

8 Клеи.
Мы рассмотрели одну группу клеев резиновых и теперь рассмотрим другие группы.
Основная функция клея – скрепление между собой элементов конструкции и фиксация их в эксплуатационных условиях, отвечающим конструкторским требованиям. Выполняя эту роль, клеящие материалы позволяют решать многие проблемы, связанные с формированием соединения, упрощают и ускоряют процессы сборки конструкций и создают возможности для конструирования в новых областях техники.
С помощью склеивания возможно (схема):
Области применения.
Соединение
разнородных материалов в различных
сочетаниях Соединение
разнородных материалов образующих
гальванические пары
Соединение
материалов, нагревание которых
недопустимо Склеивание
многослойных конструкций
Приклеивание
усиливающих элементов конструкции
(ребра жесткости) Конструкцион-ное
склеивание силовых элементов Герметизация
соединений и агрегатов Крепление
малопрочных хрупких элементов
Сборка
деталей микроэлектрон-ной аппаратуры Временное
крепление элементов конструкции
соединение разнородных материалов (сочетание металлов, резин, пластиков, волокон, древесины, керамики, стекла и т.д.);
соединение разнородных металлов, образующих (коррозионно-опасные) пары (железо с медью или бронзой);
соединение материалов, нагревание которых недоступно (магниевых материалов, стекла);
склеивание многослойных конструкций (трехслойные конструкции с сотовым заполнителем из алюминиевых сплавов или пенопласта);
приклеивание усиливающих элементов конструкции – элементов жесткости силовых авиационных деталей (обшивок фюзеляжа);
конструкционное склеивание – изготовление силовых конструкций в фюзеляже самолета;
склеивание всевозможных соединений типа цилиндр – цилиндр, каркасных конструкций, соединений вал-ротор, крепление режущих элементов инструмента к державкам;
герметизация соединений и агрегатов – стыки труб, герметизация швов в контейнерах, герметизация крышек;
крепление малопрочных хрупких элементов (электрических, оптических), сборка деталей микроэлектронной аппаратуры;
временное крепление элементов конструкции с последующим демонтажем клеевого соединения по истечении некоторого времени.
Знание преимуществ и недостаткам склеивания поможет принять решение о возможности применения таких соединений в каждом конкретном случае. Иногда желательно сочетать применение клея с каким либо другим способом сборки, например упрочнять кромки клеевого шва заклепками или применить клеесварные соединения.
Преимущества (схема):
Преимущества клеевых соединений.
Способность
соединять самые разно-образные материалы Возможность
изготовления изделий сложной формы Возможность
устранения в зонах соединения пустот,
зазоров Большой
выбор марок клеев и методов их нанесения
Экономичная
и быстрая сборка одновременно нескольких
элементов Высокая
прочность клееной конструкции Равномерное
распределение напряжений по площади
склеивания Возможность
снижения веса конструкции
Равномерная
передача напряжения от одного элемента
к другому Соединение
чувствительных к нагреванию материалов Предотвраще-ние
контактной коррозии Хорошие
герме-тизирующие и электроизоля-ционные
свойс-тва
Способность соединять самые разнообразные материалы, которые могут существенно отличаться по свойствам, модулю упругости и толщине. Склеиванием можно соединять тонкие листовые материалы, тогда как другие методы соединения обычно вызывают их разрушение.
Возможность изготавливать изделия сложной формы, для которых другие способы соединения (сборки) неприемлемы.
Возможность устранения из зоны соединения пустот, зазоров и выступающих частей (крепежные элементы – заклепки, болты).
Многообразие клеев и различные методы их нанесения позволяют приспособить их ко многим производственным процессам.
Возможность экономичной и быстрой сборки конструкции, замены нескольких видов сборки элементов в агрегате единым методом склеивания, осуществления одновременной сборки многих элементов конструкции.
Прочность клеевой конструкции часто выше, а стоимость ниже, чем прочность и стоимость той же конструкции, выполненной альтернативными методами сборки.
