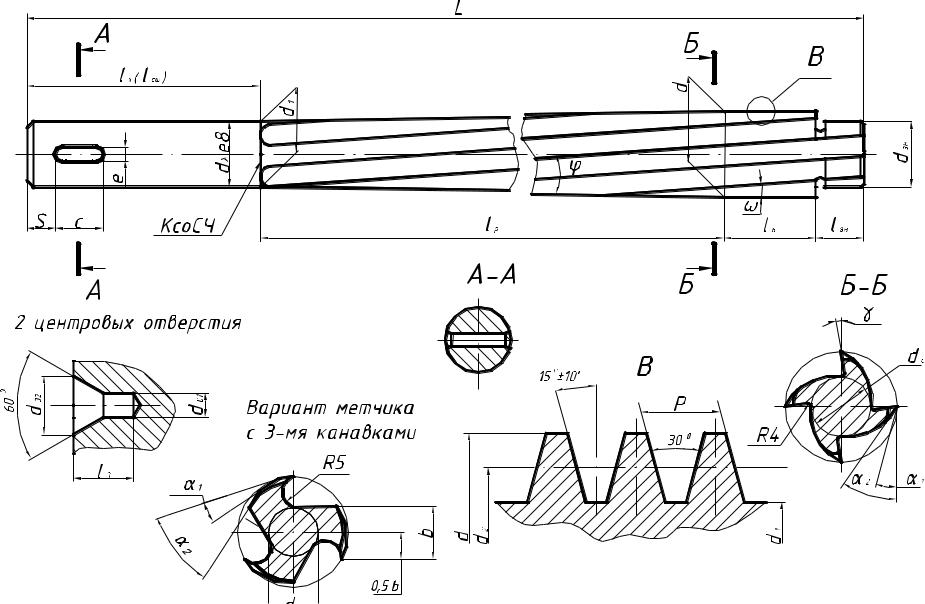
55
Рис. 1.15. Метчик-протяжка для нарезания стандартной трапецеидальной резьбы
Таблица 1.29
|
|
|
Численные значения конструктивно-геометрических параметров метчиков-протяжек |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Резьба |
|
|
|
|
|
|
Параметры метчика-протяжки |
|
|
|
|
|||
TrD×P, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
φ, |
|
γ, |
α1, |
α2, |
|
|
|
|
|
|
мм |
S, мм |
C, мм |
|
e, мм |
Z, шт |
dс, мм |
b, мм |
f, мм |
lЗН, мм |
|
||||
|
|
|
|
|
градус |
|
градус |
градус |
градус |
|
|
|
|
|
14×3 |
8 |
10 |
|
3 |
1°30' |
3 |
6–8 |
12–15 |
30–45 |
(0,4–0,45)d |
(0,32–0,35)b |
0,3–0,45 |
15 |
|
16×4 |
8 |
12 |
|
4 |
1°30' |
3 |
6–8 |
12–15 |
30–45 |
(0,4–0,45)d |
(0,32–0,35)b |
0,3–0,45 |
15 |
|
18×4 |
10 |
14 |
|
5 |
1°30' |
3 |
6–8 |
12–15 |
30–45 |
(0,4–0,45)d |
(0,22–0,25)b |
0,3–0,45 |
15 |
|
20×4 |
10 |
14 |
|
6 |
1°30' |
4 |
8–10 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
15 |
|
22×5 |
10 |
14 |
|
6 |
1°30' |
4 |
8–10 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
18 |
55 |
24×5 |
10 |
16 |
|
7 |
1°30' |
4 |
8–10 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
18 |
|
|
|
|||||||||||||
26×5 |
10 |
18 |
|
8 |
1°20' |
4 |
8–10 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
20 |
|
28×6 |
12 |
20 |
|
8 |
1°20' |
4 |
8–10 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
20 |
|
30×6 |
12 |
20 |
|
8 |
1°20' |
4 |
10–12 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,3–0,8 |
20 |
|
32×6 |
12 |
22 |
|
8 |
1°20' |
4 |
10–12 |
12–15 |
30–45 |
(0,4–0,5)d |
(0,22–0,25)b |
0,9–1 |
20 |
|
36×6 |
14 |
24 |
|
10 |
1°10' |
5 |
10–12 |
12–15 |
30–45 |
(0,4–0,55)d |
(0,2–0,22)b |
0,9–1 |
25 |
|
40×6 |
16 |
24 |
|
10 |
1°10' |
5 |
10–12 |
12–15 |
30–45 |
(0,4–0,55)d |
(0,2–0,22)b |
0,9–1 |
25 |
|
50×8 |
18 |
30 |
|
10 |
1°10' |
5 |
10–12 |
12–15 |
30–40 |
(0,4–0,55)d |
(0,2–0,22)b |
0,9–1 |
25 |
|
57
Для нарезания высоких (Н/d≥1,2) и особо высоких (Н/d≥1,5) гаек из труднообрабатываемых материалов применяют метчики-протяжки с прерывистой режущей частью (рис. 1.16). Наличие дополнительного конуса с углом φ1 на каждом участке создает лучшие условия для смазки, выхода стружки и снижает трение. Наименьший диаметр дополнительного конуса равен наибольшему наружному диаметру зубьев на предыдущем участке режущей части метчика.
