

проектирование метчиков
.pdf89
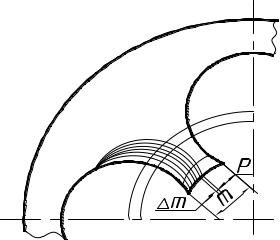
4)допустимое перекрытие f диаметра dс и внутреннего диаметра резьбы плашки D1 и оптимальное соотношение размеров ширины пера m и просвета С;
5)универсальность технологической оснастки при изготовлении плашек одного диаметра с различными значениями шагов и с одинаковым количеством перьев.
Рис. 2.5. Конструктивно-геометрические параметры плашки
Сверление стружечных отверстий может производиться либо с сохранением перемычки между ними и резьбовым отверстием, либо без перемычки, когда отверстия пересекаются. Во втором случae сверление затруднено, так как из-за перекрытия отверстий возможно смещение оси сверла и его поломка, что не наблюдается при первом способе сверления. Однако второй способ является предпочтительным, т. к. устраняется трудоемкая ручная операция распилки перемычки. Для удовлетворительного сверления во втором случае необходимо использовать кондуктор и строго выдерживать размер f пе-
рекрытия окружностей dс и D1 (см. рис. 2.5). |
|
|||||||||
|
Должно выполняться условие |
|
|
|
|
|
||||
|
|
|
|
|
f ≤ [f], |
|
|
(2.9) |
||
где |
f = |
d |
C |
|
dÖ |
|
D |
(2.10) |
||
|
- ( |
|
- |
1 |
); |
|||||
|
|
2 |
2 |
|||||||
|
|
2 |
|
|
|
|
|
|||
|
[f] |
|
(0,05 – 0,1) dc. |
(2.11) |
||||||

90
Диаметр стружечного отверстия dс желательно выбирать максимально допустимым, чтобы обеспечить лучшие условия для размещения стружки.
При принятом наружном диаметре плашки Dп, диаметр стружечного отверстия
dc ограничен толщиной стенки е и перекрытием f. Для обеспечения прочности |
|
плашки размер е выбирают в пределах |
|
е = (0,6...0,9) · DП . |
(2.12) |
Из рис. 2.5 следует |
|
D1/2+ dс – (0,05...0,075)dс + e = Dп/2 , |
(2.13) |
откуда |
|
dс = (Dп – D1 – 2e)/(1,9...1,8). |
(2.14) |
Диаметр dЦ определяется по формуле |
|
dц = D1 + (0,9...0,85) dс. |
(2.15) |
Расчет по приведенным зависимостям является приближенным, так как |
|
при сверлении стружечных отверстий необходимо принимать dС и dЦ одинаковыми для соседних размеров плашек. Это дает возможность уменьшить количество кондукторов для сверления и применять сверла с размерами нормального ряда.
Окончательное формирование стружечных отверстий осуществляется заточкой плашки по передней поверхности зубьев. Для плавного схода стружки на передней поверхности не должно быть уступов и резких переходов. При этом необходимо обеспечить требуемое значение переднего угла γв в пределах площадки t = (1,2... 1,5) Н1, где Н1 – высота зубьев плашки.
Рекомендуемые значения передних углов γв в плоскости, перпендикулярной оси плашки, приведены в табл. 2.5.
Передний угол γN в сечении, перпендикулярном главному режущему
лезвию, определяющий условия резания, связан с расчетным углом γв |
||||
зависимостью |
|
|
||
|
tgγN = tgγв · cosφ. |
(2.16) |
||
|
Передний угол в зависимости от обрабатываемого материала |
Таблица 2.5 |
||
|
|
|
||
|
Обрабатываемый материал |
|
γв, градус |
|
|
Сталь твердая, чугун, бронза |
|
10...12 |
|
|
Сталь средней твердости, латунь, чугун ковкий |
|
15...20 |
|
|
Сталь мягкая, легкие сплавы |
|
20...25 |
|
Разница между углами γN и γв при применяемых углах заборного конуса φ составляет примерно 1...2°.

91
Из рис. 2.5 видно, что передний угол γв изменяется в пределах высоты резьбового профиля. На внутреннем диаметре резьбы (γ1) имеет большие значения, чем на наружном (γ2).
Возможны два случая: передняя поверхность плашки криволинейная и прямолинейная. Предпочтительной является прямолинейная поверхность. Однако процесс заточки криволинейной поверхности плашки осуществляется проще и быстрее, чем прямолинейной. Диаметр шлифовального круга при заточке криволинейной поверхности значительно больше, чем при заточке прямолинейной, и обычно принимается на 1 мм меньше диаметра стружечного отверстия dС.