Равномерное распределение напряжений по всей площади склеивания. Концентрация напряжений в клеевых соединениях минимальна, а выносливость (усталостная прочность) при соответствующих напряжениях выше. Непрерывность соединения позволяет полностью использовать прочность элементов конструкции.
Применение клеевых соединений вместо заклепок и болтов часто может дать снижение веса конструкции; более равномерное распределение напряжений в элементах конструкции позволяет использовать более легкие материалы.
Деформационная способность многих клеев дает возможность поглощать, перераспределять или более равномерно передавать напряжения от одного элемента конструкции к другому; при этом достигается хорошая акустическая стойкость конструкции.
Возможность соединять чувствительные к нагреванию материалы, деформирующиеся или разрушающиеся при применении сварки или пайки.
Предотвращение или существенное уменьшение контактной коррозии между разнородными материалами.
Хорошие герметизирующие и электроизоляционные свойства клеев. Клеи могут служить герметизирующим барьером, предотвращающим воздействие влаги и химических реагентов. Во многих случаях слой клея является тепло-, звуко- и электроизолятором.
Недостатки (схема смотри следующую страницу):
Недостатки технологии склеивания.
Сложность
процес-са: подготовка по-верхности;
чистота, t, давление, влаж-ность в течение
длительного вре-мени; применение
приспособления. Невозможность
сразу получить оптимальную прочность
соединения Трудность
обеспечения требуемого уровня контроля
качества клеевого соединения Тщательное
проектирование клеевого соединения
Недостаточная
теплостойкость, ограничивающая область
применения Трудности
демонтажа конструкции при необходи-мости
ремонта Пожароопасность
Токсичность Неизвестная
величина долговечности клеевых
соединений
Процесс склеивания может оказаться сложным из-за необходимости осуществлять предварительную подготовку поверхности склеиваемых элементов и сохранять их в чистоте, приготавливать и наносить клей на склеиваемые поверхности, поддерживать определенную температуру, давление и влажность в процессе склеивания вследствие относительно длительного времени отверждения клея (обеспечение длительного нагрева и приложения давления); применения различных приспособлений и оборудования.
Невозможно сразу же получить оптимальную прочность соединения, как это, например, можно сделать при сварке.
Часто очень трудно обеспечить требуемый уровень контроля качества клеевых соединений.
Необходимо весьма тщательно спроектировать клеевое соединение, устранить воздействие на него отдирающих нагрузок, нагрузок возникающих в результате различия в коэффициентах термического расширения склеиваемых элементов.
Недостаточная теплостойкость клеев ограничивают область применения клееных конструкций до определенных эксплуатационных температур. Керамические клеи недостаточно стойки к тепловому или механическому удару.
Трудности демонтажа клееных конструкций при необходимости их ремонта.
Риск при сборке конструкции, связанный с возможностью возникновения пожара или проявления токсичности – характерная черта многих клеев, содержащих в своем составе растворитель.
Тенденция к ползучести под постоянной нагрузкой, характерная для термопластичных клеев; низкая прочность на отдир, присущая многим термореактивным клеям; часто неизвестная величина долговечности клеевых соединений в условиях воздействия жестких эксплутационных факторов.
В случае, если решение о сборке конструкции с применением клеев принято, оптимальные результаты будут достигнуты только при условии тщательной проработки каждой стадии технологического процесса склеивания. Склеивание включает в себя следующие взаимосвязанные основные этапы (схема):
Этапы склеивания.