Калибрующая часть
Длина калибрующей (цилиндрической) части – lK принимается равной (0,6–1)d, но не менее трех шагов (3Р)
lK = (0,6 – 1)d. (1.54)
Резьба на калибрующей части делается с обратной конусностью (уменьшение диаметров: d, d2, d1 в направлении к задней направляющей) 0,16–0,2 мм на 100 мм длины.
Направление, угол наклона и профиль стружечных канавок Метчики-протяжки делают с винтовыми стружечными канавками.
Для нарезания правой резьбы направление канавок левое, а для левой резьбы – правое.
Угол наклона канавок ω принимается равным углу наклона винтовой линии резьбы – τ, который рассчитывается по формуле
ω = τ = arctg |
P |
. |
(1.55) |
|
|||
|
π d2 |
|
|
Передний и задний углы У метчиков-протяжек зубья не затылуются, а затачиваются по задней
поверхности по двум плоскостям под углами α1 и α2 (см. рис. 1.14). Численные значения переднего – γ и задних углов α1 и α2 приведены в табл. 1.29.
Диаметр сердцевины, ширина пера и ленточки выбираются по табл. 1.29. Диаметр задней направляющей принимается равным диаметру
хвостовика
dЗН = dХВ. |
(1.56) |
||
Общая длина метчика |
|
||
L = lX + lP + lK + lЗН. |
(1.57) |
||
Шаг винтовых стружечных канавок |
|
||
РК = |
π d |
. |
(1.58) |
|
|||
|
tg ω |
|
|
Параметры метчика-протяжки для нарезания трапецеидальной резьбы, подлежащие выбору или расчету, представлены в табл. 1.30.
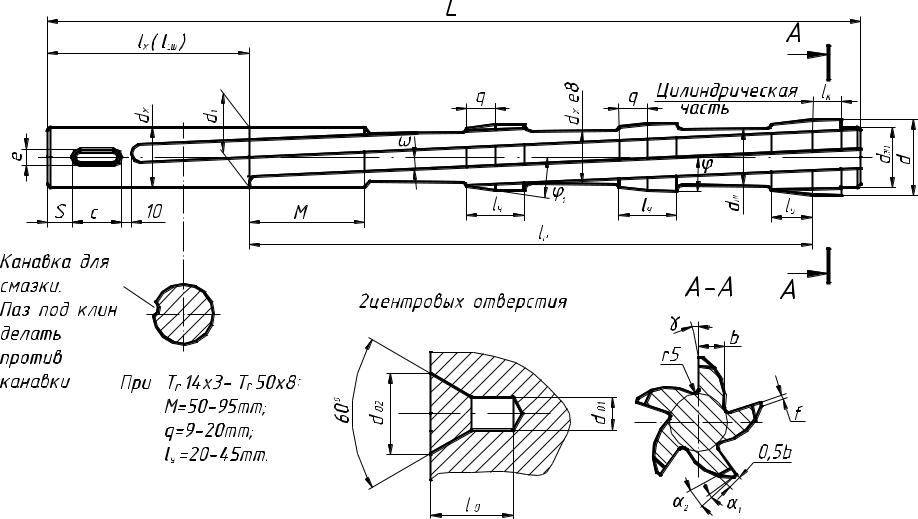
58
Рис. 1.16. Метчик-протяжка для нарезания стандартной трапецеидальной резьбы в длинных гайках
59
|
|
Таблица 1.30 |
|
Конструкционно-геометрические параметры метчика-протяжки |
|||
Наименование параметра |
Обозначение |
№ таблиц и формул |
|
|
(рис.1.15) |
|
|
Расстояние от торца хвостовика до паза |
S, мм |
1.29 |
|
Длина паза под клин |
C, мм |
1.29 |
|
Ширина паза под клин |
e, мм |
1.29 |
|
Диаметр хвостовика (передней направляющей) |
dX, мм |
(1.48) |
|
Длина хвостовика |
lХ, мм |
(1.49) |
|
Наружный диаметр резьбы |
d, мм |
(1.51) |
|
Средний диаметр резьбы |
d2, мм |
(1.18) |
|
Внутренний диаметр резьбы |
d1, мм |
(1.25) |
|
Шаг резьбы |
Р, мм |
1.29 |
|
Угол профиля резьбы |
α, градус |
30° |
|
Число перьев |
Z, шт |
1.29 |
|
Диаметр сердцевины |
de, мм |
1.29 |
|
Радиус на дне стружечной канавки |
R, мм |
(рис. 1.15) |
|
Ширина ленточки |
f, мм |
1.29 |
|
Ширина пера |
b, мм |
1.29 |
|
Углы заточки (задние углы) |
α1, градус |
1.29 |
|
α2, градус |
1.29 |
||
|
|||
Передний угол |
γ, градус |
1.29 |
|
Угол заборного конуса |
φ, градус |
1.29 |
|
Угол наклона стружечных канавок |
ω, градус |
(1.55) |
|
Длина режущей части (заборного конуса) |
lР, мм |
(1.50) |
|
Длина калибрующей части |
lК, мм |
(1.54) |
|