2.3.6. Количество и ширина перьев плашки
Ширина пера плашки оказывает существенное влияние на ее работоспособность. С увеличением ширины пера m (см. рис. 2.5) плашка лучше центрируется и направляется, улучшаются условия для самоподачи, увеличивается запас на переточки. С другой стороны, увеличиваются силы трения между витками нарезанной резьбы и калибрующей частью плашки, а также погрешности профиля зубьев, уменьшается просвет С и, как следствие, повышается опасность защемления стружки и поломки плашки.
Ширина пера m должна быть меньше просвета С. Рекомендуется выдерживать соотношение m/С = 0,6...0,8. Количество перьев плашки (стружечных отверстий) выбирается по табл. 2.6.
Ширина просвета определяется по формуле
|
C |
π ω |
D1 |
, |
|
(2.17) |
||
|
0 |
|||||||
|
|
90 |
|
2 |
|
|
|
|
|
|
|
d2 |
D2 4Е2 |
|
|||
где |
ω arccos |
Ц |
|
1 |
|
, |
(2.18) |
|
|
|
|
|
|||||
|
|
|
|
|
2dЦD1 |
|
||
где Е = dc/2 + (0,035 – 0,025)D.
Таблица 2.6
Количество перьев плашки в зависимости от диаметра и шага резьбы
Диаметр нарезаемой |
Количество перьев Z, шт. |
||
Шаг нарезаемой резьбы |
|
||
резьбы d, мм |
|
||
крупный |
|
мелкий |
|
|
|
||
1...5 |
3 |
|
3 |
5,5...18 |
4 |
|
4...5 |
20...22 |
5 |
|
5...6 |
33 |
6 |
|
6...7 |
36...48 |
6 |
|
7...8 |
Зная ширину просвета С, ширину пера m можно найти по зависимости
m |
D1 |
C . |
(2.19) |
|
Z |
|
|
92
Если полученные значения e и f не удовлетворяют указанным выше условиям (2.9) и (2.10), то, задаваясь их новыми значениями и отношением m/c в пределах допустимых диапазонов, по формулам (2.14) и (2.15) находят новые
значения dc и dц [1].
Из условий прочности минимальная ширина пера плашки должна быть не менее шага нарезаемой резьбы, остальная часть ширины пера идет на переточку
(рис. 2.6), т. е. m = P+ m·i, где m = 0,25…0,6 мм – припуск, снимаемый при переточке; i – количество переточек, ориентировочно i = 4…10.
Приведенная зависимость используется для уточнения количества переточек плашки при выбранных значениях Z и m
i m p |
(2.20) |
m |
|
Рис. 2.6. Схема к определению количества возможных переточек плашки
2.3.7. Задний угол αв
Задний угол αв получается затылованием режущей части плашки. Значение заднего угла в плоскости, перпендикулярной оси плашки, должно
находиться в пределах 6...9°, на калибрующей αв = 0°. Взаимосвязь между
задним углом αв и падением затылка К определяется по формуле |
|
||
K = |
πD |
tgα. |
(2.21) |
|
|||
|
Z |
|
|
Из-за технологических трудностей на плашках не делают затылование по профилю (по боковым сторонам зубьев), и, следовательно, вспомогательные задние углы отсутствуют. Это увеличивает трение на боковых поверхностях сопряженных резьбовых профилей нарезаемой резьбы и плашки, увеличивает опасность заклинивания, крутящий момент резания, но приводит к улучшению условий захода и центрирования плашки на заготовке.
Проверка элементов резьбового профиля плашки затруднена. Как правило, размеры резьбы плашек контролируются косвенным образом – по размерам резьбы, предварительно нарезанной на образце испытуемой плашкой. При этом испытании плашка закрепляется таким образом, чтобы предотвратить
93
искажения элементов профиля нарезаемой резьбы из-за погрешности взаимной установки заготовки и инструмента. Обычно это может быть достигнуто при использовании плавающего плашкодержателя.
2.3.8. Предельные отклонения на конструктивно-геометрические параметры резьбы
Плашки предназначаются для нарезания резьбы с посадками скольжения и с зазорами. Согласно ГОСТ 17587–72 плашки изготавливаются с полями допусков 6h, 8h6h, 8h; 8g, 6e, 6e6d (см. табл. 2.7 и 2.8).
