

проектирование метчиков
.pdf41
Рис. 1.11. Схемы к расчету длины метчика при нарезании резьбы: а – в глухом отверстии; б – в сквозном отверстии; в – в сквозном отверстии корригированным метчиком
42
Если расстояние L меньше выбранного по ГОСТ, то принимаем гостовское значение.
Таблица 1.24
Длина хвостовика, находящегося в патроне станка при различных диаметрах метчика
Диаметр |
6 |
8 |
9 |
11 |
13 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
36 |
38 |
40 |
метчика |
||||||||||||||||||
d, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Длина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
метчика |
24 |
24 |
25 |
25 |
25 |
26 |
29 |
32 |
38 |
40 |
42 |
49 |
52 |
57 |
60 |
68 |
72 |
75 |
в патроне, |
||||||||||||||||||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.4. Пример расчета машинно-ручного некорригированного метчика
Задание: нарезать метрическую резьбу М10 5Н6Н в сквозном отверстии длиной 15 мм. Материал заготовки – углеродистая сталь δВ < 400 МПа.
1.На основании рекомендаций приходим к выводу, что эту резьбу целесообразнее нарезать машинно-ручным метчиком с прямыми стружечными канавками (см. подразд. 1.1).
2.По табл. 1.3 для резьбы М10 находим крупный (нормальный) шаг
Р = 1,5 мм, а по табл. 1.10 число перьев Z = 3.
3. Проверяем возможность нарезания резьбы одним (чистовым) метчиком.
Крутящий момент резьбонарезания определяем по формуле (1.4)
МР 0,27 25,12 1,83 1 2,6 32,27 Нм.
Втабл. 1.5 находим значение критического крутящего момента для
метчика d = 10 мм: МКР = 23 Нм.
Условие (1.3) МКР ≥ МР не выполняется. Следовательно, одним метчиком нарезать резьбу с заданными параметрами нельзя.
4.Проверяем возможность нарезания резьбы комплектом из двух метчиков.
Момент резьбонарезания при работе первым (черновым) метчиком:
МР1 = 0,70·МР = 0,70·32,27 = 22,58 Нм.
Условие МКР ≥ МР выполняется. Следовательно, для нарезания резьбы необходимо рассчитать и разработать рабочие чертежи на комплект из двух метчиков.
Поскольку исполнительные диаметры резьбы первого (чернового) метчика находятся в зависимости от размеров последнего (чистового) метчика, то и расчет нужно начинать с последнего.
5.По табл. 1.3 находим номинальные средний и внутренний диаметры
резьбы гайки: D2 = 9,026 мм; D1 = 8,376 мм.
6. В табл. 1.16 (ГОСТ 16093–2004) находим допуск на средний диаметр резьбы гайки степени точности 5Н–TD2 (5) = 0,140 мм.

43
7.По табл. 1.15 в зависимости от степени точности нарезаемой резьбы 5Н6Н, находим класс точности метчика – 2.
8.Для метчика класса точности 2 по табл. 1.18 находим формулу расчета нижнего отклонения на средний диаметр метчика:
eid2 = +0,3·TD2 = 0,3·0,140 = +0,042 мм.
9.По формуле (1.18) находим допуск на средний диаметр метчика:
Td2 = 0,2·0,140 = 0,028 мм.
10. Подставив численные значения величин в формулу (1.17), найдем средний диаметр резьбы второго (чистового) метчика:
d2 = (9,026 + 0,042 + 0,028) – 0,028 = 9,096 – 0,028 мм.
11.Верхнее отклонение на средний диаметр метчика определим по формуле (1.19)
esd2 = 0,042 + 0,028 = 0,07 мм.
12.Гарантированный запас на износ по среднему диаметру:
∆2 = esd2 – eid2 = 0,07 – 0,042 = 0,028 мм.
13.По формуле (1.23) находим нижнее отклонение на наружный диаметр
метчика:
eid = 0,4·0,140 = 0,056 мм.
14.Определяем допуск на наружный диаметр резьбы метчика по формуле (1.24):
Td = 0,3·0,140 = 0,042 мм.
15.Подставив численные значения величин в формулу (1.22), найдем наружный диаметр метчика:
d = (10 + 0,056 + 0,042) – 0,042 = 10,098– 0,042 мм.
16.Внутренний диаметр d1 = D1 = 8,376 мм. Допуск на d1 не имеет нижнего отклонения.
