10. Обработка сверлением, ее технолог.Возможности.
Сверлил. станки предназначены для обработки отверстий м-дами сверления, рассверливания, зенкерования, развёртывания, цекования, зенкования, нарезание резьбы и обработки слож. отверстий в заг-ках небольш. массы. Типы сверлил. станков:
Вертик-сверл. (основн. и наиб. распростр-ный тип) применяются преимущ-но для обработки отверстий в изд-ях сравнит-но небольш. размера в производ. цехах мелкосер. произв-ва.
Гориз-сверл. обычно испол-ют при обработке глубоких отверстий, н-р, в осях9 валах, стволах стрелковых и артиллерийских {-м и т. п.
Центровальные служат для получения в торцах заг-вок центровых отверстий. Иногда оснащают отрезными суппортами с резками для отрезки заг-вки перед центрованием.
Многошпиндельные применяются главн.образом в сер. произв-ве для обработки изделий, в кот-х требуется одновр-но просверлить, развернуть, нарезать резьбу в больш. кол-ве отверстий на разн. пл-тях изделия, т.к. испол-ние для этих целей одношпинд-ных станков не экономично. Шпиндели в сверлил. головки м.б. установлены в зав-ти от расположения отверстий у обраб-мого изделия.
Спец-зированные для глубокого сверления. Так как условия обработки глубоких изделий разнообразны, на производстве встречается большое число типов этих станков.
Радиал-сверл. выполняют те же технол. операции, что и на вертик-сверлильных: сверление отверстий в сплошном мат-ле, рассверливание и зенкерование предвар-но просверленных отверстий, зенкерование торцовых поверх-тей, развертывание отверстий, нарезание внутр. резьбы метчиками, но для обработки тяж. и крупногабар. дет. и дет. с отверстиями, расположенными по дуге окружности. С пом. специал. инстр-тов и приспособлений на рад-сверл. станках можно растачивать отверстия, канавки, вырезать отверстия больш. диаметра в дисках из листового мат-ла, притирать точные отверстия цилиндров, клапанов и т. д. Согласно перечню технологических операций, рад-сверлильные станки явл-ся универсальными. Основн. назначение их - обработка отверстий в крупн.дет. в усл-ях един. и мелкосер. произв-ва.
Агрегатные с более автоматиз-ным проц. обработки, кот-ые собирают из стандарт. силовых головок с фланцевыми электродвигателями и редукторами, обесп-щими вращение шпинделя и подачу головки. Сущ-ют агрегатные сверлил. станки одно-, двух- и трёхсторонние, с вертик., гориз. и наклон. сверлил. и резьбонарезными шпинделями, число кот-х иногда достигает неск. десятков в одном станке.
Настольные для обработки отверстий диаметром до 12 мм (н-р, в приборостр-ии); обычно одношпиндельные.
11. Инстр-т и оснастка для сверления.
Отверстие на сверл. станках обраб-тся различ. реж. инстр-тами: сверлами, зенкерами, зенковками, цековками, развертками, резцами и метчиками.
Сверла изготав-тся из быстрореж. углеродистых и легированных сталей, также они м.б. оснащены пластинками из тверд. сплавов. Наибол. распростр-ние получили спиральные сверла. Они изг-ся диаметром от 0,1-80мм, состоят из рабочей части, хвостовика (конусного или цилиндр-кого), служащего для крепления сверла в шпинделе станка или патроне, и лапки, кот-ые явл-ся упором для удаления сверла из шпинделя. Кроме спирал. сверл применяют также перовые, сверла для глуб. сверления, центровочные сверла и.т.д.
Зенкеры служат для дальн. обработки ранее просверленных отверстий. В отличии от спирал. сверл зенкеры имеют 3 или 4 реж. кромки и у них отсут-ет перемычка. Зенкеры бывают 2-х типов: цельные с конич. хвостовиком и насадные (цельные и со вставными ножами).
Развертки применяют для окончат. обработки отверстий с целью получения выс. точности и меньш. параметров шерох-ти поверх-ти. По конструкции и назнач-ю делятся на: ручные и машинные, цилиндр. и конич., насадные и цельные.
Метчики применяют для нарезания внутр. резьб. По конструкции и назнач-ю делятся на след. виды: а) ручные - для нарезания дюймовых, метрических и трубных резьб вручную; б) гаечные - для нарезания метрических и дюймовых резьб в гайках и различ. дет. на сверл. станках; в) машинные - для нарезания метрических, дюймовых и трубных резьб в сквоз. или глух. отверстиях на сверл. или токар. станках.