Таблица 2.7
Предельные отклонения на диаметры резьбы плашки для различных полей допусков (посадки скольжения)
Номинальный d,резьбыдиаметрмм |
мм,РрезьбыШаг |
Наружный |
|
|
|
|
|
Внутренний |
|
Шаг |
Предельные половиныотклонения мин/2,αпрофиляугла |
|
||
диаметр D |
Средний диаметр D2 |
диаметр D1 |
|
резьбы |
|
|||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
Р |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Предельные отклонения, мкм, для полей допусков |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6h |
8h6h, |
|
6h |
8h6h, 8h |
6h, 8h6h, 8h |
|
На |
|
|
|||
|
|
8h |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
длине |
|
|
|
|
|
Ниж- |
Ниж- |
Верх- |
Ниж- |
Верх- |
Ниж- |
Верх- |
Ниж- |
|
|
|
||
|
|
|
25 мм |
|
|
|||||||||
|
|
нее |
нее |
нее |
|
нее |
нее |
нее |
нее |
нее |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
8 |
9 |
10 |
|
11 |
12 |
|
От 1,0 |
0,20 |
–10 |
–10 |
–17 |
|
–37 |
–26 |
–54 |
–29 |
–66 |
|
|
±55 |
|
0,25 |
–19 |
|
–39 |
–30 |
–58 |
–36 |
–76 |
|
|
|
||||
до 1,4 |
|
|
|
|
|
|
|
|||||||
0,30 |
–5 |
–5 |
–20 |
|
–41 |
–32 |
–61 |
–43 |
–85 |
|
|
±50 |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,20 |
–10 |
–10 |
–18 |
|
–38 |
–28 |
–56 |
–29 |
–66 |
|
±8 |
±55 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Св. 1,4 |
0,25 |
–20 |
|
–40 |
–32 |
–60 |
–36 |
–76 |
|
|
||||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,35 |
–5 |
–5 |
–22 |
|
–44 |
–35 |
–66 |
–50 |
–95 |
|
|
±50 |
|
|
до 2,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
–5 |
–5 |
–23 |
|
–46 |
–37 |
–69 |
–58 |
–104 |
|
|
±45 |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
0,45 |
–25 |
|
–49 |
–39 |
–73 |
–64 |
–114 |
|
|
|
|||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3,0 |
0,50 |
–37 |
–37 |
–26 |
|
–51 |
–41 |
–76 |
–72 |
–122 |
|
±10 |
±40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3,0 и |
0,35 |
–5 |
–5 |
–23 |
|
–45 |
–37 |
–68 |
–60 |
–95 |
|
±8 |
±50 |
|
3,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,50 |
–37 |
–37 |
–26 |
|
–51 |
–41 |
–76 |
–72 |
–122 |
|
|
±40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 3,5 |
0,60 |
–42 |
–42 |
–30 |
|
–57 |
–46 |
–84 |
–86 |
–140 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
±10 |
±35 |
|
|
0,70 |
–44 |
–44 |
–32 |
|
–60 |
–49 |
–88 |
–100 |
–158 |
|
|
|||
до 5,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,75 |
–45 |
–45 |
–32 |
|
–61 |
–49 |
–90 |
–108 |
–166 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,80 |
–47 |
–56 |
–33 |
|
–63 |
–53 |
–95 |
–116 |
–174 |
|
|
±30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание |
табл. 2.7 |
|
|
|
|
|
|
|
94 |
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
11 |
12 |
||
|
0,50 |
–37 |
–37 |
–30 |
–56 |
–46 |
–81 |
–72 |
–122 |
|
±40 |
|
|
|
|
|
|
|
|
–97 |
|
|
|
|
|
Св. 5,6 |
0,75 |
–45 |
–45 |
