

Авдеева И. А. Организация производства и менеджмент
.pdf21
методом, т.е. отказ от конвейерной сборки путем организации мини-потока (впервые внедрен фирмой «Вольво»).
Вторым направлением является сохранение конвейерной системы, с включением в нее подготовительно-заключительных операций, при этом сборщики работают то на основных, то на подготовительных операциях, что позволяет значительно уменьшить монотонность труда).
Сквозная (последовательная) форма организации производства предусматривает последовательное выполнение операций. Создается единый комплекс операций. Один рабочий последовательно переходит от выполнения первой операции к последней и снова возвращается к первой. При этом достигается полная ликвидация перерывов между операциями или фазами производства. Однако длительность производственного цикла самая большая.
Технологическая форма организации характеризуется цеховой структурой с последовательной передачей предметов труда. Она обеспечивает максимальную загрузку оборудования в условиях мелкосерийного производства и приспособлена к частым изменениям в технологическом процессе. Однако большое количество деталей и их многократное перемещение в процессе обработки приводят к росту объема незавершенного производства и увеличению числа пунктов промежуточного складирования.
Предметная форма организации производства имеет ячеистую структуру с параллельно-последовательной (последовательной) передачей предметов труда в производстве. На участке устанавливается, как правило, все оборудование, необходимое для обработки группы деталей с начала и до конца технологического процесса. Предметная форма организации позволяет снизить общие расходы на транспортировку деталей, потребность в производственной площади на единицу продукции.
Прямоточная форма организации производства характеризуется линейной структурой с поштучной передачей предметов труда. Такая форма обеспечивает реализацию принципов организации производства:
22
специализация, прямоточность, непрерывность, параллельность. Применение этой формы приводит к сокращению длительности цикла, более эффективному использованию рабочей силы за счет большей специализации труда, уменьшению объема незавершенного производства.
Блочно-модульная форма. В этом случае осуществляется концентрация на участке вблизи комплекса технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры изделий. Осуществляется объединение группы рабочих для выпуска конечной продукции с одновременной передачей им части функций по планированию и управлению производством на участке. Экономической основой создания таких производств выступают коллективные формы организации труда. Работа в этом случае строится на принципах самоуправления и коллективной ответственности за результат труда.
В зависимости от способности к переналадке на выпуск новых изделий формы организации можно условно разделить на:
1)гибкие;
2)жесткие.
Жесткие формы предполагают обработку деталей одного наименования. Изменение в номенклатуре продукции и переход на выпуск конструктивно новых изделий вызывает необходимость перепланировки участка, замены оборудования и оснастки. К числу жестких относится поточная форма организации производства.
Гибкие формы организации производства позволяют обеспечить переход на выпуск новых изделий без изменения состава элементов производственного процесса при незначительных затратах труда и времени.
Кним относятся:
1)гибкое точечное производство;
2)гибкая предметная форма.
23
Гибкое точечное производство имеет пространственную структуру обособленного рабочего места без дальнейшей передачи предметов труда в процессе производства. Деталь полностью обрабатывается на одной позиции. Приспособляемость к выпуску новых изделий осуществляется за счет изменения рабочего состояния системы.
Гибкая предметная форма организации производства характеризуется возможностью автоматической обработки деталей в пределах определенной номенклатуры без прерывания на переналадку. Переход к выпуску новой продукции осуществляется путем переналадки технических средств, перепрограммирования системы управления. Она основана на редком расположении оборудования, строго соответствующем технологическому процессу с поштучной передачей предметов труда.
2.3 Методы организации производства
Концентрация производства – сосредоточение производства одного или нескольких аналогичных видов продукции или услуг в крупных организациях, в пределах небольшого региона.
Концентрация производства осуществляется в трех основных формах:
-концентрация специализированного производства;
-концентрация комбинированных производств;
-увеличение размеров универсальных предприятий.
Наиболее эффективна третья форма, обеспечивающая сосредоточение однородного производства на крупных предприятиях, что позволяет применять высокопроизводительные специализированные машины, автоматизированные поточные линии, современные методы организации производства.
Высокоэффективна вторая форма, которая обеспечивает последовательность выполнения технологических процессов, комплексную переработку сырья, использование отходов.