Технологическая оснастка
Для правил. установки и закрепления обраб-мых заг-вок на столе сверл. станка применяют: Машинные тиски широко испол-ют в един. произв-ве, в сер. и масс. произв-ве применяются пневматические машин. тиски и пневмогидравлические тиски.
Кондукторы для закрепления заг-вок обесп-ют правил. положение инстр-та относ-но оси обраб-мого отверстия на сверл. станках в сер. и масс. произв-ве.
Поворотные и пердвижные приспособления вкл-ют нормализованные стойки, поворотн. и передвиж. столы.
Патроны для закрепления сверл, а также разверток, зенкеров и зенковок; укрепляются в шпинделе сверл. станка или дрели и от шпинделя передают вращение и подачу сверлу. Бывают различ. конструкции: двух- и трехкулочковый.
Переходные втулки применяется для инстр-та, имеющего конич. хвостовик. Наиболее прост, удобен и точен м-д установки реж. инстр-та. Если размеры хвостовика не подходят к шпинделю, применяют переходные короткие и длин. втулки.
2часть 12 Оборудование для строгания долбления и протягивания.
Строгальные, долбежные и протяжные станки
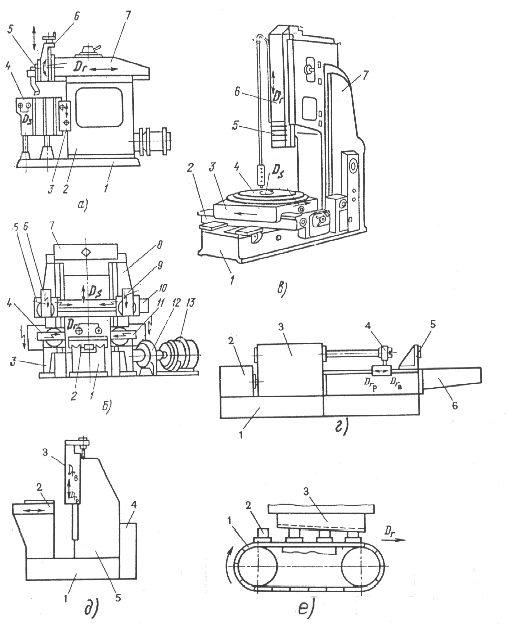
Поперечно-строгальный станок (рис. а) состоит из основания 1, станины 2, траверсы 3, которая двигается по вертикальным направляющим станины, и стола 4, установленного на траверсе. По направляющим станины перемещается ползун 7. Резец закрепляется в откидном резцедержателе 5, смонтированном на вертикальном суппорте 6. Движение подачи совершается во время холостых ходов ползуна.
Продольно-строгальные станки (рис. б) бывают одно- и двухстоечные. Станина 1 снабжена направляющими, по ним стол 2 совершает возвратно-поступательное главное движение резания, которое задается ему электродвигателем 13 через коробку скоростей 12. Станок имеет левую 3 и правую 8 стойки, скрепленные поперечиной 7. По направляющим стоек передвигается траверса 5, на которой установлены два верхних суппорта 6 и 9. Суппортам через коробку подач 10 задается горизонтальная (поперечная) подача. Боковые суппорты 4, 11 имеют горизонтальную (поперечную) и вертикальную подачи.
Долбежный станок (рис. в) имеет станину 1 с направляющими для салазок 2, 3 стола 4. По направляющим стойки 7 перемещается в вертикальном направлении ползун 6 с резцедержателем 5. Главное движение резания совершает ползун, а движения подачи (их три) - стол станка. Круговая подача задается червячной парой, а продольная и поперечная - винтовыми парами.
Горизонтально-протяжной станок для внутреннего протягивания (рис. г) состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6. Протяжку вставляют в отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получают поступательное главное движение резания от штока поршня гидроцилиндра 3. Заготовка при протягивании опирается о поверхность кронштейна 5. После окончания протягивания заготовка падает в корыто 6, протяжка извлекается из каретки, которая возвращается в исходное положение и цикл обработки повторяется.(высокая мощность,тяжело забазировать деталь)
Вертикально-протяжной станок для наружного протягивания (рис. д) состоит из основания 1, станины 5, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей вертикальное главное движение резания. Протяжка, опускаясь, обрабатывает заготовку.(прошивные станки напоминают вертикально-протяж.,у кот. Протяжка не тянется,а толкается(прошивка),не все пазы можно обработать)
Протяжные станки непрерывной обработки (рис. е) являются станками высокой производительности. Заготовки 2 устанавливают в приспособлениях непрерывно движущейся тяговой цепи 1 и задают им поступательное главное движение резания относительно неподвижной протяжки 3.