

ЛекцияАИУС2011
.pdf5.Рис
ЭВМ планирования и програм- ЭВМ снабженческой мирования на длительный срок
деятельности и поставки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭВМ |
ЭВМ |
|
ЭВМ |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
оператив- |
оператив- |
оператив- |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ного |
ного |
|
ного |
|
||
ЭВМ анализа |
|
|
|
|
|
|
|
|
ЭВМ оперативного |
|
програм- |
програм- |
|
програм- |
|||||||||||||||
|
|
|
|
|
|
|
|
|
мирования |
мирования |
мирования |
||||||||||||||||||
качества |
|
|
|
|
|
|
|
|
программирования |
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
и контроля |
и контроля |
и контроля |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и контроля |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
производстпроизводстпроизводст- |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
производства |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ва |
ва |
|
ва |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
ЭВМ |
|
ЭВМ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Волочиль- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
ЭВМ |
|
ЭВМ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
супервизор |
супервизор |
|
|
|
|
|
|
|
|
|
|
|
|
|
ный стан |
||||||||||||
прямого |
прямого |
|
|
ного |
|
ного |
|
|
|
|
|
|
|
|
ЭВМ |
|
|
|
|
|
|
|
|||||||
управления |
управления |
управления |
управления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
ЭВМ |
ЭВМ |
СПУП |
ЭВМ |
|
|
|
|
|
||||||||||||||||||||
процессом |
процессом |
процессом |
процессом |
|
|
|
|
|
|
||||||||||||||||||||
|
ПУП |
ПУП |
|
ПУП |
|
|
|
|
Листовой |
||||||||||||||||||||
(ПУП) |
(ПУП) |
|
|
(СПУП) |
|
(СПУП) |
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стан |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сортовой |
Сортовой |
Крупно- |
Средне- |
||||
Подго- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стан |
стан |
стержне- |
стержне- |
||||||
Выплав- |
Выплав- |
Непрерыв- |
|
Обжим- |
Листопро- |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
товка |
ка |
ка |
|
ная |
|
|
ной |
катный |
горячей |
холодной |
вой стан |
вой стан |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
руды |
чугуна |
стали |
разливка |
|
|
стан |
стан |
прокатки |
прокатки |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
Технологический поток
11
12
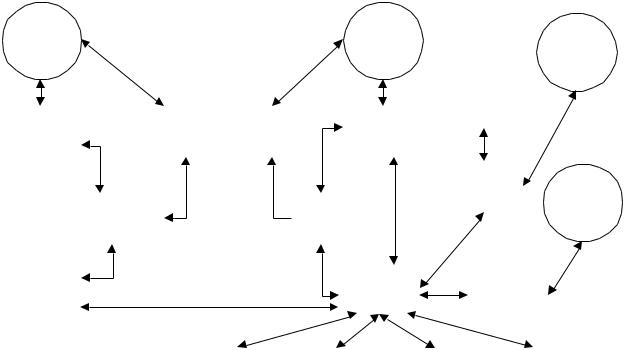
Все заявки потребителей вводятся с терминалов в вычислительную систему комбината, которая осуществляет обработку всех экономических данных, включая и торговые. В зависимости от технических характеристик выпускаемой продукции, от степени загрузки производственных мощностей разных металлургических заводов комбината, их расстояния от потребителей соответствующая заявка передается определенному заводу. Там она принимается ЭВМ для краткосрочного и долгосрочного планирования и записывается в массив плана выпуска каждого сорта изделий: лист, брус, профиль, заготовка и т.п. Затем рассчитываются оптимальная производственная партия и программы работы каждого участка завода с учетом существующих заделов; эта ЭВМ на основе полученных с участков отчетов периодически выдает производственные отчеты на уровне комбината.
Через каждые 2-3 дня откорректированные краткосрочные программы передаются вычислительным системам оперативного программирования на уровне производственных участков или основного технологического оборудования. Эти ЭВМ вырабатывают управляющие воздействия, которые передаются оборудованию при помощи ЭВМ или операторов-технологов. Так, ЭВМ оперативного программирования и контроля продукции обжимного и листопрокатного станов получает и запоминает краткосрочный производственный план и оперативные данные о технических характеристиках выпускаемых сталеплавильным цехом болванок; проверяет соответствие этих данных требуемым и в случае их несоответствия принимает решение об использовании этих болванок для удовлетворения других заявок, отличных от первоначальных; вырабатывает управляющие воздействия для обработки этих болванок в соответствии с требованиями новых заявок и сообщает ЭВМ верхнего иерархического уровня об этом, а также о необходимости перепрограммирования производства болванок в соответствии с требованиями первоначальных заявок.