24
Концентрация производства и ее отдельные формы развиваются на основе влияния некоторых факторов – растущего спроса на продукцию, повышения качества производимой продукции наряду со снижением ее себестоимости и цены.
Специализация – разделение труда по его отдельным видам, формам, сосредоточение деятельности на относительно узких, специальных направлениях, отдельных технологических операциях или видах выпускаемой продукции. Различают отраслевую, заводскую и внутризаводскую специализацию.
Специализация производства осуществляется в трех основных формах:
-предметной;
-подетальной;
-технологической.
Предметная специализация означает сосредоточение производства определенных видов продукции конечного потребления.
Подетальная специализация – сосредоточение производства определенных деталей и узлов, выполнение отдельных технологических процессов.
Технологическая специализация – превращение отдельных фаз производства или операций в самостоятельные производства. Следует выделить специализацию вспомогательных производств. Примером этого служат ремонтные заводы.
Развитие специализации производства может происходить только на основе развития внутри- и межпроизводственного кооперирования.
Кооперирование – это установление и использование сравнительно длительных производственных и управленческих связей между предприятиями, организациями и другими структурами, каждая из которых специализируется на производстве отдельных составных частей целого или на выполнении отдельного вида работ.
25
Кооперирование может быть региональным, отраслевым и международным.
Уровень кооперирования предприятия оценивают на основе следующих показателей:
-удельный вес в себестоимости выпускаемой продукции покупных новшеств, комплектующих изделий, полуфабрикатов и услуг, получаемых по кооперации, или выполняемых сторонними организациями;
-число предприятий-поставщиков новшеств, комплектующих изделий, полуфабрикатов;
-структура кооперирования по видам и др.
Комбинирование – одна из форм организации производства, основанная на соединении разных отраслей производства в одной крупной организации с целью упрощения межпроизводственных связей по технологической цепочке.
Основными признаками комбинирования являются:
-техническая возможность объединения разнородных производств в единую технологическую цепочку;
-пропорциональность производств по производительности (мощности);
-территориальное единство объединяемых производств;
-организационно-экономическая целесообразность объединения производств;
-наличие качественных коммуникаций между разными производствами, современных вспомогательных и обслуживающих производств.
Комбинирование производства позволяет:
-комплексно использовать отходы предприятия;
-извлекать из сырья максимально возможное количество полезностей;
-иметь высокий кадровый и производственный потенциал;
-маневрировать ресурсами в пределах объединений;
-выпускать конкурентоспособную продукцию.
26
В зависимости от характера производства, технологии и объединения в производственном процессе отдельных стадий переработки сырья и материалов комбинирование в промышленности выступает в трех основных формах:
-последовательная переработка сырья вплоть до получения готовой продукции;
-использование отходов производства для производства других видов продукции;
-комплексная переработка сырья, т.е. выработка из одного вида сырья нескольких видов полезных продуктов.
27
Глава 3 Организация технической подготовки производства 3.1 Сущность и задачи технической подготовки производства
Техническая подготовка производства – это комплекс научных, технических и организационных мероприятий, направленных на разработку и внедрение в производство новых и совершенствование ранее освоенных видов продукции, техники и технологии.
Техническая подготовка производства подразделяется на стадии:
1)исследовательская – включает комплекс научно-исследовательских работ; представляет собой совокупность взаимосвязанных процессов научного поиска и обоснования возможных направлений развития принципиально новой техники и технологий;
2)конструкторская – включает работы, связанные с оптимизацией номенклатуры и конструированием новых объектов производства, изготовлением опытных образцов, их испытанием, совершенствованием выпускаемых изделий, а также проектирование работ;
3)технологическая – представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к изготовлению и выпуску изделий заданного качества при установленных сроках, объеме выпуска, материальных и трудовых затратах, а также модернизацию изготовляемых конструкций основного и вспомогательного оборудования, средств механизации и автоматизации производства.
Правильная организация технической подготовки производства обеспечивает непрерывный технический прогресс на предприятиях, повышение технического и организационного уровня производства и достижение высоких экономических результатов.