–35 |
–64 |
–56 |
–108 |
–166 |
±10 |
±35 |
||
до 11,2 |
1,00 |
–52 |
–62 |
–39 |
–71 |
–63 |
–108 |
–144 |
–208 |
±30 |
||
1,25 |
–58 |
–71 |
–41 |
–76 |
–67 |
–116 |
–180 |
–250 |
|
±25 |
||
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
|
1,50 |
–63 |
–77 |
–46 |
–83 |
–74 |
–126 |
–216 |
–290 |
|
||
|
|
|
||||||||||
|
|
|
|
|
|
|
–84 |
|
|
|
|
|
|
0,50 |
–37 |
–37 |
–32 |
–57 |
–49 |
–72 |
–122 |
|
±40 |
||
|
|
|
|
|
|
|
–100 |
|
|
|
|
|
|
0,75 |
–45 |
–45 |
–37 |
–66 |
–60 |
–-108 |
–166 |
|
±35 |
||
Св. |
|
|
|
|
|
|
–112 |
|
|
|
|
|
1,00 |
–52 |
–62 |
–41 |
–73 |
–67 |
–144 |
–208 |
|
±30 |
|||
11,2 |
|
|
|
|
|
|
–123 |
|
|
|
|
|
1,25 |
–58 |
–71 |
–46 |
–81 |
–74 |
–180 |
–250 |
±10 |
±25 |
|||
до |
|
|
|
|
|
|
|
|
|
|||
1,50 |
–63 |
–77 |
–49 |
–86 |
–78 |
–130 |
–216 |
–290 |
||||
|
|
|||||||||||
22,4 |
|
|
|
|
|
|
–137 |
|
|
|
|
|
1,75 |
–69 |
–85 |
–53 |
–92 |
–83 |
–252 |
–330 |
|
|
|||
|
|
|
|
|
|
|
–144 |
|
|
|
±20 |
|
|
2,00 |
–71 |
–88 |
–56 |
–96 |
–88 |
–288 |
–368 |
|
|||
|
|
|
|
|
|
|
–153 |
|
|
|
|
|
|
2,50 |
–80 |
–99 |
–60 |
–103 |
–93 |
–360 |
–446 |
|
|
||
|
|
|
|
|
|
|
–104 |
|
|
|
|
|
|
0,75 |
–45 |
–45 |
–39 |
–68 |
–63 |
–108 |
–166 |
|
±35 |
||
|
|
|
|
|
|
|
–115 |
|
|
|
|
|
|
1,00 |
–52 |
–62 |
–44 |
–76 |
–70 |
–144 |
–208 |
|
±30 |
||
Св. |
|
|
|
|
|
|
–135 |
|
|
|
|
|
1,50 |
–63 |
–77 |
–53 |
–90 |
–83 |
–216 |
–290 |
|
25 |
|||
22,4 |
|
|
|
|
|
|
–149 |
|
|
|
|
|
2,00 |
–71 |
–88 |
–60 |
–100 |
–93 |
–288 |
–368 |
±10 |
|
|||
до |
|
|
|
|
|
|
|
|
|
|
||
3,00 |
–87 |
–109 |
–70 |
–116 |
–110 |
–174 |
–432 |
–524 |
±20 |
|||
|
||||||||||||
45,0 |
|
|
|
|
|
|
|
|
|
|
||
3,50 |
–95 |
–119 |
–74 |
–122 |
–117 |
–184 |
–504 |
–600 |
|
|||
|
|
|||||||||||
|
|
|
|
|
|
|
–195 |
|
|
|
|
|
|
4,00 |
–103 |
–130 |
–78 |
–129 |
–124 |
–576 |
–678 |
|
|
||
|
|
|
|
|
|
|
–205 |
|
|
|
|
|
|
4,50 |
–107 |
–137 |
–83 |
–136 |
–131 |
–648 |
–754 |
|
±15 |
||
|
|
|
|
|
|
|
|
|
|
|
||
|
1,00 |
–52 |
–62 |
–49 |
–81 |
–78 |
–123 |
–144 |
–208 |
|
||
|
|
|
||||||||||
|
|
|
|
|
|
|
–140 |
|
|
|
|
|
|
1,50 |
–63 |
–77 |
–56 |
–93 |
–88 |
–216 |
–290 |
|
±30 |
||
Св. |
|
|
|
|
|
|
–154 |
|
|
|
|
|
2,00 |
–71 |
–88 |
–63 |
–103 |
–98 |
–288 |
–368 |
|
±25 |
|||
44,5 |
|
|
|
|
|
|
–181 |
|
|
|
|
|
3,00 |
–87 |
–109 |
–74 |
–120 |
–117 |
–432 |
–524 |
±10 |
±20 |
|||
до |
|
|
|
|
|
|
|
|
|
|||
4,00 |
–103 |
–130 |
–83 |
–134 |
–131 |
–202 |
–576 |
–678 |
||||
|
|
|||||||||||
76,0 |
|
|
|
|
|
|
–217 |
|
|
|
|
|
5,00 |
–112 |
–144 |
–88 |
–143 |
–140 |
–720 |
–830 |
|
|
|||
|
|
|
|
|
|
|
–229 |
|
|
|
±15 |
|
|
5,50 |
–118 |
–152 |
–93 |
–150 |
–149 |
–792 |
–906 |
|
|||
|
|
|
|
|
|
|
–238 |
|
|
|
|
|
|
6,00 |
–123 |
–158 |
–98 |
–156 |
–157 |
–864 |
–980 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Допуски резьбы круглых плашек рассчитаны на основе полей допусков резьбы болта – 6h, 8h6h, 8h.

