

Часть 2. 15 Инструмент и оснастка для шлифования
1.шлифовальный круг(прямого профиля, чашечный, тарелочный) Шлифовальный круг представляет собой пористое твердое тело, состоящее из зерен абразивного материала сцементированных друг с другом с помощью специальных связующих веществ
2.шлифовальные головки(цилиндрические, сферические) Шлифовальные головки используются для шлифования различных фасонных поверхностей, в том числе находящихся в труднодоступных местах
3.сегменты(сегмент окружности «+»эффективно удаляется стружка,подводится охл. Жидкость,следовательно поышается производительность)
4.шлифовальные бруски могут применяться как самостоятельно так и в составе специальных инструментов-хонинговальные головки. «+» высокая точность,низкая шероховатость(как зеркало)
Часть 2.16.Методы отделочной обработки деталей.Хонингование,суперфиниширование,притирка.
Каждая деталь машины должна иметь определенные эксплуатационные свойства – прочность, износостойкость, долговечность и т.д. Однако зависят они не только от материала, из которого деталь изготовлена, но и в значительной степени от шероховатости поверхности детали.
Чистовая обработка выполняется не только для получения точной и гладкой поверхности, но и для наиболее высоких механических и физических свойств поверхностного слоя.
Бурный рост технического прогресса предъявляет все большие требования к современным машинам, а это заставляет машиностроителей искать новые более совершенные методы обработки поверхности деталей.
Притирка, или доводка, – отделочная операция механической обработки деталей машин, приборов и других изделий. Этой опе-рацией достигаются высокая точность (до 1-го класса) и высокий класс шероховатости обработки (до 14-го класса). Инструментом служит притир, изготовленный из более мягкого материала, чем обрабатываемый. Это может быть чугун марок СЧ 15 или СЧ 20, красная медь, твердые породы древесины и т. д. На поверхность этих материалов наносят абразивный порошок в масле или пасту.
Процесс насыщения поверхности притира абразивным материалом называется шаржированием.
Притиркой производят точную доводку резьбовых, круглых и гладких калибров, измерительных плиток, разверток и др.
В машиностроении этот процесс широко распространен при изготовлении шариков и роликов для Подшипников, а также коленчатых валов (доводка шеек), клапанов, цилиндров, плунжеров, поршневых колец и других деталей, требующих высокой точности или герметичности при соединении.
В настоящее время создано много различных конструкций притирочных станков и приспособлений от простых вращающихся дисков-притиров до самых сложных.
Хонингование
Это способ шлифовально-притирочной обработки наружных и внутренних цилиндрических поверхностей. Он производится специальным инструментом – хоном, состоящим из головки со вставленными по окружности абразивными брусками (рис. 4, I). На рис. 4, II дана схема хонингования.
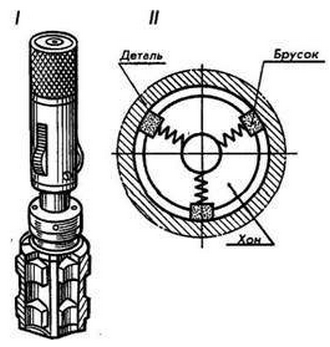
Хонинговальная головка (хон) имеет два движения: сравнительно медленное вращательное вокруг оси обрабатываемого отверстия и возвратно-поступательного вдоль этой оси.
Хонинговальные головки имеют конструкцию, которая позволяет сдвигать или раздвигать бруски как во время ввода, так и вывода из отверстия, а также и в процессе работы для получения нужного размера по диаметру. Устройство головок дает возможность брускам самоустанавливаться, плотно прижимаясь к поверхности обрабатываемого отверстия. Бруски приклеиваются к подвижным колодкам – башмакам, которые стягиваются к центру головки пружинами.
Хонингованием может быть получена шероховатость обработанной поверхности Rа0,32...0,080. Хонингование выполняется на хонинговальных станках. По своему устройству они напоминают сверлильные станки.