17.Наружный диаметр чернового метчика рассчитываем по формуле
(табл. 1.19):
d' = 10,098 – 0,375 = 9,723 мм.
Допуск на этот диаметр назначается в 2,5 раза меньше величины занижения:
Td = 0,375/2,5 = 0,15 мм.
18.По формуле в табл. 1.19 находим средний диаметр чернового
метчика:
d2' = 9,096 – 0,085 = 9,011 мм.
Допуск на этот диаметр определяем по Н9 = + 0,036.
19.Внутренний диаметр чернового метчика:
d1' = d1 – 0,1  P = 8,376 – 0,122 = 8,254 мм. 20. Режущая часть метчиков.
P = 8,376 – 0,122 = 8,254 мм. 20. Режущая часть метчиков.
По табл. 1.9 выбираем длину режущей части метчиков: L′ = 7p = 7·1,5 = 10,5 мм
L1 = 3p = 3·1,5 = 4,5 мм.
По формуле из табл. 1.8 находим торцовой диаметр обоих метчиков: dT = D1 – 0,12 = 8,376 – 0,12 = 8,256 мм.
44
Подставляя численные значения d′, dT и L1 в формулу (1.6), найдем: tgφ1 = (9,723 – 8,256)/21 = 0,0698
tgφ2 = (10,098 – 8,256)/9 = 0,2046
φ1 = arctg 0,0698 = 4˚; φ2 = arctg 0,2046 = 11˚30΄.
По табл. 1.12 выбираем формулу для определения диаметров сердцевины метчиков:
dc1 = 0,39·9,723 = 3,792 мм dc2 = 0,39·10,098 = 3,9382 мм. 21. Калибрующая часть
Длина калибрующей части (см. табл. 1.11):
L2 = d = 10 мм.
Ширина пера (см. табл. 1.12):
b = 0,31·d = 0,31·10,098 = 3,1297 мм. b1 = 0,31· 9,723 = 3,014 мм.
22.Угол скоса перьев на режущей части находим по формуле (1.8):
tg λ1 = 0,6b/(10,5 + 1,5) = 0,1564; λ2 = 0,6b /(4,5 + 1,5) = 0,3014 λ1 = arctg 0,1564 = 9˚ (на первом метчике)
λ2 = arctg 3,014 = 17˚ (на втором метчике).
Принимаем среднее значение угла на обоих метчиках:
λ =26/2 = 13˚.
23.Передний угол (см. табл. 1.14); γВ = 13˚.
24.Задний угол (см. табл. 1.14); αВ = 11˚.
25.Падение затылка на наибольшем диаметре режущей части:
К = (π·d/z)·tg αВ = (3,14·10,098/3)·tg 11˚ ≈ 2 мм. Принимаем К = 2 мм и определяем действительные значения заднего угла
αВ = arctg (Кz/πd) = arctg (2·3/3,14·10) = 10˚50΄.
26. Поскольку диаметр метчика больше 3 мм, профиль его резьбы должен быть шлифован (затылован) «наостро» с падением затылка на ширине пера К1 = 0,01 – 0,1 мм. Принимаем К1 = 0,05 мм.
27.Диаметр хвостовика (см. табл. 1.22)
d3 = d1 – (0,25 – 1,5) мм d3 = 8,376 – 0,376 = 8 мм.
28.Размер квадрата на хвостовике находим по формуле (1.26):
а = 8 – 2 = 6 мм.
29.Высота квадрата h = a + 3 мм = 6 + 3 = 9 мм.
30.По ГОСТ 3266–81 [7] находим длину метчиков для нарезания резьбы М10 с шагом р = 1,5 мм: L = 80 мм.
Проверяем значение L расчетом по формуле (1.28): L = 0 + 0 + 10,5 + 3 + 15 + 8 +25 = 65,5 мм.
Из двух значений принимаем большее: L = 80 мм.