Сигналы о характере предстоящего воздействия на изделия, выработанные ЭВМ оперативного программирования, передаются для подсистемы, управляющей прокатным станом, так и человеку-оператору при помощи терминалов. ЭВМ прямого цифрового управления прокатным станом обеспечивает автоматическую установку клетей, оптимальное распределение нагрузки между последовательными клетями и т.д. Применением соответствующих математических моделей процесса удается улучшить точность прокатки, а также качество выпускаемых изделий и производительность прокатного стана.
ЭВМ прямого цифрового управления конверторами обеспечивают расчет на основе статических моделей их оптимальной загрузки сырьем, автоматическое регулирование температуры и содержания углерода, оптимизацию рецептур присадок и др.
1.1.2 АСУ в нефтяной и химической промышленности
На создание АСУ в нефтяной и химической промышленности оказывает влияние специфика этих процессов. Большинство химических установок можно рассматривать как множество подсистем, взаимосвязанных материальными потоками. Эти подсистемы можно разделить на две группы: 1) подсистемы, в которых происходят, как правило, экзотермические процессы преобразования сырья и которые характеризуются специфическими для данной технологии физико-химическими операциями; 2) накопительные подсистемы: в которых имеет место накопление на некоторое время, промежуточных и конечных продуктов. Материальные и тепловые балансы химических процессов оказывают большое влияние на выбор методов их моделирования и управления. Анализ по-
13
казывает, что более целесообразным является двухуровневое описание процессов: на верхнем уровне – глобальной динамической моделью материального баланса всего производства, а на нижнем уровне – детальный моделью процессов, происходящих в каждой подсистеме, с учетом ограничений, наложенных глобальной моделью на каждый подпроцесс. В связи с этим предусматривается трехуровневое управление: глобальная оптимизация, локальная оптимизация и прямое цифровое управление объектом.
Рассмотрим АСУ процесса первичной перегонки нефти. Технологическое оборудование процесса состоит из нагревателя и теплообменника, осуществляющих подогрев нефти до определенной температуры, а также перегонных колонн. Первая перегонная колонна работает при атмосферном давлении, в то время как последующие (одна или две) колонны работают при пониженном давлении (вакууме).
Основные возмущения, воздействующие на перегонную установку нефти, вызваны изменением качественных и количественных характеристик получаемого продукта, изменением качества сырья, рабочих условий нагревателя и теплообменника. Управление процессом первичной перегонки нефти осуществляется на основе использования математической модели с прогнозированием, в которой учитываются текущее состояние процесса, целевая функция оптимизации, свойственные процессу ограничения, характеристики конечных продуктов и другие возмущения, воздействующие на процесс в данный момент.
Такая система требует применения соответствующих анализаторов (датчиков плотности нефти и вязкости конечных продуктов, газовых хроматографов, анализаторов кислорода и др.).
Рассмотрим крекинг нефтяных продуктов. Это непрерывный процесс преобразования составляющих с большой молекулярной массой и высокой температурой кипения, полученных в результате первичной перегонки нефти, в нефтяные продукты с малой молекулярной массой и низкой температурой кипения (например, в бензин). При этом химическая реакция идет в присутствии катализатора. В установку входит крекингреактор, к которому подаются нефтяные продукты, полученные в результате первичной перегонки нефти, рециркуляционные нефтяные продукты из низовых укрепляющих колонн и катализатор. Основное возмущение, воздействующее на процесс, связано с изменением физических и химических свойств первичных нефтяных продуктов, поступающих в реактор. АСУ предназначена для максимализации производства бензина при наличии возмущений и постоянной подачи первичных нефтяных продуктов. На основе соответствующей математической модели определяются требуемые значения независимых управляемых переменных процесса (расход исходных нефтяных продуктов, кислорода) с учетом заданных ограничений.