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.8 |
||
|
|
Предельные отклонения на диаметры резьбы плашки для различных полей допусков (посадки с зазором) |
|
|
||||||||||||||||||||||
резьбыдиаметрНоминальныйd, мм |
|
|
Наружный диаметр |
|
|
|
|
|
|
|
|
|
|
|
Внутренний диаметр D1 |
|
|
Шаг |
отклоненияПредельные /2,αпрофиляуглаполовинымин |
|
||||||
|
|
|
|
Средний диаметр D2 |
|
|
|
|
|
|
резьбы |
|
||||||||||||||
|
|
|
D |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
мм,РрезьбыШаг |
|
Нижнее |
Нижнее |
Верхнее |
Нижнее |
Верхнее |
Нижнее |
Верхнее |
|
Нижнее |
Верхнее |
Нижнее |
Верхнее |
Нижнее |
Верхнее |
|
Нижнее |
Р |
|
|||||||
|
Нижнее |
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Предельные отклонения, мкм, для полей допусков |
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6g |
6e |
6d |
6g |
|
6e |
|
|
6d |
6g |
|
6e |
|
|
6d |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
длине |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
4 |
5 |
6 |
|
7 |
8 |
|
9 |
10 |
|
11 |
12 |
|
13 |
14 |
|
15 |
16 |
|
17 |
18 |
19 |
|
От 1,0 |
0,20 |
|
–27 |
|
|
–34 |
|
–54 |
|
|
|
|
|
|
–46 |
|
–83 |
|
|
|
|
|
|
|
±55 |
|
0,25 |
|
–28 |
|
|
–37 |
|
–57 |
|
|
|
|
|
|
–54 |
|
–94 |
|
|
|
|
|
|
|
|
|
|
до 1,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,30 |
|
–23 |
|
|
–38 |
|
–59 |
|
|
|
|
|
|
–61 |
|
–103 |
|
|
|
|
|
|
|
±50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Св. |
0,20 |
|
–27 |
– |
|
–35 |
|
–55 |
– |
|
– |
|
|
|
–46 |
|
–83 |
– |
|
– |
|
|
|
±8 |
±55 |
|
0,25 |
|
–28 |
|
–38 |
|
–58 |
|
|
|
|
–54 |
|
–94 |
|
|
|
|
|
||||||||
1,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,35 |
|
–24 |
|
|
–41 |
|
–63 |
|
|
|
|
|
|
–69 |
|
–114 |
|
|
|
|
|
|
|
±50 |
|
|
до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
2,8 |
0,40 |
|
–19 |
|
– |
–42 |
|
–65 |
|
|
|
– |
|
– |
–77 |
|
–123 |
|
|
|
– |
|
– |
|
±45 |
|
0,45 |
|
–20 |
|
–45 |
|
–69 |
|
|
|
|
–84 |
|
–134 |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
3 |
0,50 |
|
–57 |
–87 |
|
–46 |
|
–71 |
–76 |
|
–101 |
|
|
|
–92 |
|
–142 |
–122 |
|
–172 |
|
|
|
±10 |
±40 |
|
3 и 3,5 |
0,35 |
|
–24 |
– |
|
–42 |
|
–64 |
– |
|
– |
|
|
|
–69 |
|
–114 |
– |
|
– |
|
|
|
±8 |
±50 |
|
Св. |
0,50 |
|
–57 |
–87 |
|
–46 |
|
–71 |
–76 |
|
–101 |
|
|
|
–92 |
|
–142 |
–122 |
|
–172 |
|
|
|
|
±40 |
|
0,60 |
|
–63 |
–95 |
|
–51 |