31.Зная длину метчика, определим величину смещения заднего
центра резьбошлифовального станка для создания обратной |
конусности |
К0 = 0,05 – 0,1 мм на условной длине резьбы LУ = 100 мм по формуле |
|
s = (L·К0/LУ) = 80·0,1/100 = 0,08 мм. |
(1.29) |
Результаты расчета метчиков представлены в табл. 1.25. |
|
45 |
|
|
|
Результаты расчета метчиков |
Таблица 1.25 |
||
|
|
||
Наименование и обозначение конструктивного |
Номер метчика в комплекте |
|
|
и геометрического параметра |
1 |
2 |
|
Шаг резьбы Р, мм |
1,5 |
1,5 |
|
Угол профиля резьбы ε, градус |
60 |
60 |
|
Наружный диаметр d', мм |
9,723-0,09 |
10,098-0,042 |
|
Средний диаметр d2, мм |
9,011-0,036 |
9,096-0,028 |
|
Внутренний диаметр d1, мм |
8,376 |
8,254 |
|
Число перьев z |
3 |
3 |
|
Длина режущей части L1, мм |
10,5 |
4,5 |
|
Угол заборного конуса φ, градус |
4 |
11,5 |
|
Диаметр по торцу dТ, мм |
8,256 |
8,256 |
|
Диаметр сердцевины dС, мм |
3,64 |
3,93 |
|
Ширина пера b, мм |
3,13 |
3,014 |
|
Длина калибрующей части L2, мм |
10 |
10 |
|
Угол скоса λ, градус |
13 |
13 |
|
Передний угол γВ, градус |
13 |
13 |
|
Задний угол αВ, градус |
10˚50′ |
10˚50′ |
|
Падение затылка на режущей части К, мм |
2 |
2 |
|
Падение затылка на вершине зуба калиброванной части |
0,05 |
0,05 |
|
(на ширине пера) К1, мм |
|
||
|
|
|
|
Диаметр хвостовика d3, мм |
8 |
8 |
|
Размер квадрата а, мм |
6 |
6 |
|
Высота квадрата h, мм |
9 |
9 |
|
Диаметр дна канавки d4, мм |
7 |
7 |
|
Радиус дна канавки r, мм |
4,5 |
4,5 |
|
Расстояние от торца до середины канавки L, мм |
16 |
16 |
|
Длина метчика L, мм |
80 |
80 |
|
Смещение заднего центра станка s, мм |
0,08 |
0,08 |
|
1.5. Пример расчета машинно-ручного корригированного метчика
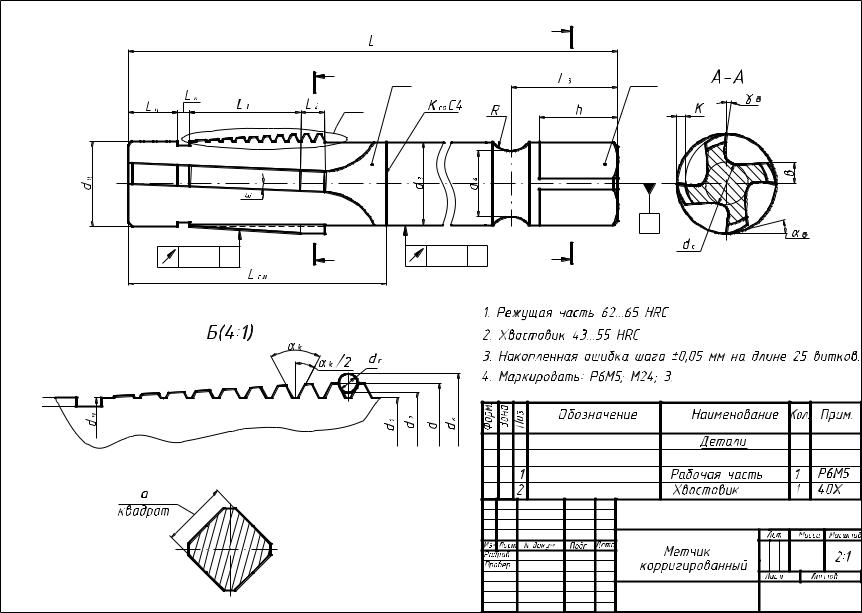
Расчет многих параметров корригированных метчиков (рис. 1.12) аналогичен расчету обычных машинно-ручных метчиков, но есть и некоторые особенности [8, 9].
Рассмотрим методику расчета такого метчика на конкретном примере. Задание: нарезать однозаходную резьбу М30 6Н в сквозном отверстии
длиной lЗ = 50 мм. Материал заготовки – легированная сталь, твердость НВ 200. Шероховатость резьбы RZ = 40 мкм. Поскольку отверстие в заготовке сквозное, длиной больше 1,5d, метчик должен иметь цапфу.
Параметры метчика, подлежащие расчету, показаны на рис. 1.12.
1.По табл. 1.3 находим диаметры резьбы гайки и шаг
D = 30 мм; D2 = 27,727 мм; D1 = 26,211 мм; Р = 3,5 мм.