С помощью измеряемых параметров процесса ЭВМ подсчитывает значения косвенных параметров (скорости образования и воспламенения остатков, циркуляционную скорость катализатора и другие данные). Для управления нефтеперегонным заводом «Элф де Грандпюи» (Франция) мощностью 5,1 млн. т, расположенным на площади в 200 га, применяется АСУ, обеспечивающая контроль 1800 параметров и регулирование 340 параметров (рис.6). В качестве регулирующих устройств используются 56 микропроцессорных регуляторов типа ТДС 200, каждый из которых предназначен для управления восьмью переменными. Предусмотрено также резервирование с помощью аналоговых устройств 64 контуров, обслуживаемых микропроцессорными регуляторами. Распределение аналоговых регуляторов по контурам регулирования с резервированием осуществляется в зависимости от ожидаемых повреждений.
|
|
|
14 |
|
|
Западная |
|
|
Восточная |
Хранение |
|
|
|
|
|
|
|
зона |
|
|
|
зона |
готовой |
|
|
|
|
|
|
|
|
|
|
|
продукции |
|
|
|
|
Резервная |
|
|
Програм- |
Програм- |
|
ЭВМ |
|
|
|
|
|
||
ТДС 2000 |
мируемые |
мируемые |
ТДС 2000 |
|
|
|
автоматы |
автоматы |
|
|
|
|
|
|
|
Основная |
|
|
|
|
|
ЭВМ |
Отправка |
|
Пульт |
|
Пульт |
|
готовой |
|
|
|
продукции |
||
|
оператора |
оператора |
|
||
|
|
|
|||
С1 |
|
|
|
С2 |
ЭВМ |
|
|
|
|
|
|
|
|
Отдел |
Отдел |
Техноло- |
|
|
|
програм- |
Лабора- |
||
|
|
эксплуа- |
гический |
||
|
|
мирования |
тории |
||
|
|
тации |
отдел |
||
|
|
|
|
||
Рис.6 Весь нефтеперегонных завод разделен на две зоны: западную и восточную, каж-
дая из которых управляется своей ЭВМ типа «Солар 16/65» (на рис.6 они обозначены С1 и С2), к которой подключены соответствующие системы цифрового регулирования ТДС 2000 и программируемые автоматы «Аллен Брайндлер». Предусмотрены еще две системы «Солар» для решения задач хранения и отправки готовой продукции. Пятая система «Солар» (С3 на рис. 6) используется в качестве ЭВМ вычислительного центра, а шестая система – резервная.
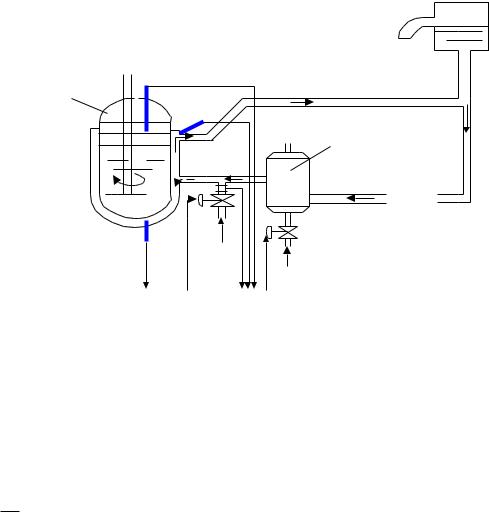
Рассмотрим АСУ процессом производства полихлорвинила. Для получения полихлорвинила реактор (автоклав) наполняется водой, хлорвинилом и присадками. Продолжительность реакции превращения хлорвинила в полихлорвинил от 5 до 25 ч, причем почти 90% хлорвинила превращается в полимер, а не вступивший в реакцию хлорвинил рециркулируется (рис.7). Содержимое автоклава механически перемешивается. За счет введения в оболочку автоклава воды содержимое нагревателя до нужной для реакции температуры. Цель внедрения АСУ данного процесса связана с уменьшением времени процесса полимеризации и обеспечением соответствующего качества получаемого полихлорвинила. Для организации управления процессом измеряется температура содержимого автоклава
( Т1), температуры воды на входе (Т2) и выходе (Т3) и расход охлаждающей воды (Qр).
15
М |
|
|
|
Т1 |
|
Автоклав |
|
|
|
T3 |
|
|
|
Теплообменник |
|
|
Насос |
|
Р |
Q |
|
|
|
Т2 |
Вода |
|
|
|
Пар |
|
|
ЭВМ |
Рис.7
В ходе получения полихлорвинила необходимо поддерживать температуру содержимого автоклава ниже допустимого максимального значения (Т1max) на протяжении всего времени реакции. В конце реакции среднее значение Т1, измеренное в пределах от 0 до фактического процентного содержания полихлорвинила в реакторе, не должно превышать заданного среднего значения указанной температуры, т.е.
|
|
1 |
|
Т |
|
|
|
T |
|
|
|
|
Т |
d , |
|
1ср |
|
|
|
1 |
|
||
|
|
Т |
0 |
|
(18) |
||
|
|
|
|
|
|||
где Т - процентное содержание полихлорвинила в автоклаве в конце реакции; - фактическое содержание полихлорвинила (независимая переменная).