Проектирование соединения
специально под склеивание Выбор клея согласно
эксплутационных требований Выбор
оптимального метода подготовки
поверхности
Выбор
пакета операций от нанесения клея до
его отверждения Контроль
качества Определение объема испытаний
образцов- -свидетелей
Проектирование соединения специально под склеивание. Характерной и обычно совершаемой на этом этапе работы ошибкой является то, что выбор клея отодвигается до полного завершения проектирования клеевого соединения. В результате этого конструкция соединения может оказаться непригодной для склеивания, так как склеиваемые элементы не смогут выдержать воздействие факторов, сопутствующих склеиванию, или установленные допуски на сопрягаемые элементы не позволяют клею проникнуть в соединяемый шов. Определение величины и типа действующего в соединении напряжения и сравнение его с требуемой прочностью будут способствовать более правильному выбору клея.
Выбор клея и клеев. На этом этапе необходимо рассмотреть эксплуатационные требования, представляемые к клеевому соединению и накопленный опыт работы с выбираемыми клеями. Конструкция соединения, материала и выбранный клей должны соответствовать друг другу.
Выбор оптимального метода подготовки поверхности.
Изготовление клееных конструкций включает операции от нанесения клея до его отверждения в контролируемых условиях.
Контроль качества и определения объема испытаний образцов-свидетелей для гарантированного обеспечения надежности достижения требуемых характеристик в клеевом соединении.
Знание состава адгезива (связующего клеевого состава) и субстракта (склеиваемого материала) позволяет прогнозировать возможность применения тех или иных клеев для конкретного материала.
Оценка адгезионной способности полимерных связующих к различным материалам проводится в справочных материалах: как отсутствие адгезии; низкая адгезия; удовлетворительная; хорошая; отличная адгезия.
Элементы конструкции, сборка которых осуществляется склеиванием, должны быть специально спроектированы. Без предварительного анализа нагрузок и напряжений, которые будут действовать в процессе эксплуатации, нельзя, например склеить соединение, первоначально спроектированное под сварку или клепку. Необходимо хорошо продумать возможность применения средств обеспечивающих прижатие склеиваемых элементов друг к другу в процессе отверждения клея.
Конструкция клеевого соединения обуславливаются двумя главными факторами:
Направление действия всех приложенных нагрузок и сил, которое соединение должно выдерживать в процессе эксплуатации;
Трудоемкостью, которая должна быть затрачена на формирование соединения.
Клеевое соединение должно быть сконструировано таким образом, чтобы большая часть действующей на него нагрузки трансформировалась в клеевом шве в напряжения сдвига.
При нагружении на сдвигнапряжение равномерно распределяется по всей площади склеивания. Это позволяет использовать площадь склеивания наилучшим образом, получая экономичное соединение с максимальной стойкостью к разрушению.
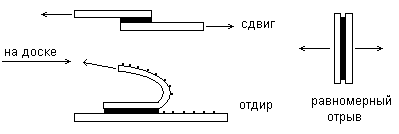
Несущая способность соединений, нагруженных на равномерный отрыв или сдвиг, близка. Если приложенная нагрузка отклоняется от заданного направления, то равномерное распределение напряжений обязательно нарушится и соединение будет иметь большую склонность к разрушению. Для соединений такого типа очень важно, чтобы склеиваемые элементы имели большую толщину и под действием нагрузки не подвергались заметному прогибу.
Для того, чтобы имел место такой вид нагружения как отдир, один из склеиваемых элементов (или оба) должны быть гибкими. Эффект отдира выражается в том, что в слое клея возникает очень высокая концентрация напряжений. Если клеевое соединение не будет иметь достаточную ширину или нагрузка не будет достаточно малой, оно будет разрушаться.
В задачи конструирования клеевого соединения входят тип соединения и его конструктивное оформление, подбор марки клея, расчет размеров рабочего сечения шва и величины зазора, назначение чистоты обработки поверхности.
Правильное решение этих вопросов возможно если известны назначение клеевой конструкции, условия работы (диапазон и характер изменения рабочих температур, требуемая прочность, характер нагрузки, влажность).
Толщина клеевой пленки оказывает существенное влияние на прочность соединения. При уменьшении толщины прочности возрастает, но до определенного предела. Оптимальная величина технологического зазора – 0,05-0,15 мм.