2.По методике, изложенной в подразделе 1.3.8, рассчитываем исполнительные диаметры резьбы метчика d, d2, d1.
46
По табл. 1.16 находим поле допуска на средний диаметр резьбы гайки для степени точности 5Н, TD2(5) = 0,224 мм.
По табл. 3.14 в зависимости от заданной степени точности нарезаемой резьбы – 6Н, находим класс точности метчика – 3.
По табл. 1.18 и по формуле (1.19) находим нижние и верхнее отклонения на средний диаметр метчика: eid2 = 0,112 мм; esd2 = 0,157 мм.
По формуле (1.18) допуск на средний диаметр метчика
Td2 = 0,2 TD2(5) = 0,2·0,224 = 0,045 мм.
По формуле (1.17) определяем средний диаметр резьбы метчика
d2 = (27,727 + 0.112 + 0,045)– 0,045 = 27,884– 0,045.
По формуле (1.20) определяем запас на износ по среднему диаметру
2 |
= 0,157 – 0,112 = 0,045 мм. |
диаметр |
|||
По |
табл. 1.20 |
находим |
нижнее отклонение на наружный |
||
eid = 0,09 мм. |
|
|
|
|
|
По формуле (1.24) определяем допуск на наружный диаметр |
|
||||
Td = 0,3 · 0,224 = 0,067 мм. |
|
|
|||
По формуле (1.22) находим наружный диаметр метчика |
|
||||
d = (30 + 0,09 + 0,067) –0,067 |
= 30,157–0,067. |
|
|||
Внутренний диаметр d1 = D1 = 26,211–0,190 мм. |
|
||||
3. По табл. 1.10 выбираем число перьев метчика z = 4. |
|
||||
4. По табл. 1.9 выбираем формулу для предварительного определения |
|||||
длины режущей части |
|
|
|||
|
|
|
L1 = 20Pn = 20·3,5·1 = 75 мм, |
(1.30) |
|
где n – число заходов резьбы. |
|
|
|||
5. Исходя из принятой длины L1 определяется предварительное значение |
|||||
подачи на зуб метчика: |
|
|
|||
а) для глухих отверстий |
|
|
|||
|
|
|
аZ = ((d – d1)Pn)/(2z· L1); |
(1.31) |
|
б) для сквозных отверстий |
|
|
|||
|
аZ |
= (d – d1)/40z = (30,157 – 26,211)/40·4 = 0,025 мм. |
(1.32) |
||
6. Максимальная суммарная ширина стружки, одновременно срезаемой |
|||||
заборным конусом |
|
|
|
||
а) если L1 ≤ LЗ; |
|
∑ = L1·z/2; |
(1.33) |
||
б) если L1 >LЗ; |
|
||||
∑ = (LЗ·z/р)·[Р + (d – d1)(1 – LЗ/L1)]·tg α/2 |
(1.34) |
||||
∑ = (50·4/3,5)·[3,5 + (30,157 – 26,211)(1 – 0,66]·tg 30˚ = 83,41 мм. |
|
||||
7. Максимальная сила резания определяется по формуле |
|
||||
|
|
|
РZ = КМ·f·(100·а΄Z)V·∑, |
(1.35) |
|
где коэффициенты КМ, f и показатель степени V выбираются в табл. 4.9–4.12 [9] |
|||||
или по табл. 1–4 [8]. |
|
|
|
||
Поскольку |
в |
рассматриваемом примере заготовка имеет твердость |
|||
197 < HB < 229, |
то |
вспомогательная величина GG = 4 (см. табл. |
4 [11]). |
||
При аZ = 0,09 мм, КМ |
= 0,93; f = 5,85; V = 0,785. |
|
|||
РZ = 0,93·5,85·(100·0,025)0,785·83,41 = 931,55 Н. |
|
||||
|
|
|
|
В |
|
А |
1 |
|
2 |
|
|
|
||
|
|
Б |
|
|
|
|
|
|
Г |
Г |
А |
|
Г |
В |
|
|
|
||
|
|
|
|
47 |
В- В |
|
|
|
|
Рис. 1.12. Конструктивно-геометрические параметры коррегированного метчика |
||||

48
8. Параметры хвостовика.
Диаметр d3 = d1 – (0,25–1,5) (1.36) d3 = 26,211– 1,2 = 25,011 мм.
Принимаем ближайшее меньшее значение по табл. 3 [9]: d3 = 25,0 мм.