Длина задней направляющей |
lЗН, мм |
1.29 |
|
Диаметр задней направляющей |
dЗН, мм |
(1.56) |
|
Расстояние до сварного шва |
lСШ, мм |
(1.49); рис. 1.15 |
|
Общая длина метчика |
L, мм |
(1.57) |
|
Размеры центровых отверстий |
d01, d02, l0, мм |
ГОСТ 14034-74 |
|
Шаг винтовых стружечных канавок |
РК, мм |
(1.58) |
|
1.6.3. Пример расчета метчика-протяжки для нарезания трапецеидальной резьбы
Исходные данные: резьба Tr 30×6-6H; α = 30°; материал заготовки – сталь 45, 220 НВ; длина заготовки (гайка) – 60 мм.
Номинальный средний – D2 и внутренний – D1 диаметры трапецеидальной резьбы гайки определяем по формулам [10, табл. 4.40].
D2 = D – 0,5 P = 30 – 0,5·6 = 27 мм
D1 = D – P = 30 – 6 = 24 мм Длина хвостовика (расстояние до сварного шва)
lСШ = lХ = 60 + 12 + 20 + 12 = 104 мм.
По [10, табл. 4.29] находим допуск на средний диаметр резьбы гайки степени точности 6Н – ТD2(6) = 0,355 мм.
60
По табл. 1.15 в зависимости от степени точности нарезаемой резьбы – 6Н, находим степень точности метчика – 3.
Для метчика степени точности 3 по табл. 1.18 находим формулу расчета нижнего отклонения на среднем диаметре метчика
eid2 = 0,5·ТD2(6) = 0,5 · 0,355 = 0,177.
Средний диаметр резьбы метчика
d2 = 27 + 0,177 + 0,07 = 27,247–0,07.
Верхнее отклонение на средний диаметр метчика определяется по формуле (1.19)
esd2 = 0,177 + 0,07 = 0,247 мм.
Гарантированный запас на износ по среднему диаметру
2 = esd2 – eid2 = 0,247 – 0,177 = 0,07 мм.
По формуле (1.23) находим нижнее отклонение на наружный диаметр метчика
eid = 0,4 · 0,355 = 0,142 мм.
Определяем допуск на наружный диаметр резьбы метчика по формуле (1.24)
Td = 0,3 · 0,355 = 0,106 мм.
По формуле (1.52) находим наружный диаметр метчика
d = (30 + 0,142 + 2·0,5)–0,106 = 31,142–0,106.
Внутренний диаметр резьбы метчика
d1 = D1 = 24+0,5 мм.
Высоту профиля нарезаемой резьбы определяем по формуле (1.51)
h = 31,142 - 24 = 3,571 мм.
2
Подачу на зуб рассчитываем по формуле (1.53)
аz = (6/4) · sin 1°20' = 1,5 · 0,0232 = 0,035 мм.
Подставив в формулу (1.50) численные значения величин, найдем длину режущей части метчика
lР = (6 · 3,571)/(4 · 0,035) = 153 мм.
Длина калибрующей части (1.54)
lК = 0,8 d = 0,8 · 31,142 = 25 мм.
Длина задней направляющей (табл. 1.29)
lЗН = 20 мм.
Диаметр сердцевины dс (табл. 1.29)
dс = 0,5 · d = 0,5 · 31,142 = 16 мм.
Ширина пера b (табл. 1.29)
b = 0,24 · d = 0,24 · 31,142 = 7,5 мм.
Ширина ленточки f = 0,6 мм (табл. 1.29). Передний угол γ = 9° (табл. 1.29).
Задние углы: α1 = 14°; α2 = 35° (табл. 1.29).
Общую длину метчика-протяжки определяем по формуле (1.57) L = 104 + 153 + 25 + 20 = 302 мм.
Угол наклона стружечных канавок рассчитываем по формуле (1.55)