|
–78 |
–83 |
|
–110 |
|
|
|
–107 |
|
–161 |
–139 |
|
–193 |
|
|
|
|
|
||
3,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.70 |
|
–66 |
–100 |
|
–54 |
|
–82 |
–88 |
|
–116 |
|
|
|
–122 |
|
–180 |
–156 |
|
–214 |
|
|
|
±10 |
±35 |
|
|
до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
5,6 |
0,75 |
|
–67 |
–101 |
|
–54 |
|
–83 |
–83 |
|
–117 |
|
|
|
–130 |
|
–188 |
–164 |
|
–222 |
|
|
|
|
|
|
0,80 |
|
–71 |
–107 |
|
–57 |
|
–87 |
–87 |
|
–124 |
|
|
|
–140 |
|
–198 |
–176 |
|
–234 |
|
|
|
|
±30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
95 82
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 2.8 |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
Св. |
0,50 |
–57 |
–87 |
– |
–50 |
–75 |
–80 |
–105 |
– |
– |
–92 |
–142 |
–122 |
–172 |
– |
– |
|
±40 |
|
0,75 |
–67 |
–101 |
–57 |
–86 |
–91 |
–120 |
–130 |
–188 |
–164 |
–222 |
|
±35 |
|
||||||
5,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,00 |
–78 |
–112 |
–142 |
–65 |
–97 |
–99 |
–131 |
–129 |
–161 |
–170 |
–234 |
–204 |
–268 |
–234 |
–298 |
|
±30 |
|
|
до |
|
|
|||||||||||||||||
11,2 |
1,25 |
–86 |
–121 |
–153 |
–69 |
–104 |
–104 |
–139 |
–136 |
–171 |
–208 |
–278 |
–243 |
–313 |
–275 |
–345 |
|
±25 |
|
1,50 |
–95 |
–130 |
–158 |
–78 |
–115 |
–113 |
–150 |
–141 |
–178 |
–248 |
–322 |
–283 |
–357 |
–311 |
–385 |
|
|
||
|
|
|
|
||||||||||||||||
|
0,50 |
–57 |
–87 |
– |
–52 |
–77 |
–82 |
–107 |
– |
– |
–92 |
–142 |
–122 |
–172 |
– |
– |
|
±40 |
|
Св. |
0,75 |
–67 |
–101 |
– |
–59 |
–88 |
–93 |
–122 |
– |
– |
–130 |
–188 |
–164 |
–222 |
– |
– |
|
±35 |
|
1,00 |
–78 |
–112 |
–142 |
–67 |
–99 |
–101 |
–133 |
–131 |
–163 |
–170 |
–234 |
–204 |
–268 |
–234 |
–298 |
|
±30 |
|
|
11,2 |
1,25 |
–86 |
–121 |
–153 |
–74 |
–109 |
–109 |
–144 |
–141 |
–176 |
–208 |
–278 |
–243 |
–313 |
–275 |
–345 |
|
±25 |
|
до |
1,50 |
–95 |
–130 |
–158 |
–81 |
–118 |
–116 |
–153 |
–144 |
–181 |
–248 |
–322 |
–283 |
–357 |
–311 |
–385 |
|
|
|
|
|
|
|||||||||||||||||
22,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,75 |
–103 |
–140 |
–169 |
–87 |
–126 |
–124 |
–163 |
–153 |
–192 |
–286 |
–264 |
–323 |
–401 |
–352 |
–430 |
|
±20 |
|
|
|
2,00 |
–109 |
–142 |
–171 |
–94 |
–134 |
–127 |
–167 |
–156 |
–196 |
–326 |
–406 |
–359 |
–439 |
–388 |
–468 |
|
|
|
|
2,50 |
–122 |
–160 |
–186 |
–102 |
–145 |
–140 |
–183 |
–166 |
–209 |
–402 |
–488 |
–440 |
–526 |
–466 |
–552 |
|
