

3. Плита – стол обогрева; 4. Лента стеклоткани;
5. Приемная катушка.
В резервуар заливается клей БФ-2. На гребенки установлен ряд клапанных карандашей, расположенных с определенным шагом по длине резервуара. Выходное отверстие карандаша перекрывается шариком Ø 4 мм, который поджат пружиной. Клей может вытекать лишь при нажатии на шарик. Ширина нанесенной полоски клея регулируется величиной выходного отверстия карандаша. Стол с подогревом служит для предварительной сушки клеевых полос, нанесенных на стеклоткань. Температура нагрева стола +245ºС.
Рулон стеклоткани ЭЗ-100 перематывается на бобину и закрепляется на установке. Клей БФ-2 подкрашивается красителем “Судан” для получения ярко окрашенных клеевых полос на стеклоткани с целью визуального контроля непрерывности нанесения полос.
Полотно стеклоткани пропускается между гребенкой и валом, через стол закрепляется на приемной катушке.
Гребенка ставиться в рабочие положение и включается гидропривод со скоростью 0,5-0,6 м/сек. Стеклоткань с нанесенными и просушенными полосами наматывается на приемную катушку. После окончания нанесения полос на всю длину рулона стеклоткани установка выключается. Пакет стеклоткани, намотанный на приемную катушку разрезается острым ножом по ребрам (по месту перемещения гребенки) и снимается с катушки. С пакета снимаются внутренние и наружные дефектные слои. Блок комплектуется по количеству слоев – 180-200 с проверкой сдвига полос на полшага и сшивается нитками.
Далее пакет прессуется на обогреваемых плитах пресса удельным давлением до 4 кгс/см² при температуре +100ºС – 1 минута и при 0,5 кгс/см² и t= 145-155ºС – 1,5 часа. Блок после выдержки охлаждается до 40-60ºС не снимая давления. Снимается давление и блок вынимается из пресса.
Готовый блок режется на дольки нужной высоты (5,3±0,1) дисковым ножом в специальном приспособлении на фрезерном станке. Отрезанные дольки должны легко растягиваться на рамке размером 470х700 мм. Натянутые на деревянные рамки соты пропитываются бакелитовым лаком ЛБС-1 в ванне при полном погружении. Время выдержки от 150 до 10 сек и определяется необходимой плотностью.
Вынутые рамки отряхиваются от невпитавшегося лака и устанавливаются на барабан для сушки. Вращение барабана частотой 30-50 об/мин в течение 30-60 минут при комнатной температуре. После снятия с барабанной рамки сушатся в вытяжном шкафу при комнатной температуре 4-16 часов.
Высушенные соты срезаются ножом с рамок и укладываются на форму обработанную смазкой К-21 с ориентацией клеевых полос вдоль образующей конуса. Отдельные части сотов сшиваются нитками № 10. Форма с набранным сотовым заполнителем устанавливается в печь и проводится термообработка сот по ступенчатому режиму:
подъем tдо 80ºС за 30-40мин – выдержка 15-20 мин;
подъем tдо 100ºС– выдержка 25-30 мин;
подъем tдо 180ºС– выдержка 45-60 мин;
плавное охлаждение до 40-60ºС за 45-60 мин.
