

Часть 2. 13 Остнастка и инструмент для строгания, долбления и протягивания
Режущий инструмент для строгания, долбления и протягивания
В зависимости от назначения различают следующие типы строгальных резцов : проходные (б), подрезные (в), отрезные (г) и фасонные. Резцы выполняют правыми и левыми, черновыми и чистовыми; их конструкции аналогичны конструкциям токарных резцов, однако стержни этих резцов более массивны с учетом ударного характера работы и отличаются изогнутостью (рис. а), которая позволяет при изгибе из-за перегрузки обеспечить отвод режущей кромки от заготовки.
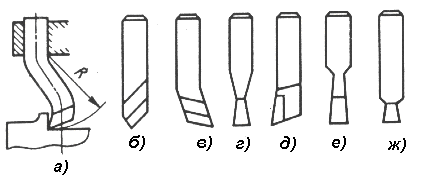
Долбежные резцы выполняют трех основных типов : проходные (д), прорезные (е) и для шпоночных пазов (ж). Долбежные резцы работают на сжатие и отличаются от токарных и строгальных поперечным (относительно стержня) расположением передней поверхности.(режущий инструмент не резец,а спец. Профиль-долбяк,он и заготорка вращаются)
П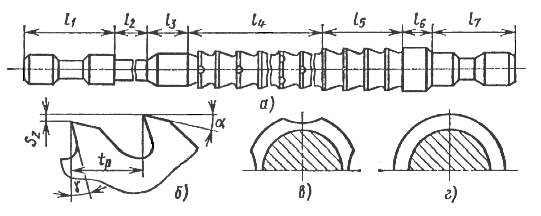 ротяжки,
в зависимости от типа обрабатываемых
поверхностей, делят на внутренние и
наружные, по конструкции - на цельные и
сборные. Круглая
протяжка предназначена
для получения цилиндрических отверстий.
Ее передняя замковая часть l1 (рис.
а) служит для закрепления протяжки в
патроне каретки. Шейка l2 облегчает
подачу протяжки к рабочему патрону
через отверстие в заготовке. Передняя
направляющая часть l3 cлужит
для центрирования заготовки относительно
оси протяжки. Ее диаметр соответствует
диаметру отверстия в заготовке. На
режущей части l4 располагаются
режущие зубья, которые срезают припуск.
Шаг зубьев режущей части выбирают так,
чтобы во впадине каждого зуба размещалась
вся срезаемая стружка и в работе
одновременно участвовало не менее трех
зубьев. На режущей части чередуются
зубья с выкружками (рис. 4.37, в) и без них
(рис. 4.37, г). Это облегчает стружкообразование
и увеличивает стойкость инструмента.
ротяжки,
в зависимости от типа обрабатываемых
поверхностей, делят на внутренние и
наружные, по конструкции - на цельные и
сборные. Круглая
протяжка предназначена
для получения цилиндрических отверстий.
Ее передняя замковая часть l1 (рис.
а) служит для закрепления протяжки в
патроне каретки. Шейка l2 облегчает
подачу протяжки к рабочему патрону
через отверстие в заготовке. Передняя
направляющая часть l3 cлужит
для центрирования заготовки относительно
оси протяжки. Ее диаметр соответствует
диаметру отверстия в заготовке. На
режущей части l4 располагаются
режущие зубья, которые срезают припуск.
Шаг зубьев режущей части выбирают так,
чтобы во впадине каждого зуба размещалась
вся срезаемая стружка и в работе
одновременно участвовало не менее трех
зубьев. На режущей части чередуются
зубья с выкружками (рис. 4.37, в) и без них
(рис. 4.37, г). Это облегчает стружкообразование
и увеличивает стойкость инструмента.
Калибрующая часть l5 придает обрабатываемой поверхности окончательный размер и шероховатость. Задняя направляющая часть l6 служит для центрирования заготовки относительно протяжки до выхода из отверстия последнего зуба, что исключает перекос и поломку зубьев. Задняя замковая часть l7 предусматривается в тех случаях, когда протяжка закрепляется в патроне вспомогательной каретки.
Передний g и задний a углы (рис. б) измеряют в плоскости, перпендикулярной режущей кромке.
Часть 2. 14. Обработка заготовок методом шлифования, её технологические возможности
Шлифовальные станки:особенность-обработка осуществляется образивом.Образивное зерно,расположенное в круге беспорядочно и удерживается связующим материалом, снимает с детали лишнюю стружку, поэтому шлифованию характерны черты:-высокая прочность обработки(т.к. происходит пластическое деформирование материала,атомы одного уровня сдвигаются к другому уравню),-низкая производительность. Шлифовальные круги достигают скорость 30 м/с и более. в зоне резания выделяется большое кол-во теплоты. Процесс резания каждым зерном осуществляется мгновенно. Обработанная поверхность представляет собой совокупность микро-следов абразивных зерен и имеет малую шероховатость.
Главным движением при шлифовании является вращение шлифовального круга, а перемещение круга относительно детали является движением подачи.
Типы станков:
плоскошлифовальные(маятниковые)-обработка плоских поверхностей.Обрабатываемая деталь закрепляется на магнит. Плите и совершает колебательные движения мимо шлифовального круга.
Кругошлифовальные-обратотка тел вращения с наружной стороны по конструкции аналогичен токарно винторезному, у кот. На суппорте место ресцедержателя установлен шпиндель с кругом.
Внутришлифовальные-обработка внутренних поверхностей.м.б. сконструированы на базе круглошлифовальных с добаботкой под спец инструмент-шлифовальные головки.
Станки бесцентрового шлифования применяются при обработке наружных цилендрических пов-ей 2мя шлифовальными кругами. При этом шлифовальные круги располагаются под небольшим углом друг к другу.(«+»выс. Производительность и точность, «-« обработка только элем-х цилиндров.
Зубошлифовальные станки – изготовление зубчатых колёс, по конструкции м.б. как кругло- так и плоскошлифовальными, иногда специальной компановки(возможны 2 способа изготовления зубчатого колеса:копирование-инструмент повторяет профиль впадины, обкат-эвальвентный профиль образуется в следствии переката шлифовального круга по заготовке)