Используя информацию об измеряемых параметрах процесса и математическую модель объекта, отображающую теплообмен между автоклавом и внешней средой, ЭВМ рассчитывает текущее значение параметра и теплоту реакции Нr:
= (Qp,T1, T2, T3); (19)
Известно, что |
|
Нr = Wd /dt, |
(20) |
где W - постоянная величина, определяющая общую теплоту полимеризации (полного превращения хлорвинила).
При оптимальном управлении минимизируется время реакции, т.е.
t
dt min
0 |
(21) |
|
при соблюдении ограничения, определяемого выражением (18). Преобразовав выражения (21) и (18), получим

|
|
|
|
|
|
16 |
|
|
W |
|
T ( ) |
|
|
T |
|
|
|
|||
|
[ |
|
|
1 |
|
]d min |
[ , T ( )] |
|
|
||||
0 |
H |
|
T |
|
||
r |
|
|
|
|
||
,(22)
где - постоянная величина.
Для решения этого уравнения применяется вариационное исчисление или принцип максимума. После некоторых упрощений получим решение (22) в виде
W |
|
1 |
0. |
|
Hr[ ,T |
|
|
||
( )] |
T |
|
||
1 |
|
|
|
|
(23)
Пользуясь этим уравнением, ЭВМ определяет оптимальный характер изменения температуры Т1 за время реакции, благодаря чему обеспечивается постоянство параметра Нr [ 1Т1( )] в интервале от = 0 до = T. Воздействием на вентили Р и Q (рис.23) осуществляется оптимизация времени реакции и, как следствие, увеличение производительности установки.
В последние годы большое внимание уделяется автоматизации транспортных трубопроводов.
Примером АСУ нефтескважин может служить система «Газолифт», разработанная фирмой «Технип» (Франция) для самотлорского и федоровского нефтеносных полей в Западной Сибири (2400 скважин), общая площадь которых 2000 км2 [4]. Иерархия системы управления соответствует организационно-технологической схеме эксплуатации нефтеносного поля: скважина – куст (8 скважин) – область – поле (зона) – центр (г.Тюмень).
Каждое поле разделено на 6 областей. Все подсистемы до уровня поля включительно работают в реальном времени и в неавтономном режиме. Центральная система функционирует в автономном режиме. Каждая зональная и областная подсистемы построены на 2-х параллельно включенных ЭВМ «Митра 225» фирмы «Семс», нижестоящие подсистемы используют ЭВМ Р86 фирмы «Симса» на основе микропроцессора «Моторола 6800». Такая многоуровневая иерархическая распределенная АСУ обеспечивает глобальную оптимизацию на уровне поля и контроль в реальном масштабе времени соотношения между выпускаемым газом и полученной нефтью. Разработанная система обладает модульной конструкцией, допускающей дальнейшее развитие и совершенствование системы по мере завершения разведочных работ. Портативный пульт оператора этой системы может быть подключен к каждой скважине при ее контроле с вертолета. Благодаря пульту вся интересующая обслуживающий персонал информация фиксируется и представляется с помощью приборов и индикаторов.
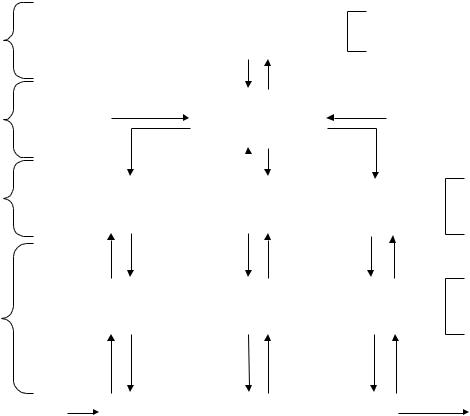
На рис.25 представлена структурная схема иерархической системы автоматизации процесса получения бензина каталическим кретингом.
