

8. Обработка фрез-нием, ее технолог.Возможности.
Фрез-ние - это высокопроизводительный способ формообраз-ния поверх-тей дет. многолезвийным реж. инстр-том - фрезой. Для фрез-ния харак-но непрерыв. вращат-ное главн. движение инстр-та и поступат-ное движение подачи заг-ки. В некот. случаях заг-ка совершает кругов. движение подачи (карус-фрез. и бараб.-фрез. станки). Особен-ть проц. фрез-ния - прерывистость резания кажд. зубом фрезы. На фрез.станках обраб-ют гориз., вертик. и наклон.поверх-ти, фасон. поверх-ти, устуты и пазы разл.профиля, поверх-ти тел вращения, резьбы, зубья зубч.колес и т.п. ными и бесконсольными; Главн. движение (вращ-ное) осущ-ся фрезой, движение подачи (поступ-ное) – заг-кой; в некотор. случаях (н-р, при обработке крупн. изделий) движение подачи может сообщаться фрезе.
Универсально-фрез. станок консольной конструкции хар-ся гориз-ным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разн. типами фрез. Станок имеет поворотный (в гориз-ной плоскости) стол, что позволяет фрез-ть винтовые канавки; стол может перемещаться в продол., попереч. и вертикал. направ-ниях.
Гориз-фрез.станок аналогичен универс-фрез., но его стол не имеет возможности поворачиваться.
Вертик-фрез. станок по конструкции близок к гориз- и универс-фрез. станкам, но отличается от них вертик. расположением оси шпинделя. 1–ые три типа испол-ют для выпол-ия широк. круга фрез. работ на заг-ках небольш.размеров в един. и мелкосер.пр-вах.
Шпоночно-фрез. станок испол-ся для фрез-ния шпоноч. пазов (по замкнутому полуавтомат-кому циклу движений) вращающейся шпоноч.фрезой (вертик. подача на глубину паза, затем прямолинейная гориз. подача вдоль оси паза и обратная гориз. подача в конце хода). Эти станки бывают одно- и многошпиндельные.
Карусел-фрезе.станок служит для непрерывного фрез-ния пл-тей литых, кованых и штампованных заг-вок торцов. фрезами небол.размеров в масс.пр-ве. Стол станка имеет круговую подачу.
Барабанно-фрез. станок предназначен для одноврем. обработки 2-х торцовых поверх-тей заг-вок (шатунов, валов, вилок и т.п.), а также фрез-ния пазов.
Продольно-фрез. станок м.б. одно- и двухстоечными. На двухстоечных п
выполняют обработку заг-вок крупн. корпусных дет. сразу несколькими фрезами. Продольную подачу имеет стол, поперечную – вертик. фрез. головки, а вертик-ую - боковые. Все фрез. головки имеют общий привод подач
9. Инстр-т и оснастка для фрез-ния.
При фрез-нии применяют фрезы (многолезвийного инстр-та с реж. кромками, расположенными на поверх-ти тела вращения или на его торце) различ. типов:
- цилиндрич (а) – применяются в основном на гориз-фрез. или универсал. станках. Они делятся на фрезы с прямым и винтовым расположением зубьев. Как прав., из-за больш.длины реж. кромки, такой инстр-т выпол-ся монолитным из быстрореж. стали.
- торцовые (б, з) - предназначены для обработки на люб. типах фрез. станков и постепенно вытесняют цилинд-кие. С их пом. обраб-тся, как правило, плоские поверх-ти и торцы дет.
- дисковые(в) - применятся на гориз-фрез. или универсал.станках ля прорезки узких пазов или отрезки дет. В наст. вр. акие фрезы изготав-ся с напайными или мех-ки закрепленными зубьями.
- концевые (г) - предназначены для вертик-фрез. станков. Это наиб. многочисл-ый тип фрез. инстр-та, как по конструкции, так и по типу обраб-мых поверх-тей. С их пом. могут обраб-ться плоские, криволинейные, торцевые поверх-ти, отверстия, пазы, резьбы и т.д. С применением многокоординатных станков с ЧПУ диапазон применения дан. инстр-та сильно расширяется
- угловые (д)
- шпоночные (е)
- фасонные (ж) - по конструкции могут повторять 1 из вышеперечис-ных классов инст-та, однако их реж. кромка специально спрофилирована таким образом, чтобы за 1 проход инстр-та формир-сь требуемая поверх-ть (радиусн. канавки, специальные пазы, сложн. отверстия и каналы и т.д.)
Ф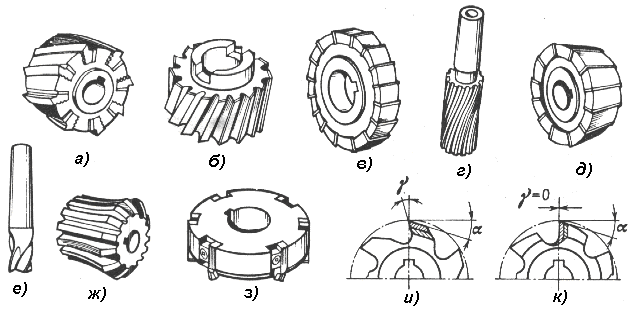 резы
бывают цельными или сборными. Режущие
кромки могут быть прямыми или винтовыми,
а зубья - остроконечными (и) или
затылованными (к).
резы
бывают цельными или сборными. Режущие
кромки могут быть прямыми или винтовыми,
а зубья - остроконечными (и) или
затылованными (к).
Цельные фрезы изг-ют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрореж. сталей или оснащают пластинами из тверд. сплавов и закрепляют в корпусе фрезы пайкой или механ-ки.
Способ закреп-ния фрезы зав-т от ее конструкции. Фрезы с осевым отверстием наз-ют насадными и закрепляют с пом. центровых или концевых оправок. Фрезы, имеющие конич. или цилиндрич. хвостовик, наз-ют хвостовыми. Фрезы с конич. хвостовиком закреп-ют непосредственно в конич. отверстии шпинделя или через переходные втулки. Для закреп-ния фрез с цилиндрич. хвостовиком испол-ют различ. по конструкции патроны, устанавливаемые в шпинделе станка как концевые оправки.
Для закреп-ния заг-вок на фрез. станках применяют универсал. и специальные приспособления. К универсал. относят машинные тиски, прихваты, угольники, упоры, призмы, оправки, наладки. При обработке больш. числа одинаков. заг-вок испол-ют специальные приспособления, пригодные только для закреп-ния этих заг-вок на данном станке. Важн. принадлежностью фрез. станков явл-ся делительные головки, кот-ые служат для периодич. поворота заг-вок на требуемый угол и для непрерывн. их вращения при фрез-нии винтовых канавок. В последн. время для станков, оснащенных {-ми ЧПУ, принято устанав-ть глобусные столы. Дан. тип оснастки, кроме линейного перемещения вдоль 2-х осей, может также вращ-ся вокруг них. Основн. их предназн-ние – изг-ние сложнопрофильных дет. концевыми фрезами.