28
3.2 Сетевое планирование и управление технической подготовкой производства
Планирование технической подготовки производства состоит в распределении, координации и контроле работ во времени – по стадиям и этапам, по содержанию и объемам – между органами технической подготовки. Планирование производится в соответствии с заданиями годового и перспективного планов развития предприятия. Важнейшей задачей планирования является ускорение технической подготовки и обеспечение производства технической документацией и технологическим оснащением к началу запуска изделия. Основой для расчета плана подготовки, как во времени, так и по объему являются заводские и отраслевые нормативы трудоемкости, позволяющие делать укрупненные расчеты при конструировании изделий или разработке новой продукции.
Трудоемкость, длительность и стоимость технической подготовки производства могут быть определены на основе установленных корреляционных зависимостей по таким факторам, как количество деталей и узлов в конструкции, категория сложности изделия, новизна конструкции, степень унификации, среднее количество операций на одну деталь, коэффициент оснащенности, степень механизации и автоматизации. После определения длительности всех этапов технической подготовки производства составляется календарный план ее осуществления – в форме ленточного, линейного или сетевого графика. В целях ускорения подготовки она должна планироваться с возможно высокой степенью параллельности. Наибольшее распространение на практике получили графики линейного типа, в особенности при небольшом объеме проектируемых работ и краткосрочности этапов их осуществления. Связано это с простотой и удобством их графического построения, наглядностью изображаемых процессов. При освоении сложных объектов современной техники планирование и управление разработками
29
выполняется при помощи методов сетевого планирования и управления (СПУ). Эти методы позволяют оптимизировать процесс создания новой продукции как по времени, так и по стоимости. СПУ основано на графическом изображении определенного комплекса работ, отражающем их логическую последовательность, взаимосвязь и длительность, с оптимизацией разработанного графика при помощи методов прикладной математики и вычислительной техники и его использования для текущего руководства этими работами.
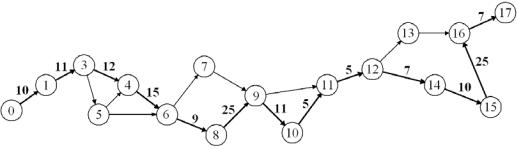
Модель планируемого процесса изображается в виде ориентированного графа, называемого сетевым или просто сетью. Граф состоит из работ и событий. Работой называется тот или иной процесс (например, изготовление опытного образца продукции), а событием – момент завершения работы, в данном случае момент готовности образца, после которого должна начаться следующая работа (например, его испытание и доводка). На рис. 1 изображен пример сетевого графика. События обозначены кружками, работы – стрелками. Длина стрелки графически не выражает продолжительности выполнения работы, она обозначается числом дней или недель и наносится над стрелкой. Полный путь в сетевом графике – это любая непрерывная последовательность взаимозаменяемых событий и работ, ведущая от события (0), исходного для всего графика, к завершающему, последнему событию сетевого графика (17).
Рис.1. Сетевой график
30
Кроме полных путей, следует различать: путь от исходного события до какого-либо промежуточного события, путь между двумя событиями, из которых ни одно не является исходным или завершающим.
Среди этих путей особое значение имеет критический путь – последовательность работ от исходного до завершающего события, требующая наибольшего количества времени для их выполнения. Критический путь обозначен жирными стрелками. Продолжительность работ, лежащих на критическом пути, определяет общий цикл завершения всего комплекса работ, планируемых при помощи сетевого графика. Уменьшение длительности критического пути является основной задачей оптимизации планирования. Термин «событие» применяется в СПУ в смысле вероятного и зависимого события, наступление которого может меняться от 1 до 0.
Возможность выяснить разницу между продолжительностью критического пути и продолжительностью любого другого пути позволяет вскрывать резервы времени технической подготовки, что является огромным преимуществом СПУ по сравнению с линейным графиком. Кроме того, СПУ позволяет соотносить любые промежуточные работы и события, указанные во времени, с основными этапами. Расчеты в СПУ значительно увеличиваются в связи с необходимостью обычных частых пересоставлений графиков, так как некоторые работы выполняются досрочно, а часть работ запаздывает. Поэтому для успешного применения СПУ необходимо производить расчеты на ЭВМ с графопостроителем. Это обеспечивает быстрое производство расчетов не только по временным параметрам, но и в денежном выражении по затратам. Для СПУ необходимо накопление большого статистического материала, требуется труд высококвалифицированных специалистов.
Сроки технической подготовки производства могут быть значительно сокращены, если механизировать и автоматизировать трудоемкие вычислительные, графические, поисковые, документационно-множительные и