|
|
|
0,75 |
–67 |
–101 |
– |
–61 |
–90 |
–95 |
–124 |
– |
– |
–130 |
–188 |
–164 |
–222 |
– |
– |
±10 |
±35 |
|
Св. |
1,00 |
–78 |
–112 |
–142 |
–70 |
–102 |
–104 |
–136 |
–134 |
–166 |
–170 |
–234 |
–204 |
–268 |
–234 |
–298 |
±30 |
|
|
1,50 |
–95 |
–130 |
–158 |
–85 |
–122 |
–120 |
–157 |
–148 |
–185 |
–248 |
–322 |
–283 |
–357 |
–311 |
–385 |
|
±25 |
|
|
22,4 |
2,00 |
–109 |
–142 |
–171 |
–98 |
–138 |
–131 |
–171 |
–160 |
–200 |
–326 |
–406 |
–359 |
–439 |
–388 |
–468 |
|
|
|
до |
3,00 |
–125 |
–172 |
–199 |
–118 |
–164 |
–155 |
–201 |
–182 |
–228 |
–480 |
–572 |
–517 |
–609 |
–544 |
–636 |
|
±20 |
|
45,0 |
3,50 |
–148 |
–185 |
–213 |
–127 |
–175 |
–164 |
–212 |
–192 |
–240 |
–557 |
–653 |
–594 |
–690 |
–622 |
–718 |
|
|
|
|
4,00 |
–163 |
–198 |
–228 |
–138 |
–189 |
–173 |
–224 |
–203 |
–254 |
–636 |
–738 |
–671 |
–773 |
–701 |
–803 |
|
±15 |
|
|
4,50 |
–170 |
–207 |
–239 |
–146 |
–199 |
–183 |
–236 |
–215 |
–268 |
–711 |
–817 |
–748 |
–854 |
–780 |
–886 |
|
|
|
|
|
|
|
||||||||||||||||
|
1,00 |
–78 |
–112 |
–142 |
–75 |
–107 |
–109 |
–141 |
–139 |
–171 |
–170 |
–234 |
–204 |
–268 |
–234 |
–298 |
|
±30 |
|
Св. |
1,50 |
–95 |
–130 |
–158 |
–88 |
–123 |
–123 |
–160 |
–151 |
–188 |
–248 |
–322 |
–283 |
–357 |
–311 |
–385 |
|
±25 |
|
2,00 |
–109 |
–142 |
–171 |
–101 |
–134 |
–134 |
–174 |
–163 |
–203 |
–326 |
–406 |
–359 |
–439 |
–388 |
–468 |
|
±20 |
|
|
45,0 |
3,00 |
–125 |
–172 |
–199 |
–122 |
–159 |
–159 |
–205 |
–186 |
–232 |
–480 |
–572 |
–517 |
–609 |
–544 |
–636 |
|
|
|
|
|
|
|||||||||||||||||
до |
4,00 |
–163 |
–198 |
–228 |
–143 |
–178 |
–178 |
–229 |
–208 |
–259 |
–636 |
–738 |
–671 |
–773 |
–701 |
–803 |
|
|
|
76,0 |
5,00 |
–183 |
–218 |
–244 |
–159 |
–194 |
–194 |
–249 |
–220 |
–275 |
–791 |
–901 |
–826 |
–852 |
–852 |
–962 |
|
±15 |
|
|
5,50 |
–193 |
–230 |
–258 |
–168 |
–205 |
–205 |
–262 |
–233 |
–290 |
–867 |
–981 |
–904 |
–932 |
–932 |
–1046 |
|
|
|
|
|
|
|
||||||||||||||||
|
6,00 |
–203 |
–241 |
–273 |
–178 |
–216 |
–216 |
–274 |
–248 |
–306 |
–994 |
–1060 |
–982 |
–1098 |
–1014 |
–1130 |
|
|
|
96
97
Предельные отклонения на половину угла профиля α/2 в зависимости от шага резьбы приведены в табл. 2.9.
Предельные отклонения по шагу, отнесенные к длине 25 мм, зависят от шага резьбы. Если шаг резьбы до 0,45 мм, значение этой величины равно ±8 мкм; для всех остальных шагов отклонение по шагу составляет ±10 мкм.