17
4-й |
|
Программирование |
Долгосрочное |
|
|
|
|
|
|
уровень |
|
производства |
Краткосрочное |
|
|
|
|
|
|
3-й |
|
Максимизация |
|
|
|
|
|
|
|
уровень |
|
прибыли |
|
|
|
|
|
|
|
2-й |
Минимизация |
Минимизация |
Минимизация |
Обработка и |
|
стоимости |
стоимости |
стоимости |
|
уровень |
анализ данных. |
|||
|
крекинг-про- |
процесса |
процесса |
|
|
Прогнозирование. |
|||
|
цесса |
сжатия |
разделения |
|
|
|
|||
|
Управление |
Управление |
Управление |
Управление. |
1-й |
крекинг- |
процессом |
процессом |
Автоматическое |
|
|
|
|
|
уровень |
процессом |
сжатия |
разделения |
регулирование. |
|
|
|
|
|
Нефть |
|
Бензин и |
дру- |
|
|
гие продукты |
|||
и пар |
Крекинг-процесс |
|||
|
|
|||
Рис.8
Технологический процесс можно разделить на три стадии: крекинг, сжатие и разделение, которые связаны между собой последовательностью потоков и рециркуляцией. Можно выделить 4 уровня иерархии управления. На 4-м уровне осуществляется краткосрочное и долгосрочное планирование производства. Третий уровень управления служит для оптимизации соотношения различных конечных продуктов в зависимости от заявок потребителей и существующих запасов этих продуктов с целью максимизации прибыли, получаемой предприятием. На 2-м уровне управления минимизируются производственные затраты в зависимости от заданного соотношения конечных продуктов, химического состава сырья, температуры и количества пара, рециркуляцией и т.д. На этом уровне оптимизации можно выделить две задачи: долгосрочную, связанную с обработкой и анализом информации, а также с прогнозированием, которое устанавливает соотношения рециркуляции, параметры энтальпии и удельной теплоемкости в зависимости от состава входных и выходных потоков, и краткосрочную, необходимую для определения воздействий регуляторов некоторых параметров.
Наконец, на 1-м уровне осуществляется автоматическое регулирование по классическим алгоритмам отдельных параметров (давления, температуры, расхода и т.д.) и многопараметрическое управление, обеспечивающее заданные производительность и чистоту продуктов.
Сложность алгоритмов и программ увеличивается при переходе от нижних уровней управления к верхним. На 1-м уровне непрерывно работающие устройства системы осуществляют непосредственное воздействие на процесс в реальном масштабе времени. Все остальные уровни управления обеспечивают выполнение функции настройки значений некоторых параметров и выдачи задающих воздействий.
18
Воздействия устройств 2-го уровня, обеспечивающие изменения уставок регуляторов, выдаются с интервалом 1 – 5 мин, а значения прогнозируемых параметров – через 15 – 25 мин. Компоненты 3-го уровня воздействуют на устройства 2-го уровня один раз в сутки.
Нефтехимические комбинаты, так же, как и металлургические комбинаты, являются промышленными объектами, на которых внедряются иерархические распределенные системы автоматизации, реализуемые на основе ЭВМ.
Раздел 2. Автоматизированное управление. Основные понятия и общие вопросы.
2.1 Функционально – целевая декомпозиция систем управления производством.
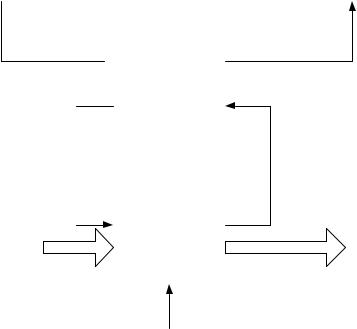
Производственное предприятие как система управления состоит из управляющей и управляемой системы, связанных между собой каналами передачи информации и образующими вместе единое целое. Обобщенная структура (упрощенная) производственного предприятия как системы управления представлена на рис.
План, директивы, |
Отчетная |
нормативы |
информация |
Сырье, материалы, полуфабрикаты, рабочая сила, энергия
Пр о
 Управляющие
Управляющие
из в о д с т в е н н о е п р е д п р и я т и е
 Управляющий орган
Управляющий орган
воздействия |
Информация о состоянии ОУ |
Объект |
|
управления |
Продукт |
(ОУ) |
|
Возмущающие воздействия
Управляющую систему (ОУ) можно условно рассматривать как преобразователь ресурсов, на вход которого поступает сырье, материалы, полуфабрикаты, рабочая сила и т.д., а выход представляет поток готовых изделий.