В настоящее время в мире выпускается около 1200 марок клеев. В большинстве своем они имеют сложную рецептуру, поэтому правильно было бы говорить о композиции. Её функциональными составляющими являются:
основа клея (связующее);
растворитель;
компоненты, обеспечивающие необходимые технологические свойства;
компоненты, влияющие на физико-механические свойства.
Не обязательно присутствие в рецептуре всех этих составляющих.
Для отверждения некоторых клеев необходимо только изменение внешних условий (снижение температуры, изоляция от контакта с воздухом, механическое воздействие, приводящие к механодеструкции и последующему поперечному сшиванию макромолекул и т.д.).
Для склеивания некоторых пластмасс используют растворители, которые способны растворять тонкий слой основного материала и обеспечивать после приложения нагрузки в течении определенного времени получение соединения.
Классификация клеев по их назначению.
Для
сотовых конструкций БФ-2; БФ-4; ВК-3; ВК-17;
ВК-25; ВК-36; ВК-32-200 Для
клеевар-ных соедине-ний ВК-1МС; КЛН-1;
К-4С Конструкционные
клеи для склеивания металлов и
неметаллических материалов – с
теплостойкостью до +80ºС: БФ-2; БФ-4; МПФ-1;
К-153; ВК-32-ЭМ; Л-4; ПУ-2; ВК-5 – с
теплостойкостью до +150ºС: ВК-1; ВК-1М ВК-9;
ВК-17 – с
теплостойкостью до +200-350ºС: ВК-3; ВК-4;
ВК-2; ВК-8; ВК-13; ВК-13М; ВК-15
Для
склеивания древесины, стекло-текстолитов,
пено-пластов и др. пори-стых немет.
матер. ВИАМ-Б3;К-17;Л-4 ВИАМ-Ф9;ФР-12 Для
склеивания органического стекла и
приклеи-вания к нему дру-гих материалов
В31-Ф9; ВК-14 ВС-10ТМ; ПУ-2 Для
приклейки теплозвукоизо-ляциионных
ма-териалов тканей и отделочных
материалов Клеи
резиновые Кр6-18; 4Нбув; 4508;
23-СА; Кр5-18;
ВКР-15 лейконат; 88НП ВКР-7; ВКР-8; 51-К-44-1 и
др.
По преимуществу применения клеев их можно объединить в несколько групп (смотри схему выше):
Конструкционные клеи для склеивания металлов и неметаллических материалов с теплостойкостью до +80ºC: БФ-2; БФ-4; МПФ-1; К-153; ВК-32-ЭМ; Л-4 (холодное отверждение); ПУ-2 ( холодного и горячего отверждения); ВК-5; клей карбинольный с теплостойкостью до +150ºС ВК-1; ВК-1М; ВК-9; ВК-17; с теплостойкостью до +200-350ºС ВК-32-200; ВК-3; ВК-4; ВК-13; ВК-13М; ВС-10Т; ВС-350; ВК-16; ВК-8; ВК-15; ВК-2.
Для клееварных соединений ВК-1МС; КЛН-1; К-4С.
Клеи для сотовых конструкций ВК-3; ВК-17; БФ-2; ВК32-200; БФ-4.
Клеи для склеивания древесины, стеклотекстолитов, пенопластов и других пористых неметаллических материалов ВИАМ-Б3; ВИАМ-Ф9; ФР-12; К-17.
Клеи для склеивания органического стекла и приклеивания к нему других материалов В31-Ф9; ВС-10ТМ; ВК-14; ПУ-2, ВК-25С.
Клеи для приклеивания теплоизоляционных материалов, тканей и декоративно – отделочных материалов к металлам и неметаллическим материалам ВК-32-2; ВК-11; ПУ-2М; ПК-10; ХВК-2А; ВКТ-2; ВКТ-3; ВК-15М; АК-20
Клеи резиновые (рассмотрены ранее в разделе резины).