

ЛекцияАИУС2011
.pdf31
ториальный уровень, а также мелко отраслевые и отраслевые АСУ.
2.5. Виды обеспечения АСУ (техническое, информационное, алгоритмическое и программное)
В современной АСУ выделяют следующие компоненты, обеспечивающие ее функционирование: техническое, информационное, алгоритмическое и программное.
Под техническим обеспечением АСУ понимается комплекс технических средств (КТС), обеспечивающий эффективное функционирование АСУ. КТС – это совокупность взаимосвязанных единым управлением технических устройств вычислительной техники
иоргтехники. Основной задачей разработки технического обеспечения является выбор соответствующей конфигурации технических средств, обеспечивающих не только функционирование АСУ, но и ее дальнейшее развитие.
Информационное обеспечение АСУ представляет собой совокупность средств
иметодов создания и ведения информационной базы и подразделения на внемашинное и внутримашинное.
Внемашинное информационное обеспечение включает в себя методы анализа информации (оценка качественных и количественных характеристик), систему классификации и кодирования информации (представление в пригодном для обработки на ЭВМ виде и обеспечение информационной совместимости), методические и инструктивные материалы.
Внутримашинное информационное обеспечение включает базу данных (совокупность взаимосвязанных данных, используемых одним или несколькими пользователями и хранящихся с регулируемой избыточностью), систему управления базой данных (программное обеспечение для организации, накопления, ведения и доступа к данным), информационную технологию (совокупность методов и средств, регламентирующих и стандартизирующих процессы хранения и обработки данных), администрацию базы данных (персонал, обеспечивающий работоспособность базы данных).
Под программным обеспечением АСУ понимается совокупность программ и программных средств для реализации всего комплекса задач автоматизированного управления на базе применения средств вычислительной техники. Структура программного обеспечения представлена ниже.

32 Программное обеспечение АСУП
Операционн ые системы
Управляющая часть
Обрабатываю щая часть
Пакеты прикладных программ
Проблемноориентированные пакеты Методноориентированные пакеты
Пакеты общего назначения
Технология |
программирования |
Языки программирования
Методы программирования
Средства отладки и диагностики
Средства сопровождения
Операционные системы (ОС) предназначены для организации вычислительного процесса. Управляющая часть обеспечивает решение задач в пакетном режиме и реальном времени, в режиме с разделением времени и мультипрограммном. Обрабатывающая часть ОС должна выполнять трансляцию с различных языков программирования, редактирование и объединение программных модулей, генерацию требуемой конфигурации вычислительной системы.
Пакеты прикладных программ (ППП) представляют собой комплекс программных средств и документов, предназначенных для реализации функционально завершенного алгоритма обработки данных и обеспечивающего автоматизацию разработки рабочих программ, автоматическое управление прохождения задач. (добавить алгоритмическое Стефании стр. 62) По функциям и назначению выделяют проблемноориентированные ППП, предназначенные для обработки данных в рамках определенной функции управления; методно-ориентированные ППП, ориентированные на решение задач, основанных на общности используемой математической модели, и пакеты общего назначения, расширяющие возможности ОС.
Технология программирования включает методологию создания программного обеспечения и предназначена для унификации и стандартизации.
2.6. Общие вопросы создания ГПС. Уровни гибкости. Принципы групповой технологии и задачи группировки.
Наиболее перспективным направлением интенсификации производств является переход от использования отдельных единиц автоматизированного оборудования к автоматическим линиям, участкам, цехам и заводам, функционирующим в условиях «безлюдной» технологии .Поэтому одной из важнейших задач является создание гибких производственных систем (ГПС).
Рассмотрим некоторые общие вопросы ГПС на примере производства изделий электронной техники (ИЭТ).
Гибкость современного производства ИЭТ позволяет, во-первых, быстро перестраивать оборудование и технологию на выпуск новой продукции, во-вторых, опера-
33
тивно управлять особо ответственными и трудноконтролируемыми технологическими процессами.
Гибкая производственная система – высшая форма автоматизации. В общем случае она состоит из исполнительной системы и системы управления.
Имеется три формы гибкого автоматизированного производства:
1.Мелкосерийное и серийное с неопределенной, постоянно меняющейся номенклатурой изделий;
2.серийное с относительно постоянной номенклатурой, где необходимость переналадок с одного вида на другие виды диктуется лишь недостаточным объемом производства каждого вида;
3.массовое, с постоянной номенклатурой, где перенастройка на другие виды
изделий осуществляется редко, по предварительно намеченному плану. Одним из самых сложных понятий среди общих вопросов создания автоматизи-
рованного производства является гибкость. В результате обобщения опыта по созданию ГПС выделено несколько категорий гибкости:
1.Групповая гибкость характеризуется размером группы деталей, изготовляемых в ГПС, и определяется гибкостью обрабатывающих комплексов оборудования (оснастки, промышленных роботов), связанной с разнообразием программ, диапазоном силовых возможностей, универсальностью роботов и т.д.