|
|
|
|
|
|
|
|
|
Таблица 2.9 |
||
Предельные отклонения на половину угла профиля резьбы α/2 |
|||||||||||
Шаг резьбы Р, мм |
0,2: |
0,3; |
0,4: |
0,5 |
0,6; |
0,8; |
1,25; |
1,75; |
|
4...6 |
|
0,25 |
0,35 |
0,45 |
0,75 |
1 |
1,5 |
3,5 |
|
|
|||
Предельное откло- |
55 |
50 |
45 |
40 |
35 |
3О |
25 |
20 |
|
15 |
|
нение α/2, мин |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
2.3.9. Элементы крепления и регулирования
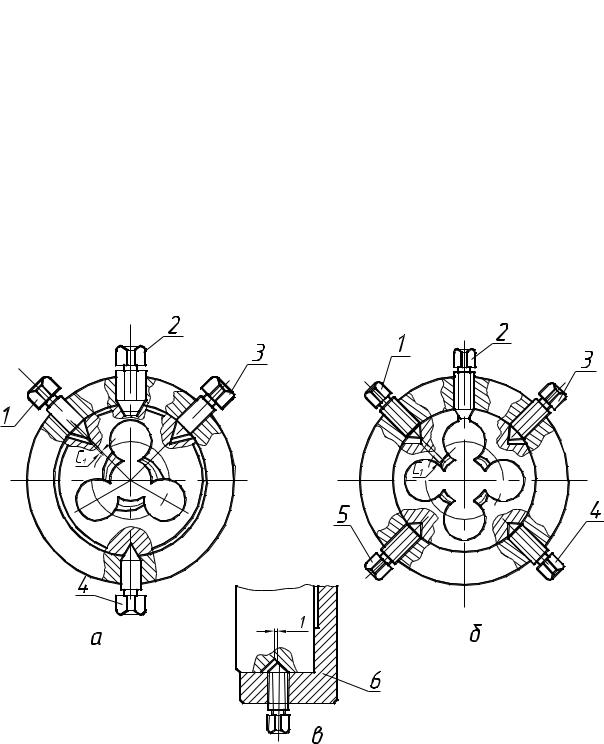
На наружной поверхности плашки предусмотрены конусные отверстия с углом 90° и диаметром dо = 3...10 мм. При наружном диаметре плашки DП до 20 мм изготавливают три (рис. 2.7, а), а при DП > 20 мм четыре конусных (центровых) отверстия (рис. 2.7, б). В обоих случаях винты 4 и 5 служат только для закрепления плашки; винты 1 и 3 – для закрепления и регулирования плашки на размер после того, как у нее будет разрезана перемычка. Винт 2 служит для регулирования плашки на размер нарезаемой резьбы (d, d2, d1).
Рис. 2.7. Крепление плашек в плашкодержателе
98
На плашке изготовлен продольный паз шириной b = 3,2...10 ММ с углом профиля 60° (см. рис. 2.1, б). По дну этого паза образуется перемычка q = 0,7...2 мм (см. рис. 2.3). Когда в результате эксплуатации будут изношены зубья, и плашка перестанет обеспечивать точность нарезаемой резьбы, перемычку разрезают узким шлифовальным кругом и производят регулировку диаметров резьбы D, D2, D1 при установке в плашкодержателе.
Регулировка осуществляется винтами 1, 2, 3 (см. рис. 2.7, а, б). При этом
винты 1 и 3 сжимают плашку, а винт 2 предназначен |
для |
ее разжима. |
Оси центровых отверстий, в которые входят винты 1 |
и 3, |
смещены на |
расстояние С1 = 0,5...2,5 мм относительно центра плашки в сторону, противоположную от продольного паза. Винты 1 и 3 упираются в боковую поверхность центровых отверстий своей конической частью, этим обеспечивается легкость сжатия плашки.
Настройка разрезанной плашки на размер осуществляется с помощью контрольной резьбовой шпильки следующим образом: на контрольную резьбовую шпильку (калибр) навинчивают плашку и, попеременно вращая винты 1, 3 и винт 2, добиваются плотного (без качки) прилегания плашки к резьбовой поверхности. Далее проводится пробная нарезка резьбы, размеры которой подлежат контролю.
Оси конусных отверстий располагаются симметрично относительно торцов плашки. Прижим торца плашки ко дну плашкодержателя 6 осуществляется за счет смещения осей винтов до 1 мм в сторону дна
(см. рис. 2.7).
Приведенные интервалы значений d0, b1,q, C1 необходимо уточнять для каждого конкретного размера наружного диаметра плашек, исходя из конструктивных соображений и рекомендаций ГОСТ 9740–71 по табл. 2.4.
2.4. Технические требования
Технические требования, которые должны быть установлены на стадии расчета и конструирования круглых плашек согласно ГОСТ 9740–71.
Ввиду того, что прошлифовать резьбовой профиль плашек после термической обработки невозможно, их изготавливают из легированных сталей ХГСВ и 9ХС по ГОСТ 5950–2000. Эти стали имеют более низкую температуру закалки, чем быстрорежущие стали, поэтому не происходит оплавление лезвий зубьев. При закалке этих сталей меньше коробление, чем у других инструментальных сталей. Допускается изготовление плашек из быстрорежущих сталей. При этом необходима доводка резьбового профиля специальными притирами.
Твердость перьев у режущих кромок для плашек из легированных сталей должна быть 58...62 HRC, из быстрорежущих сталей – 61...63 HRC.
Шероховатость основных поверхностей плашек:
а) поверхности профиля резьбы: доведенного – Rа = 0,63 мкм; недоведенного – Ra = 2,5 мкм;