Сторона квадрата b = 25 – 6 = 19 мм. Высота квадрата h = 19 + 3 = 22 мм. 9. Проверяем прочность хвостовика метчика на скручивание. Должно
выполняться условие
PZ ≤ 25·r2, |
(1.37) |
где r – радиус хвостовика. 25·r2 = 25·12,52 = 3906,25.
Условие (1.37) выполняется, т. к. 931,55 < 3906,25.
Если условие (1.37) выполняется, то проверяется также выполнение условия
PZ ≤ 20·r2. |
(1.38) |
Условие (1.38) выполняется, т. к. 931,55 < 3125 Н. |
|
Принимаем PZ = 20·r2 = 3125 Н и корректируем подачу на зуб метчика по |
|
формуле |
|
аZ= 0,01 Vi |
|
PZ |
0,01 0,6 |
3125 |
|
0,12 мм, |
(1.39) |
|
КM |
f1 |
0,93 8,8 83,41 |
||||||
|
|
|
|
|||||
где vi и fi выбираются по индексу i = 2 табл. 4.10 [9].
При невыполнении условия (1.37) аZ корректируется также по формуле (1.39) если по индексу i = 1 полученное значение аZ ≤ 0,09 мм, то ее значение окончательно определяют по индексу i = 2.
В рассматриваемом примере принимается окончательное значение подачи аZ = 0,12 мм.
10. Определяем угол корригированного профиля зуба метчика из условия получения заданной шероховатости поверхности резьбы RZ = 40 мкм и достаточности угла поднутрения δ (см. рис. 1.3, г).
Если ∆h = RZ < аZ·sin(α/2), то угол δ принимается равным 2˚, а угол профиля зуба метчика αК/2 = 30 – δ = 28˚.
Если ∆h > аZ·sin(α/2), то угол δ определяется по формуле
h cos( / 2) |
|
tg a Z h sin( / 2) . |
(1.40) |
Если полученное значение угла δ > 2˚, то αК/2 = α/2 – 3˚, если же δ < 2˚, то
угол αК/2 = 30˚ – 2˚ = 28˚.
Проверяем выполнение условия ∆h < аZ·sin 30°. Условие выполняется, так как 40 мкм < 60 мкм. Угол δ принимаем равным 2°, а угол профиля зуба метчика αК/2 = 30˚ – 2˚ = 28˚.
11. Высота профиля резьбы, которую может снять метчик при предварительно принятой длине режущей части
|
49 |
|
|
Н = I1·z·aZ/Pn = 75·4·0,12/3,5·1 = 10,28 мм. |
(1.41) |
12. |
Полная высота профиля резьбы МЗО, Н΄= 0,5(d–d1) |
(1.42) |
|
H΄= 0,5·(30,157–26,211) = 1,97 мм. |
|
13. |
Необходимое число метчиков в комплекте |
|
g = H΄/H = 1,97/10,28 = 0,19 < 1. |
|
|
Принимаем g = 1 (один метчик). |
|
|
14. |
Припуск на метчик в комплекте А = H΄/g = 1,97 мм. |
|
15. |
Корректируем длину заборного конуса метчика |
|
|
lК = А·P·n/aZ·z = 1,97·3,5·1/0,12·4 = 14,32 мм. |
(1.43) |
Принимаем L1 = lК = 14 мм. |
|
|
16. |
Угол заборного конуса |
|
17. |
φ = arctg(A/L1) = arctg 0,1403 = 7˚98΄= 8˚. |
(1.44) |
Калибрующая часть у корригированного метчика служит только для |
||
контроля параметров его резьбы и поэтому делается короткой l2 = 2P = 2·3,5 = 7 мм.
18.Ширина пера выбирается по табл. 1.12 b = 0,21d = 0,21·30,157 = 6,33 мм.
19.Диаметр сердцевины в начале заборного конуса dC = 0,43d = 0,43·30,157 = 12,96 мм.
20.Передний угол γВ = 8˚, задний угол αВ = 6˚ (см. табл. 1.14).
21.Падение затылка на наибольшем диаметре заборного конуса
К = (πd/z)·tg αВ = (3,14·30,157/4)·0,105 = 2,48 мм.
Принимаем К = 2,5 мм. При затыловании зубьев калибрующей части по
наружному диаметру падение затылка – К1 принимается в 2–3 раза меньше К [8].
22.Поскольку необходимо нарезать правую резьбу в сквозном отверстии, метчик должен иметь винтовые стружечные канавки. Направление канавок – левое. Угол наклона канавок определяется по формуле
ω = arctg(рn/πd2) = arctg(3,5·1/3,14·27,833) = 2˚29΄.