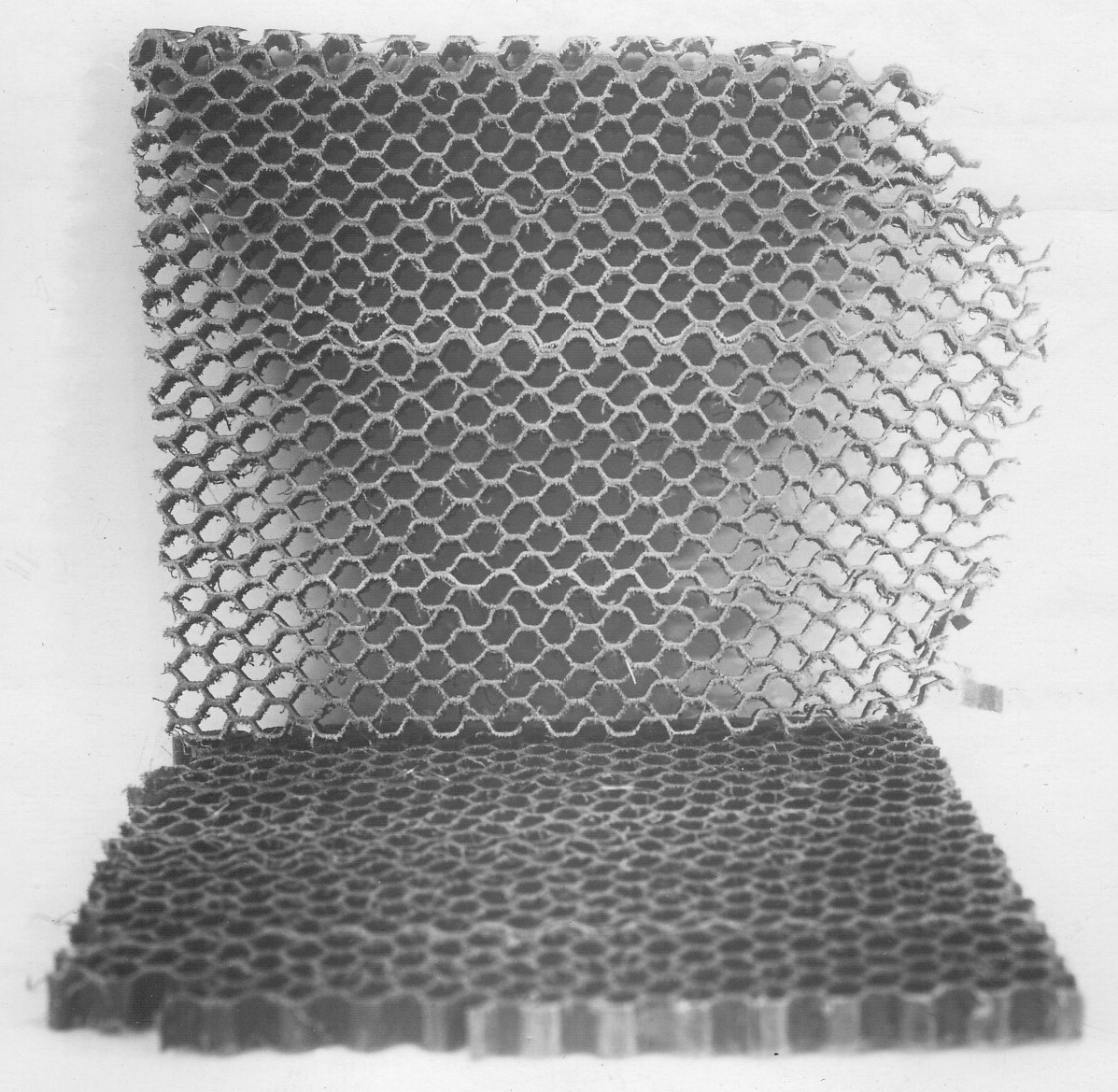
Термообработанные соты снимаются с формы с разрезкой сотового заполнителя, потом показать фото сотового заполнителя.
Изготовление клеевой пленки ВС-10Т.
Клеевая пленка ВС-10Т изготавливается методом многократного полива клея ВС-10Т (5-7раз) на подготовленную поверхность стекла. Равномерность полива обеспечивается специальной линейкой, перемещающейся над стеклом с зазором 0,3 мм. Каждый слой клея сушится в течение 1 часа при t= 18-35ºС . На 3-й слой во время выдержки накладывается стеклосетка А-3(с). Затем наносятся оставшиеся три слоя клея ВС-10Т с окончательной сушкой не менее 8 часов. Пленка используется в течении 1 месяца со дня изготовления при условии хранения в полиэтиленовом пакете при комнатнойtи относительной влажности 30-70%.
Изготовление клеевой пленки можно делать на лакоткани Ф-4д-Э01, закрепленной на рамке 550х1100 мм методом свободного равномерного полива с расходом 140-170 г на 1 слой.
Раскрой, взвешивание стеклоткани и расчет ВФТ.
По размерам чертежа составляется схема и таблица раскроя стеклоткани Т-10 для наружных, внутренних обшивок, промежуточных слоев и усиливающих лент из расчета, что отформованной под вакуумом один слой имеет толщину 0,25-0,27 мм (см. схему).
Схема укладки полотен сткелоткани.