2.Техническая гибкость – быстрота переналадки оборудования в случае перехода на выпуск очередного типа изделия в пределах установленной группы или при изменениях технологического процесса обработки.
3.Технологичекая гибкость характеризуется трудоемкостью перестройки ГПС при переходе на выпуск изделий нового типа. Эта составляющая определяется уровнем автоматизации технологической подготовки проектирования.
4.Структурная гибкость определяет возможность поэтапного ввода в эксплуатацию, а также способность к расширению функций ГПС за счет ввода в действие новых модулей и компонентов (Все var нужно заменять).
5.Надежностная гибкость определяет способность ГПС сохранять полную или частичную работоспособность при выходе из строя отдельных элементов (нужно использовать контроль и диагностику).
Возможна и более обобщенная классификация гибкости: а) технологическая; б) гибкость перестройки оборудования на новое изделие.
Основой ГПС является групповое производство, экономико-организационной
базой которого является предметная специализация участков и цехов, а технологической базой – унифицированная групповая форма организации технологических процессов.
Предприятие группового производства имеет ряд производственных подраз-
делений, состоящих из специализированных цехов, участков линий и рабочих мест. Цех группового производства специализирован на изготовлении изделий с
применением однотипного оборудования. Например, в производстве электровакуумных приборов цех обработки тугоплавких металлов предназначен для изготовления проволоки диаметром от 3 мм до 8 мкм. Для получения такой проволоки осуществляется ряд операций, обязательных для выполнения всего технологического цикла. Это ковка и волочение, причем каждая из указанных операций совершается многократно до тех, пор, пока не будет получен требуемый размер прутка или проволоки. В зависимости от материала и возможной степени его обжатия на каждом переходе операции используется последовательно все оборудование участка или же какие-либо переходы пропус-
34
каются.
Участок группового производства представляет собой совокупность оборудования, предназначенного для совместного изготовления групп изделий на специализированных рабочих местах при групповой форме организации технологических процессов.
Примером участка группового производства может быть автоматический участок производства резисторов. (Типа МЛТ-0,5 Вт - см. следующий рис.)
10
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Servers
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Workstations |
|
Гибкий автоматический участок реализует групповую технологию и позволяет на одном и том же оборудовании с минимальной переналадкой выпускать изделия, отличающиеся элементами конструкций (различными токопроводящими материалами, количеством витков нарезки с различным шагом, маркировкой), а также элементами технологии изготовления (режимами процесса металлизации, статистическим контролем, режимами тренировки).
Управление участком осуществляется управляющим вычислительным комплексом (10) двухуровневого типа.
Нижний уровень управления участком включает (20) локальных систем управления (СУ). Каждый тип локальной системы соответствует требованиям управления основными операциями технологических процессов:
-металлизации – контроля – термообработки;
-лазерной нарезки;
-окраски – упаковки.
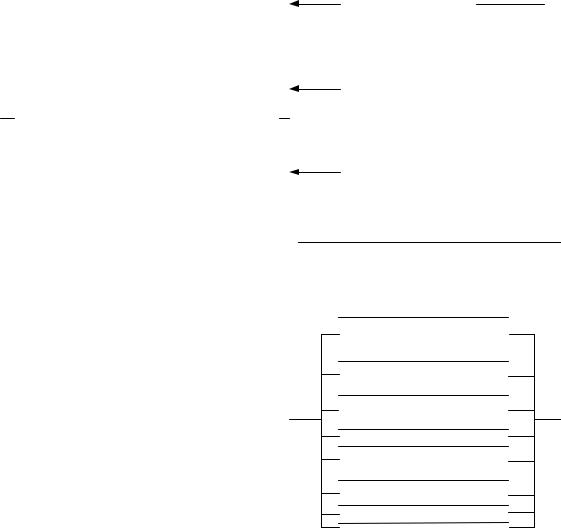
Функции локальных систем управления (СУ) наглядно иллюстрируются на примере операций металлизации – контроля – термообработки (см. рис)
35
Оборудование Металлизация -контроль-термообработка
Функции локальной системы управления
(Нижний уровень)
1. Управление шлюзами и транспортирующими механизмами.
2.Вывод установки на заданный режим.
3.Контроль и стабилизация вакуума. 
4.Управление процессом по току и времени.
5.Проведение металлизации с заданными параметрами.
6.Расчет параметров последующей металлизации по результатам предыдущей.
7.Контроль получаемых заготовок по R и К адг.
8.Учет выпуска изделий.
9.Диагностика неисправностей.