Полученные значения ω округляются в меньшую сторону с точностью 1˚. Если ω < 3˚, канавки делаются прямыми. Принимаем ω = 0°.
23.Определяем диаметр ролика для контроля среднего диаметра метчика
(см. рис. 1.12):
dr = 0,5Р+(d – d2)·tg αК/2 = 0,5·3,5 + (30,157–27,884)·0,5317 = 2,96 мм. (1.45)
Ближайший меньший или равный расчетному фактический диаметр ролика выбирается по табл. 1.26.
Таблица 1.26
Ряд диаметров измерительных роликов
|
|
|
|
Диаметр ролика dr, мм |
|
|
|
|
||
0,866 |
1,008 |
1,157 |
1,441 |
1,732 |
2,02 |
2,314 |
2,595 |
2,886 |
3,106 |
3,568 |
4,00 |
4,5 |
5,178 |
6,00 |
6,212 |
6,588 |
7,2 |
8,757 |
9,03 |
10,00 |
10,95 |
|
|
|
|
|
|
|
|
|
|
|

50
12,423 |
13,133 |
14,00 |
15,555 |
17,363 |
19,00 |
20,00 |
20,708 |
21,863 |
26,231 |
– |
Принимаем dr = 2,886 мм.
24. Диаметр метчика по роликам dК (см. рис. 5.1) рассчитывается по формуле
dK = d |
P 2(d d2 ) tg / 2 |
dr |
dr |
(1.46) |
|
||||
|
tg K |
sin K |
|
|
dK = 30,157 – 5,75 + 6,15 + 2,886 = 33,443 мм.
25. Длина цапфы принимается равной четырем шагам нарезаемой резьбы
lЦ = 4Р = 4·3,5 = 14 мм.
Диаметр цапфы dЦ назначается равным диаметру отверстия под резьбу D0 (табл. 1.27) допуск на диаметр цапфы должен обеспечивать посадку с зазором в отверстии под резьбу (табл. 1.27).
|
|
|
|
|
|
|
|
Таблица 1.27 |
|
Диаметры отверстий под нарезание резьбы и сверл для их обработки |
|||||||||
|
|
|
Номинальные размеры |
|
|
|
|
||
резьбы |
|
|
отверстия |
|
сверла |
|
|||
D, мм |
|
Р, мм |
D0 |
|
допуск |
DС |
|
допуск |
|
1 |
|
0,25 |
0,75 |
|
|
0,75 |
|
|
|
1,2 |
|
0,25 |
0,95 |
|
|
0,95 |
|
h11 |
|
1,4 |
|
0,3 |
1,1 |
|
|
1,1 |
|
|
|
1,7 |
|
0,35 |
1,35 |
|
|
1,35 |
|
|
|
2 |
|
0,4 |
1,6 |
|
|
1,6 |
|
|
|
2,3 |
|
0,4 |
1,9 |
|
Н11 |
1,9 |
|
|
|
2,6 |
|
0,45 |
2,15 |
|
|
2,15 |
|
|
|
3 |
|
0,5 |
2,5 |
|
|
2,5 |
|
d11 |
|
4 |
|
0,7 |
3,3 |
|
|
3,3 |
|
|
|
5 |
|
0,8 |
4,2 |
|
|
4,2 |
|
|
|
6 |
|
1,0 |
5 |
|
|
5 |
|
|
|
7 |
|
1,0 |
6 |
|
|
6 |
|
|
|
8 |
|
1,25 |
6,6 |
|
|
6,6 |
|
|
|
10 |
|
1,5 |
8,3 |
|
|
8,3 |
|
|
|
12 |
|
1,75 |
10 |
|
|
10 |
|
|
|
14 |
|
2 |
11,7 |
|
|
11,7 |
|
|
|
16 |
|
2 |
13,7 |
|
|
13,7 |
|
|
|
18 |
|
2,5 |
15,2 |
|
Н12 |
15,2 |
|
h12 |
|
20 |
|
2,5 |
17,2 |
|
|
17,2 |
|
|
|
22 |
|
2,5 |
19,15 |
|
19,15 |
|
|
|
|
24 |
|
3,0 |
20,6 |
|
|
20,6 |
|
|
|
27 |
|
3,0 |
23,6 |
|
|
23,6 |
|
|
|
30 |
|
3,5 |
26,0 |
|
|
26,0 |
|
|
|