

Диффузионное насыщение металлами и неметаллами
Для многих деталей требуются жаростойкие покрытия. Их поверхность должна хорошо сопротивляться окислительному действию рабочей или окружающей среды. Традиционными способами получения таких покрытий являются алитирование (алюминирование), хромирование и силицирование из порошковых смесей, содержащих диффундирующий элемент, активизатор (NH4Cl, NH4J и др.) и нейтральный порошок (шамот, глинозем и др.) для предотвращения спекания смеси.
Насыщаемые детали вместе с порошком упаковывают в металлические контейнеры с плавкими затворами, нагревают в печи до 1000 – 1200 ºС и выдерживают несколько часов для получения диффузионных слоев заданных толщины и структуры.
В процессе химико-термической обработки в контейнере одновременно или последовательно протекает несколько химических реакций, которые имеют различное значение для данного диффузионного насыщения.
Наряду с основными или ведущими реакциями протекают побочные, иногда нежелательные превращения. Так, во время нагрева в алитирующей смеси протекают следующие реакции:
NH4Cl → NH3 + HCl; (15.10)
NH3 → 1/2N2 + 3/2H2; (15.11)
2HCl + 2/3Al → 2/3AlCl3 + H2. (15.12)
Более легкие газы – водород, азот и хлористый водород – частично выходят через отверстия или плавкий затвор контейнера, а более устойчивые и тяжелые пары хлористого алюминия реагируют с алюминием по реакциям диспропорционирования
2/3AlCl3 + 4/3Al ↔ 2AlCl; (15.13)
2/3AlCl3 + 1/3Al ↔ AlCl2. (15.14)
Процесс алитирования различных сплавов происходит либо в результате выделения на насыщаемой поверхности алюминия по реакциям диспропорционирования, либо в результате взаимодействия субхлоридов AlCl2 и AlCl с элементами насыщаемых сплавов по реакциям типа:
AlCl2 + Fe → 2/3AlCl3 + 1/3Fe3Al; (15.15)
AlCl + Ni → 2/3AlCl3 + 1/3Ni3Al; (15.16)
AlCl2 + 1/3Fe → 2/3AlCl3 + 1/3FeAl. (15.17)
Для алитирования в хлоридной среде достаточно в рабочую камеру установки, где находятся обрабатываемые детали и алюминий, ввести пары хлористого алюминия после удаления воздуха. При температуре алитирования в рабочей камере (муфеле) устанавливается термодинамическое равновесие составляющих газовой смеси, и процесс алитирования происходит в результате нарушения и восстановления этого равновесия как вблизи насыщаемой поверхности, так и вблизи поверхности расплавленного алюминия.
Циркуляционным методом можно проводить диффузионное насыщение не только алюминием, кремнием, хромом, но и рядом других элементов как отдельно, так и совместно в специальной установке (рис. 15.19).
1
2
3
4
5
6
7
8
9
11
12
13
T1
T2
T3
10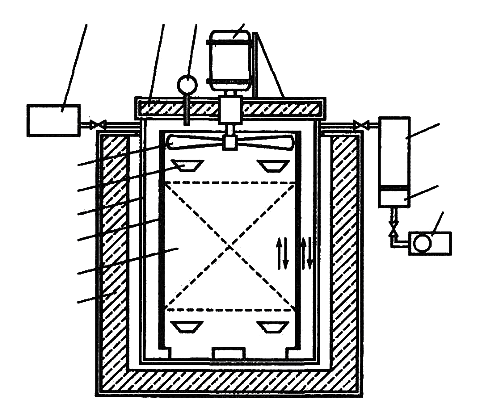
Рис. 15.19. Принципиальная схема циркуляционной установки для химико-термической обработки: 1 – нагревательная печь; 2 – садка деталей; 3 – направляющий цилиндр; 4 – муфель; 5 – емкость с диффундирующими элементами; 6 – реверсивный вентилятор; 7 – испаритель; 8 – крышка муфеля; 9 – вакуумметр; 10 – электродвигатель;
11 – конденсатор-поглотитель; 12 – фильтр; 13 – вакуумный насос
В замкнутом рабочем пространстве установки диффундирующие элементы переносятся при систематическом восстановлении газа – переносчика в результате обратимых химических реакций. В муфеле установки предусматривается раздельное расположение насыщаемых деталей и материала, содержащего диффундирующий элемент. Движущая сила циркуляционного процесса – перепад парциального давления газа переносчика диффундирующего элемента между зонами расположения исходного материала и насыщаемого сплава. Перепад давлений порождается либо перепадом температур между зонами расположения диффундирующего элемента и деталей, либо перепадом активностей диффундирующего элемента в исходном материале и на поверхности насыщаемых деталей.