10.Реализация сервисных подпрограмм.
11.Ручной и автоматический ввод данных.
12.Связь с системой верхнего уровня.
1. номинал |
Получение |
|
|
2. количество |
задания |
Адрес |
|
оборудования в |
|
системе |
|
1.номинал
2.кол-во годных
3.кол-во брака
Останов: Аварийный или по завершению задания
Диагностика неисправностей (по видам)
1. Неисправность вакуумной системы
2.Неисправность
магнетрона
3.Неисправность пере- устройств
4.Сбой
5.Неисправность устройств контроля
6.Неисправность печи
7. Нет воды 8. Установка в наладке
Согласование ЭВМ с каналом передачи данных
Обобщенно функции нижнего уровня управления сводятся к следующему:
-прием задания;
-управление работой технологического оборудования;
-выдача результатов работы;
-диагностика неисправности.
Каждая из систем обеспечивает связь с верхним уровнем управления через универсальный канал связи (см. стр. 8).
Функции верхнего уровня управления состоят в следующем: - планирование; распределение загрузки технологического оборудования;
-оперативный контроль за ходом технологического процесса;
-хранений, обработка и выдача информации.
Структурная схема системы управления участком представлена ниже (рис. На стр.9) Локальные системы управления (СУ) построены на базе микро ЭВМ. ЭВМ ло-
36
кальных СУ оборудованием и ведущая ЭВМ объединены в единый многомашинный комплекс посредством универсального двунаправленного параллельного канала.
Плановое задание вводится в ЭВМ в режиме диалога. При этом ЭВМ выдает на дисплее последовательно необходимые номиналы изделий (резисторов), а оператор задает их количество. Далее вводится производительность линий. После этого ведущая ЭВМ автоматически распределяет задания по линиям и по видам оборудования.
При включении оборудования оно выдает в канал связи свой адрес в системе, который воспринимает ведущая ЭВМ, как сообщение о готовности к работе и автоматически выдает соответствующее задание:
на металлизацию (сопротивление заготовок, количество порций); на автоматы нарезки (нарезаемый номинал); на автоматы упаковки.
После получения задания оборудование работает автономно от локальных ЭВМ. Ведущая ЭВМ с целью контроля качества изделий осуществляет периодический опрос оборудования (с периодичностью 20 – 60 с) с целью получения оперативных данных о ходе технологического процесса, которые отображаются на дисплее и запоминаются нарастающим итогом по каждому номиналу.
Контроль качества осуществляется на основе автоматизированных средств контроля по процедурам статистического контроля.
Воснове процедур контроля и управления качеством использованы автоматическое измерение и статистическая оценка таких физических параметров резистора, как разброс по номинальной величине, температурное влияние на величину сопротивления, коэффициент нелинейности и др.
Непрерывный статистический контроль этих параметров в ходе технологического процесса, характеризующих качество резисторов позволяет не только следить за воспроизводимостью заданных параметров, но и регулировать, если это необходимо, технологический процесс.
Вслучае сбоя в локальной системе и потерь количества выпускаемых изделий ведущая ЭВМ восстанавливает состояние счетчиков по результатам последнего опроса.
Во время работы оборудование может быть остановлено оператором из-за неисправности. При этом плановое задание автоматически перераспределяется между действующим оборудованием, а локальная система управления (СУ) соответствующим оборудованием передает ведущей ЭВМ сообщение о характере неисправностей. Эти неисправности запоминаются ведущей ЭВМ и используются для расчета времени простоев оборудования.
При остановке всего этого процесса (например, на ночь) все текущие данные запоминаются и печатаются в сводке за день. На следующий день процесс продолжается. При завершении выполнения планового задания печатается документ, где обычно указывается:
-процент выполнения плана по номиналам и операциям;
-выход годных;
-простои по видам неисправностей по каждой из линий.
37 Автоматизированная система управления производством «HP»
Управление |
Управление |
Управление |
|
учетом |
|||
сбытом |
производством |
||
материалов |
|||
|
|
Управление |
Управление |
Производства |
|
расходами |
|||
закупками |
«Джаст-ин-тайм» |
||
производства |
|||
|
|
||
|
Бухгалтерский |
Управление |
|
|
техническим |
||
|
учет |
||
|
обслуживанием |
||
|
|
Бизнес отчет |
Составление |
|
бюджета |
||
|
2.7 ПРИМЕР системы «КАСКАД» 1.1.