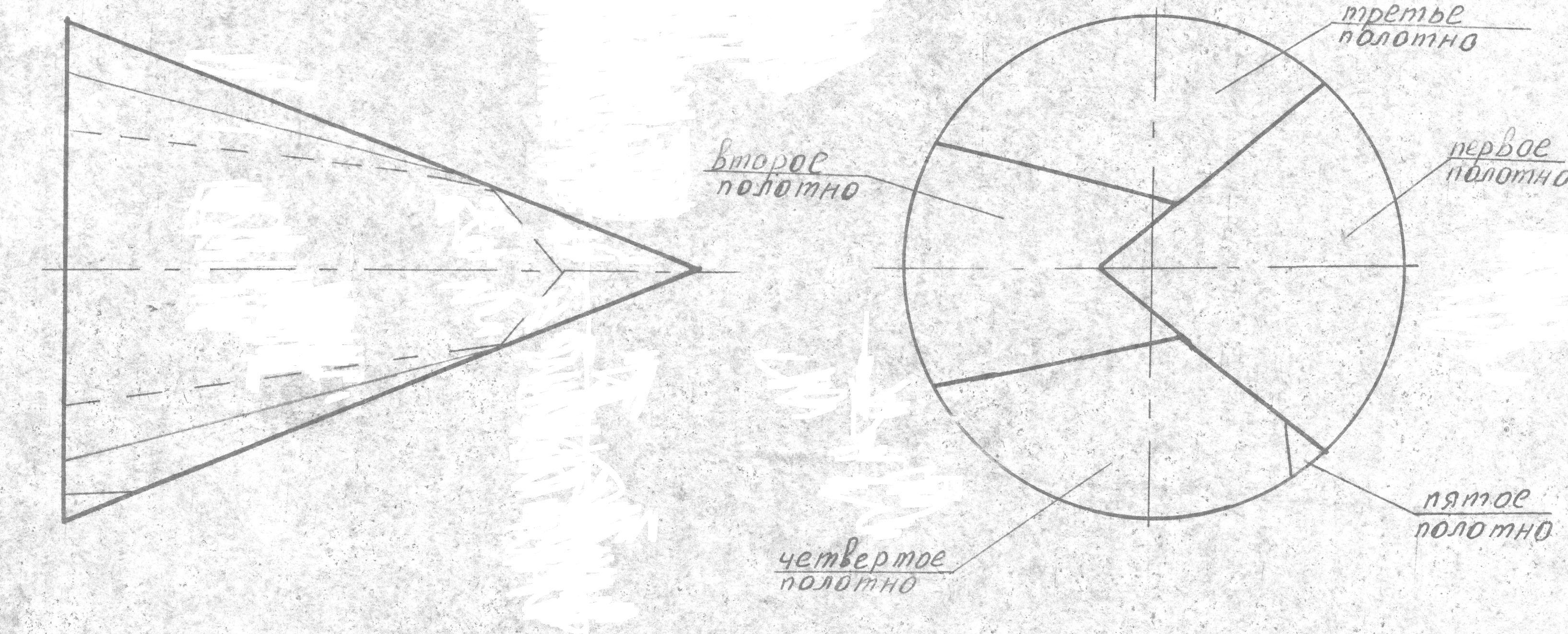
Выкройка первого слоя делается по форме. При этом центральную часть (наибольшую) раскраивают чтобы основа ткани располагалась вдоль образующей. Раскрой последующих слоев стеклоткани производиться на столе по выклейке первого слоя с припуском 20-30 мм.
Каждый слой стеклоткани взвешивается с точностью до 10 г и по этому весу производиться расчет связующего из расчета содержания сухой смолы – 30%:
![]() ,
где:
,
где:
Рсв.;Рст. – вес в граммах; К – концентрация – 30%
Набор слоев стеклоткани, сот, силовых поясов выполняется за 6 – переходов:
1 переход – набор 4-х слоев внутренней обшивки, одного слоя клеевой пленки ВС-10Т, сотового заполнителя, 22 усилений в зоне носика; 22 усилений в зоне торца, формование набранного пакета.
2 переход – набор 5-ти слоев усиления в зоне носика, одного слоя клеевой пленки ВС-10Т и 10 промежуточных слоев, формование набранного пакета.
3 переход – набор второй секции промежуточных 10 слоев, формование пакета.
4 переход – набор 3+22 усиление в зоне носика, одного слоя клеевой пленки ВС-10Т, сотового заполнителя, 22 усиливающих поясов в зоне торца. Формование. Токарная обработка в зоне торца и носика (обрезка по разметке), проточка подсечки в торце.
5 переход – набор 3-х усилений в зоне носика, одного слоя клеевой пленки ВС-10Т и 3-х слоев наружной обшивки, 8 усилений в зоне носика, формование. Токарная обработка по зоне торца и носика, подсечка в зоне торца на Ø 1282 мм. Устранение дефектов с формованием.
6 переход – набор 4-го слоя наружной обшивки, 14 дополнительных поясов по торцу, формование. Токарная обработка подсечки в зоне торца – 1287,2; фаски 3х4; зашкуривание; устранение дефектов с формованием в камере.