Диффузионное насыщение циркуляционным методом можно проводить в изотерических условиях и при заданном температурном перепаде между зонами расположения деталей и диффундирующего элемента.
Для получения равномерных покрытий на деталях в муфеле циркуляционной установки поддерживается реверсируемое движение газовой среды.
Многокомпонентные диффузионные покрытия циркуляционным методом можно получать либо последовательно, либо путем выравнивания активностей исходных материалов. Например, для одновременного насыщения поверхности детали алюминием и кремнием или алюминием и хромом в рабочую камеру установки следует загружать не чистый алюминий, а интерметаллиды FeAl и NiAl.
В МВТУ им. Н.Э.Баумана была изобретена установка для получения покрытий из газовых сред циркуляционным методом с использованием тлеющего разряда. Экспериментальные исследования показали, что сочетание циркуляционного метода химико-термической обработки с нагревом деталей в тлеющем разряде приводит к более совершенной технологии и повышению качества жаростойких покрытий, например силицидов на молибдене.
Диффузионные покрытия можно также получать в расплавленных жидких средах. Применяют жидкофазное алитирование в расплавах на основе алюминия. Для предотвращения разъедания поверхности деталей в алюминиевую ванну добавляют основной металл насыщаемой поверхности. Например, при алитировании сталей добавляют 3 – 4% Fe. Однако жидкофазное алитирование не получало распространения в связи с разъеданием поверхности детали алюминием и другими недостатками.
Наиболее широко используется борирование сталей в расплавах буры с добавками восстановителей – карбидов бора и кремния (70% Na2B4O7 + + 30% B4C или 70% Na2B4O7 + 30%SiC). Насыщение бором проводят при 850 – 1050 °C в течение 2 – 10 часов. Электролизное борирование в расплавленной буре значительно ускоряет процесс диффузионного насыщения.
Высокой износостойкостью обладают диффузионные боридные покрытия. Износостойкость борированной стали 45 в условиях трения – скольжения в 4 – 6 раз выше износостойкости цементованных и в 1,5 – 3 раза нитроцементованных сталей.
Диффузионными покрытиями можно значительно повысить коррозионную стойкость углеродистых сталей в разбавленных водных растворах неорганических кислот. Наибольшей стойкостью к действию 10%-ной HNO3 обладают хромотитанированные и хромоалитированные стали; несколько уступают им хромированные и хромотитаноалитированные стали, обладающие высокой коррозионной стойкостью в 40%-ной H3PO4. Хромированные стали устойчивы к коррозии в 3%-ном водном растворе NaCl (морской воде), но лучшие результаты получены после цирконоалитирования и титаноалитирования сталей. Хромированные высокоуглеродистые стали обладают хорошей коррозионной стойкостью даже в 50%-ном CH3COOH. Однако все приведенные характеристики справедливы в том случае, когда диффузионные покрытия имеют оптимальную для соответствующей агрессивной среды структуру. Следовательно, подобным рекомендациям должно предшествовать исследование структуры покрытий и технологических режимов химико-термической обработки.
Обработанные по оптимальным режимам диффузионного насыщения углеродистые стали по кислотостойкости не уступают дорогим хромоникелевым аустенитным сталям.
Диффузионное насыщение проводят при высоких температурах 900 – 1100 °C. При этом существует два способа переноса диффузионного элемента на насыщаемую поверхность:
испарение диффундирующих элементов в вакууме или в среде нейтральных газов;
обменные или обратимые химическиех реакции.
Диффузионное алитирование проводят с целью повышения окалиностойкости до 850 – 900 °C. Оно осуществляется в расплавленном аммоните при 750 – 800 °C. Алитированию подвергаются чехлы термопар, клапаны и другие детали, работающие при высокой температуре.
Диффузионное хромирование применяется для повышения окалиностойкости до 800 °C и коррозионной стойкости.
Промышленное применение нашел процесс вакуумного хромирования, которому подвергают детали паропроводной арматуры, а также детали, работающие на износ в агрессивных средах.
Силицирование – насыщение поверхности изделий кремнием – проводят для повышения коррозионной стойкости в морской воде, в азотной и соляной кислотах.
Применение комплексной диффузионной металлизации сталей алюминием и кремнием повышает пластичность, жаростойкость и износостойкость покрытий.
Бороалитирование повышает пластичность, жаростойкость и износостойкость поверхностного слоя.