SCADA-система «КАСКАД» представляет собой мощный инструмент для наблюдения, анализа и управления процессами в системах автоматизации в различных областях промышленности. Она имеет в своем распоряжении все необходимые инструменты, присущие современным пакетам данного класса, и уникальные особенности. Применяется в составе различных про- граммно-технических комплексов (ПТК) в автоматизированных системах управления технологическими процессами (АСУТП), автоматизированных системах оперативного диспетчерского управления (АСОДУ), автоматизированных системах контроля и учета энергетики (АСКУЭ) и других системах промышленной автоматизации. SCADA-система «КАСКАД» является комплексом 32-разрядных приложений, предназначенных для функционирования в среде операци-
онных систем семейства Windows: Windows NT, Windows 2000, Windows XP (рекомендуется Windows 2000 Professional или Windows XP).

38
Состав SCADA-системы «КАСКАД»
В состав SCADA-системы «КАСКАД» входят следующие функциональные модули:
конфигурационные модули:
•конфигуратор
•модуль настройки прав пользователя
•модуль настройки сервера доступа к данным
•модуль настройки паспортов
•модуль настройки регистрации технологических параметров серверные модули:
•сервер доступа к данным (СДД)
клиентские модули:
•диалоговая среда контроля и управления (модуль визуализации)
•модуль просмотра истории технологического процесса
•модуль формирования отчетной документации
•модуль звуковой сигнализации
•модуль просмотра и настройки архива событий
39
Эти компоненты могут применяться как в составе всего комплекса, так и по отдельности.
Конфигуратор
С помощью конфигуратора решаются задачи по настройке параметрической части проекта. Кроме этого, он предоставляет сервис по запуску исполнительных модулей SCADA-системы «КАСКАД».
Задачи, решаемые с помощью конфигуратора:
•создание или открытие проекта;
•редактирование названия и описания проекта;
•настройка механизмов сетевого взаимодействия;
•запуск конфигурационных модулей;
•запуск сервера доступа к данным;
•запуск клиентских модулей.
Модуль настройки прав пользователя
Подсистема администрирования (ПА) предназначена для ограничения доступа пользователей к различным ресурсам SCADA-системы «КАСКАД». Управление подсистемой осуществляется программой «Конфигуратор подсистемы администрирования» (КПА).
КПА позволяет:
1)регистрировать и удалять приложения, доступ к функциям которых нужно разрешить или запретить;
2)регистрировать пользователей SCADA-системы «КАСКАД»: добавлять и удалять пользователей, объединять пользователей в группы для удобства администрирования, добавлять и удалять группы, настраивать свойства пользователей;
3)настраивать права на доступ пользователей к ресурсам системы с возможностью назначать или запрещать следующие права:
•на различные действия пользователя в системе;
•на доступ пользователя к системе в определенное время;
•на доступ пользователя к системе с разных рабочих станций;
•на доступ пользователя к технологическим параметрам (паспортам) по записи и по чтению.
Модуль настройки сервера доступа к данным
Модуль настройки сервера доступа к данным предназначен для настройки тегов для опроса данных с различных устройств, с помощью модулей доступа к данным, разработанных для этих устройств или модуля доступа к OPC-серверам устройств.
40
Основные характеристики:
• большой выбор готовых интерфейсных модулей для доступа к устройствам сбора информации (микроконтроллерам и различным УСО);
открытый интерфейс для создания собственных модулей доступа к устройствам сбора информации и модулей расширения сервера;
возможность настройки запуска сервера доступа к данным как службы
Windows;
возможность автоматического создания устройств и тегов;
возможность опроса и контроля данных со всех подключенных устройств.
Модуль настройки паспортов
Модуль настройки паспортов предназначен для настройки паспортов различных типов для опроса (через обращение к тегам) и обработки данных с различных устройств.
Основные характеристики:
•возможность автоматического создания первичных паспортов (аналоговых и дискретных параметров) на основе выбранных тегов;
•возможность настройки паспортов дискретного управления, корректируемых паспортов для 17 типов коррекции, паспортов мультиплексоров, сумматоров, умножителей, условий, формул и функций на основе первичных паспортов;
•возможность экспорта описаний паспортов в файл формата Microsoft Excel.
Модуль настройки регистрации технологических параметров
Модуль настройки регистрации технологических параметров предназначен для настройки регистрации значений заданных технологических параметров в различные базы данных под управлением SQL-сервера InterBase/Firebird.
Основные характеристики:
•возможность работы с несколькими базами данных, расположенными на различных серверных станциях;
•возможность создания баз данных регистрации оперативных и исторических состояний (для устройств, имеющих внутренний архив);
•возможность записи в БД по апертуре (только при изменениях значений параметров);
•возможность ограничивать БД по времени хранения записанных данных;
•возможность дублирования баз данных с помощью создания «теневой БД»;
•возможность создания резервных копий БД для последующего восстановления БД.
Сервер доступа к данным
Сервер доступа к данным (СДД) – серверное приложение, предоставляющее централизованный механизм создания единого массива технологических парамет-