19
Все информационные связи производственной системы (ПС) с внешней средой можно условно представить двумя входными и одним выходным информационными каналами. На один из входных информационных каналов поступает госзаказ установленный предприятию, директивы вышестоящих организаций, нормы использования материалов, энергии и т.д. Совокупность этих сведений определяет цель управления.
Возмущающие воздействия (второй информационный вход) – нарушение сроков поставок, уменьшение качества сырья, материалов, изменение условий сбыта продукции, нарушение договорных обязательств смежников и др. Заметим, что возмущающие воздействия могут возникать и внутри производственной системы, например, поломки оборудования, случайные нарушения технологических режимов. И т.д.
Информационный выход ПС представляет собой канал для передачи отчетов, сводов и других видов отчетной информации во внешние управляющие организации более высокого ранга.
В структурном аспекте любую систему управления можно представить взаимосвязанной совокупностью объекта управления (ОУ) и управляющего органа (УО).
Цель управления
Управляющий орган
X(t) |
U(t) |
|
|
Объект управления |
Возмущающие |
(ОУ) |
воздействия |
|
f(t) |
X(t) – вектор состояния объекта управления; xi (t) i=1,2,3,…n.
f(t) – вектор возмущения; u(t) – вектор управления;
В любой момент времени t состояние объекта управления x(t) является функцией векторов u(t) и f(t), а также начального состояния x(t0), т.е.
x(t) X{u(t), f (t), x(t |
)} |
0 |
|
(1)
Уравнение (1) – мат модель объекта управления, описывающая закон его функционирования. Единственный фактор, который можно целенаправленно изменять в процессе управления u(t). Желательное состояние объекта управления всегда бывает известно заранее. Поэтому задача управления формулируется следующим образом:
найти такие вектор управления и вектор состояния, которые обеспечивают достижение цели управления.
20
Цель управления может иметь различную формулировку, но в большинстве случаев её формально можно представить значением J* некоторого функционала J, который называют показателем цели управления или критерием управления.
J J{u(t), f (t), x(t)}
(2)
В реальных объектах управления изменения вектора u(t) и x(t), может происходить в определенной конечной области значений
u(t) A(t), x(t) B(t)
(3)
A(t) и В(t) – замкнутые области соответственно векторного пространства управлений и состояний.
Решение задачи управления состоит в том, чтобы найти такие значения векторов состояния x*(t), и управления u*(t) при которых выполняется условие :
J * J{u* (t), f * (t), x* (t), x(t0 )},
и одновременно удовлетворяется ограничения (3). На практике достаточно точное значение цели управления обеспечить трудно, а часто и не требуется. Достаточно:
|
|
J |
* |
J |
k |
J |
, |
|
|
|
|
|
|
||
где J |
k |
- достигнутые значения. |
|
|
|
|
|
|
|
|
|
|
|
Задачу управления можно сформулировать в иной форме, а именно: найти и реализовать функциональную зависимость, обеспечивающую наилучшее приближение к заданному значению критерия управления.
* |
(t) U{ f (t), x(t)} |
u |
(4)
Выражение (4) называется алгоритмом управления.
Задача управления упрощается, если цель управления задается как вектор желаемого состояния x*(t), т.е. считается, что план и программа управления известны и могут быть сообщены системе заранее. Тогда критерий управления можно представить функционалом:
J
J{ (t)}
,
(5)
где (t)=x*(t)-x(t) – ошибка. x(t) – вектор текущего состояния.
Этот частный случай задачи управления называют задачей регулирования. Описанная схема производственной системы формальна и обобщена. Она не раскрывает внутреннего строения системы и лишь иллюстрирует её внешние и некоторые укрупненные внутренние связи. Это макро описание производственного предприятия
(П.П).
С позиций микроанализа предприятие представляет собой сложную систему управления. Попытки описать П.П. единой моделью и построить единый алгоритм управления в виде (4) часто оказываются несостоятельными. Если удается, то модель и алгоритм получается очень сложной и их нельзя использовать.
Одним из методов преодоления сложности решения задач большой размерности является их декомпозиция.
Декомпозицией называют разбиение исходной задачи большой размерности на
совокупность взаимосвязанных задач меньшей размерности, решение которых с заданной степенью точностью соответствует решению исходной задачи.
Применительно к сложной системе управления декомпозиция заключается в разбиении сложного объекта управления на подсистемы и в организации в каждой из них подсистемы управления. Совокупность подсистем управления и способ их взаимосвязи образуют структуру системы управления.